
标注如图1所示端面车刀的?0、?0、?0?、γκ、γκ'、?s(>0?)六个角度,并画图标注切削层参数a p 、a w 、a c 和进给量f (10分)。
图1 端面车刀
1. 图2所示为滚切直齿圆柱齿轮的传动原理图。试分析直齿圆柱齿轮的母线、导线分别是什么线?分别用什么方法形成?分别需要几个成形运动(用图中符号表示)?列出全部传动链,并分别说明是内联系还是外联系(10分)。
图2 滚切直齿圆柱齿轮传动原理图
答:
母线:渐开线,由展成法形成,需要一个复合的表面成型运动,可分解为滚刀旋转运动11B 和工件旋转运动12B ;
导线:直线,由相切法形成,需要两个独立的成形运动,即滚刀旋转运动和滚刀沿工件的轴向运动2A 。
展成运动传动链:滚刀----4----5---x u ----6-----7-----工件,滚刀旋转运动
11B 和工件旋转运动12B 之间保持严格的相对运动关系,属于内联系传动链;
主运动传动链:电动机-----v u ---3----4----滚刀,与动力源直接相连,属于外联系传动链;
进给运动传动链:工件-----7-----8-----f u -----9-----10------刀架升降丝杠,工作台为间接动力源,属于外联系传动链。 3. 零件部分设计要求如图3所示,上工序已加工出
02
.020-Φ,
005
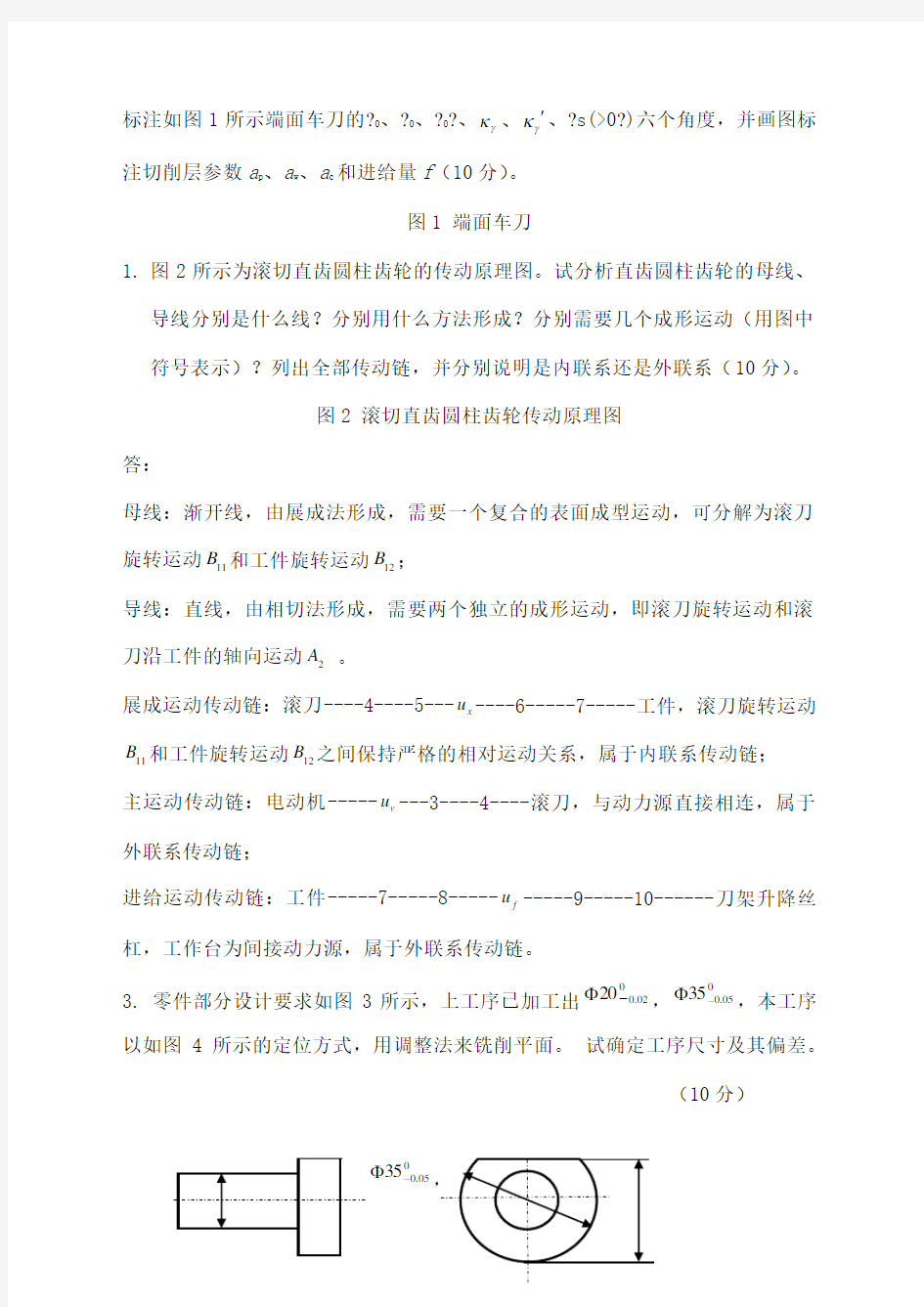
.035-Φ,本工序
以如图4所示的定位方式,用调整法来铣削平面。 试确定工序尺寸及其偏差。
(10分)
005
.035-Φ
,
图3
图4
解:在本题中有三个设计尺寸和一个加工余量。可以建立三个设计尺寸链和一个余量尺寸链(在此题中可以不建)。
在本题中包含三个工序尺寸,20φ端工序尺寸A ,35φ端工序尺寸B ,完工尺寸H 。
建立如下图(a)、(b)、(c)尺寸链。
由尺寸链得:010.01/2/210A D mm -==,0
20.025/2/217.5B D mm -==,根据第三个尺寸
链可得:对于H ,/2B 为减环,其余为增环
则工序尺寸H 为:3/2/2103217.524.5H A D B mm =+-=+-= 极限偏差,根据公式
(a) (b) (c)
带入式中可以求得:00(0.025)0.025ES mm =+--=+ 4. 如图5所示,以外圆柱面在V 形块上定位,在插床上插内键槽,
已
知外径003.050-=ΦA ,内径
φ φ
005
.035-ΦH
05
.0030+Φ=d ,外径A 对内径d 的同轴度允差为φ,试计算加工尺寸H 的定位误差。
解:外圆柱面在V 形块上定位,定位基准为外圆柱面的中心线,外圆柱面为定
位基面。W ?,B ?的方向均与工序尺寸H 的方向相同,所以0,0αγ==o o 。
