铸造用硅砂采购验收标准
本标准适用于铸造生产中造型、制芯用硅砂。
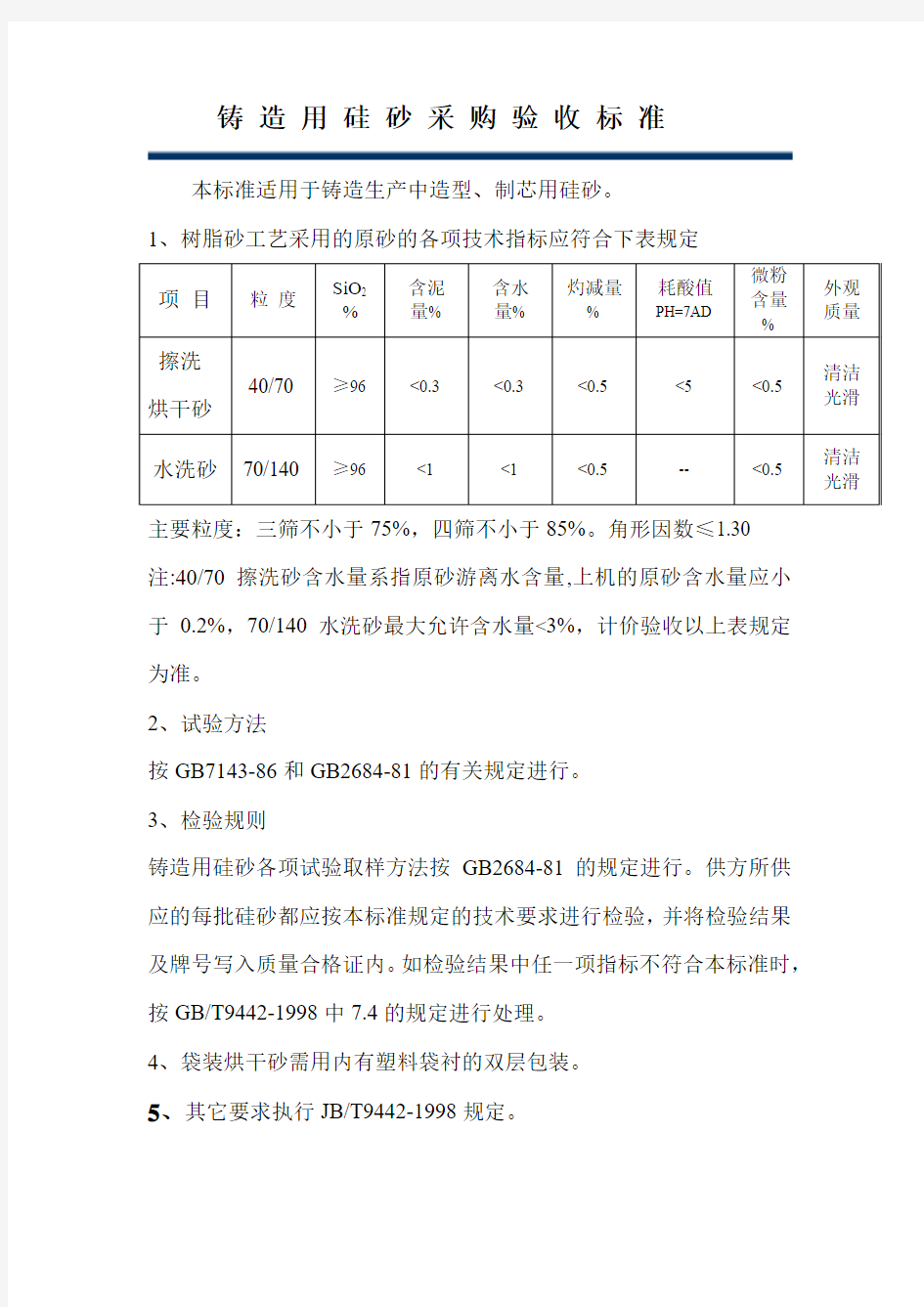
1、树脂砂工艺采用的原砂的各项技术指标应符合下表规定
主要粒度:三筛不小于75%,四筛不小于85%。角形因数≤1.30
注:40/70擦洗砂含水量系指原砂游离水含量,上机的原砂含水量应小于0.2%,70/140水洗砂最大允许含水量<3%,计价验收以上表规定为准。
2、试验方法
按GB7143-86和GB2684-81的有关规定进行。
3、检验规则
铸造用硅砂各项试验取样方法按GB2684-81的规定进行。供方所供应的每批硅砂都应按本标准规定的技术要求进行检验,并将检验结果及牌号写入质量合格证内。如检验结果中任一项指标不符合本标准时,按GB/T9442-1998中7.4的规定进行处理。
4、袋装烘干砂需用内有塑料袋衬的双层包装。
5、其它要求执行JB/T9442-1998规定。
【国家标准】 1、GB-50017-2003、《钢结构设计规范》 2、GB50018-2002、《冷弯薄壁型钢结构技术规范》 3、GB-50205-2001、《钢结构结构施工质量验收规范》 4、GB50191-93、《构筑物抗震设计规范》 5、GB59135-200 6、《高耸结构设计规范》 6、GB500046-2008、《工业建筑防腐蚀设计规范》 7、GB8923-88、《涂装前钢材表面锈蚀等级和涂装等级》 8、GB14907-2002、《钢结构防火涂料通用技术条件》 9、GB-50009-2001(2006)、《建筑结构荷载规范》 10、GBT-50105-2001、《建筑结构制图标准》 11、GB-50045-95、《高层民用建筑设计防火规范》(2001年修订版) 12、GB-50187-93、《工业企业总平面设计规范》 【行业标准】 1、JGJ138-2001/J130-2001、型钢混凝土组合结构技术规程 2、JGJ7-1991、网架结构设计与施工规程 3、JGJ61-2003/J258-2003、网壳结构技术规程
4、JGJ99-1998、高层民用建筑钢结构技术规程(正修订) 5、JGJ82-91、钢结构高强度螺栓连接的设计、施工及验收规程 6、JGJ81-2002/J218-2002、建筑钢结构焊接技术规程 7、DL/T5085-1999、钢-混凝土组合结构设计规程 8、JCJ01-89、钢管混凝土结构设计与施工规程 9、YB9238-92、钢-混凝土组合楼盖结构设计与施工规程 10、YB9082-1997、钢骨混凝土结构技术规程 11、YBJ216-88、压型金属钢板设计施工规程(正修订) 12、YB/T9256-96、钢结构、管道涂装技术规程 13、YB9081-97、冶金建筑抗震设计规范 14、CECS102:2002、门式刚架轻型房屋钢结构技术规程 15、CECS77:96、钢结构加固技术规范 16、YB9257-96、钢结构检测评定及加固技术规范 17、CECS28:90、钢管混凝土结构设计与施工规程 18、YB9254-1995、钢结构制作安装施工规程 19、CECS159:2004、矩形钢管混凝土结构技术规程 20、CECS24:90、钢结构防火涂料应用技术规范 21、CECS158:2004、索膜结构技术规程
国内中频炉铸造标准 国内中频炉铸造行业准入条件目的在于根据国家有关法规和政策引导我国铸造行业健康、有序和可持续发展,提升我国装备制造业整体水平和为国民经济各行业提供优质铸件,实现我国从世界铸造大国向铸造强国转变。 实施铸造行业准入制度,按照“铸造行业准入条件”加快淘汰那些规模小且工艺落后、耗能大、污染严重、作业条件恶劣的铸造企业,遏制行业内的恶性竞争和资源浪费。在实施铸造行业准入制度过程中将积极引导企业通过兼并、重组,形成合理经营规模;在有条件的地区积极发展铸造产业集群或铸造工业园区,优化资源配置,大力发展清洁生产和循环经济;培育一批“专、特、精、新”的中小铸造企业,提高企业综合竞争力、铸件产品质量和企业效益。 铸造企业的布局及厂址的确定应符合国家产业政策和相应法规,符合各省、自治区、直辖市装备制造业发展规划。在一类区内不能新建、扩建铸造厂,已有的铸造厂其污染物排放(含水、气和噪声等)指标应符合国家一类区有关标准的规定。在二类区和三类区,新建铸造厂和原有铸造厂的污染物(含水、气和噪声等)排放指标均应符合国家或地区有关标准的规定。说明:一类区指国务院有关主管部门和省、自治区、直辖市人民政府划定的风景名胜区、自然保护区和水源地及其他需要特别保护的区域;二类区指城镇规划中确定的居住区、商业交通居民混合区、文化区、一般工业区和农村地区以及一、三类区不包括的地区;三类区指特定的工业区。鉴于目前我国东、中、西部地区社会、经济和工业发展程度的差异,锻造中频炉在进行铸造行业结构调整和实施准入制度时,应区别对待。 企业规模(产能) 1.现有的砂型铸铁件(含离心铸铁管及其他离心铸造)、铸钢件与有色铸件生产企业铸件年产能按所在地区(见表1)和类别(一、二、三类)不同应不低于表1所列的吨位。 2.采用砂型及离心铸造工艺之外的其他铸造工艺(包括压铸、低压铸造、金属型铸造、挤压铸造、熔模铸造、V法铸造、消失模铸造等)的铸造企业规模不在以上限制之列,具体标准待此后另行公布。 3.对于“专、特、精、新”的中小铸造企业,其企业规模的限制可以适当放宽。“专、特、精、新”的中小铸造企业认定标准和实施细则另行公布。 铸造方法及工艺: 1.根据生产铸件的材质、品种、批量,合理选择粘土湿型砂铸造、树脂自硬砂铸造、水玻璃自硬砂铸造、V法铸造、熔模铸造、消失模铸造、金属型铸造(重力、离心、压铸、低压等)等铸造工艺。 2.逐步淘汰粘土砂干型等落后铸造工艺。 铸造装备(造型、制芯、熔炼、砂处理、清理等)中频炉 1.必须配备与生产能力相匹配的熔炼设备,如电炉、冲天炉等金属熔炼设备,炉前化学成分分析、金属液温度测量设备,并应配有相应有效的除尘设备与系统。提倡大批量生产铸铁件产品的企业根据铸件要求采用冲天炉-电炉双联熔炼工艺,或采用中频感应炉熔炼,推荐采用大容量(熔化率≥10t/h)、长炉龄(一次开炉连续使用4周以上)、富氧、外热送风冲天炉。在全国范围内逐步淘汰熔化率<3t/h、环保排放不达标的冲天炉,新建铸造企业一律不再采用熔化率<5 t/h的冲天炉。 2.禁止新增容量1t以上无磁扼的铝壳电炉,原有无磁扼的感应电炉限2年内逐步淘汰。 3.必须配有与生产能力相匹配的造型、制芯、砂处理、清理设备,采用树脂砂、
铸造用的硅砂及进厂质量控制 林州市合鑫铸业公司李海军 铸造用的硅砂作为造型的主要原材料,其质量的好坏对型砂性能的影响很大。特别是原 砂含泥量过高,使型砂和旧砂中的含泥量增高,导致型砂透气性下降,含水量上升,铸件气 孔缺陷增多。除了强烈影响透气性低和含水量高以外,还会引起型砂韧性变差,造型时起模 困难,砂型棱角易碎,吊砂易断,铸件砂眼废品率增高。对于树脂砂造型或制芯,原砂含泥 量过高还会造成树脂加入量增大,芯子发气量增高等问题。故一般工厂均对型砂和旧砂的含 泥量有明确规定,并至少每周要检测一次。单一砂机器造型铸铁用型砂含泥量一般为 10%-13%,旧砂含泥量为8%-11%。对于粘土型砂用硅砂的含泥量最好<0.8%,树脂等有机粘结剂砂芯用硅砂含泥量最好<0.3%,而且越低越好。所以有效的控制采购原砂的含泥量对提 高铸件的质量很有必要。 对于中部地区,为了就地取才,降低生产成本,一般采购黄河水洗烘干砂做为造型用的 原砂。值得一提的是,黄河砂与河北的承德砂、内蒙的大林砂相比,虽然价格比较便宜,但 含泥量一般均偏高。表1为我厂对进厂的黄河水洗烘干砂的化验数据。 表1 试样号含水量(%)含泥量(%) 粒度(70/140,三筛≥75%) 平均细度1# 0.05 1.12 81.12 76 2# 0.05 0.98 82.86 78 3# 0.05 1.0 79.04 73 4# 0.10 0.98 82.24 76 5# 0.15 1.16 73.78 66 6# 0.10 1.28 73.4 66 7# 0.05 1.30 74.82 71 通过上表可以看出,经过烘干的砂,含水量一般都能满足标准≤0.3%的要求,但含泥量均偏高,70/140目的粒度波动也较大。我们厂曾较长时间的用过河北的承德砂,其含泥量均低于0.6%,而且质量较稳定。 对于手工造型和一般机器造型的工厂来说,为了有效的降低生产成本,可以使用黄河砂 做为造型用的原砂,但要尽量控制其含泥量不要超过1%,否则对型砂性能影响较大。对于树脂砂造型、制芯或生产覆膜砂用的原砂,其含泥量最好低于0.6%或更低。
1 铸造通用基础及工艺标准规范汇编 1.1 GBT 5611-1998 铸造术语 1.1.1 基本术语1.1.2 砂型铸造1.1.3 特种铸造1.1.4 造型材料1.1.5 铸件后处理1.1.6 铸件质量1.1.7 铸造工艺设计及工艺装备1.1.8 铸造合金及熔炼、浇注 1.2 GBT 5678-1985铸造合金光谱分析取样方法 1.3 GBT 60601-1997 表面粗糙度比较样块铸造表面 1.4 GBT 6414-1999 铸件尺寸公差与机械加工余量 1.5 GBT1 1351-1989 铸件重量公差 1.6 GBT 15056-1994 铸造表面粗糙度评定方法 1.7 JBT 2435-1978 铸造工艺符号及表示方法 1.8 JBT 40221-1999 合金铸造性能测定方法 1.9 JBT 40222-1999 合金铸造性能测定方法 1.10 JBT 5105-1991 铸件模样起模斜度 1.11 JBT5106-1991 铸件模样型芯头基本尺寸 1.12 JBT 6983-1993 铸件材料消耗工艺定额计算方法 1.13 JBT7528-1994 铸件质量评定方法 1.14 JBT 7699-1995 铸造用木制模样和芯盒技术条件 2 铸铁标准规范汇编 2.1 GBT 1348-1998 球墨铸铁件 2.2 GBT 3180-1982 中锰抗磨球墨铸铁件技术条件 2.3 GBT 5612-1985 铸铁牌号表示方法 2.4 GBT 5614-1985 铸铁件热处理状态的名称、定义和代号 2.5 GBT 6296-1986 灰铸铁冲击试验方法 2.6 GBT 7216-1987 灰铸铁金相 2.7 GBT 8263-1999 抗磨白口铸铁件 2.8 GBT 8491-1987 高硅耐蚀铸铁件 2.9 GBT 9437-1988 耐热铸铁件 2.10 GBT 9439-1988 灰铸铁件 2.11 GBT 9440-1988 可锻铸铁件 2.12 GBT 9441-1988 球墨铸铁金相检验 2.13 GBT 17445-1998 铸造磨球 2.14 JBT 2122-1977 铁素体可锻铸铁金相标准 2.15 JBT 3829-1999 蠕墨铸铁金相 2.16 JBT 4403-1999 蠕墨铸铁件 2.17 JBT 5000.4-1998 重型机械通用技术条件铸铁件 2.18 JBT 7945-1999 灰铸铁力学性能试验方法 2.19 JBT 9219-1999 球墨铸铁超声声速测定方法 2.20 JBT 9220.1-1999 铸造化铁炉酸性炉渣化学分析方法总则及—般规定 2.21 JBT 9220.2-1999 铸造化铁炉酸性炉渣化学分析方法高氯酸脱水重量法测定二氧化硅量 2.22 JBT 9220.3-1999 铸造化铁炉酸性炉渣化学分析方法重铬酸钾容量法测定氧化亚铁量 2.23 JBT 9220.4-1999 铸造化铁炉酸性炉渣化学分析方法亚砷酸钠—亚硝酸钠容量法测定—氧化锰量 2.24 JBT 9220.5-1999 铸造化铁炉酸性炉渣化学分析方法氟化钠—EDTA容量法测定三氧化二铝量 2.25 JBT 9220.6-1999 铸造化铁炉酸性炉渣化学分析方法 DDTC分离EGTA容量法测定氧化钙量 2.26 JBT 9220.7-1999 铸造化铁炉酸性炉渣化学分析方法高锰酸钾容量法测定氧化钙
原料进厂检验记录表 年月日编号物料名称料号数量 采购单号 供应商 检验项目抽样数不良数验收单号 备 及格 注 不及格 □全批 说 □分批交货 明 结 果□接受□退货□扣款□检验不良品退回 格式编呈:主管:检验员 原材料检验记录表 原料名称:多样性生物活性肽 序号抽样过程 批次号抽样日期标准要求应抽组数实抽组数实测结果试验结 论
有效物质含量 YCL2016011601 2016.01.16 2 2≥98% 有效物质含量 ≥98% 2YCL20160626012016.06.2211 有效物质含量 ≥98% 3YCL20161011012016.10.1133有效物质含量 =99.27% 合格 有效物质含量 =98.65% 合格 有效物质含量 =99.14% 合格 最终结论:合格 检验员:李强 原材料检验记录表02 原料名称:枯草芽孢杆菌 序号抽样过程试验结 论
有效活菌数 ≥ 200 亿 /g ( % ); 有效活菌数 = 水分 ≤8% 8( 250.24 亿/g (% ); 1 YCL2016012201 2016.01.22 2 2 水分 =6.83% 8(% ) 有效活菌数 ≥ 有效活菌数 = 2 YCL2016111501 200 亿 /g ( % ); 3 278.36 亿/g (% ); 2016.11.15 3 水分 ≤8% 水分 =6.98% 8( 合格 合格 最终结论: 合格 检验员:李强 原材料检验记录表 03 原料名称: 生物酶制剂 序号 抽样过程 试验结 论
1YCL20160214012016.02.14酶活力≥ 5万33酶活力=6.82万 2YCL20160715012016.07.15酶活力≥ 5万22酶活力=5.97万YCL20161220012016.12.20酶活力≥ 5万33酶活力=6.64万合格 合格合格 最终结论:合格 检验员:李强 原材料检验记录表04 原料名称:氨基酸
政府采购合同履约验收管理办法 为进一步加强政府采购合同履约验收的管理,保障政府采购项目实施质量,维护合同双方的合法权益,根据《区监察局、财政局、审计局关于进一步规范政府采购合同履约验收工作有关问题的通知》文件精神,结合实际,特制定本办法。 一、成立验收工作小组 成立验收工作小组。其中:办公物资类验收小组成员为分管机关负责人(组长)、监察人员、财务人员、部门负责人、申购者、采购者。工程材料设备类验收小组成员为分管工程负责人(组长)、监察人员、财务人员、部门负责人、工程管理员组成。必要时邀请专家或委托国家认可的质量检测机构对项目进行审查验收。 二、验收程序与要求 1、在供应商履行完合同义务起10个工作日内,由采购经办人提出,组长牵头组织。 2、合同金额超过200万元或国家有强制性检验标准的项目,建设单位须委托国家认可的质量检测机构,对项目进行审查验收并出具书面报告;服务项目须请专家或专业测评机构参与验收;与工程相关的材料设备必须在安装时进行现场检测试验。 3、以政府采购合同、招投标(采购)及补充文件、国家或行业标准、封存样品为验收的主要依据。 4、验收小组应到合同标的交付现场进行审查验收。根据标
的清单逐一进行检查,核对品牌型号、数量、技术参数及备品备件,查验产品合格证明、检测报告、进口产品报关单,对标的进行检测试验或演试,检查安装调试运行情况以及了解人员培训情况。验收的情况应在验收报告单上进行记录,有偏差的须提出处理意见。验收小组要对验收结果作出结论性的意见,并对验收报告内容负责。验收不允许采取抽查形式。 5、验收报告单与合同、发票为支付合同款项的必备依据。 6、发现问题应通知供应商严格按合同履约,不能及时纠正应向财政部门报告。 三、资料备案与归档 各经办处室将采购合同、验收原始记录、验收报告单等资料成套及时归档,并在2个工作日内将验收原始记录、验收报告单报政府采购监督管理办公室备案。采购档案为从采购验收结束之日起至少保存15年。 四、监督与责任追究 1、主动接受区监察局、财政局、审计局等部门的监督检查。 2、建设单位为验收的责任主体,委托第三方验收的,建设单位不能免除自身主体责任。 3、建设单位及工作人员在验收工作中,有下列情形之一的,将追究单位或工作人员的相关责任: (1)采购人故意推迟项目验收时间的; (2)与供应商串通或要求供应商通过减少货物数量、调换物品、更改配置、降低服务标准或虚开发票等手段套取财政资金
新修订的四项 铸铁国家标准
东南大学材料学院 孙国雄
新修订的四项铸铁国家标准
? GB/T 1348-(2009) 球墨铸铁件 ? GB/T 9439-(2009) 灰 铸 铁 件 ? GB/T 9441 -(2009) 球墨铸铁金相检验 ? GB/T 7216 -(2009) 灰铸铁金相检验
原标准已经迫切需要修订
? 原标准分别修订于20年前(灰铸铁金相标准修订于 1987年,其余三项修订于1988年)。20年来中国的铸 造业无论从规模、产量、技术、装备及管理都有了极大 的变化与发展。2001年起我国就已经成为世界铸件产量 最大的国家。 ? 20年来世界科学技术的发展及对于清洁生产的迫切化, 提高了对铸件的要求,促进了铸造技术(工艺、材质、 铸造方法、装备及控制等)及铸造工厂现代管理的快速 发展。 ? 经济全球化的发展使中国的铸造业已经进入国际竞争的 阶段,出现了“国际竞争国内化和国内竞争国际化”的状 况。中国的铸件已经销往世界上大多数制造业大国。因 此我们的国家标准也应该与相应的国际标准接轨。
修订国际标准的目的:
? 解决我国国家标准总体技术水平低、市 场适应性差、体系结构不合理等问题; ? 建立先进科学、适应社会主义市场经济 体制的标准体系 ; ? 全面落实国家标准的维护和管理任务, 建立相应的管理机制,从根本上提高国 家标准的时效性。
2,中华人民共和国国家标准
GB/T 9439-XXXX 代替GB/T 9439-1988
灰铸铁件 grey iron castings
中国铸造行业标准 第一条 制定中国铸造行业准入条件目的在于根据国家有关法规和政策引导我国铸造行业健康、有序和可持续发展,提升我国装备制造业整体水平和为国民经济各行业提供优质铸件,实现我国从世界铸造大国向铸造强国转变。 第二条 实施铸造行业准入制度,按照“铸造行业准入条件”加快淘汰那些规模小且工艺落后、耗能大、污染严重、作业条件恶劣的铸造企业,遏制行业内的恶性竞争和资源浪费。 第三条 在实施铸造行业准入制度过程中将积极引导企业通过兼并、重组,形成合理经营规模;在有条件的地区积极发展铸造产业集群或铸造工业园区,优化资源配置,大力发展清洁生产和循环经济;培育一批“专、特、精、新”的中小铸造企业,提高企业综合竞争力、铸件产品质量和企业效益。 第四条 铸造企业的布局及厂址的确定应符合国家产业政策和相应法规,符合各省、自治区、直辖市装备制造业发展规划。
在一类区内不能新建、扩建铸造厂,已有的铸造厂其污染物排放(含水、气和噪声等)指标应符合国家一类区有关标准的规定。在二类区和三类区,新建铸造厂和原有铸造厂的污染物(含水、气和噪声等)排放指标均应符合国家或地区有关标准的规定。 说明:一类区指国务院有关主管部门和省、自治区、直辖市人民政府划定的风景名胜区、自然保护区和水源地及其他需要特别保护的区域;二类区指城镇规划中确定的居住区、商业交通居民混合区、文化区、一般工业区和农村地区以及一、三类区不包括的地区;三类区指特定的工业区。 第五条鉴于目前我国东、中、西部地区社会、经济和工业发展程度的差异,在进行铸造行业结构调整和实施准入制度时,应区别对待。 第六条企业规模(产能) 1.现有的砂型铸铁件(含离心铸铁管及其他离心铸造)、铸钢件与有色铸件生产企业铸件年产能按所在地区(见表1)和类别(一、二、三类)不同应不低于表1所列的吨位。 2.采用砂型及离心铸造工艺之外的其他铸造工艺(包括压铸、低压铸造、金属型铸造、挤压铸造、熔模铸造、V
铸造用硅砂检验规程 1.1 主题内容与适用范围。 本标准规定了铸造硅砂的技术要求。 本标准适用于铸铁件用硅砂。 1.2 引用标准 GB/T 9442-1998(铸造用硅砂) 1.3 技术条件 1.3.1 化学成份及性能。 铸造用硅砂的化学成分及性能应符合表1规定。 表1 硅砂名称分级代号SiO2 含量 (%)含泥量 (%) 有害杂质(%)含水量(%) K2O+Na2O +CaO+MgO Fe2O3 铸铁用树脂沙用硅砂(擦洗沙)93 ≥93≤0.2<0.5<0.5袋装≤0.2 散装<5 1.3.1.1 铸造用硅砂的二氧化硅及有害杂质(k2O、Na2O、CaO、MgO、Fe2O3)的含量作为选矿和抽查的验收依据。 1.3.1.2 各种硅砂的含泥量作为每批进厂材料的验收依据。 1.3.1.3 铸造用硅砂袋装时的含水量作为验收依据。 1.3.1.4 铸铁树脂沙用散装硅砂,必须烘干,烘干后含水量应≤0.2%。 1.3.2 粒度。 铸造用硅砂粒度应符合表2规定 表2 硅砂名称筛 号 ︿ 目 ﹀ 主要粒度 组成部分 筛孔尺寸 (mm) 主要粒度 组成部分 上筛含量下筛含量 集中数 量(%) 中间筛 留量(%) 试验 筛号 含量 (%) 试验 筛号 含量 (% ) 铸铁树脂用 硅砂(擦洗沙)40/ 70 0.425 0.300 0.212 ≥7525 12目+以 上各筛目 之和 <5200目+260目 +底盘留量之 和 ≤ 1.0 1.3. 2.1 铸造用硅砂主要粒度组成部分的集中数量,中间筛留量作为验收依据。 1.3. 2.2 铸铁树脂用硅砂200至底盘的微粉含量作为验收依据。 1.3. 2.3 铸造用硅砂主要粒度组成部分波动值的绝对误差不得大于5%。 1.3.3 铸造树脂砂用硅砂酸耗值<5ml。 1.3.3.1 铸造树脂砂用硅砂酸耗值作为选矿和抽查指标。 1.3.4 铸造树脂砂用硅砂的灼减量应<0.5%。
