液压泵的故障原因及排除方法 液压泵的故障原因及排除方法 故障原因:(1)液压油箱油面过低; 排除方法:添加液压油 故障原因:(2)没按季节使用液压油; 排除方法:通常适用46#液压油(或68#)无需要特别更换,冬季的北方特冷时考虑使用32# 故障原因:(3)进油管被脏物严重堵塞; 排除方法:取出管内异物 故障原因:(4)油泵主动齿轮油封损坏,空气进入液压系统; 排除方法:更换老化的或损坏的油封、O形密封圈 故障原因:(5)油泵进、出油口接头或弯接头“O”形密封圈损坏,弯接头紧固螺栓或进、出油管螺母未上紧,空气进入液压系统; 排除方法:更换O形密封圈,上紧接头处螺栓或螺母 故障原因:(6)油泵内漏,密封圈老化; 排除方法:更换密封圈 故障原因:(7)油泵端面或主、从动齿轮轴套端面磨损或刮伤,两轴套端面不平度超差; 排除方法:更换磨损齿轮油泵或油泵轴套,磨损轻微时平板上将端面磨平整。其不平度允许误差0.03mm;上轴套端面低于泵体,上平面(正常值低于2.5~2.6mm),如超差时应下轴套加0.1~0.2mm铜片
来补偿,安装时则应套后轴套上装入 故障原因:(8)油泵内部零件装配错误造成内漏; 排除方法:卸荷片和密封环必须装进油腔,两轴套才能保持平衡。导向钢丝弹力应能同时将上、下轴套朝从动齿轮旋转方向扭转一微小角度,使主、从动齿轮两个轴套加工平面紧密贴合;轴套上卸荷槽必须装低压腔一侧,以消除齿轮啮合时产生有害闭死容积;压入自紧油封前,应其表面涂一层润滑油,还要注意将阻油边缘朝向前盖,不能装反;装泵盖前,须向泵壳内倒入少量液压油,并用手转动啮合齿轮故障原因:(9)“左旋”装“右旋”油泵,造成冲坏骨架油封; 排除方法:“右旋”泵不能装“左旋”机上,否则会冲坏骨架油封; 故障原因:(10)液压油过脏。 排除方法:清洗系统,更换液压油。 故障原因:(11)泵的过滤器被污物阻塞不能起滤油作用 排除方法:用干净的清洗油将过滤器去除污物。 故障原因:(12)油位不足,吸油位置太高,吸油管露出油面: 排除方法:加油到油标位,降低吸油位置。 故障原因:(13)泵体与泵盖的两侧没有加纸垫;泵体与泵盖不垂直密封: 排除方法:旋转时吸入空气:泵体与泵盖间加入纸垫;泵体用金刚砂在平板上研磨,使泵体与泵盖垂直度误差不超过0.005mm,紧固泵体与泵盖的联结,不得有泄漏现象。 故障原因:(14)泵的主动轴与电动机联轴器不同心,有扭曲摩擦:
液压泵的变量控制 液压泵的变量控制 液压泵的变量控制 液压泵的变量控制 液压泵的变量控制 泵控液压系统与阀控液压系统能耗比较泵控系统 节流阀控系统负荷传感阀控系统 Q Q Q P P P
执行机构A 执行机构B 浪费掉的能量 液压泵的变量控制 液压泵的变量控制Power: P= Q x p [ P= (q v * Δp / (600 * ηt ]→二次曲线 工作压力 Vg 恒 定 输入功率 max. power
液压泵的变量控制液压泵的变量控制 液压系统对泵变量控制的要求 液压系统, 特别是容积调速的泵控系统对泵的变量控制要求越来越高, 主要的有如下几点: 1. 压力、流量和功率均可控制 2. 流量控制范围大,可正向控制,也可负向控制 3. 较短的换向时间,较高的固有频率,适应闭环控制需要 4. 阀控系统中,节能高效 5. 较高的功率利用率-接近理论二次曲线的恒功率控制 6. 电子控制,以实现与上位机或其他电子控制器的通讯
液压泵的变量控制 液压泵的变量控制 液压油泵变量方式汇总 * 压力控制变量*压差控制变量*带有反馈的排量控制变量*速度感应变量* 电子控制变量*压力指令变量*逆向控制变量 液压泵的变量控制 液压泵的变量控制 轴向柱塞泵的变量控制Pump Control P control 压力信号控制 ΔP control 负荷传感控制 Q control 机械反馈变量 DA-SSC control 速度感应变量 Electronic control 电子泵Pres. Comm.
压力指令变量 Mooring Cont.逆向控制 恒压控制DR DP 恒功率控制LR 负荷传感控制DFR P st i M n 伺服控制HS / HS3EO EP DFE 二次调节DS1 压力指令控制DRG q α HD 液控变量 HW 手动变量 EP 电控变量 ±q 控制控制A10V-DFE1A4VSO E1 -S02 速度感应控制DA
现在的挖掘机多为斜盘式变量双液压泵,所谓变量泵就是泵的排量可以改变,它是通过改变斜盘的摆角来改变柱塞的行程从而实现泵排出油液容积的变化。变量泵的优点是在调节范围之内,可以充分利用发动机的功率,达到高效节能的效果,但其结构和制造工艺复杂,成本高,安装调试比较负责。按照变量方式可分为手动变量、电子油流变量、负压油流变量、压力补偿变量、恒压变量、液压变量等多种方式。现在的挖掘机多采用川崎交叉恒功率调节系统,多为反向流控制,功率控制,工作模式控制(电磁比例减压阀控制)这三种控制方式复合控制。
调节器代码对应的调节方式
调节器内部结构 各种控制都是通过调节伺服活塞来控制斜盘角度,达到调节液压泵流量的效果。
大家知道在压强相等的情况下,受力面积的受到的作用力就大。 调节器就是运用这一原理,通过控制伺服活塞的大小头与液压泵出油口的联通关闭来控制伺服活塞的行程。在伺服活塞大小头腔都有限位螺丝,所以通过调节限位螺丝可以调节伺服活塞最大或最小行程,达到调节液压泵的最大流量或者最小流量的效果。
向内调整限制伺服活塞最大和最小行程及限制最大流量和最小流量 要谈谈反向流控制,就必须要弄明白反向流是如何产生的。在主控阀中有一条中心油道,当主控阀各阀芯处于中位时(及手柄无操作时)或者阀芯微动时(及手柄微操作时)液压泵的液压油通过中心油道到达主控阀底部溢流阀,经过底部溢流阀的增压产生方向流(注当
发动机启动后无动作时液压回路是直通油箱,液压系统无压力)。 所以方向流控制的功能是减少操作控制阀在中位时,泵的流量,使泵流量随司机操作所属流量变化,改善调速性能,避免了无用能耗。
课程设计鉴定表
机械制造技术基础 课程设计任务书 题目:设计液压泵盖零件的机械加工工艺规程 及钻3×Ф11mm孔工序的专用机床夹具。 设计要求:熟练使用计算机辅助(软件自选),独立完成 (1)毛坯图、零件-毛坯合图各一张(3或4号图CAD出图,手工图为2号) (2)关键工序机械加工工艺规程卡片一张(4号图,CAPP出图) (3)指定工序夹具装配图一张(2或3号图,CAD出图可拼接) (4)夹具部分零件图1~2张(图幅自定) (5)设计说明书(一份,>10页,正文五号字,含插图) (6)夹具3D装配效果图一张(3或4号图,可渲染) 以上均需输出,以书面交设计资料,保留软盘待查。 原始资料:零件图样,生产纲领,每月班次、生产条件等。 班级机械3班 学生 指导教师 2012年07 月06 日
摘要 在机械制造过程中,各种零部件的加工过程中都需要用到夹具。夹具是一种装夹工件的工艺装备,它广泛地应用于机械制造过程的切削加工、装配、焊接和检测等工艺过程中。它能使工件在加工过程中定位和夹紧,从而提高工件的加工精度,稳定产品质量;另外有利于提高劳动生产率和降低成本;除此之外,它还能扩大机床工艺范围。所以说,机床夹具对机械零件的加工精度起着重要的作用。在本次课程设计中,我们组的课题是液压泵盖的加工工艺及夹具设计。我们按照液压泵盖零件要求对其进行加工工艺的设计,使其从一个毛坯件变成一个合格的产品。其中我对其第5个工艺步骤钻3个直径为11mm的通孔进行夹具设计。我采用一面两孔定位,限制6个自由度,然后将工件和转盘压紧,转动转盘,便可实现钻刀位置不变,对工件进行加工。就该夹具而言,其钻模板简单,比较经济。另外,在没有转动钻刀钻床的情况下,使用很方便。 关键词:液压泵盖 ,加工工艺,夹具
国内外液压知名企业 日本 1.油研YUKEN 日本油研工业株式会社成立于1956年,作为日本最大的液压生产厂家,产品远销世界各地。其生产的产品有:液压泵,液压阀,液压马达,电液比例控制阀、压力阀,流量阀,方向阀,比例阀,叠加阀,插装阀,液压附属配件及液压回路设计等。该公司产品广泛应用于打包机械,注塑机械,橡胶机械,油压机械,压铸机械,塑料机械,工程机械,机床机械,锻造机械及行走机械等。 2.不二越NACHI 株式会社不二越是从原材料产品到机床的全方位综合制造型企业。有切削刀具、机床领域的机械加工、无人自动化机器人、轴承,液压件以及其他功能零部件、原材料,热处理、涂层等材料之四大事业。 3.大金液压DAIKIN 从1929年开始生产Rational注油机,大金油机事业部在曲折中不断发展。产品遍布工程机械、机床、注塑机、钢铁冶金等行业。油机事业部营业额约250亿日元(2006年)。其中,产业机械占60%,工程机械占40%。 在节能、环保、高精度等方面,变频系列产品处于同行业的领先地位。其中,2002年上市的油压泵系统“超级组合”,实现了运转时平均耗电比以往的产品降低60%的大幅度节能,并被日本工业联合会长授予“优秀节能产品”表彰。 美国 1.派克Parket 派克汉尼汾(Parker Hannifen)是一家总部位于美国俄亥俄州的跨国公司,
成立于1918年,先已成为世界上最大的专业生产和销售各种制冷空调件、液压、气动和流体控制产品及元器件的全球性的公司。公司的的股票也是美国标准普尔的指标股。公司拥有1000多条生产线,共提供八大类高品质的产品,被广泛应用在各行各业:制冷空调、轻工、重工机械、石化、发电厂、汽车及航空航天市场等。派克汉尼汾公司在全球总共有50,000余名员工,300多家生产厂和36个管理及销售公司。2001年度,公司的全球销售额达到85亿美元。派克汉尼汾公司进入中国市场的时间不久,但由于高性价比的产品和优质的售前售后服务,已经取得了很好的销售业绩。在各个行业都取得了很好的应用。Parker 的阀产品包括液压阀、气动阀、仪表阀、制冷阀和航空航天阀,有各种类型和配置。 2.伊顿威格士Eaton-Vickers 威格士(VICKERS)是伊顿集团流体动力部门旗下的一个全球知名的液压品牌,其主要产品包括液压泵、马达、油缸、液压阀等。威格士流体动力是现今液压市场上广为认同的领导者,在产品开发、技术实力、产品质量和售后服务等各个方面均是行业中的佼佼者。总部位于美国明尼达州的Eden Prairie,在全世界范围内拥有二十二家工厂。 3.萨澳-丹佛斯DANFOSS 美国萨澳-丹佛斯公司(SAUER-DANFOSS)是世界着名的静液压产品制造商, 丹佛斯为丹麦企业。 萨澳丹佛斯大金是行走系统解决方案的综合供应商。因为拥有优秀的员工,设备精良的工厂,以及全球范围内的强有力的销售及服务网络,萨澳-丹佛斯-大金成为全球最大的行走动力及控制系统供应商之一。我们不但向全球市场提
液压、气动 一、液压传动 1、理解:液压传动是以流体为工作介质进行能量传递的传动方式。 2、组成原件 1、把机械能变换为液体(主要是油)能量(主要是压力能)的液压泵 2 、调节、控制压力能的液压控制阀 3、把压力能转换为机械能的液压执行器(液压马达、液压缸、液压摆动马达) 4 、传递压力能和液体本身调整所必需的液压辅件 液压系统的形式 3、部分元件规格及参数 衡力,磨损严重,泄漏较大。 叶片泵:分为双作用叶片泵和单作用叶片泵。这种泵流量均匀、运转平稳、噪音小、作压力和容积效率比齿轮泵高、结构比齿轮泵复杂。 柱塞泵:容积效率高、泄漏小、可在高压下工作、大多用於大功率液压系统;但结构复杂,材料和加工精度要求高、价格贵、对油的清洁度要求高。 一般在齿轮泵和叶片泵不能满足要求时才用柱塞泵。还有一些其他形式的液压泵,如螺杆泵等,
但应用不如上述3种普遍。 适用工况和应用举例
【KCB/2CY型齿轮油泵】工作原理: 2CY、KCB齿轮式输油泵在泵体中装有一对回转齿轮,一个主动,一个被动,依靠两齿轮的相互啮合,把泵内的整个工作腔分两个独立的部分。A为入吸腔,B为排出腔。泵运转时主动齿轮带动被动齿轮旋转,当齿化从啮合到脱开时在吸入侧(A)就形成局部真空,液体被吸入。被吸入的液体充满齿轮的各个齿谷而带到排出侧(B),齿轮进入啮合时液体被挤出,形成高压液体并经泵的排出口排出泵外。 KCB/2Y型齿轮油泵型号参数和安装尺寸如下: 【KCB/2CY型齿轮油泵】性能参数:
【KCB/2CY型齿轮油泵】安装尺寸图:KCB18.3~83.3与2CY1.1~5安装尺寸图 电动机 KCB200~960与2CY8~150安装尺寸图
变量泵控制方式及其应用 分类方式一: 变量泵可以通过排量调节来适应机械在作业时的复杂工况要求,由于其具有明显的优点而被泛使用。变量泵的控制方式多种多样,主要有压力切断控制、功率控制、排量控制和负载敏感控制四基本控制方式。通过这四种基本控制方式的组合,可以得到具有复杂输出特性的组合控制。 1.1 压力切断控制 压力切断控制是对系统压力限制的控制方式,有时也简称为压力控制。当系统压力达到切断压力值,排量调节机构通过减小排量使系统的压力限制在切断压力值以下,其输出特性如图1-1a所示。如果切断力值在工作中可以调节则称为变压力控制,否则称为恒压力控制。图1-1b所示为压力切断控制的典型实方式。当系统压力升高达到切断压力时,变量控制阀阀芯左移,推动变量机构使排量减小,从而实现压力断控制。阀芯上的Pr为液控口,可以对切断压力进行液压远程控制和电液比例控制。 一些液压工况复杂,作业中执行机构需要的流量变化很大,压力切断控制可以根据执行机构的调速要按所需供油,避免了溢流产生的能量损失,同时对系统起到过载保护的作用。 a输出特性b典型实现形式 图1-l 压力切断控制变量泵 1.2 功率控制 功率控制是对系统功率限制的控制方式。当系统功率达到调定的功率值时,排量调节机构通过减小排量使系统的功率限制在调定功率值以下。如果功率限制值在工作中可调则称为变功率控制,否则称为恒功率控制。图1-2中所示为力士乐(Rexroth)A11VO恒功率泵的输出特性和具体实现结构。其工作原理如下: 变量油缸和复位油缸分别布置在泵体两侧,对变量机构进行差动控制,其中面积较大的变量油缸的压力受到变量控制阀的控制。作用在小活塞上的系统压力经摇杆在控制阀芯左侧作用推力F,而阀芯右侧受到弹簧力的作用。由于小活塞装在与变量机构一起运动的复位活塞上,所以摇杆对阀芯的推力为 F=PAL l/L2(1) 式中:P为系统压力;A为小活塞面积;L1为小活塞到摇杆铰点的距离;L2为变量控制阀杆到摇杆铰点的距离。 当摇杆推力大于弹簧推力时,阀芯右移,使泵的排量减小,从而维持摇杆推力为近似常
第12期2010年12月 机械设计与制造 M a c hi ne9D esi gn&M anuf act ur e105 文章编号:100l一3997(20l O)12_0105—02 带D A阀的A4V液压泵的控制原理分析与应用 梁贵萍‘何晓晖2 (1贵阳学院实验中心,贵阳550005)(2太原工业学院机电工程系,太原030001) A nal ysi s and app¨c at j O n of cont r oI p r i nci pI e f or A4V t he hydr auI i c pum p w j t h D A V aI V e U A N G G ui_pi n91,H E X i ao也ui2 (‘E xper i m ent C ent er’G ui y粕g U ni ver si t y,G ui ya ng550005,C hi na) (硼echanical and E1ect m ni c Engi neer ing D e panm ent,1W yuan I I l s t it ut e of’I khnol o野,Tai yual l030001,C hi na) pⅢ。“…‘......‘.1....‘......‘....I.’......‘.-....‘~‘......。..-n。..¨.‘~‘...‘~‘...-‘...¨.‘.竹.一:...。...¨J‰..h…‘…h~^¨_.w‘~一^_一.-一J¨-h_.一~d..一-.-....-。~..一-..-一…J~~^…d m1 【摘要】通过对带D A阀的A4V液压泵的控制原理进行系统分析,论证了其利用D A阀的自动; ;调节作用,始终保持液压泵扭矩与发动机的输出扭矩的最佳匹配,防止了机械系统发动机因负载过大{ |而熄火,并提高了使用效率,同时也减轻操作者的心理负担。带D A周的A4V液压泵在机械行业必将得; ;到越来越广泛应用。; }关键词:转速感应控制阀;液压泵;控制原理;控制压力;排量l ;【A bs tr act】豫r o£‘咖n s,岱把,7l疵记a,咖话旷牝cD眦roz p矗,配咖如坊£A4V幻^口f,现z如p“,,妒硼i m D A l }t I幽e,f7诧p地sPm m t如跆pr伽es疏e础幻,n碰记邙西船f,ne瓜丘,w t如n(圹D A t In如e,砒如^c觎越似妇筘后e哆p琥e{;D p£i,,l以珊蹴矗6e拗een£k,i州砌如pⅡ,印幻,g聊n以£k o哟9附£D r gl l e o厂8n∥聊,倒D谢f如.,勋聊。眦矿f k} },聊c,i伽.记以s弘地m e,画聊dw舂D t7诂,l e删,,zD口吐i,印r鲫e玑e嬲e懈e n,以蕊琥e s彻忧£i m e r ez话勘e l k D per8一{ l研’s ps弘抽z啦以fo以z‰A4V九如I硼讹pu,印埘如^D A移凸幻e加以6e z岱ed讥£k m ec施n记以屈纪t‘,i如幼;}K ey啪r ds:speed砌uct i蚰咖t r ol val ve;H ydr aIl l i c p衄p;c佃t r ol叫ndpI e;Con咖I p懈一{ s ur e;D i spl acem ent ~一’’一”’1一”~∥’’。∥。’’..-’“,‘Ⅵr’’’...一’●妒’~’‘。’‘’“...‘~●一 中图分类号:T H l6文献标识码:A 1引言 带D A控制阀的A4v液压泵是我国引进德国力士乐公司专利技术生产的产品,它可以无级调节其排量,从而自动控制工程机械达到最理想工作状态,同时还可以减轻操作者的疲劳和负担,因此在建筑机械、工程机械、农业机械、矿山机械等行业得到越来越广泛的应用。它适用于以上机械的静压传动机构和闭式回路系统。 2控制原理 2.1A4V液压泵结构简介 带D A控制阀的A4v液压泵结构,如图l所示。主要由主泵、配流阀块、D A控制阀、辅助泵组成。主泵为斜盘式轴向柱塞变量泵。辅助泵一般为齿轮式定量泵,它与主泵通轴联接,D A控制阀一端与主泵变量缸相通,另一端与辅助泵出口相连,配流块用于主泵输入和输出油液,其上插装了一对跨管式高压溢流阀和一个三位四通电磁换向阀以及—个低压溢流阀(图中未示出)。 图1带D A控制阀的A4V液压泵结构图 ★来稿日期:20l伽2-082-2D A控制阀工作原理 D A液压阕又称转速感应控制阀,其结构原理,如图2所示。它主要由调节螺杆、阀体、阀芯、弹簧、调节套筒、阻尼板等组成。 图2D A控制阀结构原理图 当辅助泵向阀输入压力为P I,流量为p。的油液时,在阻尼板两侧产生压差△P,该压差克服弹簧力推动阀芯左移,使控制窗口打开,输出控制压力为P3的油液,此时P3又作用在面积差△A=A。_A:上,产生—个使阀芯右移关闭控制窗口的反馈力,使阀芯处于—个平衡位置。若忽略阋芯上稳态轴向液动力的影响,则阔芯工作的稳态平衡条件为: 蹦删—P3(A142)+,(1)设△辟PI—B,△A=A。胡2,A耐3,则 胎备△弘古瑚△鼬矿(2)式中:P】~D A阀的进口压力; 忍~阻尼板后油液压力(可由一溢流阀调定); P 『—一删阀输出的控制压力;
摘要 在本学期最后近一个月的时间里,我们进行了机械制造技术基础的夹具课程设计。这是我们学完大学全部基础课,技术基础课以及大部分专业课之后进行的一个综合课程。本次课程设计是我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的一个课程的综合。它是将设计和制造知识有机的结合,并融合现阶段机械制造的实际生产情况和较先进成熟的制造技术的应用,是在学完了机械制造技术基础的理论之后,并进行了生产实习的基础上进行的又一个实践性教学环节。夹具是一种装夹工件的工艺装备,它广泛地应用于机械制造过程的切削加工、热处理、装配、焊接和检测等工艺过程中。应用机床夹具,有利于保证工件的加工精度、稳定产品质量;有利于提高劳动生产率和降低成本;有利于改善工人劳动条件,保证安全生产;有利于扩大机床工艺范围,实现“一机多用”。在这个课程设计中,我们组的课题是液压泵盖的加工工艺及夹具设计。我们按照液压泵盖零件要求对其进行加工工艺的设计,使其从一个铸造件变成一个合格的产品。其中我设计了其第4个工艺步骤钻3个直径11mm的通孔。我采用一面两孔定位,限制6个自由度,然后压紧,用3个钻套,对其进行加工。就该夹具而言,其钻模板的加紧较方便,易于使用,节约时间,使其生产效率提高产生更大的经济效益。 就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后的毕业设计及未来从事的工作打下良好的基础。 关键词:机械制造技术基础,液压泵盖 ,夹具,钻模夹具 目录