由于外圆柱面制造公差d T =,则基准位移误差为:
工序基准为内圆柱面的下母线,与定位基准不重合,会产生基准不重合误差。则
基准不重合误差为:
工序基准与定位基准有公共变量d T ,当定位基准变化时,工序基准呈反向变化,因此加工尺寸H 的定位误差为:
加工下述零件,以B 面定位,加工表面A ,保证尺寸10+0.2mm ,试画出尺寸链并求出工序尺寸L 及公差。(8分)
七、在一圆环形工件上铣键槽,用心轴定位,要求保证尺寸-0.16mm ,试计算定位误差并分析这种定位是否可行。(8分)
八、试制定图示零件(单件小批生产)的工艺路线。(12分)
α=90
图5
一、
°
加工下述零件,要求保证孔的尺寸B =30+,试画出尺寸链,并求工序尺寸L 。(
8
分
)
七、滚斜齿时需要多少种运动?列出每条运动链的首末端元件及计算位移。(8分)
八、制订下述零件的机械加工工艺过程,具体条件:45钢,圆料ф70,单件生产。(12分)
九.在一杆状形工件铣键槽,要求保证尺寸50-0.2mm 与-0.16mm ,设计该工件的定位方案,并进行定位误差分析。(10分)
四、 加工下
述零件,以B 面定位,加工表面A ,保证尺寸10+0.2mm ,试画出尺寸链并求出工序尺寸L 及公差。(8分)
五、 指出下列定位方案所消除的自由度。(8分) 六、 图示拨叉零件,材料HT300,单件小批生产(12分)
1.
对零件进行工艺分析。2,制订该零件的加工工艺过程。
其余
A
±
3.图2所示为齿轮孔的局部图,设计尺寸是:孔05.00
40+φmm 需淬硬,键槽尺寸深
度为
30.00
46+mm 。孔和键槽的加工顺序是:1)镗孔至
10
.00
6.39+φmm 。2)插键槽,工
图2 齿轮孔的局部图
序尺寸为A 。3)淬火热处理。4)磨内孔至05.0040+φmm ,同时保证05.00
40+φmm (假设
磨孔和镗孔时的同轴度误差很小,可忽略)。试求插键槽的工序尺寸及其公差。 解:(1)由题意,列尺寸链如图所示。
(2
尺寸
3
.00
46+
43所示的锥形形状误差, 解:(1)车床纵导轨在水平面内的直线度误差; (2)刀具线性磨损;
(3)车床纵导轨与工件回转轴线在水平面内不平行; (4)误差复映。
5.在轴上铣一键槽,工件的定位方案如图4所示,试求尺寸A 的定位误差。 解:(1)求A 的基准不重合误差:由定位方案可知,基准不重合误差等于零,即
=?j 。
(2)求A 基准位移误差:
1)求工件外圆尺寸变化引起的基准位移误差
由V 型块定位误差可知:工件外圆尺寸变化引起的基准位移误差为: 2)尺寸10的变化引起的基准位移误差
图3 锥形加工误差
图4 铣平面定位方案
为:
由于V型块角度为45度,尺寸10的变化所引起的基准位移误差为:(3)尺寸A的定位误差为: