〔不良对策要求NO. 〕
■原因调查
■发生对策
·发生日期:1、二级供应商重新制作电焊机的电极头(装备部,2017-11-1)
·地 点:GAMC元岗试车路面2、二级供应商调整焊接工艺参数、更新工艺文件(工艺科,2017-11-1)·发生数量:1台·发生车号:ET2-3#
·不良现象:下线试车约5公里时水箱漏水·缺陷重要度: B
■流出对策
·临时处置内容:1、更换不良车辆的散热器(试制人员,2017-10-16)
序号二级供应商处:
2、采用不锈铁+不锈钢的调速电阻更换18台ET2已装车(另
11、点焊工序的首件进行解剖确认,如工件点焊处焊点没有相互熔合及渗透
有3台碰撞用车无需更换),零件仓库16件零件。(GAEI 则判定不合格(操作工、检验员、工艺员,2017-11-1)
/XX公司 2017-11-6)
2、工序中悬挂焊接质量OK、NG、临界状态的图片(更新SOP),并对焊接操
作岗位相关人员培训(质量部,2017-11-20)
XX公司处:
1、零件确认:
4
1、连续5批次焊接质量解剖检查,确认焊接质量(抽检:3件/批)
·风扇叶轮断裂、调速电阻脱落、水箱芯体表面刮伤、扁管漏水
2、进货检查工位悬挂焊接质量OK、NG、临界状态的图片,并对调速电阻检查
岗位相关人员培训(质量部,2017-11-20)
■效果确认/预测 :2017年11月9日
■WHY、WHY详细分析
·脱落的调速电阻支架焊点焊点没有相互熔合及渗透
2、要因分析:■标准化(向体制?组织反映内容)
No.
二级供应商更新工艺文件、控制计划及FMEA(工艺科,2017-11-20)二级供应商编制新产品工艺验证标准书(技术部,2017-11-20)XX公司更改检查基准书(质量部,2017-11-20)
■水平展开的必要性
暂无其他类似结构件
问题描述XX公司
批准
审核
承认
确认
编制
散热器水箱漏水·二级供应商对50只调阻按照新的焊接参数及电极头生产。对点焊后的焊点检查合格(2017-11-03)
·XX公司对二级供应商来料30件解剖6件,基材均有撕裂,焊接良好,合格(2017-11-09)
零件号零件名
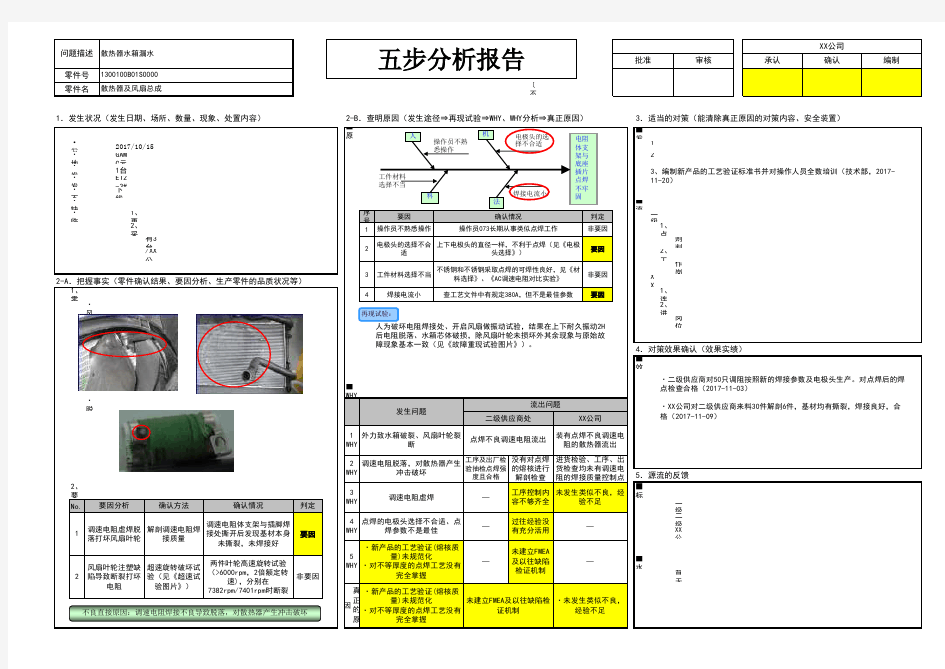
1.发生状况(发生日期、场所、数量、现象、处置内容)
2-B .查明原因(发生途径?再现试验?WHY、WHY分析?真正原因)
1300100B01S0000散热器及风扇总成
3、编制新产品的工艺验证标准书并对操作人员全数培训(技术部,2017-11-20)要因
3.适当的对策(能清除真正原因的对策内容、安全装置)
判定非要因2017/10/15要因
4.对策效果确认(效果实绩)
要因分析
确认方法
确认情况
1WHY 1
调速电阻虚焊脱落打坏风扇叶轮解剖调速电阻焊
接质量
调速电阻体支架与插脚焊
接处撕开后发现基材本身
未撕裂,未焊接好工序及出厂检验抽检点焊强度且合格5.源流的反馈
没有对点焊的熔核进行解剖检查2风扇叶轮注塑缺陷导致断裂打坏电阻超速旋转破坏试验(见《超速试
验图片》)
两件叶轮高速旋转试验
(>6000rpm,2倍额定转
速),分别在
7382rpm/7401rpm时断裂
非要因
外力致水箱破裂、风扇叶轮裂断
·新产品的工艺验证(熔核质量)未规范化·对不等厚度的点焊工艺没有完全掌握真正的原因
4WHY 判定
2
电极头的选择不合适上下电极头的直径一样,不利于点焊(见《电极
头选择》)调速电阻脱落,对散热器产生
冲击破坏点焊不良调速电阻流出
要因
操作员不熟悉操作
确认情况
操作员073长期从事类似点焊工作
二级供应商处要因
焊接电流小
查工艺文件中有规定380A,但不是最佳参数
2WHY 3WHY
5WHY ·新产品的工艺验证(熔核质量)未规范化
·对不等厚度的点焊工艺没有
完全掌握
调速电阻虚焊点焊的电极头选择不合适、点焊参数不是最佳发生问题
流出问题
——
过往经验没有充分活用—
工序控制内容不够齐全进货检验、工序、出
货检查均未有调速电
阻的焊接质量控制点
未发生类似不良,经验不足—
装有点焊不良调速电
阻的散热器流出
·未发生类似不良,经验不足3工件材料选择不当不锈钢和不锈钢采取点焊的可焊性良好,见《材
料选择》、《AC调速电阻对比实验》非要因人为破坏电阻焊接处、开启风扇做振动试验,结果在上下耐久振动2H 后电阻脱落、水箱芯体破损,除风扇叶轮未损坏外其余现象与原始故障现象基本一致(见《故障重现试验图片》)。
未建立FMEA 及以往缺陷检证机制
—
未建立FMEA及以往缺陷检证机制XX公司
五步分析报告
不良直接原因:调速电阻焊接不良导致脱落,对散热器产生冲击破坏
法电阻体支架与底座插片点焊不牢固
人
机
料
电极头的选择不合适
操作员不熟悉操作
焊接电流小工件材料选择不当
再现试验: