二道密封
胶
二道密封胶
角注
胶直边注胶自动打胶机工艺说明
A 基本定义:
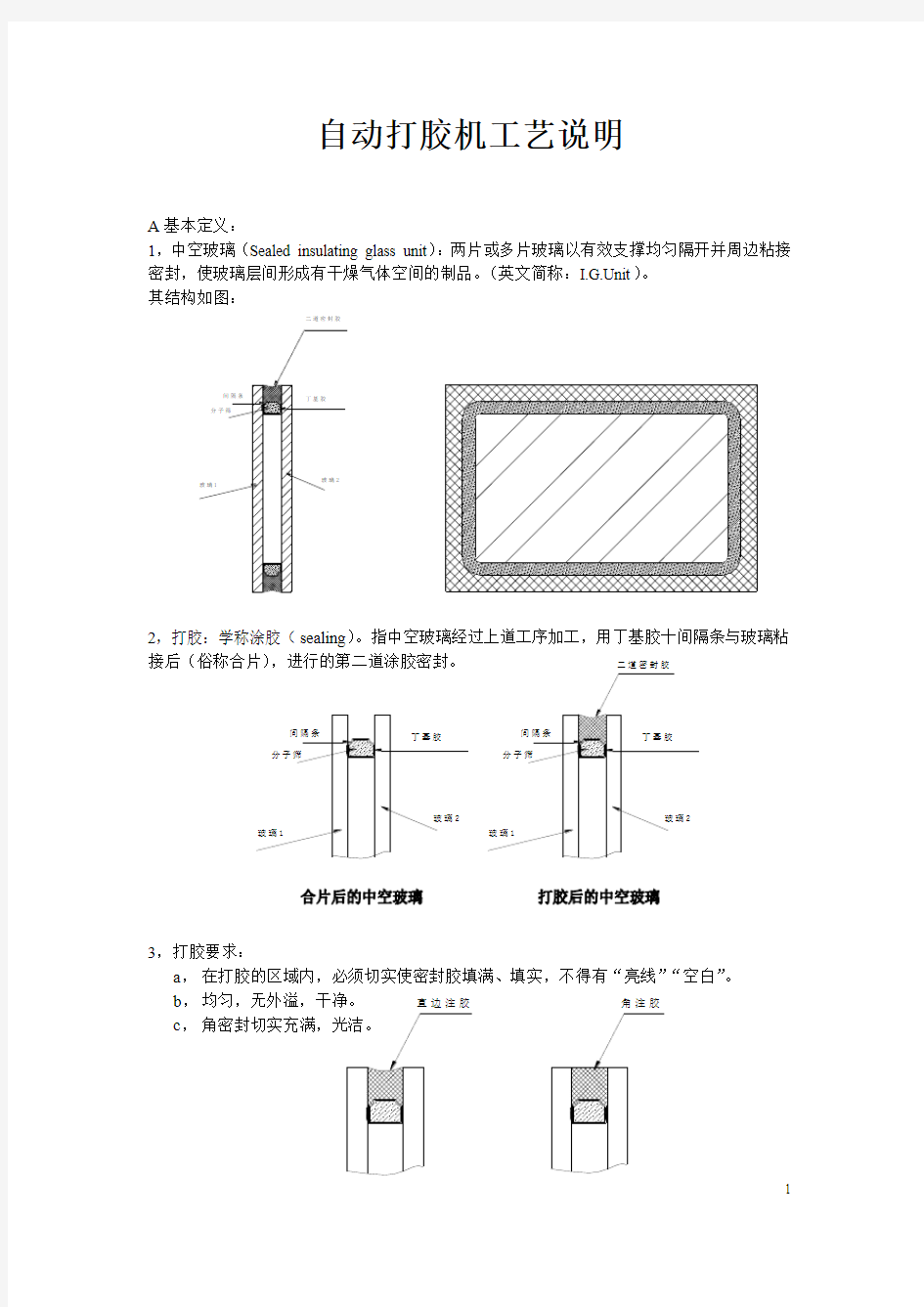
1,中空玻璃(Sealed insulating glass unit ):两片或多片玻璃以有效支撑均匀隔开并周边粘接密封,使玻璃层间形成有干燥气体空间的制品。(英文简称:I.G.Unit )。 其结构如图:
2,打胶:学称涂胶(sealing )。指中空玻璃经过上道工序加工,用丁基胶十间隔条与玻璃粘接后(俗称合片),进行的第二道涂胶密封。
3,打胶要求:
a , 在打胶的区域内,必须切实使密封胶填满、填实,不得有“亮线”“空白”。
b , 均匀,无外溢,干净。
c ,
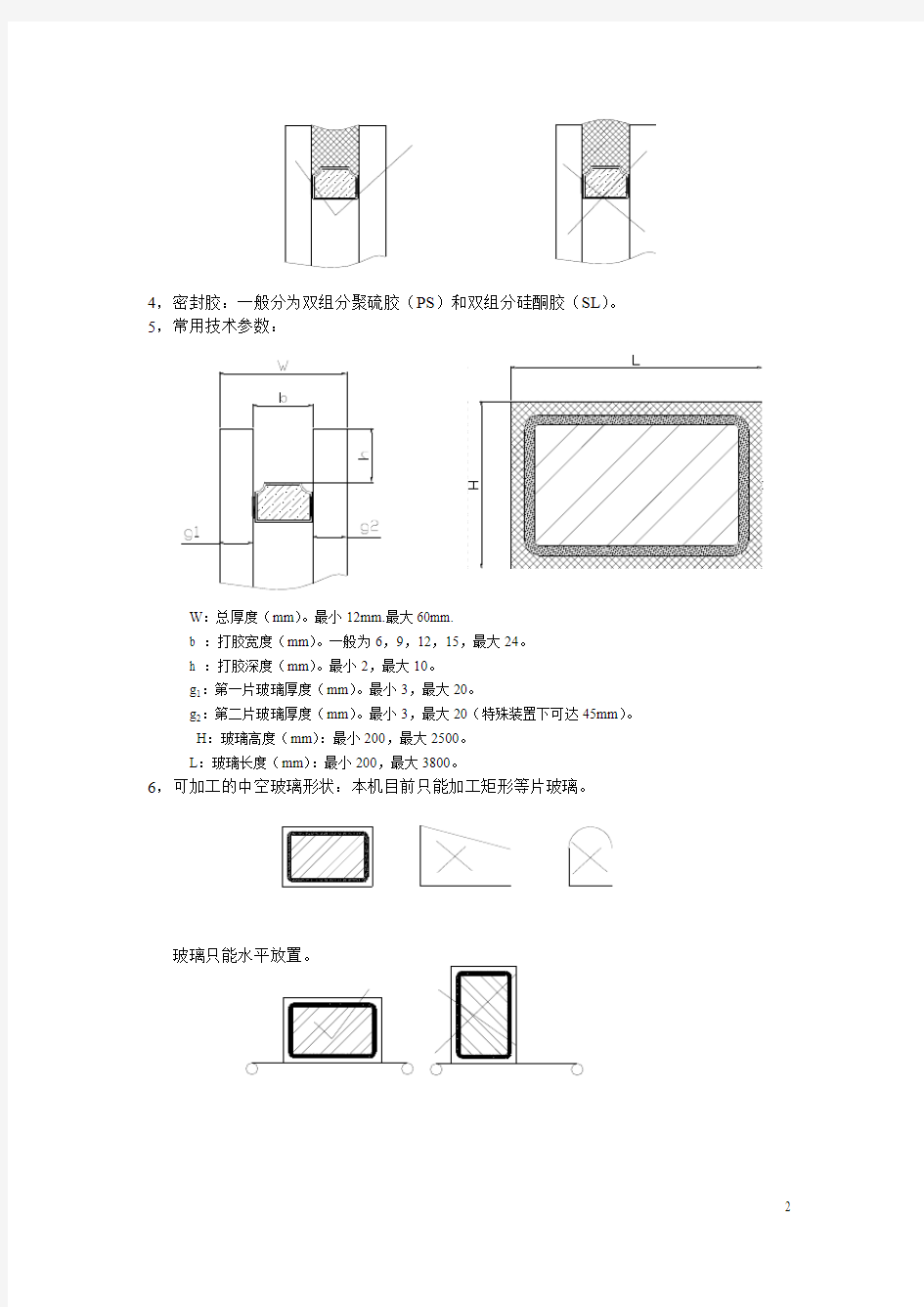
4,密封胶:一般分为双组分聚硫胶(PS)和双组分硅酮胶(SL)。5,常用技术参数:
W:总厚度(mm)。最小12mm.最大60mm.
b :打胶宽度(mm)。一般为6,9,12,15,最大24。
h :打胶深度(mm)。最小2,最大10。
g1:第一片玻璃厚度(mm)。最小3,最大20。
g2:第二片玻璃厚度(mm)。最小3,最大20(特殊装置下可达45mm)。
H:玻璃高度(mm):最小200,最大2500。
L:玻璃长度(mm):最小200,最大3800。
6,可加工的中空玻璃形状:本机目前只能加工矩形等片玻璃。
玻璃只能水平放置。
吸盘单元机
7,要求的玻璃装配误差:
8,玻璃的传输方向:根据用户要求,可任意设定为左进右出和右进左出。
B自动特性描述:
1,本机构成:
2,自动打胶的基本过程:
一般情况下,打胶机是中空玻璃自动生产线上的最后一个环节。一般在压合段的后面,它是对已经组装和压合好的中空玻璃进行打胶。其基本次序如下:
(1 Array当玻璃到达测量装置时停止输送。
(2)测量总宽度W,并根据手工输入的
g1和g2值计算出打胶宽度。
W-g1-g2=b
(3)测量完毕后,玻璃进入吸盘吸附区停止
吸盘伸出完全吸附后吸盘与输送带同步向
打胶区输送。
(4)当玻璃尾边到达枪头时,停止传送,
进行定位后,升降机构上升开始进行
第一边打胶。
(7)枪头到达底边后翻转90度、就位、角注胶。
玻璃向前输送,对底边(第四边)进行打胶,并按测量好的长度值运动。进行第四角注胶。完成打胶。
(8)打胶完毕后,吸盘脱离并返回原来区域,玻璃继续向前移动。到达输送段后延时停止。由人工取下打好胶的玻璃。下一片玻璃进入打胶区,开始下一个循环。
C,所有的控制操作由放置在机器正前面的控制电脑来完成,其界面应完成所有操作并进行参数设置和数据调整,并有自动故障诊断功能,适时显示状态和有关数据。
C有关工艺详细说明
1,玻璃的输入:
玻璃的输入有两种情况:A全自动联线输入。B独立使用人工放置。
为提高生产效率,在玻璃输入时分为“小玻璃”和“大玻璃”两种规格的不同程序。 ● 判断大小玻璃:a 当E03为“1”,E01为“0”时,判断为小玻璃。 b 当E03为“1”,E01为“1”时,判断为大玻璃。
●小玻璃时:即使打胶区在进行小玻璃作业,也允许玻璃进入到E03,进行玻璃厚度测
量并等待。
大玻璃时:如打胶区在进行大玻璃打胶作业时,不允许玻璃进入。只有大玻璃打胶作
业结束并进入输出段或无作业时方可进入到检测区E03。
B 当自动打胶机独立工作时,由人工上片,此时,必须确保上述条件下方克允许放置玻璃,否则应当有警报提示,并停止机器运行,待纠错后确认安全时,在界面给予确认指令后机器继续运行。
人工上片后,应使E01为“1”。然后踏动脚踏开关,启动输送程序。其他同上述A 。
2,厚度检测;
所有的输入都到E02“1”(上升延)时减速,到E03“1”(上升延)时停止,此时进行
两个压轮象卡尺一样卡紧玻璃,同时使电位计的读数发生变化,当电位计的读数在一定范围内不在变化时,即可认为已经完成测量,其最后的读数即认定为可靠数值,对应的就是玻璃的总厚度W 。
b=W- g 1-g 2 (精确到0.1mm)
g 1 ,g 2 数值由人工在开机时输入。考虑到g 1 ,g 2 在实际生产中在一定的批量
内是不会变化的,因此为防止数据错误,在输入g 1 ,g 2 值时应输入对应的生产批量数值,生产时控制中心应计数,当生产数量达到输入值时,应停机报警,请操作者重新输入g 1 ,
g 2 值及对应的批量数值。如: g 1 2 本次批量
杠;螺距5
b 值对
①出胶量的计算提供数据。V S =hbu s
② 对枪口对准玻璃中间位置提供数据。其计算式:中心距离:X= g 1 + b /2 其X 轴依此数据调整胶枪口的移动,使其对准打胶宽度b 的中央。 W 值还为输出段的V 型输送带适应玻璃的宽度提供数据。如下图原理:
玻璃厚度W 与移动距离的关系式如下;
V=W/cos30°
当测量的玻璃与前一片玻璃的W 值差大于1mm 时,在该片玻璃进入输出带前,输出带要按V 值的这个公式进行调整。
以上动作或数据传输结束后,输送玻璃进入吸盘区。
3,长度检测和吸盘:
厚度测量结束后,输送玻璃向吸盘区前进,此时由C01测量玻璃的长度值L 。C01“1”输入段电机M1计数,C01“0”时计数完毕。(注意:控制此时的玻璃运动加速度和M1,M2
真空开关,电
阀,行程开关
的同步精度,以保证测量的准确)。此L 值在打胶的过程中是至关重要的。
当玻璃输送到E04“0”(下降沿)时减速,E05“0”(下降沿)时停止。 当E05“0”(下降沿)时,吸盘气缸和后支撑气缸伸出,真空发生器启动。(如下图)当真空开关“1”时即可认为确实吸着,锁紧气缸锁紧,后支撑气缸缩回,吸盘在线性执行器的驱动下与输送带上的玻璃同步运动到打胶区域。(此时,吸盘一直吸附)。
打胶完毕后,吸盘脱离,回起始位。
大玻璃水平打胶行程不够时吸盘到极限位脱开,打第三边时再吸附,第四边行程极限脱开后即回起始位。
线性执行器有“0”位开关,位置开关和安全开关——共2个双向行程开关。 为确保安全,在线性执行器设有维修断电开关。
4,定位及打胶:
吸盘和玻璃一起运动,越过枪口中心线约100mm (由吸盘电机M5进行位置控制),此时,胶枪翻转90°、胶枪退让系统动作“1”(见后表)、玻璃后退压动枪头后退至中心线,这个中心线由一个安装在退让系统上的电位器计量定位。达到预定数值时,即确认对准了中心线,此时定位结束,开始打胶程序。(见下图)
5,打胶程序:
打胶原理图:
U S :为打胶速度。mm/min.
n S :为升降电机机M7的转数。rpm n a 为A 配比电机机M8的转数。rpm n b :为B 配比电机机M9的转数。rpm
N :为A 、B 组分混合比例。N :1
n S = U S /18.38
n a = U S bh/1306.24(1+1/N )
n b =5.01 n a /N
U S:由操作人员手工设定。
N::由操作人员手工设定。
b:在输入段自动检测,并根据公式计算。
h:由深度传感器实时检测。
※ U S由0-- U S要设定一个固定的加速度值。加速距离约150mm.此时,U a , U b要实时跟随。这个跟随有时间延时St ,这个St可以在界面进行调整。
※当水平打胶时U S是由输送带提供的:
参数如下:同步带轮节圆直径D=88.94mm.
减速比i=10.
吸盘同步带节圆直径D=54.113mm.
减速比i=10(5).
※深度传感器:是一个深度与角度为线性关系的机构,由旋转电位器输出数据。深度每变化1mm,角度变化3°。(3°/1mm.)
6,供胶:
A,B两个组分单独向配比机构供胶,原理如上图,
A,B供胶是个独立的单元,由主控制给开关命令:
开:当配比泵吸入胶时“开”。
关:当配比泵吸入到“XA2,XB2”时“关”。
供胶系统有温度控制装置,是独立控制的。
有接点压力表,控制最高、最低压力。
7,打胶及回吸:
当打胶U S开始时,开启FG1要有一个延时△t(此△t在界面上可调整),然后M8和M9及FG1、FB1开启,向按比例及跟随速度出胶混合。
当打胶到一个边结束或A,B到达XA1(XB1)或点胶结束时(3个条件之一),开始回吸(进入回吸程序)
回吸时先关闭FG1和FB1,当混合器内压力降至2.0MPa时输出单向阀FA1关闭、输入阀FB2打开向A、B配比泵供胶、M8,M9快速回退(3000rpm),至XA2(XB2)时A,B供胶泵停止供胶并排气,此时,M8,M9继续回退至XA3(XB3)时停止(此时A,B及管道的压力已经降低2.0MPa以下),关闭入口阀打开出口阀,M8,M9正转,使AB配比泵及混合器内压力为2.0MPa(B压力略高些,此压力在界面可调)。然后开始打胶。
8,减速及翻转角部动作:
当胶嘴运行到结束边沿前约100mm 时应该减速,减速至离尾边20mm 时胶枪关闭、退让执行(2)、牙板回位,胶嘴继续移动到中心线与玻璃边重合时(此时传感器离玻璃边沿135mm )翻转90°。
水平打胶时的位置量
翻转90°完毕,玻璃回退约15mm ,退让执行(3)压上玻璃、牙板入位,开始角注胶。
※翻转是整个机器运行中安全要求最高的一个动作,如果误动作,将会造成“撞车”,其后果将是严重的。因此,翻转的条件是严格的。
1每个边的检测必须由两个传感器进行,一个传感器控制位置量(高度差135、长度差145,如上图。)一个传感器测量高度(L )或长度(H )值,根据长度或高度值计算运动数据。
2两个数据对比,如误差大于2mm ,则必须暂停程序,由操作人员确认核实后方可决定是继续还是终止。
3翻转的90°要精确,误差不超过±1°
4翻转就位后,要有信号输出,以使进行刮板和角注胶动作。
9,退让程序:
在打胶时,胶嘴要与玻璃有一定的接触力,同时要适应玻璃边线的误差,有一定的浮动范围,当一个边打胶结束后,枪嘴必须脱离与玻璃的接触,因此要有一个特殊的退让装置。原理如下图:
P1、P2、P3、P4是4个不同的调压阀和电磁阀控制的。 P4=2G ,P3=G+F P1=常压,P5=常压。
10,角注胶:
对于中空玻璃,角注胶是保持密封性的关键,是由刮板和注胶共同完成的。
在前述8项第4步完成后,刮板动作①缩进、②靠近玻璃、③上升靠近胶嘴刮板。这些动作有延时控制先后顺序,但要做到动作连贯、迅速、无停滞。
之后开始注胶,要使角部的空腔都注满胶而又不能过剩,这个量是由时间控制的(Ts ),这个时间在界面上可以调整。Ts 到达后。刮板退回复位,角注胶完成,配比泵回吸,保持
胶嘴
靠上玻璃缩进
上胶嘴
低压,以便直线打胶。刮板退回复位时伸缩气缸有复位开关,防止刮板撞玻璃。
※第四角刮板靠上玻璃的运动方向相反。
11,打胶结束:
●打胶结束后,玻璃向前移动至输出段,尾边越过C05时,枪头反转360°复位。
●玻璃进入输出段必须使A02“无”,如有说明是大玻璃必须取下后方可进入A01。
●到A01时判断A03“有”“无”,“有”则等待,“无”则继续前进。
●取下玻璃后,可由A03判断,也可脚踏开关命令。
●A04为安全开关。最后保障。