序号 分类标准代号标准名称1 GB/T 11351-1989 铸件重量公差2 GB/T 11352-2009 一般工程用铸造碳钢件3 GB/T 12229-2005 通用阀门 碳素钢铸件技术条件4 GB/T 12230-2005 通用阀门 不锈钢铸件技术条件5 GB/T 1348-2009 球墨铸铁件6 GB/T 13819-1992 铜合金铸件7 GB/T 13820-1992 镁合金铸件8 GB/T 13821-2009 锌合金压铸件9 GB/T 14408-1993 一般工程与结构用低合金铸钢件10 GB/T 1503-2008 铸钢轧辊11 GB/T 1504-1991 铸铁轧辊12 GB/T 15073-1994 铸造钛及钛合金牌号和化学成分13 GB/T 15114-2009 铝合金压铸件14 GB/T 15115-2009 压铸铝合金15 GB/T 15116-1994 压铸铜合金16 GB/T 15117-1994 铜合金压铸件17 GB/T 16253-1996承压钢铸件18 GB/T 16746-1997 锌合金铸件19 GB/T 17445-2009 铸造磨球20 GB/T 2100-2002 一般用途耐蚀钢铸件21 GB/T 26655-2011 蠕墨铸铁件22 GB/T 3070 -2010 压铸镁合金23 GB/T 3180-82 中锰抗磨球墨铸铁件技术条件24 GB/T 5680-2010 奥氏体锰钢铸件25 GB/T 6614-1994钛及钛合金铸件26 GB/T 6967-2009 工程结构用中、高强度不锈钢铸件27 GB/T 7659-2010 焊接结构用铸钢件28 GB/T 8263-2010抗磨白口铸铁件29 GB/T 8491-2009 高硅耐蚀铸铁件30 GB/T 8492-2002一般用途耐热钢和合金铸件31 GB/T 9437-2009 耐热铸铁件32 GB/T 9438-1999铝合金铸件33 GB/T 9439-2010灰铸铁件34 GB/T 9440-2010锻铸铁件35 GB/T T1348-2009 球墨铸铁件36 JB/T 3735-1999铸钢混流式转轮37 JB/T 5000.4-2007 重型机械通用技术条件 铸铁件38 JB/T 5000.5-2007 重型机械通用技术条件 有色金属铸件39 JB/T 5000.6-2007 重型机械通用技术条件 铸钢件40 JB/T 5000.7-2007 重型机械通用技术条件 铸钢件补焊41 JB/T 5100-1991 熔模铸造碳钢件 技术条件42 JB/T 5105-1991 铸件模样起模斜度43 JB/T 5106-1991 铸件模样型芯头基本尺寸44 JB/T 5108-1991 铸造黄铜金相45 JB/T 6402-2006 大型低合金钢铸件46 JB/T 6403-1992 大型耐热钢铸件47 JB/T 6404-1992 大型高锰钢铸件48JB/T 6405-2006 大型不锈钢铸件铸造标准目录现行297项(截止20170101) 铸件
中华人民共和国国家标准硅铁GB2272-87 本标准适用于炼钢和铸造作脱氧剂或合金元素加入剂用的硅铁。 1技术要求 1.1牌号和化学成分 1.1.1硅铁按硅及其杂质含量.分为十六个牌弓,其化学成分应符合表1的 规定 表1
1.2物理状态 1.2.1硅铁浇铸厚度:FeSi75系列各牌号硅铁锭不得超过100mm; FeSi65锭不得超过80mm。硅的偏析不大于4%。 1.2.2硅铁供货粒度应按表2的规定。 表2 硅铁供货粒度 注:FeSi45小于20mm×20mm的数量不得超过总重的15%。 1.2.3需方对供货粒度有特殊要求,可与供方协商解决 2试验方法 2.1取样 化学分析试样的采取按GB4010-83(铁合金化学分析用试样的采取法) 进行。 2.2制样 化学分析用试样的采取法拉GB 4332—84铁合金化学分析用试样制备法》 进行。 2.3化学分析方法 硅铁的化学分析方法按GB 4333. l-4333.8—84《硅铁化学分析方法》 进行。 2.4粒度试验采用方孔钢板筛或方孔筛进行筛。
3检验规则 3.1质量检查和验收 产品的质量检查相验收应符合GB3650一83《铁合金验收、包装、储运、 标志和质量证书的一般规定》的要求。 3.2组批 硅铁按同一牌号组批,但含Si量波动范围不应超过3%。 4包装、储运、标志和质量证明书 4.1包装 硅铁根据需方要求,可采用散袋、集装箱、袋装等形式发货。采用袋装或集 装箱包装时.包装外面应有明显标志。 4.2储运、标志和质量证明书 产品的储运、标志和质量证明书应将合GB3650-83《铁合金验收、包装、 储运、标志和质量证明书的一般规定》的要求。 附加说明; 本标准由中华人民共和国冶金工业部提出。 本标准由上海铁合金厂负责起草。 本标准主要起草人陈震华、丁明。 本标准中 FeSi75Al0.5-A、FeSi75-Al1.0-A、FeSi75Al1.5-A、FeSi75Al2.0-A、FeSi75Al2.0-B、FeSi75-A、FeSi75-B牌号标准水平等级标记为“Y”。 其他牌号标准水平等级标记为“I”。
政府采购项目产品质量验收报告 备注:学校对照附表进行验收,在核算中心或国库支付管理局报收货款需附此报告单。 射洪县教育和体育局电教股篇二:采购合同项目验收单(格式) 采购合同项目验收单 篇三:设备采购验收报告 清镇市学校 物品(设备)验收报告 物品(设备)名称 _校园广播系统 规格、型号__见设备清单 使用单位_ 验收负责人 __ 年月日 物品(设备)验收表 篇四:学校食堂采购验收制度 学校食堂采购验收制度 1、学校食堂食品,必须采购新鲜、卫生的食品及食品原料,杜绝采购《食品卫生法》等 规定的禁止生产经营的食品或原料。 2、须向持有有效食品流通许可证的食品生产或销售单位采购食品。采购粮油、肉类、调 味品及其他定型包装食品须向供货方索取工商营业执照、食品流通许可证和产品检验检疫合 格证书或检验报告复印件,并归档备查。 3、水产品等高风险食品要实施定单点采购制度。原则上不得采购卤肉类熟食制品。 4、学校指定专门人员作为食品采购验收员,验收人员需对采购的所有食品、原料进行认 真清点与检查。验收人员应拒收不符合卫生要求的食品和原料入库,并交由学校将其销毁处 理或退回商家。 5、验收人员应对采购食品进行登记,填写《学校食堂采购与进货验收台账》。采购和验 收人员均应在登记台账上签名,并将有关部门资料保存归档。 6、若因食品采购把关不严而发生食品安全事故,将严肃追究采购人员和验收人员相关责 任。 利川市谋道小学 2012年9月篇五:学校采购员述职报告 学校采购员述职报告 在每天忙碌充实的脚步声中,转眼间本学期的工作即将结束,为了更好地做好今后的工 作,总结经验、吸取教训,本人特就这学期的工作进行总结: 一、思想方面 俗话说:“活到老,学到老”。本人一直在各方面严格要求自己,努力地提高自己,以便 使自己更快地适应社会发展的形势。通过阅读大量的道德修养书籍,勇于解剖自己,分析自 己,正视自己,提高自身素质。在思想修养方面关怀他人、信守诺言、刚毅正直、亲切随和、 乐于奉献。回首一路走来的点点滴滴,有成绩,也有不足。 二、工作方面 本学期继续担任学校的采购、食堂的出纳、档案以及印刷工作。食堂的采购工作一直是 由两人以上进行采购。在食堂主管领导的带领下,我们三人分工明确,有讲价的、有看质量 的、有付款的。无论严寒酷暑每天六点多就来到蔬菜批发市场,在采购食堂的主副食、油料、 调料时,大家齐心合力货比三家,严把质量关,既买到了质量高的商品,又是同比价格最低 的。严格按照《食品卫生法》要求采购食品原材料。对于发霉变质的食品和过期食品无论多
一般细度在120Mesh以内的产品称石英砂。超过120Mesh的产品称为石英粉。铸造石英砂经粉碎、筛选、水洗等工艺加工而成。外观呈多棱形、球状,纯白色,具有机械强度高、截污能力强、耐酸性能好等特点。接下来由凤阳县东升石英砂有限公司为您解答,希望能够给您带来一定程度上的帮助。 铸造石英砂规格:18目-30目,1.1mm-0.60mm;30目-50目,0.60mm-0.35mm;50目-80目,0.35mm-0.20mm;80目-100目,0.20mm-0.170mm;100目-200目,0.170mm-0.076mm。 凤阳县石英岩矿区覆盖面积达80平方公里,石英石储量在100亿吨以上,储量和品位居华东之首,华东地区玻璃企业石英原料70%源自凤阳。中国建筑材料工业协会、中国建筑玻璃与工业玻璃协会于2005年联合授予凤阳“中国优质石英砂原料基地”称号。这个县硅
产业现以现有企业为基础,通过强力整合、科学开采,历经10~15年的努力,将建成“四大基地、一个中心”,即石英资源综合利用与环境保护示范基地、优质浮法玻璃与高档日用玻璃产业基地、光伏产业与信息产业基础材料生产基地、玻璃纤维与无机硅材产业基地、玻璃新技术研发与产品集散中心。 凤阳县东升石英砂有限公司提供多种规格、种类优质石英砂,欢迎电话咨询选购! 凤阳县东升石英砂有限公司坐落于安徽名城——凤阳境内,地理位置优越,汽运、铁运、水运十分方便快捷。公司成立于2005年,有着十几年石英砂生产研发经验,专业从事石英砂、石英粉的开发生产与销售,现月产量达5000吨以上,正积极收购新厂,整个生产流程全部采用自动化、机械化流水线作业,现已成为地区行业较为有实力的现代化企业。本公司专业生产各种规格型号的石英砂及水洗烘干石英砂,主要用于玻璃制品,铸钢,精密铸造,水处理滤料,草坪填
硅砂检验标准 1.适用范围 适用于本公司在铸造砂配合中所用硅砂的检验。 2.质量标准 2.1 形状及粒度 沙粒的形状直接影响到铸型的通气量,其形状应为适用于铸造特性的圆粒状,硅砂粒度用筛分法测定等级、对口使用,等级分为: 粗粒砂的粒度为12~50目 中粒砂的粒度为40~100目 细粒砂的粒度为70~200目 2.2含水量 采购的硅砂必须严格控制水分含量,一般不应超过2%。 2.3含泥量 铸造用硅砂粒径为0.1~0.3的耐火颗粒,按其开采和加工方式的不同可分为人工硅砂、水洗砂及擦洗砂等,水洗砂含泥量≤2%,擦洗砂<0.3%。 2.4 铸造用二氧化硅含量分级见表1 表1 质量分数 分级代号最小二氧化硅含量 98 98 96 96 93 93 90 90 3.检查及试验 3.1 检查批量及单位的构成 3.1.1检查批量:按一次交货量做为一个检查批量。 3.1.2检查单位:以一铁锹硅砂做为一检查单位。 3.2检查顺序,检查项目,检查方式及检查条件如下表。 项序检查项目检查方式检查方法单位判定基准 1 粒度 随机抽检用标准铸造试验筛测试按2.1项 2 含水量 依据GB/T2684 按2.2项 3 含泥量按2.3项 4 二氧化硅含量依据GB/T7143 按2.4项
注:供方应在每批交货中附质量合格证明书(注明:供方名称、牌号、类别、以及相应的化学成分等),且每半年提供国家或第三方公认试验机构的试验报告。4.检查后处理 4.1 合格批次:由质管员填写《进货检验单》并在《进货报检单》上签字确认。 4.2 不合格批次:按《不合格品的控制程序》进行标识,并在《进货报检单》上填写处置意见。 5.相关文件 (1)《不合格品的控制程序》 (2)GB/T 2684 《铸造用原砂及混合料试验方法》 (3)GB/T 7143 《铸造用硅砂化学分析方法》 6.记录 (1)《进货报检单》 (2)《进货检验单》
球墨铸铁国家标准摘要 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
球墨铸铁件(摘要) GB 1348-88 创建时间:2008-08-02 球墨铸铁件(摘要)GB1348-88 1、引言(略) 2、牌号 球铁的牌号应符合GB5612—85<铸铁牌号表示方法>的规定,并分为单铸和附铸试块两类。 a.单铸试块的机械性能分为八个牌号,见表1和表2的规定。 b.附铸试块的机械性能分为五个牌号,见表3和表4的规定。 表1 单铸试块的机械性能 表2 单铸试块V型缺口试样的冲击值 注:字母“L”表示该牌号在低温时的冲击值。表3附铸试块的机械性能 表3 附铸试块的机械性能
铸试块测定的性能。 表4 附铸试块V型缺口试样的冲击值 3技术要求 3.1生产方法、化学成分和热处理 生产方法、化学成分和热处理工艺,可由供方自行决定。但必须保证协议书、技术条件上所规定的球铁牌号或达到本标准规定的机械性能指标。对于化学成分,热处理方法有特殊要求的球铁件由供需双方商定。 3.2机械性能
3.2.1球铁件的机械性能以抗拉强度和延伸率两个指标作为验收依据。 3.2.2冲击试验只适用于表2和表4所规定的牌号,并且仅在需方要求做冲击试验时,冲击值才作为验收依据。 3.2.3对屈服强度、硬度有要求时,经供需双方商定,可作为验收依据。 3.2.4如果以硬度作为验收指标时,按附录A的规定进行。 3.2.5如果是在铸件本体上取样时,取样部位及要达到的性能指标,由供需双方规定。 3.3金相组织 如果需方要求进行金相组织检验时,可按GB9441—88《球墨铸铁金相检验》的规定进行,球化级别_般不得低于4级,其检验次数和取样位置由供需双方商定。球化级别和基体组织,可用无损检测方法进行检验,如有争议时,应用金相检验法裁决。 3.4球铁件的几何形状及其尺寸公差 3.4.1球铁件的几何形状及其尺寸应符合球铁件图样的规定。 3.4.2球铁件的尺寸公差应按GB 6414 - 86<铸件尺寸公差>的规定执行。有特殊要求的可按图样或有关技术要求的规定进行。 3.5 球铁件表面质量 3.5.1球铁件表面的粘砂、氧化皮等应清除干净。 3.5.2球铁件浇冒口、出气孔、多肉、飞翅和毛刺等应符合图样的规定除掉其残根。 3.5.3球铁件表面粗糙度应按GB6060.1—85<表面粗糙度比较样块铸造表面》的规定,由供需双方商定标准等级。 3.6球铁件的缺陷及修补 3.6.1球铁件的加工面上允许存在加工余量范围内的表面缺陷。不允许有影响铸件使用性能的铸造缺陷(如裂纹、冷隔、缩孔、夹渣等)存在。 球铁件非加工面上及铸件内部允许的缺陷由供需双方按铸件的要求商定。 3.6.2不影响球铁件使用性能的缺陷可以修补(焊补和其它方法)修补技术要求由供需双方商定。经补焊后的球铁件应进行消除内应力热处理。 4试验方法 4.1试块制备
铸造钢球,顾名思义,就是通过铸造的手法生产出来的钢球,通常用于水泥厂、电厂、化工厂、石英砂厂、硅砂厂等。 铸造钢球因为铬含量的不同可以分为三个类别:包括高铬球、中铬球和低铬球。然而因为铸造钢球中铬含量的不同,所以他们的特性也不尽相同,下面就每种铸造钢球单独进行说明。 1、高铬球质量指标高铬球的含铬量是大于等于10.0%。含碳量在1.80%和3.20%之间。根据国家标准,高铬球硬度必须不小于58hrc,冲击值应大于等于3.0j/cm2。若达此硬度高铬球必须用高温淬火和回火处理。目前国内高铬球淬火有两种方法包括油淬火和风力淬火。如果高铬球测试硬度低于54HRC,就意味着它没有经过淬火处理。 2、中铬球质量指标中铬球规定含铬量范围从3.0%到7.0%,含碳量在1.80%和3.20%之间。它的冲击值应不小于2.0j/cm2。国家标准要求中铬球硬度应该大于等于47hrc。为确保质量,中铬球应经高温回火处理消除铸造应力。如果钢球的表面呈黑红色,证明钢球经过高温回火处理了。如果钢铁球表面仍然带有金属本色,我们可以判断钢球没有经过高温回火处理。 3、低铬球质量指标一般来说,低铬球含铬量为0.5%到2.5%,含碳量从1.80%到3.20%。因此,根据国家标准,低铬球硬度应该不小于45hrc,冲击值应该不小于1.5j/cm2。低铬球也需要高温度回火处理来保证质量。这种处理可以消除铸造应力。如果铸造钢球的表面呈深红色,表明经过了高温回火处理。如果表面仍然呈金属本色,表明钢球没经过高温回火。 山东伊莱特生产的铸造钢球,通过自己研发团队的多年研发、多年来与钢厂的正规合作,使得铸造钢球更加耐磨、破碎率更低,其性能远远超过国家标准,备受各大使用业户好评。
I C S71.040.99 J31 中华人民共和国国家标准 G B/T7143 2010 代替G B/T7143 1986 铸造用硅砂化学分析方法 M e t h o d s f o r c h e m i c a l a n a l y s i s o f s i l i c a s a n d f o r f o u n d r y 2010-09-26发布2011-02-01实施中华人民共和国国家质量监督检验检疫总局