摘要....................................................................................................................................................................I 第1章零件的工艺分析.. (1) 1.1零件的功能、结构及生产类型的确定 (1) 1.1零件的作用 (1) 1.1.2零件的工艺分析 (2) 1.1.3零件的生产类型 (2) 1.2主要加工面及要求 (2) 第2章毛坯的选择 (3) 2.1确定毛坯的类型、制造方法和尺寸及其公差 (3) 2.2毛坯的技术要求 (3) 2.3确定毛坯尺寸,设计毛坯图 (3) 2.3.1 确定毛坯机械加工余量及毛坯尺寸公差 (3) 2.3.2绘制毛坯图 (4) 第3章基准的选择 (5) 3.1粗基准的选择 (5) 3.2精基准的选择 (5) 第4章制订工艺路线 (6) 4.1确定各加工面的加工方法 (6) 4.2拟定加工工艺路线 (6) 4.2.1工艺路线方案1 (6) 4.2.2工艺路线方案2 (7) 4.3工艺方案的比较与分析 (7) 第5章工序设计 (8) 5.1选择加工设备及工艺装备 (8) 5.2选择夹具 (8) 5.3选用刀具 (8) 第6章确定机械加工余量、工序尺寸及公差 (9) 第7章确立切削用量及基本工时 (10)
国内外液压企业 集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)
国内外液压知名企业 日本 1.油研 YUKEN 日本油研工业株式会社成立于1956年,作为日本最大的液压生产厂家,产品远销世界各地。其生产的产品有:液压泵,液压阀,液压马达,电液比例控制阀、压力阀,流量阀,方向阀,比例阀,叠加阀,插装阀,液压附属配件及液压回路设计等。该公司产品广泛应用于打包机械,注塑机械,橡胶机械,油压机械,压铸机械,塑料机械,工程机械,机床机械,锻造机械及行走机械等。 2.不二越 NACHI 株式会社不二越是从原材料产品到机床的全方位综合制造型企业。有切削刀具、机床领域的机械加工、无人自动化机器人、轴承,液压件以及其他功能零部件、原材料,热处理、涂层等材料之四大事业。 3.大金液压 DAIKIN 从1929年开始生产Rational注油机,大金油机事业部在曲折中不断发展。产品遍布工程机械、机床、注塑机、钢铁冶金等行业。油机事业部营业额约250亿日元(2006年)。其中,产业机械占60%,工程机械占40%。 在节能、环保、高精度等方面,变频系列产品处于同行业的领先地位。其中,2002年上市的油压泵系统“超级组合”,实现了运转时平均耗电比以往的产品降低60%的大幅度节能,并被日本工业联合会长授予“优秀节能产品”表彰。 美国
1.派克 Parket 派克汉尼汾(Parker Hannifen)是一家总部位于美国俄亥俄州的跨国公司,成立于1918年,先已成为世界上最大的专业生产和销售各种制冷空调件、液压、气动和流体控制产品及元器件的全球性的公司。公司的的股票也是美国标准普尔的指标股。公司拥有1000多条生产线,共提供八大类高品质的产品,被广泛应用在各行各业:制冷空调、轻工、重工机械、石化、发电厂、汽车及航空航天市场等。派克汉尼汾公司在全球总共有50,000余名员工,300多家生产厂和36个管理及销售公司。2001年度,公司的全球销售额达到85亿美元。派克汉尼汾公司进入中国市场的时间不久,但由于高性价比的产品和优质的售前售后服务,已经取得了很好的销售业绩。在各个行业都取得了很好的应用。Parker 的阀产品包括液压阀、气动阀、仪表阀、制冷阀和航空航天阀,有各种类型和配置。 2.伊顿威格士 Eaton-Vickers 威格士(VICKERS)是伊顿集团流体动力部门旗下的一个全球知名的液压品牌,其主要产品包括液压泵、马达、油缸、液压阀等。威格士流体动力是现今液压市场上广为认同的领导者,在产品开发、技术实力、产品质量和售后服务等各个方面均是行业中的佼佼者。总部位于美国明尼达州的Eden Prairie,在全世界范围内拥有二十二家工厂。 3.萨澳-丹佛斯DANFOSS 美国萨澳-丹佛斯公司(SAUER-DANFOSS)是世界着名的静液压产品制造商, 丹佛斯为丹麦企业。
LG-LYZ02A智能液压传动综合实验台 LG-LYZ02A智能液压传动综合实验台有实验操作平台、电器控制平台、辅助实验设备、电脑桌、数据采集系统、上位机组态仿真控制系统等组成,具有强大的数据采集、实验仿真功能,全模块开放式结构设计,并配有强大的扩展功能,不但可以帮助学生很好的完成基本液压传动与流体力学相关基础性实验,完全开放式的接口可帮助学生完成液压传动的设计创新等综合性实验。LG-LYZ02A智能液压传动综合实验台能充分满足教学需求、学生实践与培训需求、科研辅助需求等,从基础到高端、从教学到科研而专业设计的液压教学实验台。 一、主要性能特点: 1、实验用电的安全性:本实验台采取高低压电分开方式380V泵站用电采取独立控制结构,并配置有电机软启动系统(自带过载、过热、短路、漏电保护),实验模块用电全部DC24V 低压供电,保证学员用电时的安全; 2、电器元件:所用电器元器件全部采用国际国内知名厂家元器件,性价比高,性能稳定,安全系数高; 3、液压元件:全部采用北京华德液压工业液压元件,使用安全可靠,贴近工业化,性能参数完全符合教学大纲的要求,且完全符合工业应用标准,所有液压阀均配置有专用的弹卡式安装液压连接板; 4、唯一性:液压电磁阀接头采用一体化结构,可方便、快捷的接线,并解决了端子头脱落、断线等问题,国内首个在使用该技术的教仪厂家;
5、独特设计性:专用安全防系统憋压装置,此系统独特性——解决了其它厂家所不能解决的油管和液压元件使用过程中的憋压现象,本系统大大解决了憋压问题,提高元器件的使用性,也大大提高了设备的教学性; 6、标号使用性:各模块有独立标号(订货号),可方便教师管理模块,也方便维修和使用(维护时只要报标号就可以确定维修项目)。 7、实验回路搭接:采用意大利进口平面型快速接头连接,每个接头都配有带自锁结构的单向阀(即使实验过程中接头未接好而脱落,亦不会有压力油喷出,保证实验安全),并带有安全锁功能防止实验过程中接头脱节,平面式接头优点在于连接时夹气量少,避免大量空气进入油路破坏系统,同时也避免灰尘的侵入造成油路的污染,并在拔断时无泄漏,避免油液、油压损失和环境污染; 8、实验控制方式多样化:实验回路可运用机械控制、传统的继电器控制、先进的PLC自动控制等多种控制技术,让学员门全方位、多层次的深入了解液压系统的控制多样化,从而锻炼学生的灵活应用能力; 9、实验设备的扩展性:实验配置方案可根据具体要求进行配置,也可对实验设备增加相应的模块盒来实现对实验台功能的扩展,所有模块盒都采用通用设计标准,可方便、随意的扩展; 10、可编控制器(PLC)能与PC机通讯:实现电气自动化控制、可在线编程监控及故障检测,以及可以运用PC机与PLC对液压控制系统进行深入的二次开发等; 11、精密的测量仪器:配备先进的数据测量仪器,取代传统的测量工具,使用简单,测量精确可靠,所有测量传感器全部采用工业型传感器,更贴近工业现场,。 12、优良的液压供油系统:液压油泵采用法兰安装方式,大大的减小了工作运行噪音,并且液压供油系统在常规的基础上增加了调节系统,更加可靠的确保了实验过程中的供油稳定性; 13、设备的安全等级性:实验台设计完全按照国家安全标准执行,所有电气控制均有接地保护、过载保护、短路保护、漏电保护等功能,高低压分开供电,液压泵站采用低压系统,安全供压的基础上完全满足实验供压,整套设备具有较高的安全使用性能。 二、实验装置组成部份: 实验装置由实验工作台、液压泵站、辅助设备、常用液压元件、电气控制单元、测试用传感器等几部分组成。 1、实验工作台 钣金桌面:配有U型油盘,表面经特殊防锈、烤漆处理; 主体框架:采用工业铝型材制作,并有T槽、端面压条和封盖, 整个实验台结构合理,造型美观; 铝型材面板:T型槽宽间距50mm,槽宽10.1mm,150mm*20mm规格,横向开槽,表明阴极氧化处理; 工具柜:实验台配备4抽屉重载型工业元件工具柜,可存放液压元件、文件资料等。单个抽屉承重80Kg以上,具有位置标签; 实验台桌面配套漏油过滤网板,桌面并具有残油回收功能; 2、液压元件 液压过渡底板:高强度铝合金加工成,表面阳极氧化处理,表面颜色黑色; 台制弹卡:ABS工程塑料模具制作,一体化注塑成形,表面磨砂处理,双卡槽一体化固定方式(牢固、可靠),表面颜色与液压过渡底板一致; 接口:ABS半透明材料制作,安装固定一红一黑护套插座,并有DC24V接线标志; 液压元件:采用国际国内知名品牌北京华德工业液压元件;
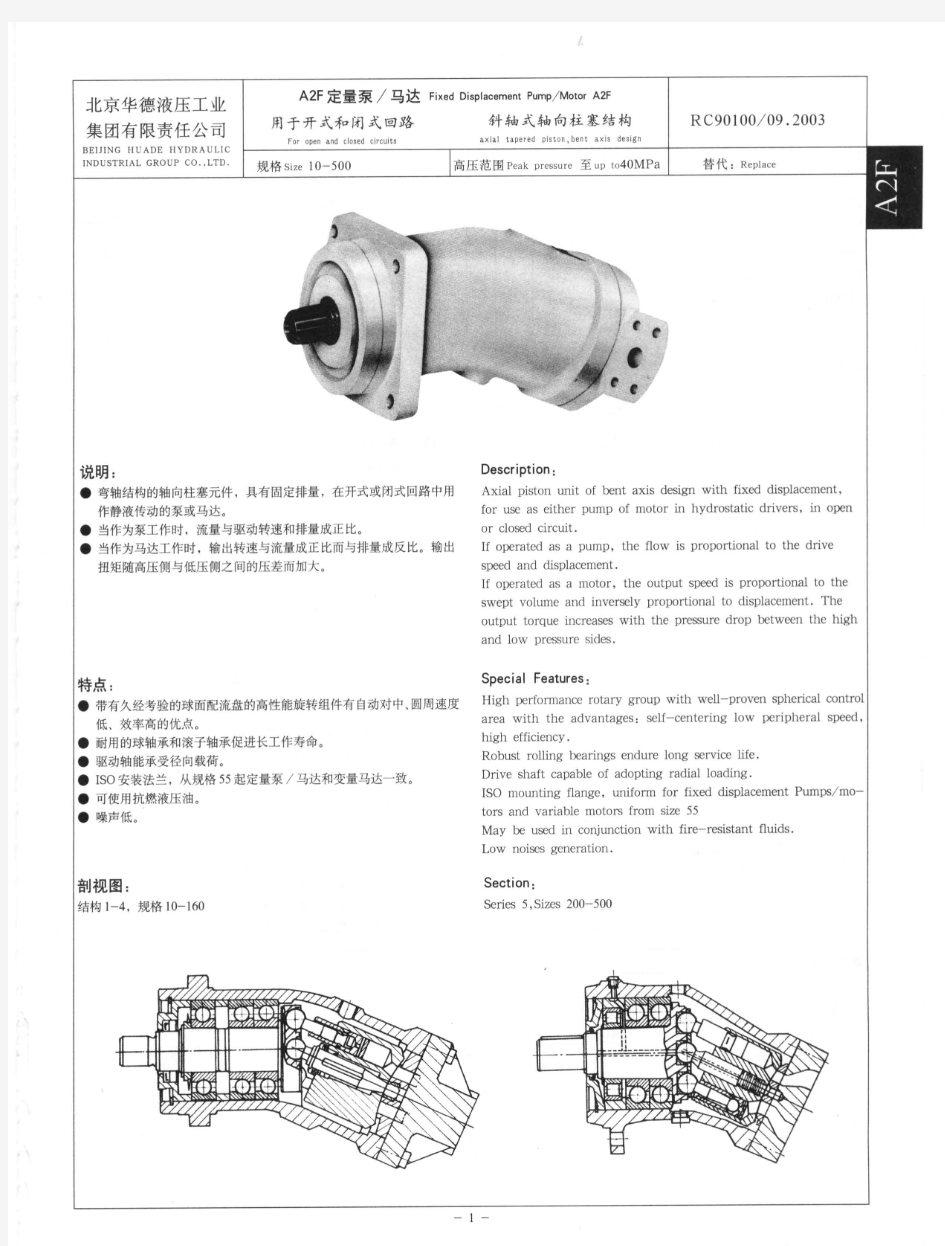
A10VSO液压泵功能简介 一、结构及工作原理 A10VSO液压泵是REXROTH公司生产的一种中负荷斜盘式变量泵,由于其优异的性价比,在冶金、机床、化工、工程等各领域得到了广泛的应用。 如图1为其结构图。 图1 结构图 1 驱动轴 2 止推盘 3 控制活塞 4 控制阀 5 压力侧 6 配油盘 7 吸油侧 8 缸体 9 柱塞10 柱塞滑靴11 摇杆12 预压腔13 回程活塞 电机把一个输入扭矩传递给泵驱动轴1,缸体8和柱塞9随驱动轴一起旋转,在每个旋转周期内,柱塞9产生一个线性的位移,这个位移的大小由摇杆11的角度决定。通过止推板2,柱塞滑靴10紧紧
地贴在摇杆11上,在每个旋转周期内,每个柱塞9都转过由其初始位置决定的下死点和上死点,通过配油盘6上的两个窗口吸入与排出的流体容积与柱塞面积和位移相匹配。在吸油区,流体进入柱塞腔容积增大部分,与此同时,各个柱塞把流体压出柱塞腔容积减小部分。在柱塞到达压力区之前,通过优化的预压缩容腔12,柱塞腔内流体压力已经得到提升。这就极大地减少了压力冲击。 摇杆11上斜盘的角度在最小与最大范围内无级调整,通过改变斜盘角度,柱塞位移即排量得到改变,通过控制活塞3就能改变斜盘角度。在静压支撑作用下,摇杆可以平稳运动,并且克服回程活塞13的作用力而保持平衡。增加斜盘角度即增大排量,减小角度即减小排量。斜盘角度永远不可能到达完全的零位,因为一个最小的流量是必须的: 冷却柱塞 补偿内泄漏 润滑所有运动部件 二、变量形式 与其它液压泵一样,该泵也可以组成多种变量形式,主要有压力控制、流量控制、功率控制、电子控制等,还可以把几种控制形式组合成复合控制。 1、两位控制 简称DG(Two Position Control),顾名思义,只有两个位置的控制,要么泵最小摆角(零摆角),要么泵最大摆角,是一种特殊的控
目录 摘要................................................................................................................................. 错误!未定义书签。第1章零件的工艺分析.. (1) 1.1零件的功能、结构及生产类型的确定 (1) 1.1零件的作用 (1) 1.1.2零件的工艺分析 (2) 1.1.3零件的生产类型 (2) 1.2主要加工面及要求 (2) 第2章毛坯的选择 (3) 2.1确定毛坯的类型、制造方法和尺寸及其公差 (3) 2.2毛坯的技术要求 (3) 2.3确定毛坯尺寸,设计毛坯图 (3) 2.3.1 确定毛坯机械加工余量及毛坯尺寸公差 (3) 第3章基准的选择 (5) 3.1粗基准的选择 (5) 3.2精基准的选择 (5) 第4章制订工艺路线 (6) 4.1确定各加工面的加工方法 (6) 4.2拟定加工工艺路线 (6) 4.2.1工艺路线方案1 (6) 4.2.2工艺路线方案2 (7) 4.3工艺方案的比较与分析 (7) 第5章工序设计 (8) 5.1选择加工设备及工艺装备 (8) 5.2选择夹具 (8) 5.3选用刀具 (8) 第6章确定机械加工余量、工序尺寸及公差 (9)
第7章确立切削用量及基本工时 (10) 7.1工序Ⅰ切削用量及基本时间的确定 (10) 7.1.1切削用量 (10) 7.1.2背吃刀量AP (10) 7.1.3定进给量F (10) 7.1.4 确定切削速度V (11) 7.1.5校验机床功率 (11) 7.1.6基本时间 (11) 7.2工序Ⅳ切削用量及基本时间的确定 (12) 7.2.1 切削用量 (12) 7.2.2 背吃刀量AP (12) 7.2.3确定进给量F (12) 7.2.4确定切削速度V (12) 7.2.5基本时间 (12) 7.3工序Ⅴ切削用量及基本时间的确定 (13) 7.3.1钻孔切削用量 (13) 7.3.2确定进给量F (13) 7.3.3 确定切削速度V (13) 7.3.4确定基本时间 (14) 第8章夹具体总体设计 (15) 8.1定位基准的选择 (15) 8.2夹具定位误差分析 (16) 8.3切削力及夹紧力计算 (17) 8.4校验扭矩功率 (18) 8.5切屑参数的设定 (18) 8.5.1钻孔切削用量 (18) 8.5.2确定进给量F (18) 8.5.3 确定切削速度V (19) 8.5.4确定基本时间 (19) 8.6夹具总体设计 (20) 第9章夹具结构设计 (21) 9.1钻模板 (21) 9.2夹具体设计 (21) 9.3支撑架 (22)
液压常用计算公式 1、齿轮泵流量(L /min ): q 。 Vn Vn 。 1000,q 1000 说明:V 为泵排量(ml/r ) ; n 为转速(r/min ) ; q o 为理论流量 (L/min ); q 为实际流量(L/min ) 2、 齿轮泵输入功率(kW ): P 辽 i 60000 说明:T 为扭矩(N.m ); n 为转速(r/min ) 3、 齿轮泵输出功率(kW ): P o 说明:p 为输出压力(MP a ); pq _p_q 60 612 p '为输出压力(kgf/cm 2 ); q 为实际 流量(L/min ) 4、齿轮泵容积效率(% : 说明:q 为实际流量(L/min ); 2 100 q o q o 为理论流量(L / min ) 5、齿轮泵机械效率(%: 10 ^ 100 2 Tn 说 p 为输出压力(MP a ); q 为实际流量(L/min ); T 为扭矩 m (N.m ); n 为转速(r/min ) 6、齿轮泵总效率(% :
说明: V 为齿轮泵容积效率(% ; m 为齿轮泵机械效率(% 7、齿轮马达扭矩(N.m ): T P q T T 2 , t (ml/r );T t 为马达的理论扭矩(N.m ); T 为马达的实际输出扭矩(N.m ); m 为马达的机械效率(% 8齿轮马达的转速(r / min ): Q — V q 说明:Q 为马达的输入流量(ml/min ); q 为马达排量(ml/r ); V 为马达的容积效率(% 11、液压缸速度(m. min ): Q V 10A 说明:Q 为流量(L min );A 为液压缸面积(cm 2 ) 说明:P 为马达的输入压力与输出压力差( MP a ) ; q 为马达排量 9、齿轮马达的输出功率( kW ): 说明:n 为马达的实际转速 10、液压缸面积(cm 2 ): 2 nT P 60 103 (r / min ); T 为马达的实际输出扭矩(N.m ) D 2 A - 4 说明:D 为液压缸有效活塞直径 (cm )
电器系统与液压泵的控制关系 一、没有电器控制的液压泵 对于挖掘机来说,无论是负控液压系统(以卡特为代表)、正控液压系统还是LS液压系统,在泵控制上都必须要以操作手愿望和发动机功率为依据。 操作手通过搬运手柄对液压系统发出指令(手柄行程与液压泵排量控制之间的信息沟通会在以后的文章中专门讨论),当手柄行程增大时要求泵排量也随之增大,但是泵的功率不能超过发动机对应转速的最大功率。 对于没有电控的液压泵来说,要求几个不同的常用转速区间(通常是几个不同的发动机工作档位),泵功率在出厂设定上都不能超过发动机。 由于泵功率随转速成比例变化,发动机功率随转速按功率曲线变化,两者有相同的变化趋势但不同步,这就使得发动机在多数情况下,功率并不能完全被液压泵吸收利用,不能“最有效地利用发动机的功率”,反之,当发动机功率不足时,多数人会用“降功率”的方法来处理,对此,液压泵在控制上引入电器系统进行补充和完善。 二、半电控的液压泵 对于半电控的液压泵来说,引入电控后有两个阶段:
第一个阶段是完全保留原来的控制,增加以发动机负载为依据的控制:此控制中,控制器通过转速传感器检测发动机转速,以发动机实际转速与目标转速的差值为依据,当两者差值大于设定值时,说明发动机超载,控制器通过电磁比例阀降低液压泵排量,以保证系统的正常运转。 这种方式实际上大多数人并不是看的太重,当电控系统异常时,通过调整泵的功率进行处理,在使用上也没有太大的影响。 第二阶段是将二次先导压力通过传感器转换成电信号,控制器对所用的二次先导压力信号和发动机的适时转速进行综合分析,之后通过电磁比例减压阀来控制液压泵的排量。 此控制方式当控制器出现异常时系统大多是不能工作的,启用备用设置后,液压泵总是处在恒功率状态,工作装置的速度完全通过改变液压油路的通道开度来实现控制,这就使得泵的一部分输出因不能用于作功而造成浪费,特别是在轻负载和空载时。 三、全电控的液压泵 全电控的液压泵是当今人们比较推崇的控制方式:它将发动机档位、二次先导压力、主压力、发动负载状况,以及水温、液压温等参数全部用传感器变成电信号送入控制器,由控制器进行综合分析后向液压泵发指令。
CHANGZHOU INSTITUTE OF TECHNOLOGY 毕业设计说明书 题目:泵盖钻3-φ11孔专机总体及多轴箱和夹具设计 二级学院(直属学部):无锡技师学院 专业:班级: 学生姓名:学号: 指导教师姓名:职称: 评阅教师姓名:职称: 2014年3月
泵是非常重要的一个零件,广泛应用于机械产品,如汽油泵,泵,液压泵,潜水泵,隔膜泵,动力转向泵,双作用叶片泵,它的作用是不能被其他成分所取代,所以和泵的选择是密切相关的泵盖作为一个设计的主题,来获取过程有关的大量书籍的过程中,最好的设计方案的综合比较与选择。液压泵盖是液压泵重要的零件之一,采用钻、扩、铣等传统工艺,不仅效率低,而且稳定性差,精度不易保证,制约了生产的发展。应用组合机床加工大批量零件,快捷高效,生产率高,是机械加工的发展方向。本设计主要包括液压泵盖的加工工艺过程的设计,应采取哪些措施存在的主要问题和液压泵盖的加工设计过程。具体确定毛坯制造形式获得,基面的选择,确定工艺路线,加工余量的确定,工序尺寸及空白,切削用量的确定。此外,这次还给液压泵盖进行了专用夹具设计,以及夹具操作的简要说明。在完成此次设计任务中得到老师及同学们的大力帮助,在此向他们表示衷心的感谢。 关键词:液压泵盖工艺夹具设计
第1章绪论 (1) 1.1本课题的研究内容和意义 (1) 1.2国内外的发展概况 (1) 1.3本课题应达到的要求 (2) 第2章零件的三维造型 (4) 第3章零件的分析 (8) 3.1零件的作用 (8) 3.2零件的工艺分析 (8) 3.2.1液压油泵盖加工工艺规程设计 (8) 3.2.2液压油泵的泵盖加工的主要问题和工艺过程设计所应采取的相应措施 (9) 3.2.3小结 (17) 第4章专用夹具设计 (18) 4.1夹具工序的选择 (18) 4.2液压夹具设计 (18) 4.2.1定位基准的选择 (18) 4.2.2铣削力与夹紧力计算 (18) 4.2.3确定液压缸基本参数 (19) 4.3钻3-Φ11孔夹具设计 (21) 4.3.1定位基准的选择 (21) 4.3.2定位元件的设计 (21) 4.3.3定位误差分析 (21) 4.3.4钻削力与夹紧力的计算 (22) 4.3.5衬套、钻模板及夹具体设计 (22) 4.3.6夹紧装置的设计 (23) 4.3.7夹具设计及操作的简要说明 (23) 4.4小结 (23) 第5章结论与展望 (24) 5.1结论 (24) 5.2不足之处及未来展望 (24) 致谢 (25) 参考文献 (26)
工作原理 卸荷溢流阀由溢流阀和单向阀组成。当系统压力达到溢流阀的开启压力时,溢流阀开启,泵卸荷;当系统压力降至溢流阀的关闭压力时,溢流阀关闭,泵向系统加载。使泵卸荷时的压力称为卸荷压力,使泵处于加载状态的压力称为加载压力。 功能及应用:卸荷溢流阀的主要功能是自动控制泵的卸荷或加载。鉴于卸荷溢流阀的功用,要求卸荷压力与加载压力之间存在一定差别。差值过小,则泵的卸荷与加载动作过于频繁;差值过大,则系统压力变化太大。 加载压力与卸荷压力的差值是卸荷溢流阀的重要性能指标,一般加载压力为卸荷压力的85%左右。其性能与溢流阀相同。 卸荷溢流阀的主要用途: a.蓄能器系统中泵的自动卸荷及加载; b.高低压泵组合中大流量低压泵的卸荷。 生产产品厂家:国内主要是榆次液压集团有限公司、北京华德液压集团有限公司、上海立新液压件厂等。国外有美国Vickers、德国力士乐等厂家。 卸荷溢流阀德选用:卸荷溢流阀主要用于装有蓄能器德液压回路中,当蓄能器充液压力达到阀德设定压力时自动地使液压泵卸荷。阀中有内装单向阀防止蓄能器中的有压油液倒流。此时由蓄能器维持对系统供油而泵卸荷从而收到节能效果。当蓄能器中油液压力降至到阀设定压力地85%左右时,阀又复载,液压泵恢复向蓄能器充液。 这种阀也可以用于双泵高低压回路。低压时两个泵同时向系统供油,高压时此阀使大泵卸荷并把它与高压部分隔开。 用于蓄能器地阀与蓄能器之间地压降不得超过设定压力地10%。外泄式阀泄油口背压不得超过设定压力地2%。 卸荷溢流阀与普通溢流阀的主要区别,除主阀部分多一单向阀外,在导阀部分,提动阀的前面增加了一个控制活塞,控制活塞的控制信号油来自卸荷溢流阀的蓄能器口(单向阀后),这样不管卸荷溢流阀P 口的压力是多少,只要蓄能器口的压力达到设定值(控制活塞面积*后腔油压),控制活塞就回推动卸荷阀的提动阀,克服调压弹簧力,开启,主阀芯随之开启,P口卸压;当蓄能器口压力未到设定值,而P口压力先达到设定值时,由阻尼孔引来的P口信号油,就如普通溢流阀一样,打开提动阀,实现溢流阀的功能。因此,卸荷溢流阀比较贵。 将卸荷溢流阀的建压压力设置为0.85的卸荷压力,是为了满足蓄能器口压力稳定的要求。从理论讲,最好是两压力一致,超压就卸荷,低于就建压补油,但那就会造成阀、及系统的震荡,使系统没法工作,兼顾两方面的要求,一般将建压压力设为0.85。 实现的原理主要是控制活塞、提动阀的摩擦力方向开启、关闭时相反,阀口的液动力方向(普通溢流阀的开启、闭合点同样也不一样,好的阀,比值在0.9以上,差的也就0.8左右)。