钢结构焊接外观检验规范
1 下列符号适用于本文件。
a :角焊缝的公称喉厚(角焊缝厚度);
b :焊缝余高的宽度;
d :气孔的直径
h :缺陷尺寸(高度或宽度);
s :对接焊缝公称厚度(或在不完全焊透的场合下规定的熔透深度);
t :壁厚或板厚;
a)
K :角焊缝的焊脚尺寸(在直角等腰三角形截面中K=2
C :焊缝宽度
2 焊缝分类及质量等级
2.1 焊缝分类
根据产品构件的受力情况以及重要性,把焊缝分为A、B、C、D 等四大类。具体分类见表1。
2.2 焊缝质量等级
焊缝外观质量检验要求表中所列项目,每个项目分三个等级:其中Ⅰ级为优秀,Ⅱ级为良好,Ⅲ级为合格。
3 焊缝外观质量检验规则
3.1 焊缝按对接焊缝和角接焊缝的外观质量要求分别进行检验。
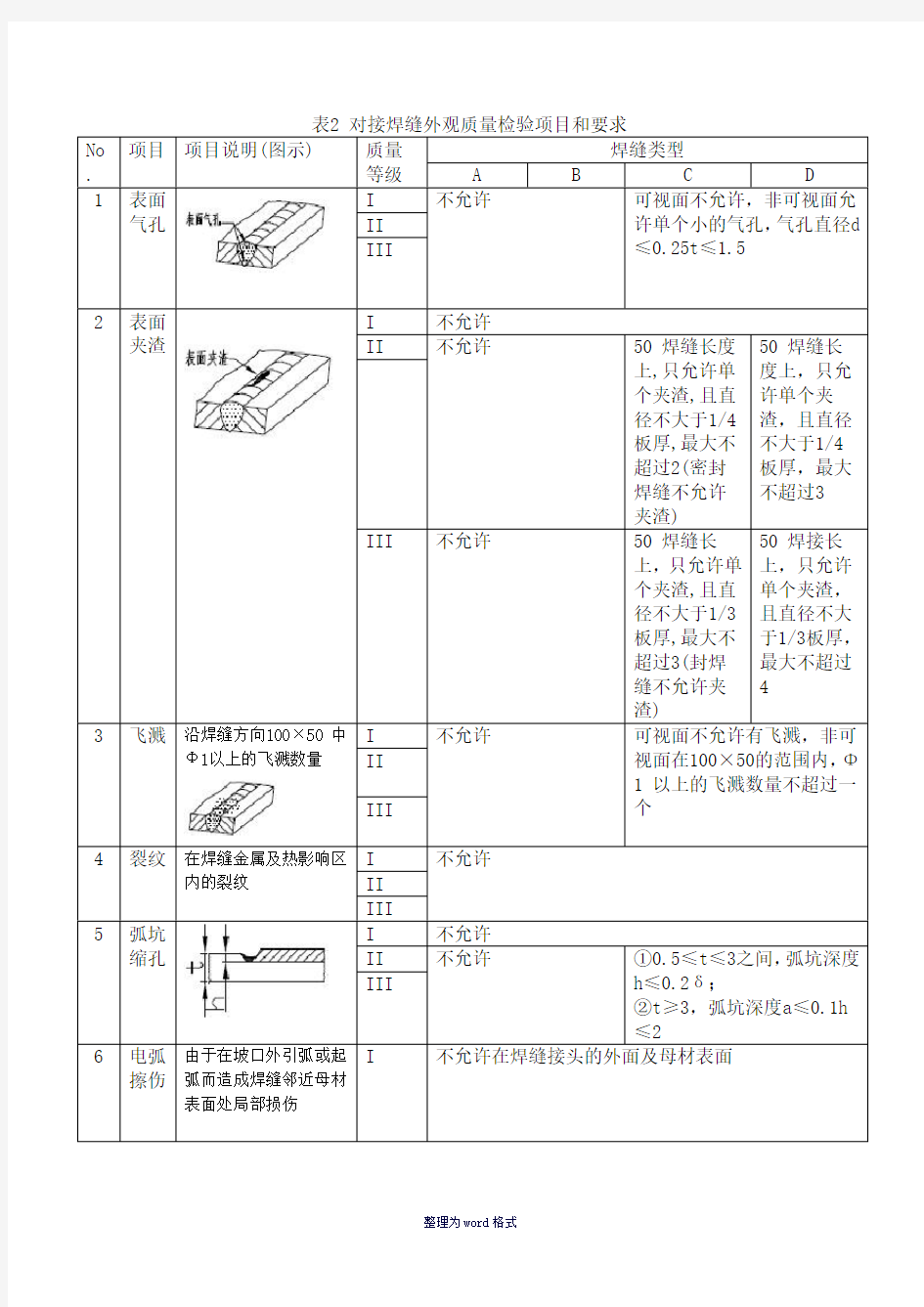
4 焊缝外观质量检验项目和要求对接焊缝见表2,角接焊缝见表3。
No . 项目项目说明(图示) 质量
等级
焊缝类型
A B C D
1 表面
气孔I 不允许可视面不允许,非可视面允
许单个小的气孔,气孔直径d
≤0.25t≤1.5
II
III
2 表面
夹渣I 不允许
II 不允许50 焊缝长度
上,只允许单
个夹渣,且直
径不大于1/4
板厚,最大不
超过2(密封
焊缝不允许
夹渣)
50 焊缝长
度上,只允
许单个夹
渣,且直径
不大于1/4
板厚,最大
不超过3
III 不允许50 焊缝长
上,只允许单
个夹渣,且直
径不大于1/3
板厚,最大不
超过3(封焊
缝不允许夹
渣)
50 焊接长
上,只允许
单个夹渣,
且直径不大
于1/3板厚,
最大不超过
4
3 飞溅沿焊缝方向100×50 中
Φ1以上的飞溅数量I 不允许可视面不允许有飞溅,非可
视面在100×50的范围内,Φ
1 以上的飞溅数量不超过一
个
II
III
4 裂纹在焊缝金属及热影响区
内的裂纹I 不允许II
III
5 弧坑
缩孔I 不允许
II 不允许①0.5≤t≤3之间,弧坑深度
h≤0.2δ;
②t≥3,弧坑深度a≤0.1h
≤2
III
6 电弧
擦伤由于在坡口外引弧或起
弧而造成焊缝邻近母材
表面处局部损伤
I 不允许在焊缝接头的外面及母材表面
II 不允许在焊缝接头的
外面及母材表面局部出现应打磨,打磨后呈光滑过渡,打磨处的实际板厚不小于设计规定的最小值
III 局部出现应打磨,打磨后呈光滑过渡,打磨后实际板厚不小于设计规定的最小值
7 焊缝
成形I 焊缝与母材圆滑过渡,焊波均匀、细密,接头匀直II 焊缝与母材圆滑过渡,匀直,接头良好
III 焊缝与母材圆滑过渡,接头良好
8 焊缝
余高I h≤
1+0.05b
允许局部
超过
h≤
1+0.1b
h≤1+0.1b h≤1+0.15b
II h≤
1+0.1b
h≤
1+0.1b
允许局部
微小超过
h≤1+0.15b
允许局部微
小超过
h≤1+0.2b
允许局部微
小超过
III h≤
1+0.15C
h≤
1+0.15b
允许局部
超过
h≤
1.2+0.15b允
许局部超过
h≤1+0.2b
允许局部超
过
9 未焊
满及
凹坑I 不允许h <
0.2+0.02t
≤0.6总长
度不超过焊
缝全场的
15%
II 不允许h <
0.2+0.03t≤
0.5总长度不
超过焊缝全
长的10%
h <
0.2+0.04t
≤1.0总长
度不超过焊
缝全长的
15%
III 不允许h <
0.2+0.04t≤
1.0总长度不
超过焊缝全
长的15%
h <
0.2+0.06t
≤1.5总长
度不超过焊
缝全长的
20%
10 错边①单面焊缝I ① h≤0.10t
≤0.5h≤0.10t
≤1
h≤0.10t≤1h≤0.10t≤
1.5
②双面焊缝
② h≤0.10t
≤1h≤0.10t
≤1.5
h≤0.10t≤2h≤0.10≤2
II ① h≤0.10
≤1.5h≤0.10
≤1.5
h≤0.15t≤
1.5
h≤0.15t≤
2
② h≤0.10t
≤2h≤0.10t
≤2
h≤0.15t≤3h≤0.15t≤
3
III ① h≤0.15t
≤2h≤0.15t
≤2
h≤0.15t≤2h≤0.15t≤
3
② h≤0.15t
≤3h≤0.15t
≤3
h≤0.2t≤3h≤0.2t≤4
11 焊瘤I 不允许
II 总长度不超过焊缝全长的5%,单个焊瘤深度h≤0.3
III 总长度不超过焊缝全长的10%以内,单个焊瘤深度不
超过h≤0.3
12 咬边I 不允许不允许h≤0.03t≤0.5总长度不超
过焊缝全长的10%
II h≤0.03t≤0.5总长度
不超过焊缝全长的10%h≤0.03t≤0.5总长度不超过焊缝全长的15%
III h≤0.03t≤0.5总长度
不超过焊缝全长的20%h≤0.03t≤0.5总长度不超过焊缝全长的20%
13 焊缝
沿长
度方
向宽
窄差I 任意300 mm内:①C≤20,ΔC≤2.5;
②20<C≤30,ΔC≤3;
③C>30,ΔC≤4;
且在整个焊缝长度范围内不大于5
II
III
14 焊缝
宽度
尺寸
偏差
C1为实际焊缝宽度,
C为设计焊缝宽度I ①C≤20,ΔC=0~2;
②20<C≤30,ΔC=0~2.5;
14 ③C>30,ΔC=0~3
II
III ①C≤20,ΔC=0~3;
②20<C≤30,ΔC=0~4;
③C>30,ΔC=0~5
15 焊缝
边线
直线
度
f:任意300焊缝内,焊缝
边缘沿轴向的直线度I f≤1.5 f≤2
II f≤2 f≤2.5 III f≤2.5 f≤3
16 焊缝
I g≤1 g≤1.5
表面
凹凸