目次 …………………………………………………………………………………………………………前言Ⅲ1范围1………………………………………………………………………………………………………2规范性引用文件1…………………………………………………………………………………………3试样的制备1………………………………………………………………………………………………4试验方法1…………………………………………………………………………………………………4.1二氧化硅含量的测定1 …………………………………………………………………………………4.2氧化铝二氧化铁和氧化钛含量的测定4 …………………………………………………………………4.3氧化钙二氧化镁二氧化钾和氧化钠含量的测定10 ………………………………………………………4.4原子吸收分光光度法测定氧化铁二氧化钙二氧化镁二氧化钾二氧化钠含量14 …………………………4.5酸耗值的测定16 …………………………………………………………………………………………
前言 本标准代替G B/T7143 1986‘铸造用硅砂化学分析方法“三 本标准与G B/T7143 1986相比,主要技术内容修改如下: 对原标准的格式做编辑性修改; 增加了硅砂酸耗值的测定方法三 本标准由全国铸造标准化技术委员会(S A C/T C54)提出并归口三 本标准主要起草单位:济南圣泉集团股份有限公司二宁波日月集团有限公司三本标准主要起草人:祝建勋二李娜二李冬花二宋贤发三 本标准所代替标准的历次版本发布情况为: G B/T7143 1986三
政府采购合同履行验收报告篇一:政府采购合同履约验收报告 政府采购合同履约验收报告 经验收符合合同所签定的数量,质量及各项条款,予以接受。 验收单位(盖章): 验收人(签字): 政府采购合同履约验收报告 经验收符合 [XX]0001合同所签定的数量,质量及各项条款,予以接受。验收单位(盖章): 验收人(签字): 篇二:(新)政府采购合同验收报告单 政府采购合同验收报告单 根据政府采购合同(政府采购合同编号:)的约定,我单位对(办公设备)政府采购项目中标(或成交)供应商(芙蓉区金阳光办公设备商行)提供的货物(或服务)进行了验收,验收情况如下: 2 篇三:政府采购合同履约验收报告 政府采购合同履约验收报告 验收单位(盖章):验收人(签字): 篇四:XX5政府采购合同履约情况验收报告
天津师范大学政府采购合同履约情况验收报告 申购单位: 篇五:政府采购合同履约验收报告 政府采购合同履约验收报告 经验收符合合同所签定的数量,质量及各项条款,予以接受。 验收单位(盖章): 验收人(签字): 篇六:政府采购合同验收报告单 政府采购合同验收报告单 根据政府采购合同(合同编号:____)的约定,我单位对(项目名称)政府采购项目中标(或成交)供应商(公司名称)提供的货物(或服务)进行了验收。验收情况如下: 篇七:政府采购验收报告书 隆阳区政府采购验收报告备注:此表一式三份,供货单位、采购单位和参与验收的组织或部门各留存一份。篇二:政府采购合同履约验收报告政府采购合同履约验收报告经验收符合合同所签定的数量,质量及各项条款,予以接受。验收单位(盖章): 验收人(签字):政府采购合同履约验收报告经验收符合 [XX]0001合同所签定的数量,质量及各项条款,予
政府采购项目产品质量验收报告 备注:学校对照附表进行验收,在核算中心或国库支付管理局报收货款需附此报告单。 射洪县教育和体育局电教股篇二:采购合同项目验收单 (格式采购合同项目验收单 篇三:设备采购验收报告 清镇市学校 物品(设备验收报告 物品(设备名称 _校园广播系统 规格、型号 __见设备清单 使用单位 _ 验收负责人 __ 年月日 物品 (设备验收表 篇四:学校食堂采购验收制度 学校食堂采购验收制度 1、学校食堂食品,必须采购新鲜、卫生的食品及食品原料,杜绝采购《食品卫生法》等 规定的禁止生产经营的食品或原料。 2、须向持有有效食品流通许可证的食品生产或销售单位采购食品。采购粮油、肉类、调
味品及其他定型包装食品须向供货方索取工商营业执照、食品流通许可证和产品检验检疫合 格证书或检验报告复印件,并归档备查。 3、水产品等高风险食品要实施定单点采购制度。原则上不得采购卤肉类熟食制品。 4、学校指定专门人员作为食品采购验收员, 验收人员需对采购的所有食品、原料进行认 真清点与检查。验收人员应拒收不符合卫生要求的食品和原料入库,并交由学校将其销毁处 理或退回商家。 5、验收人员应对采购食品进行登记,填写《学校食堂采购与进货验收台账》。采购和验 收人员均应在登记台账上签名,并将有关部门资料保存归档。 6、若因食品采购把关不严而发生食品安全事故, 将严肃追究采购人员和验收人员相关责 任。 利川市谋道小学 2012年 9月篇五:学校采购员述职报告 学校采购员述职报告 在每天忙碌充实的脚步声中,转眼间本学期的工作即将结束,为了更好地做好今后的工
作,总结经验、吸取教训,本人特就这学期的工作进行总结: 一、思想方面 俗话说:“活到老,学到老” 。本人一直在各方面严格要求自己,努力地提高自己,以便 使自己更快地适应社会发展的形势。通过阅读大量的道德修养书籍,勇于解剖自己,分析自 己, 正视自己, 提高自身素质。在思想修养方面关怀他人、信守诺言、刚毅正直、亲切随和、 乐于奉献。回首一路走来的点点滴滴,有成绩,也有不足。 二、工作方面 本学期继续担任学校的采购、食堂的出纳、档案以及印刷工作。食堂的采购工作一直是 由两人以上进行采购。在食堂主管领导的带领下,我们三人分工明确,有讲价的、有看质量 的、有付款的。无论严寒酷暑每天六点多就来到蔬菜批发市场, 在采购食堂的主副食、油料、 调料时,大家齐心合力货比三家,严把质量关,既买到了质量高的商品,又是同比价格最低 的。严格按照《食品卫生法》要求采购食品原材料。对于发霉变质的食品和过期食品无论多