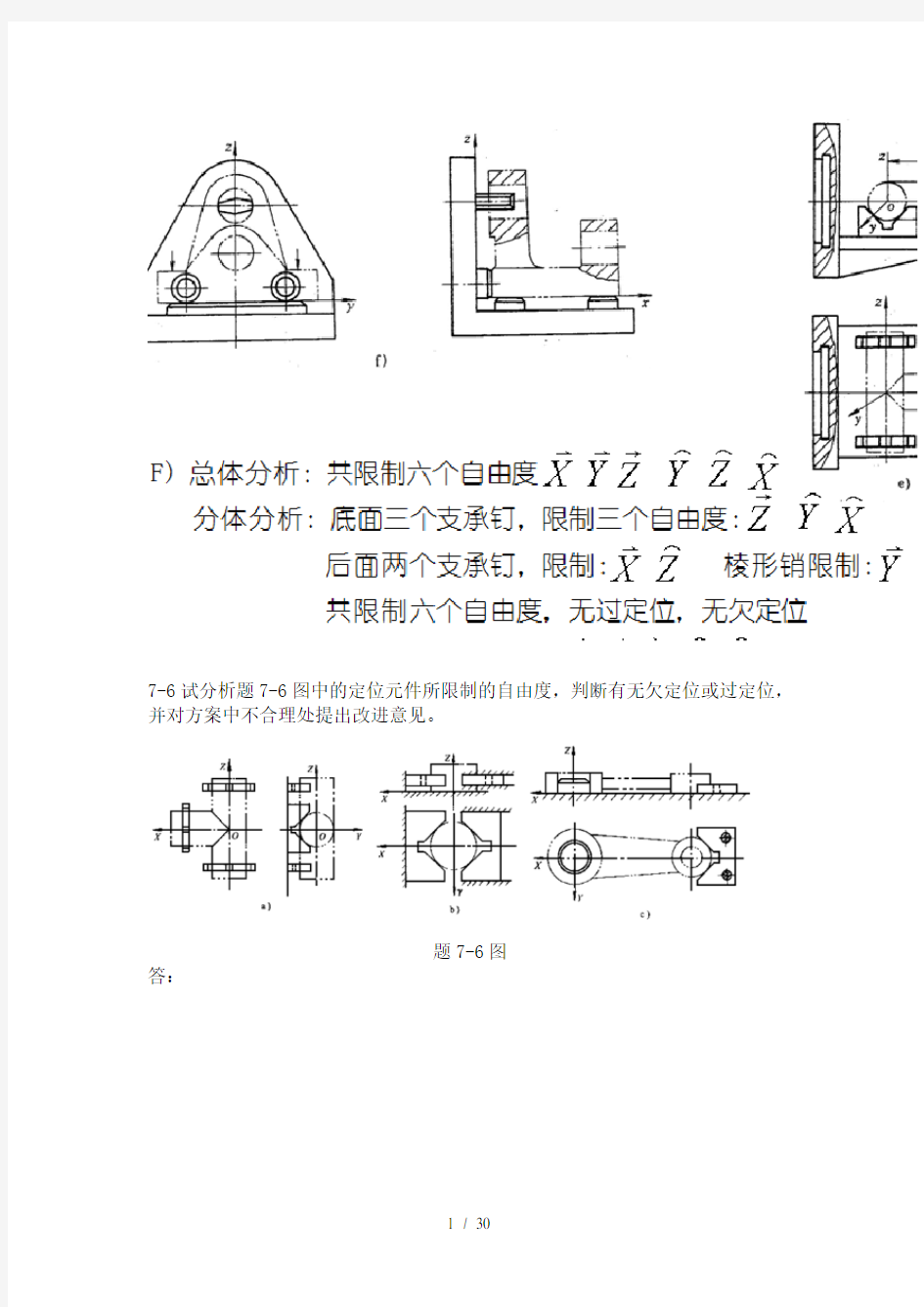

7-6试分析题7-6图中的定位元件所限制的自由度,判断有无欠定位或过定位,并对方案中不合理处提出改进意见。
题7-6图
答:
a )V 型块1限制了工件X
,Y 自由度;
V 型块2限制了工件 自由度;
x y
V 型块3限制了工件 自由度;
定位方式属于完全定位。 b )
V 型块1
V 型块2
V 型块3
V 型块1
V 型块2圆柱销
支承平面
支承平面:Z ,X ,Y 自由度;V 形块1,V 形块2:y x
,。;
不完全定位,无不合理处。
c )平面限制了Z ,X ,Y
自由度;短定位销限制了X ,Y 自由度;固定V
型块限制了Z
,X 。
属于过定位。将固定V 型块改为活动V 型块
4-3 习图5-4-2所示a )为一轴套零件,尺寸mm 3801.0 和mm 80
05.0 已加工好,
b )、
c )、
d )为钻孔加工时三种定位方案的简图。试计算三种定位方案的工序尺寸A 1 、A 2和 A 3。
答案:1)图b :基准重合,定位误差0 DW ,
1.0101 A mm ;
2)图c :尺寸A 2,10±0.1和0
05.08 构成一个
尺寸链(见习解图5X4-2c ),其中尺寸10±0.1
c )
d )
b ) 习图5-4-2
c )
d )
是封闭环,尺寸A 2和005.08 是组成环,且A 2为增环,0
05.08 为减环。由直线尺寸
链极值算法基本尺寸计算公式,有:
10= A 2-8,→A 2=18mm
由直线尺寸链极值算法偏差计算公式: 0.1=ESA 2-(-0.05),→ESA 2=0.05mm;
-0.1=EIA 2-0,→EIA 2=-0.1mm 。故:05
.01.0218 A mm
3)图d :尺寸A 3,10±0.1,0
05.08 和构成一个尺寸链(见习解图5X4-2d ),其中尺寸10±0.1是封闭环,尺寸A 3,005.08 和01.038 是组成环,且01.038 为增环,A 3和005.08 为减环。由直线尺寸链极值算法基本尺寸计算公式,有:10= 38-
(A 3+8),→A 3=28mm
由直线尺寸链极值算法偏差计算公式,有:
0.1=0-(EIA 3+(-0.05)),→EIA 3= -0.05mm;
-0.1= -0.1-(ES A 3+0),→ESA 3=0。故:0
05.0328 A mm
三、计算题(本大题共计10分。)
如图示套筒零件,除缺口B 外,其余表面均已加工,尺寸分别为
。试分析当加工缺口B 保证尺寸
时,有几种定位方
案?计算出各种定位方案的工序尺寸,并选择其最佳方案。
关键点:
第一种方案:(本关键点3分)
如果可以的话,以D 面为定位基准。
则工序尺寸为:82
00. mm 。
第二种方案:(本关键点3分)
以C 面定位,则工序尺寸为X c =71020.. 。尺寸链
图是: (82
00. ) X c
第三种方案:(本关键点3分)
150
10.
以A 面定位,则工序尺寸为X A =3305
010.. 。尺寸链图是:
显然,T 8 以A 面定位时,无论如何加工,无法达到图样尺寸, (82 00. ) 即:82 00. (mm )。 15010. 综合考虑上述三种情况,可能第二种方案比较可行。 400150. (结论1分) 5-13、如图所示。已知工件的相关尺寸025.0050.0170 L ,0025.0260 L , 15 .00320 L ,3L 不便 测量。试重新给出可以测量的尺寸,并标注该测量尺寸及偏差。(10分) 1、(尺寸链 图) 5-4.在两台相同的自动车床上加工一批小轴的外圆,要求保证直径φ11±0.02mm ,第一台加工1000件,其直径尺寸按正态分布,平均值1x =11.005mm,均方差1 =0.004mm 。第二台加工500件,其直径尺寸也按正态分布,且2x =11.015mm , 2 =0.0025mm 。试求: (1)哪台机床的精度高? (2)加工中有无变值系统误差和常值系统误差,有无废品产生?如有,可否修复?并分析其产生的原因及提出改进的方法。 (1)第一台机床的精度 6σ1=6×0.004=0.024mm P11T 0.04C 1.6760.024 (1分) 第二台机床的精度 6σ2=6×0.0025=0.015mm P22T 0.04C 2.6760.015 (1分) 所以 ,6σ 2 <6σ1,故第二台机床的精度高。工序能力均足够 (1分) (2)呈正态分布,无变值系统误差,但均有常值系统误差 (1分) 第一台机床加工的小轴,其直径全部落在公差内,故无废品。 (1分) 第二台机床加工的小轴,有部分小轴的直径落在公差带外,成为可修复废品。 (1分) 从可见,第二台机床产生废品的主要原因是刀具调整不当,使一批工件尺寸分布中心偏大于公差中心,从产生可修废品。 002mm .0)004.03025.050(015.50x 028mm .0)004.03025.050(015.50x 2min 2max 改进的办法是对第二台机床的车刀重新调整,使之再进給0.002~0.028 mm 为宜。(2分) 一、试分析图中的各定位方案中定位元件所限制的自由度?判断有无欠定位或过定位?是否合理?如何改进? 答:图(a)的三个V 型块各限制工件的2个自由度,共同完成工件的六个自由度(即X 、Y 、Z 、X 、Y 、Z )的限制,属于完全定位,无欠定位和过定位,合理。 x z 图(e)的底平面限制了3个自由度(即Z 、X 、Y )、圆柱销限制了2个自由度(即X 、Y )、 V 型块限制了2个自由度(即X 、Z ),三个元件共限制了7个自由度,出现了重复限制X 自由度的情况,属于过定位,不合理。其改进办法是:将V 型块改为挡销限制1个Z 自 由即可。 5 下图所示连杆在夹具中定位,定位元件分别为支承平面1、短圆柱销2和固定短V 形块3。 试分析图中所示定位方案的合理性并提出改进方法。 1-支承平面 2-短圆柱销 3-固定短V 形块 答:底面限制z x y ,短销限制y x ,左侧V 型块由于是固定的,很难保证和 工件接触,因而实现不了定位功能,属于欠定位。改进:把左侧V 型块变成可移动的。 图(C)的前顶尖限制了三个自由度(即X 、Y 、Z )、后顶尖限制了二个自由度(即X 、Y )、三爪卡盘限制了二个自由度(即X 、Y ),三个定位元件共限制了7个自由度,出现了过 定位,不合理。其改进办法是:①取掉三爪卡盘即可;②将前顶尖改为一个挡销即可。 图(d)的端面限制了三个自由度(即Z 、X 、Y )、左边的V 型块限制了二个自由度(即X 、Y ),两个定位元件共限制了5个自由度,还有一个Z 自由度未限制,此定位属于不完全 定位,合理。 且不完全定位 图(b )圆柱表面限制了4个自由度(即X 、Y 、X 、Y )、端面限制了Z 一个自由度, 还的一个Z 自由度未限制,属于不完全定位,无欠定位和过定位,合理。 图2 滚切直齿圆柱齿轮传动原理图答: 母线:渐开线,由展成法形成,需要一个复合的表面成型运动,可分解为滚刀旋转运动和工件旋转运动 ; 导线:直线,由相切法形成,需要两个独立的成形运动,即滚刀旋转运动和滚刀沿工件的轴向运动 展成运动传动链:滚刀----4----5-------6-----7-----工件,滚刀旋转运动和工件 旋转运动 之间保持严格的相对运动关系,属于内联系传动链; 主运动传动链:电动机-----1----2----------3----4----滚刀,与动力源直接相连,属 于外联系传动链; 进给运动传动链:工件-----7-----8----------9-----10------刀架升降丝杠,工作台 为间接动力源,属于外联系传动链 11 根据以下给定的刀具几何角度,在正交平面静止参考系中,画出75rK 15o, 8o o,5s,15rK外圆车刀的几何角度,并指出刀具的前刀面、后刀面、副后刀面、主切削刃、副切削刃及刀尖的位置。 图2所示为齿轮孔的局部图,设计尺寸是:孔05 .0040 mm 需淬硬,键槽尺寸深度为30.00 46 mm 。孔和键槽的加工顺序是:1)镗孔至10 .006.39 mm 。2)插键槽,工序尺寸为A 。3)淬火热处理。4)磨内孔至05.0040 mm ,同时保证05 .0040 mm (假设磨孔和镗孔时的同 轴度误差很小,可忽略)。试求插键槽的工序尺寸及其公差。 解:(1)由题意,列尺寸链如图所示。 (2)解尺寸链,可得插键槽工序尺寸及公差为: 尺寸3 .0046 为封闭环,解之得: 23.0085.45 A 1. 如图所示为齿轮孔的局部图,设计尺 寸是:孔05 .0040 mm 需淬硬,键槽尺 寸深度为30 .0046 mm 。孔和键槽的加工 顺序是:1)镗孔至10 .006.39 mm 。2) A 05.00 8.19 025.0020 3 .0046 插键槽,工序尺寸为A 。3)淬火热处理。4)磨内孔至05 .0040 mm ,同时保证05.0040 mm (假设磨孔和镗孔时的同轴度误差很小,可忽略)。试求插键槽的工序尺寸及其公差。(7分) 解:按加工路线作出如图四环工艺尺寸链。其中尺寸46为要保证的封闭环, A 和20为增环,19.8为减环。按尺寸链基本公式进行计算: 基本尺寸: 偏差: +0.30=(+0.025+△ sA)-0 ∴△ sA =0.275 +0=(0+△ xA)-(+0.05)∴△ xA =0.050 因此A 的尺寸为: 按“入体”原则,A 也可写成: 2如下图所示轴套零件的轴向尺寸,其外圆、内孔及端面均已加工。试求:当以B 面定位钻直径为φ10mm 孔时的工序尺寸A1及其偏差。(要求画出尺寸链图) 解:如图 A1:封闭环;A2、A4:增环;A3:减环 1 .01.0005.001.0254,503,602 A A A A1=A2+A4-A3=60+25-50=35 ES A1= ES A2 +ES A4-EI A3=0+0.1-(-0.05)=0.15 EI A1= EI A2 +EI A4+ES A3=-0.1-0.1-0=-0.2 46()19.820 A 0.275 0.050 45.8 0.225 045.8 所求 A1及其偏差为:A1=15 .020.035 1.如图所示工件成批加工时用端面用B 定位加工表面A(用调整法),以保证尺寸 mm 20.0010 , 试计算铣削表面A 时的工序尺寸及上、下偏差。 答:尺寸链如图所示, L0间接获得为封闭环,L3为工序尺寸在加工过程要使用,需要 计算出来。经分析可知,L1,L3为循环,L2为减环。依据公式: L0=L1+L3-L2,可以得出L3=L0+L2-L1=10+60-30=40mm ESL0=ESL1+ESL3-EIL2, 可以得出ESL3=ESL0+EIL2-ESL1=0.2+0.05-0=0.25mm EIL0=EIL1+EIL3-ESL2, 可以得出EIL3=EIL0+ESL2-EIL1=0+0.05+0=0.05mm 所以L3=40-0.05+0.25mm 3.加工如图所示一轴及其键槽,图纸要求轴径为0032.030 ,键槽深度尺寸为00226 ,有关的加工过程如下: 1)半精车外圆至01.06.30 ;2)铣键槽至尺寸A1;3)热处理;4)磨外圆至0032.030 ,加工完毕。 求工序尺寸A1。 解:AO 是要通过加工保证的尺寸,是封闭环;A1是加工要使用的工序尺寸,需要计算出来,且为增唤;A3也为增环,A2为减环。 A2=15.3-O.O50;A3=15-O.O160,A0=26-O.O20 A0=A1+A3-A2,A1=A0+A2-A3=26+15.3-15=26.3mm ESA0= ESA1+ ESA3- EIA2, ESA1= ESA0+ EIA2- ESA3=0-0.05=-0.05mm EIA0= EIA1+ EIA3- ESA2, EIA1= EIA0+ ESA2- EIA3=-02+0+0.016=-0.184mm 所以A1=26.3-0.05-0.184mm L2=60±0.05 L1=30+0.05 L0= 10+0.2 L3=? 4.磨削一表面淬火后的外圆面,磨后尺寸要求为mm 。为了保证磨后工件表面淬硬层 的厚度,要求磨削的单边余量为0.3±0.05,若不考虑淬火时工件的变形,求淬火前精车的直径工序尺寸。 解:建立尺寸链如图所示,其中Z=0。3±0。05是尺寸链的封闭环;R 2=300-0.015mm ,是尺寸链的减环;R1是尺寸的增环,待求。解此尺寸链可得到; R1=30.3+0.035-0.05mm 由此可求出淬火前精车的直径工序尺寸为; D1=60.6+0.07-0.1mm 5.如图所示一批小轴零件,部分加工过程如下:1.半精车端面A 、B ,保证两者之间的尺寸A 1= 1.00 6.49 mm ; 2.调头,以A 面为基准半精车端面C ,保证总长度A 2= 05.020.080 ; 3.热处理; 8.如图所示零件,A 、B 两端面已加工完毕。在某工序中车削内孔和端面C 时,图中mm A 020.0030 ,mm A 010.0110 。车削时以端面 B 定位,图样中标注的设计尺寸0A 不便直接测量, 如以端面A 为测量基准测量孔深尺寸2A ,试求2A 的基本尺寸及其上下偏差。 解:尺寸链如图所示:在该尺寸链中,A 0为封闭环,A 1为减环,A 2为增环,按尺寸链计算公式有: 基本尺寸:A 2=A 0+A 1=30+10=40mm 上偏差:ES 2=ES 0+EI 1=0-0.1=-0.1mm 下偏差:EI 2=EI 0+ES 1=-0.2-0=-0.2mm 因此,所求尺寸为A 2=40-0.2-0.1mm 1、在滚齿机上加工直齿圆柱要调整哪几条传动链?画出传动原理图并写出传动链。 (1)主运动滚刀的旋转运动为主运动。 传动链:电动机M—1—2—uv—3—4—B11 (2)展成运动是滚刀与工件之间的啮合运动,是一个复合运动。即B11 和B12。此时,滚刀转一转,工件转过一个齿。 传动链:滚刀—4—5—ux—6—7—工件 (3)轴向进给运动为了形成渐开线齿面,滚刀还需作轴向进给运动A2。 传动链:工件—7—8—uf—9—10—刀架升降丝杠 4-2 什么是逆铣?什么是顺铣?试分析其工艺特点。在实际的平面铣削生产中,目前多采用哪种铣削方式?为什么? 答: 逆铣:铣刀主运动方向与工件进给运动方向相反时称为逆铣; 顺铣:铣刀主运动方向与工件进给运动方向相同时称为顺铣。 逆铣时,刀齿的切削厚度从零增加到最大值,切削力也由零逐渐增加到最大值,避免了刀齿因冲击而破损的可能。但刀齿开始切削时,由于切削厚度很小, 刀齿要在加工表面上滑行一小段距离,直到切削厚度足够大时,刀齿才能切入工件,此时, 刀齿后刀面已在工件表面的冷硬层上挤压、滑行产生了严重磨损,因而刀具使用寿命大大降低,且使工件表面质量也变差;此外,铣削过程中,还存在对工件上抬的垂向切削分力Fcn,它会影响到工件夹持的稳定性,使工件产生周期性振动,影响加工表面的粗糙度。 顺铣时,刀齿切削厚度从最大开始,因而避免了挤压、滑行现象;同时,垂 向铣削分力Fcn始终压向工件,不会使工件向上抬起,因而顺铣能提高铣刀的使用寿命和加工表面质量。但由于顺铣时渐变的水平分力Fct与工件进给运动的方向相同,而铣床的进给丝杆与螺母间必然有间隙。 实际的平面铣削生产中,多采用顺铣。顺铣的最大缺点是进给丝杆与螺母间有间隙,多数铣床纵向工作台的丝杆螺母有消除间隙装置,即使没有消除间隙的装置,则当水平分力Fct较小时,工作台进给可以采用丝杆驱动。同时,顺铣避免了逆铣过程中的挤压、滑行问题,还能提高铣刀的使用寿命和加工表面质量。 4-3 为什么顺铣时,如工作台上无消除丝杠螺母机构间隙的装置,将会产生工作 台窜动? 答: 由于顺铣时渐变的水平分力Fct与工件进给运动的方向相同,而铣床的进给丝杆与螺母间必然有间隙,若工作台上无消除丝杠螺母机构间隙的装置,当水平分力Fct变得足够大,间隙由最大变为零的过程中,工作台就会突然向前窜动,整过过程表现为振动。 一. 简答题(每题各6分,共 30分) 1.如何合理选用切削液?(6分) 切削液应根据工件材料、刀具材料、加工方法、加工要求等因素综合考虑并加以合理选用。(1分)一般切削塑性材料时需使用切削液,切削脆性材料时可不用用切削液;(1分)使用高速工具钢刀具切削时需使用切削液,(1分)使用硬质合金刀具切削时一般不用切削液;(1分)粗加工时选用冷却作用好的切削液,(1分)精加工时选用润滑作用好的切削液。(1分) 2.指出(下图)卧式车床的主要部件及功用。(6 分)(每项1分,答全8分) CA6140卧式车床的外形如图所示。其主要部件如下: 1)主轴箱:功用:将电动机输出的回转运动传递给主轴,再通过装在主轴上的夹具盘带动工件回转,实现主运动。主轴箱内有变速机构,通过变换箱外手柄的位置,可改变主轴的转速,以满足不同车削工作的需要。 2)刀架:功用:用于装夹刀具。 3)滑板:功用:俗称拖板,由上、中、下三层组成。床鞍(下滑板,俗称大拖板)用于实现纵向进给运动;中滑板(中拖板)用于车外圆(或孔)时控制切削深度及 车端平面时实现横向进给运动;上滑板(小拖板)用来纵向调节刀具位置和实现 手动纵向进给运动。上滑板还可以相对中滑板偏转一定角度,实现手动加工圆锥 面。 4 )尾座:功用:它有一个套筒,由手轮驱动可沿主轴轴线方向移动。套筒锥孔中可安装顶尖,用以支承较长的工件并增加工件的安装刚度。此外,还可以装上钻头、铰刀等刀具实现孔的钻削和铰削。例如:在车床上钻、铰孔、套扣等。 5 )床身:功用:用来安装机床的各部件。床身上面有两条导轨,用作床鞍及尾座纵向 往复运动的导向。 6 )溜板箱:功用:将光杠或丝杠的回转运动变为床鞍或中滑板及刀具的进给运动。变 换溜板箱外的手柄位置,可控制刀具纵向或横向进给运动的方向和运动的启 动、停止。 7 )进给箱:功用:将主轴通过挂轮箱传递来的回转运动传给光杠或丝杠。进给箱内有变速机构,可实现光杠或丝杠的转速变换,以调节进给量或螺距。 8)挂轮箱:功用:将主轴的回转运动传递给进给箱。挂轮箱内有挂轮装置,配换不同齿数 的挂轮(齿轮)可改变进给量或车螺纹时的螺距(或导程) 3.图2所示为齿轮孔的局部图,设计尺寸是:孔05 .00 40 mm 需淬硬,键槽尺寸深度为 30 .00 46 mm 。孔和键槽的加工顺序是:1)镗孔至10.006.39 mm 。2)插键槽,工序尺寸为A 。3)淬火热处理。4)磨内孔至05 .00 40 mm ,同时保证05 .00 40 mm (假设磨孔和镗孔时的同 轴度误差很小,可忽略)。试求插键槽的工序尺寸及其公差。 解:(1)由题意,列尺寸链如图所示。 (2)解尺寸链,可得插键槽工序尺寸及公差为: 尺寸3 .0046 为封闭环,解之得:23 .00 85.45 A 12.根据用途的不同把工艺基准可分为 工序基准 , 定位基准 , 测量基准 , 装配基准 。 2.滚齿机的传动系统是按滚削斜齿圆柱齿轮的传动原理设计的。√ 6.在卧式铣床上加工表面有硬皮的毛坯零件时,应采用逆铣切削。√ 7.牛头刨床的刨刀是作往复运动的,而龙门刨的刨刀是作间歇移动的。√ 15.工序集中,工件精度容易保证,生产率高,同时便于计划和管理,所以在一般情况下,应尽量将工序集中。× 5.粗加工时应选择(水溶液、切削油),粗磨时,应选择(软、硬)砂轮。 13.夹紧力的方向应与切削力方向(相同,相反),夹紧力的作用点应该(靠近,远离)工件加工表面。 15.磨削加工时,应选择(乳化液,切削油),为改善切削加工性,对不锈钢进行(退火,淬火)处理。 5.粗加工时应选择(水溶液、切削油),粗磨时,应选择(软、硬)砂轮。 2.剪切角增大,表明切削变形(增大,减少);当切削速度提高时,切削变形(增大,减少)。 3.当高速切削时,宜选用(高速钢,硬质合金)刀具;粗车钢时,应选用(YT5、YG6、 图2 齿轮孔的局部图 A 05.008.19 025.0020 3 .0046 YT30)。 6.当主偏角增大时,刀具耐用度(增加,减少),当切削温度提高时,耐用度(增加、减少)。 3.下列加工工序中 C 不是自为基准加工的 A.浮动镗刀镗孔 B.无心磨床磨外圆 C.齿轮淬火后磨齿面 D.浮动铰刀铰孔 4.有三点和工件相接触的一个自位支承,限制工件的 A 个自由度 A.一 B.二 C.三 D.四 5. A 为常值系统误差 7.轴类零件加工中,为了实现基准统一原则,常采用 C 作为定位基准。 A.选精度高的外圆 B.选一个不加工的外圆 C.两端中心孔9.在金属切削过程中,可将切削层划分为三个区,那么,加工硬化现象发生在 D 区内。 A.第一变形区 B.第二变形区 C.第三变形区 D. 第一变形区和第三变形区 3.下列加工工序中 C 不是自为基准加工的 A.浮动镗刀镗孔 B.无心磨床磨外圆 C.齿轮淬火后磨齿面 D.浮动铰刀铰孔 4.有三点和工件相接触的一个自位支承,限制工件的 A 个自由度 A.一 B.二 C.三 D.四 5. A 为常值系统误差 7.轴类零件加工中,为了实现基准统一原则,常采用 C 作为定位基准。 A.选精度高的外圆 B.选一个不加工的外圆 C.两端中心孔9.在金属切削过程中,可将切削层划分为三个区,那么,加工硬化现象发生在 D 区内。 A.第一变形区 B.第二变形区 C.第三变形区 D. 第一变形区和第三变形区 1.积屑瘤是在(3)切削塑性材料条件下的一个重要物理现象 ①低速②中低速③中速④高速 3.为减小传动元件对传动精度的影响,应采用(2)传动 升速②降速③等速④变速 9.工序余量公差等于(1) ①上道工序尺寸公差与本道工序尺寸公差之和 ②上道工序尺寸公差与本道工序尺寸公差之差 ③上道工序尺寸公差与本道工序尺寸公差之和的二分之一 ④上道工序尺寸公差与本道工序尺寸公差之差的二分之一 12.编制零件机械加工工艺规程,编制生产计划和进行成本核算最基本的单元是(3) ①工步②安装③工序④工位 13.切削加工中切削层参数不包括(4) ①切削层公称厚度②切削层公称深度③切削层公称宽度④切削层公称横截面积 14.工序尺寸只有在(1)的条件下才等于图纸设计尺寸 ①工序基本尺寸值等于图纸设计基本尺寸值②工序尺寸公差等于图纸设计尺寸公差③定位基准与工序基准重合④定位基准与设计基准不重合 20.镗床主轴采用滑动轴承时,影响主轴回转精度的最主要因素是(1) 22.误差复映系数与工艺系统刚度成(2) ①正比②反比③指数关系④对数关系 20.镗床主轴采用滑动轴承时,影响主轴回转精度的最主要因素是(1) 22.误差复映系数与工艺系统刚度成(2) ①正比②反比③指数关系④对数关系 25.铸铁箱体上φ120H7孔常采用的加工路线是(1) ①粗镗—半精镗—精镗②粗镗—半精镗—铰 ③粗镗—半精镗—粗磨④粗镗—半精镗—粗磨—精磨 4.精加工时通常采用负的刃倾角。× 5.零件表面粗糙度值越小,表面磨损越小。× 6.工件的内应力不影响加工精度。× 7.铜、铝等有色金属及其合金宜采用磨削方法进行精加工。× 8.工序余量等于上道工序尺寸与本道工序尺寸之差的绝对值。√ 9.工艺尺寸链组成环的尺寸一般是由加工直接得到的。√ 10.在工艺成本中可变费用是与年产量无关的费用。× 11.提高工艺系统薄弱环节的刚度,可以有效地提高工艺系统的刚度。√ 12.金刚石刀具硬度很高,可用于加工淬火钢。× 13.给定刀具磨钝标准VB值,则刀具的使用寿命T也就确定了。× 14.砂轮的硬度越高,磨粒的硬度不一定也越高。√ 15.使用可调支承时,调整后起定位作用,限制工件的自由度。× 16.切削变形系数大于1。√ 17.粗基准一般不允许重复使用。√ 18.镗床没有误差敏感方向。× 20.误差复映系数与毛坯误差成正比。× 21.机床部件的实际刚度大于按实体估计的刚度。× 25.采用试切法直接保证零件尺寸时,会产生基准不重合误差。× 一年级下学期必读书目和选读书目(逐年修订) (二下)本学期必读书目和选读书目(逐年修订) (三上)本学期必读书目及选读书目(逐年修订) (三下)本学期必读书目和选读书目(逐年修订) (四上)本学期必读书目及选读书目(逐年修订) 必读书目作者出版社《草原上的小木屋》 (必读) 罗兰·英格斯·怀德天地出版社 幼学启蒙第四辑——智谋故事(必读)《奇猫》 《泄气生员》 《巧治妒妇》文:刘承智图:关守信 文:刘承智图:丛林 文:刘承智图:陈铭 文:刘承智图:王鸿翔 新世界出版社 《道人父子》 《极地特快》(必读) 克里斯·范·艾尔斯伯格译林出版社 《獾的礼物》(必读) (英)华莱少年儿童出版社《总有一天会长大》(选读)(挪)托摩脱·蒿根著, 裴胜利译 河北少儿出版社 《银顶针的夏天》(选读) 伊丽莎白·恩赖特新蕾出版社 《天使的雕像》(选读) 柯尼斯伯格新蕾出版社 《小飞人卡尔松》(选读) 林格伦中国少年儿童出版社《小飞侠彼得·潘》 (选读) (英)巴里·麦考琳著,少年儿童出版社《嘭嘭嘭》(选读) 童嘻嘻春风文艺出版社《成语故事》(选读) 李新成编写人民文学出版社《哈里波特与魔法石》(选读) J·K·罗琳人民文学出版社《昆虫记》(全两册)美绘版(选 读) (法)法布尔中国少年儿童出版社 《最美的科普》(6册/套)雅各布著安徽少年儿童出版社《寄小读者》冰心浙江少年儿童出版社《小银和我》(西)希梅内斯(Jimenez, J.R.)著, 浙江文艺出版社 《随风而来的玛丽阿姨》(英)特拉芙斯著,任溶溶 译 明天出版社 (四下)本学期必读书目和选读书目(逐年修订) 书名作者出版社 《秘密花园》(必读)(美)弗朗西丝米尔译中国妇女出版社 幼学启蒙第四辑——中国智谋故事(必读)《田忌赛马》 《黄盖诈降》 《包拯断牛》 《海瑞惩霸》文:宏生图:蔡立国 文:宏生图:季鑫焕 文:宏生图:马骥 文:宏生图:段谷风 新世界出版社 《铁丝网上的小花》(必读)(意)格莱兹(意)英诺森提 著(意)英诺森提绘代维译 明天出版社 《青鸟》(选读)(比)梅特林克著肖俊风译天津教育出版社《汤姆·索亚历险记》(选读)(美)马克·吐温人民文学出版社《福尔摩斯探案集》(选读)(英)柯南道尔译林出版社 《小鬼鲁智胜》(选读)秦文君少年儿童出版社《浪漫鼠德佩罗》(选读)迪卡米洛著蒂莫西·埃林图新蕾出版 《海底两万里》(选读)(法)儒勒·凡尔纳著译林出版社 《小学生最爱玩的380个思维游 戏》(选读) 邓代玉刘青编: 广西科学技术出版社 1.刀具后角是指后刀面与切削平面间的夹角。 3.精车铸铁时应选用(YG3);粗车钢时,应选用(YT5)。 4.当进给量增加时,切削力(增加),切削温度(增加)。 8.机床型号由字母与数字按一定规律排列组成,其中符号C代表(车床)。 11.定位基准与工序基准不一致引起的定位误差称(基准不重合)误差,工件以平面定位时,可以不考虑(基准位置)误差。 12.机床制造误差是属于(系统)误差,一般工艺能力系数C p应不低于(二级)。 15.工艺过程是指用机械加工方法直接改变原材料或毛坯的形状、尺寸和性能,使之成为合格零件的过程。 一、简述切削变形的变化规律,积屑瘤对变形有什么影响?(8分) 变形规律:ro↑,Λh↓;Vc↑,Λh↓;f↑, Λh↓; HB↑, Λh↓ 积屑瘤高度Hb↑,引起刀具前角增加,使Λh↓ 六、加工下述零件,以B面定位,加工表面A,保证尺寸10+0.2mm,试画出尺寸链并求出工序尺寸L及公差。(8分) L=mm 2201.0- 九、在六角自动车床上加工一批18 03 .0 08 .0 φ+-mm滚子,用抽样检验并计算得到全部工件的平均尺寸为Φ17.979mm,均方根偏差为0.04mm,求尺寸分散围与废品率。 尺寸分散围:17.859-18.099mm 废品率: 17.3% 1.工序是指一个工人在一台机床上对一个(或多个)零件所连续完成的那部分工艺过程。 2.剪切角增大,表明切削变形(减少);当切削速度提高时,切削变形(减少)。 3.当高速切削时,宜选用(硬质合金)刀具;粗车钢时,应选用(YT5)。 4.CA6140车床可加工公制,英制,模数和径节等四种螺纹。 5.不经修配与调整即能达到装配精度的方法称为(互换法)。 6.当主偏角增大时,刀具耐用度(减少),当切削温度提高时,耐用度(减少)。 11.定位基准面和定位元件制造误差引起的定位误差称(基准位置)误差,工件以平面定位时,可以不考虑(基准位置)误差。 12.测量误差是属于(随机)误差,对误差影响最大的方向称误差敏感方向。 13.夹紧力的方向应与切削力方向(相同),夹紧力的作用点应该(靠近)工件加工表面。 一、金属切削过程的本质是什么?如何减少金属切削变形?(8分) 山东省高中信息技术会考真题 1-5(2015 版) 单选题 1、下列文件中可以用 Windows 附件中的画图软件编辑的是( )。 A 、齐鲁文化 .pdf B 、花季护航 .exe C 、魅力山东 .bmp D 、我的祖国 .wav 2、要想将报纸上的文章录入到电脑里,手工录入比较慢,我们可以借助现代技术来完成:扫描→识 别→编辑,这三个步骤分别需要使用哪些硬件和软件? A 、扫描仪、尚书 OCR 、记事本 B 、数码相机、尚书 OCR 、Excel C 、扫描仪、金山快译、 Word D 、数码相机、金山快译、记事本 3、下列有关文件与文件夹的说法正确的是( ) A 、同一文件夹下的两个文件允许重名 B 、可以新建文件而不能新建文件夹 C 、不同文件夹下的两个文件允许重名 D 、可以新建文件夹而不能新建文件 4、网上购物已成为一种时尚,以下不是专业电子商务网站的是( ) A 、腾讯拍拍 B 、当当网 C 、淘宝网 D 、新华网 5、下列属于压缩软件的是( ) A 、暴风影音 B 、Winzip C 、迅雷 D 、千千静听 6、上网时需要使用许多密码,下列关于密码的设置方法中不安全的是( ) A 用自己的生日、电话号码作为密码 B 、用无规律的大小写字母、数字组成密码 C 、密码使用一段时间后重新设置 D 、如果没有限制,密码的长度不能太短 7、下列不属于多媒体信息的是( ) A 音频、视频 B 、磁带、光盘 C 、文字、图形 8、计算机感染病毒后,肯定不能清除病毒的措施是( A 、升级杀毒软件并运行 B 、强行关闭计算机 C 、找出病毒文件并删除 D 、格式化整个硬盘 9、学校举办班级网页评比,同学们的作品不适合存放在 ( A 、光盘 B 、MP4 C 、内存 D 、移动硬盘 10、2010年 1月 15日,中国互联网络信息中心发布《第 告显示,我国网民的年龄颁如下所示: 若用 E x c e l 图表来体现各年龄段网民的比例,应选择的图表类型是( )。 D 、影像、动画 ) )中上交 25 次中国互联网络发展状况统计报 一年级课外必读书目测试题 班级__________ 姓名___________ 得分____________ 一、选择题(每题3分) 1、小猪唏哩呼噜是谁?() ①小十二②小十一③老大 2、小猪到好朋友()家去吃午餐,吃得太饱,一弯腰把裤带撑断了。 ①小蛇花花②八哥再见③小鹿叮铃 3、君伟在上一年级后终于当上了() ①班长②小队长③组长 4、君伟在学校把校长当成了() ①老板②阿姨③工友爷爷④老师 5、小猪替狐狸掌柜运垃圾,狐狸掌柜最后送小猪() ①一块大蛋糕②两个大“心里美”萝卜③一个大鸡蛋 6、八哥小姐吃了()又重新会说话了。 ①大萝卜②咸鸭蛋③一吃就想起来薯 7、教小猪的哇呜老师原来就是之前叼他的() ①大狼②月牙熊③熊先生 8、哇呜老师出的数学题:3+5= ,小狐狸偏偏说等于()。 ① 6 ② 9 ③7 9、鸡太太家闹鬼了,请来()捉鬼。 ①猫先生②小猪唏哩呼噜③猴子皮皮 10、小猪守着鸡宅,深夜被惊醒,吓得躲在大筐里,结果孵出了一筐的() ①小鸡②小鸭子③鹅 11、君伟把妈妈招待老师做家庭访问的()给吃了。 ①苹果②桔子③桃子④梨 12、猫先生替()抓耗子。 ①唏哩呼噜②猪太太③猪先生 13、小猪的朋友——花花是() ①耗子②猫先生③蛇 14、小猪要在()家干三个月的活儿。 ①马太太②小猴子皮皮③象博士 15、小猴子皮皮因为(),满嘴的牙都掉光了。 ①骑自行车摔倒了②吃了小猪的橘子③被妈妈打的 16、君伟喜欢运动会是因为妈妈在这一天给他()。 ①买蛋糕②买冷饮③买汽水④买糖果 17.小猪唏哩呼噜家的钱放在() ①保险柜②大床的褥子下面③抽屉里 18.哇呜老师是()。 ①猴子②狐狸③大狼 19、君伟的几个同学中,()最爱打小报告。 ①林世哲②张志伟③李静④王婷 20.哇呜老师上课时,()睡着了。 ①小猪唏哩呼噜②小马驹白白③狐狸丁丁 二、判断题(对的打“√”,错的打“×”每题4分) 1、猫先生没有抓到耗子了。(√) 2、花花抓到耗子了。(√) 3、唏哩呼噜是一只善良的小猪。(√) 4、大狼叼走小猪唏哩呼噜是因为他是最肥的。(√) 5、小猪一枪,把月牙熊的屁股打了一个打洞。(×) 6、小猪家里也有一个保险柜。(×) 7、大狼先生一看到铜板眼就发光。(√) 8、狐狸丁丁和小猪唏哩呼噜去电子游戏厅玩,最后赢了很多硬币。(×) 9、唏哩呼噜为了给爸爸买汽车去抢劫,抢走了毛先生的十万元。 (×)10、野猪的牙齿全被猩猩老二的橘子酸掉了。(√) 安 徽 工 业 大 学 工 商 学 院 试 题 纸(C3) 五.计算分析题(45分) 5-1在无心磨床上磨削销轴外圆,要求外径0.016 0.04312d mm φ--=。抽取一批零件,经实测后计算得到11.947x mm =, 0.005mm σ=,其尺寸分布符合正态分布。试画出销轴直径尺寸分布图并分析该工序的加工质量。(10分) 5-2铣削题5-2图所示一批工件上的键槽,以圆柱面0 d d δφ-在90α=o 的V 形块定位。求加工尺寸为1A 时的误差。 (10分) 题5-2图 铣削键槽工序简图及工件在V 形块定位时的基准位移误差 安徽工业大学工商学院试题纸(C4) 5-3车削加工短圆柱工件(见题5-3图)。设工件重力100 W N =,主轴转速1000/min n r =,不平衡质量m到旋转中心的距离5mm ρ=,工艺系统的刚度为4 310/ xt k N mm =?。(5分) 求①离心力 Q F; ②在半径(加工误差敏感)方向上的加工误差 r ? 题5-3图惯性力引起的加工误差 5-4.分析CA6140型卧式车床主轴箱传动系统(见题图)。(10分) 求①以主电机为首件、主轴为末端件,写出其主轴转速的运动平衡式; ②分析主运动传动系统主轴反转时的传动级数; ③计算主轴的最高转速和最低转速。 题5-4图CA6140型卧式车床主轴箱传动系统图 m VI ax n min VI n VI n 安 徽 工 业 大 学 工 商 学 院 试 题 纸(C5) 5-5. 一次加工满足多个设计尺寸要求时工序尺寸及公差的计算(10分) 齿轮上内孔及键槽的加工顺序如下: 工序1:镗内孔至0.062 39.6φ+; 工序2:插槽至尺寸1A ; 工序3:热处理—淬火; 工序4:磨内孔至0.039 40φ+, 同时保证键槽深度0.2 043.3+。 求:① 做出尺寸链图; ②按照加工顺序确定封闭环; ③画箭头分出增环和减环; ④中间工序尺寸1A 的计算。 题5-5图 齿轮孔及键槽加工的工艺尺寸链 机械制造技术基础(试题1) 班级姓名学号成绩 一、填空选择题(30分) 1.刀具后角是指。 2.衡量切削变形的方法有两种,当切削速度提高时,切削变形(增加、减少)。 3.精车铸铁时应选用(YG3、YT10、YG8);粗车钢时,应选用(YT5、YG6、YT30)。 4.当进给量增加时,切削力(增加、减少),切削温度(增加、减少)。 5.粗磨时,应选择(软、硬)砂轮,精磨时应选择(紧密、疏松)组织砂轮。 6.合理的刀具耐用度包括与两种。 7.转位车刀的切削性能比焊接车刀(好,差),粗加工孔时,应选择(拉刀、麻花钻)刀具。 8.机床型号由与按一定规律排列组成,其中符号C代表(车床、钻床)。 9.滚斜齿与滚直齿的区别在于多了一条(范成运动、附加运动)传动链。滚齿时,刀具与工件之间的相对运动称(成形运动、辅助运动)。 10.进行精加工时,应选择(水溶液,切削油),为改善切削加工性,对高碳钢材料应进行(退火,淬火)处理。 11.定位基准与工序基准不一致引起的定位误差称(基准不重合、基准位置)误差,工件以平面定位时,可以不考虑(基准不重合、基准位置)误差。 12.机床制造误差是属于(系统、随机)误差,一般工艺能力系数C p应不低于(二级、三级)。 13.在常用三种夹紧机构中,增力特性最好的是机构,动作最快的是 机构。 14.一个浮动支承可以消除(0、1、2)个自由度,一个长的v型块可消除(3,4,5)个自由度。 15.工艺过程是指 。 二、外圆车刀切削部分结构由哪些部分组成?绘图表示外圆车刀的六个基本角度。(8分) 三、简述切削变形的变化规律,积屑瘤对变形有什么影响?(8分) 四、CA6140车床主传动系统如下所示,试列出正向转动时主传动路线及计算出最高转速与 最低转速。(8分) 五、什么叫刚度?机床刚度曲线有什么特点?(8分) 六、加工下述零件,以B面定位,加工表面A,保证尺寸10+0.2mm,试画出尺寸链并求出工序尺寸L及公差。(8分) 必读书目练习题 一、选择题: 猜猜我有多爱你 1.睡觉前小兔子让大兔子猜(③)。 ①明天我们到哪里玩②谁的手举得高③猜猜我有多爱你 2.第一次小兔子用(③)动作表示他有多么爱妈妈。 ①说话②跳高③把手臂张开,开得不能再开 3.第二次小兔子说:“(②),我就有多爱你。” ①我跳得多高②我的手举得多高③我跑步跑得多快 4.第三次小兔子(③)说:“我爱你一直爱到我的脚指头。” ①跑步②跳高③倒立起来,把脚撑在树干上。 了不起的狐狸爸爸 5.邦斯是(③)的场主,爱吃(⑤),博吉斯是(①)的场主,爱吃(④),比恩是(②)的场主,爱吃(⑥)。 ①养鸡场②火鸡饲养场③鸭鹅饲养场④水煮鸡⑤炸面卷和鹅肝⑥烈性苹果酒 6.狐狸爸爸在拿苹果酒时遇到了哪种动物(③) ①鼹鼠②鼬鼠③老鼠④兔子 7.三个饲养场主要把狐狸挖出,狐狸爸爸用什么办法逃生(②) ①快速飞奔②向下挖洞③搬往别处③比恩的火鸡饲养场④比恩的苹果酒窖 8.狐狸爸爸的(④)被三个饲养场主打掉了 ①耳朵②手③眼睛④尾巴 9.之前狐狸爸爸为什么能闻到三个饲养场主的味道(②) ①他们很近②狐狸爸爸逆风而行③他们的气味很臭 10.他们在邦斯的仓库里拿了食物:鸭、鹅、火腿、熏猪肉和(④)①青菜②奶酪③苹果④胡萝卜 11.《了不起的狐狸爸爸》的作者是(③) ①美国的海明威②爱尔兰的奥斯卡·王尔德③英国的罗尔德·达尔 12.狐狸爸爸为什么不让小狐狸出洞抢鸡(③) ①这是偷东西②狐狸爸爸会去抢③那是个陷阱 13.狐狸先生挖地道后的第一个目标是哪里(①) ①博吉斯的1号鸡舍②邦斯的大仓库③比恩的秘密苹果酒窖 14.了不起的狐狸爸爸很聪明,你是从哪件事看出来的(②) ①他为妻子唱歌②放好鸡舍的地板③请动物们参加宴会 15.是谁第一个决心要去摸一摸月亮的(②) ①大象②小海龟③猴子④狮子 《小布头奇遇记》《了不起的狐狸爸爸》《眼睛树》 《安徒生童话》《爷爷一定有办法》 阅读测试题目: 《小布头奇遇记》阅读测试题一、选择题(每题2分) 1.《小布头奇遇记》的作者是(). A.孙幼军B.金波 《机械制造技术基础》期末考试试题及答案 一、填空题(每空1分,共15分) 1.切削时工件上形成的三个表面是已加工表面、过渡表面和待加工表面。 2.工件与刀具之间的相对运动称为切削运动,按其功用可分为主运动和进给运动,其中 建议收藏下载本文,以便随时学习! 主运动消耗功率最大。 3.在磨削过程中,磨料的脱落和破碎露出新的锋利磨粒,使砂轮保持良好的磨削能力的 特性称为砂轮的自锐性。 4.按照切削性能,高速钢可分为普通性能高速钢和高性能高速钢两种,超硬刀具材料主 要有陶瓷、金刚石和立方氮化硼三种 5.在CA6140车床上加工不同标准螺纹时,可以通过改变挂轮和离合器不同的离合状态 来实现。 6.CA6140上车圆锥面的方法有小滑板转位法、_尾座偏移法和靠模法。 7.外圆车刀的主偏角增加,背向力F p减少,进给力F f增大。 8.切削用量要素包括切削深度、进给量、切削速度三个。 9.加工脆性材料时,刀具切削力集中在刀尖附近,宜取较小的前角和后角。 10.在车削外圆时,切削力可以分解为三个垂直方向的分力,即主切削力,进给抗力和切深抗力,其中在切削过程中不作功的是切深抗力。 11.金刚石刀具不适合加工铁族金属材料,原因是金刚石的碳元素与铁原子有很强的化学亲和作用,使之转化成石墨,失去切削性能。 12.研磨可降低加工表面的粗糙度,但不能提高加工精度中的位置精度。 13.滚齿时,刀具与工件之间的相对运动称范成运动。滚斜齿与滚直齿的区别在于多了一条附加运动传动链。 14.为了防止机床运动发生干涉,在机床传动机构中,应设置互锁装置。 15.回转,转塔车床与车床在结构上的主要区别是,没有_尾座和丝杠 二、单项选择题(每题1分,20分) 1、安装外车槽刀时,刀尖低于工件回转中心时,与其标注角度相比。其工作角度将会:( C ) A、前角不变,后角减小; B、前角变大,后角变小; C、前角变小,后角变大; D、前、后角均不变。 2、车外圆时,能使切屑流向工件待加工表面的几何要素是:(A ) A、刃倾角大于0°; B、刃倾角小于0°; C、前角大于0°; D、前角小于0°。 3、铣床夹具上的定位键是用来(B)。 A、使工件在夹具上定位 B、使夹具在机床上定位 C、使刀具对夹具定位 D、使夹具在机床上夹紧 4、下列机床中,只有主运动,没有进给运动的机床是( A ) A、拉床 B、插床 C、滚齿机 D、钻床 5、车削外圆时哪个切削分力消耗功率为零?( B ) A、主切削力; B、背向力; C、进给力; D、摩擦力。 6、在金属切削机加工中,下述哪一种运动是主运动( C ) A、铣削时工件的移动 B、钻削时钻头直线运动 C、磨削时砂轮的旋转运动 D、牛头刨床工作台的水平移动 7、控制积屑瘤生长的最有效途径是( A ) 高息技术会考试题必修部分 选择题 主题一:信息技术与社会 (一)信息及其特征 1.现代社会中,人们把 B 称为构成世界的三大要素. A.物质、能量、知识 B.信息、物质、能量 C.财富、能量、知识 D.精神、物质、知识 2.盲人摸象体现了信息交流的重要性,信息可以交流说明了信息具有 D A.价值型 B.时效性 C.载体依附性 D.共享性 3.下列叙述中,其中 D 是错误的 A.信息可以被多个信息接收者接收并且多次使用 B.信息具有时效性特征 c.同一个信息可以依附于不同的载体 D.获取了一个信息后,它的价值将永远存在 4.网络上的信息被人下载和利用,这正说明信息具有 A A.价值性 B.时效性 C.载体依附性 D.可转换性 5. B 不属于信息的主要特征 A.时效性 B.不可能增值 C.可传递、共享 D.依附性 6.下面哪一个不属于信息的一般特征? D A.载体依附性 B.价值性 C.时效性 D.独享性 7.天气预报、市场信息都会随时间的推移而变化,这体现了信息的 C A.载体依附性 B.共享性 C.时效性 D.必要性 8.交通信号灯能同时被行人接收,说明信息具有 B A.依附性 B.共享性 C.价值性 D.时效性 9.关于信息特征,下列说确的是 B A.信息能够独立存在 B.信息需要依附于一定的载体 C.信息不能分享 D.信息反映的是时间永久状态 10.下面对信息特征的理解,错误的是 B A.天气预报、情报等引出信息有时效性 B.信息不会随时间的推移而变化 C.刻在甲骨文上的文字说明信息的依附性 D.盲人摸象引出信息具有不完全性 11.在朝鲜战争即将爆发的时候,蓝德公司向美国政局高价兜售一份调查报告没被理会,战后美国政府分文未花就得到该报告,这体现了信息的 D A.价值性 B.可伪性 C.具有可传递性 D.具有时效性 12.关于信息共享与物质的共享的差别,以下说确的是 C A.信息一方使用时另一方就不能使用 B.信息使用后就会损耗 C.信息可无限复制、传播或分配给众多的使用者 D.信息可以有限的使用 13.将几幅相互无关联的图像通过图像处理软件(如photoshop)的加工后,形成一幅富有创意,有实际用途的图像,这体现了信息是 C A.可以共享的 B.需依附一定载体的 C.可以增值的 D.具有时效性 14.武王伐纣作为中国历史上的重大事件,却没有甲骨文资料记载其确切年代。现代考古工作者根据历史传说中的“天象”,利用天文知识成功地完场该时间的判定。这说明信息具有 C 特征。 A.可传递性 B.时效性 C.载体依附的可转换性 D.价值性 第一卷必修部分评析 一、单选题(题数:15道,共:30.0分,得分:0.0分) 1、(必修)百度、谷歌等网站提供了在线自动翻译的功能,这属于()。(×) A、基于程序设计的自动化信息加工 B、基于网络技术的信息加工 C、基于人工智能技术的智能化信息加工 D、基于人工方式的信息加工 系统答案:C 考生答案: 2、(必修)陈老师要告知班上的学生有关校园书法比赛的消息,最方便、有效的信息发布方式是()。(×) A、将比赛的通知打印出来发给每一位学生 B、在校园论坛上发布通告 C、在教室里上课前口头告知全班学生 D、打电话通知每一位学生 系统答案:C 考生答案: 3、(必修)在搜索引擎中使用多个关键词进行搜索时,输入正确的是( )。(×) A、歌曲:小苹果:筷子兄弟 B、歌曲;小苹果;筷子兄弟 C、歌曲小苹果筷子兄弟 D、歌曲!小苹果!筷子兄弟 系统答案:C 考生答案: 4、(必修)如图所示计算钱梅宝的平均分,在单元格I3中输入下列选项中的公式,不能得到正确结果的是()。 (×) A、=A VERAGE(C3:G3) B、=(C3+D3+E3+F3+G3)/5 C、=A VERAGE(C3:H3) D、=H3/5 系统答案:C 考生答案: 5、(必修)下列与信息有关的说法中,错误的是( )。(×) A、信息技术对社会的影响既有积极的一面也有消极的一面 B、网络上的不良信息太多,应该禁止青少年上网 C、对信息技术的发展,不应过度崇拜,也不应盲目排斥 D、随着计算机技术的发展,可以通过语音来进行计算机输入 系统答案:B 考生答案: 6、(必修)行政部小张要统计公司各部门的员工人数,做了以下工作: ①选定相关的数据区域; ②按员工姓名顺序,建立了包含编号、姓名、部门、职位等字段的Excel工作表,并输入了所有员工的相关信息; ③通过数据“分类汇总”功能统计出各部门的员工人数; ④按部门递增的顺序排序。 这些工作的正确顺序是()。(×) A、①→②→③→④ B、②→①→④→③ C、①→②→④→③ D、③→①→②→④ 系统答案:B 考生答案: 7、(必修)图1是使用ACDSee软件打开图片进行处理的界面,需要将图片处理成如图2所示的结果,应该点击按钮()。 (×) 系统答案:B 考生答案: 填空题: 1.可以将零件的生产类型划分单件生产、成批生产和大量生产三种生产类型。 2.机械制造厂从原材料(或半成品)进厂一直到把成品制造出来的各有关劳动过程的总和统称为生产过程。 4.基准可分为:设计基准和工艺基准。 5.工件的装夹过程就是定位过程和夹紧过程的综合。 1工艺基准:工艺过程中所使用的基准;可分为:工序基准(工序图上,用来确定加工表面尺寸、形状和位置所依据的基准)、定位基准(在加工中用作定位的基准,而体现定位基准的定位表面,为定位基面)、测量基准、装配基准 10定位误差与夹紧误差之和称为装夹误差。 11工件装夹有找正装夹的夹具装夹两种方式;找正装夹又可分为直接找正装夹和划线找正装夹 选择题: 定位基准是指(3) 1、机床上的某些点、线、面 2、夹具上的某些点、线、面 3、工件上的某些点、线、面 4、刀具上的某些点、线、面 工序基准定义为(2) 1、设计图中所用的基准 2、工序图中所用的基准 3、装配过程中所用的基准 4、用于测量工件尺寸、位置的基准 工件以圆柱面在短V形块上定位时,限制了工件(4)个自由度。 1、5 2、 4 3、3 4、2 判断题: 轴类零件常用两中心孔作为定位基准,遵循了互为基准原则。()错误 可调支承一般每件都要调整一次,而辅助支承可每批调整一次。()错误 采用六个支承钉进行工件定位,则限制了工件的6个自由度。()正确 机械产品的生产过程只包括毛坯的制造和零件的机械加工。(错误) 机械加工工艺系统由工件、刀具、夹具和机床组成。(正确)55. 工件在夹具中定位,有六个定位支承点就消除了六个自由度即为完全定位。(×) 56. 一个工序中只能包含一个安装。(×) 改错题: 名词解释: 3.工序—一个或一组工人,在一个工作地对同一个或同时 对几个工件所连续完成的那一部分工艺过程。 4.划线基准—划线时,在工件上所选定的用来确定其他点、 考生:模拟考生 1 总分: 34 第一大题:单选题共有 45 道题目 , 总分为 45分 , 得分为 27 分第 1 小题 : (110301003) 分数: 1 分, 得分: 1 分多媒体技术的发展经过了起步阶段和标准化阶段,现已进入______ 阶段。 (A) 启蒙 (B) 标准化(C) 实验(D) 应用发展 考生答案 : D 正确答案 : D 第 2 小题 : (74001005)分数: 1 分, 得分: 0 分_______是随机存储器的缩写,这种存储器是一种 _______存储器。 (A) RAM、只读 (B) RAM、读写(C) ROM、只读(D) ROM、读写考生答案 : C 正确答案 : B 第 3 小题 : (63401001)分数: 1 分, 得分: 1 分下列文件类型中,能够包含视频信息 ________。 (A) .wav (B) .mid(C) .mp3 (D) .avi 考生答案 : D 正确答案 : D 第 4 小题 : (52501005)分数:1 分, 得分: 0 分使用网络收藏夹可以管理 _______。 (A) 文件 (B) 文件夹(C) 网站地址(D) 从网上下载的网页 考生答案 : D 1 / 18 正确答案 : C 第 5 小题 : (105801003) 分数: 1 分, 得分: 1 分未经允许将他人编写的程序修改后作为自己的作品发表,这种行为是 _______。 (A) 侵权行为(B) 合法劳动(C) 受法律保护(D) 值得提倡 考生答案: A 正确答案: A 第6 小题 : (63101001) 分数: 1 分, 得分: 1 分_______格式文件是纯文本 文件,不携带任何文字修饰控制格式,一般字处理软件都能打开。(D) .pdf(A) .doc (B) .txt(C) .html :B 考生答案 : B 正确答案信息 _____信息技术是指与, : (20701001)第 7 小题分数:1分得分:1分有关的技术。输入、输出(A) (B)获取、加工、存储、传输、表示和应用 (C) 加工和输出分类和加工 (D) :B 考生答案 : B 正确答案 2 / 18 必读书目练习题 一、选择题: 1.睡觉前小兔子让大兔子猜(③。 ①明天我们到哪里玩②谁的手举得高③猜猜我有多爱你 2.第一次小兔子用(③动作表示他有多么爱妈妈。 ①说话②跳高③把手臂张开,开得不能再开 3.第二次小兔子说:“(②,我就有多爱你。” ①我跳得多高②我的手举得多高③我跑步跑得多快 4.第三次小兔子(③说:“我爱你一直爱到我的脚指头。” ①跑步②跳高③倒立起来,把脚撑在树干上。 5.邦斯是(③的场主,爱吃(⑤,博吉斯是(①的场主,爱吃(④,比恩是(②的场主,爱吃(⑥。 ①养鸡场②火鸡饲养场③鸭鹅饲养场 ④水煮鸡⑤炸面卷和鹅肝⑥烈性苹果酒 6.狐狸爸爸在拿苹果酒时遇到了哪种动物?(③ ①鼹鼠②鼬鼠③老鼠④兔子 7.三个饲养场主要把狐狸挖出,狐狸爸爸用什么办法逃生?(② ①快速飞奔②向下挖洞③搬往别处 ③比恩的火鸡饲养场④比恩的苹果酒窖 8.狐狸爸爸的(④被三个饲养场主打掉了? ①耳朵②手③眼睛④尾巴 9.之前狐狸爸爸为什么能闻到三个饲养场主的味道?(② ①他们很近②狐狸爸爸逆风而行③他们的气味很臭 10.他们在邦斯的仓库里拿了食物:鸭、鹅、火腿、熏猪肉和(④ ①青菜②奶酪③苹果④胡萝卜 11.《了不起的狐狸爸爸》的作者是(③ ①美国的海明威②爱尔兰的奥斯卡·王尔德③英国的罗尔德·达尔 12.狐狸爸爸为什么不让小狐狸出洞抢鸡?(③ ①这是偷东西②狐狸爸爸会去抢③那是个陷阱 13.狐狸先生挖地道后的第一个目标是哪里?(① ①博吉斯的1号鸡舍②邦斯的大仓库③比恩的秘密苹果酒窖 14.了不起的狐狸爸爸很聪明,你是从哪件事看出来的?(② ①他为妻子唱歌②放好鸡舍的地板③请动物们参加宴会 15.是谁第一个决心要去摸一摸月亮的?(② ①大象②小海龟③猴子④狮子 16.谁够不着月亮,叫来了大象?(① ①海龟②长颈鹿③狮子④老鼠 17.月亮一开始是怎样的表情?(② 机械制造技术 1.获得尺寸精度的方法有试切法、定尺寸刀具法、调整法 及自动控制法。 2.获得位置精度的方法有直接找正法、划线找正法、夹具定位法。 3.机床几何误差主要由主轴回转误差、导轨误差、传动链误差组成。 4.产品的生产过程主要可划分为四个阶段.即新产品开发阶段、 产品制造阶段、产品销售阶段和售后服务阶段。 5.机械加工顺序安排:基面先行、先粗后精、先主后次、 先面后孔等。 7.基准指零件上用来确定其他点、线、面位置的几何要素.分为两大 类:设计基准和工艺基准。 8.主轴的回转误差的三种基本形式:径向跳动、轴向窜动和角度摆动。 9. 夹具由定位装置、夹紧装置、夹具体和其他装置或元件组成。 二、选择题(每题2 分.共20 分) 1.积屑瘤对粗加工有利的原因视( A )。 A、保护刀具.增大实际前角 B、积屑瘤硬度高 C、提高加工表面质量 D、加大切削深度 2.与高速钢的刀具耐热度相比.硬质合金刀具的耐热性( C )。 A、较低 B、不确定 C、较高 D、相等 3.车削时直接与切屑接触的刀面称为( B )。 A、基面 B、前刀面 C、主后刀面 D、副后刀面 4.在每一工序中确定加工表面的尺寸和位置所依据的基准.称为( B )。 A、设计基准 B、工序基准 C、定位基准 D、测量基准 5. 在工艺尺寸链中.最后形成的也时间接得到保证的那一环( C )。 A、增环 B、减环 C、封闭环 D、组成环 6.属于成形法加工齿形的是( C )。 A、剃齿 B、插齿 C、铣齿 D、滚齿 7.车削细长轴时.由于工件刚度不足造成工件轴向截面的形状为( C )。 A、矩形 B、梯形 C、鼓形 D、鞍形 8.机械加工时.工件表面产生波纹的原因有( C )。 A、塑性变形 B、残余应力 C、切削过程中的振动 D、工件表面有裂纹 9. 切削加工时.对表面粗糙度影响最大的因素一般是( B )。 A、刀具材料 B、进给量 C、背吃刀量 D、工件材料 10.采用隔振措施可以有效去除的是( B )。 A、自由振动 B、强迫振动 C、颤振 D、自激振动 1.详细叙述工序粗精分开的理由。(8 分) 答:1)粗加工时切削力、切削热和夹紧力都较大.工件产生的内应力和变形也较大.粗精分开.内应力和变形得到释放.并逐步得到纠正.加工精度 提高。 2)粗加工功率大、精度低、效率高.粗精分开.设备等资源优势互补。 3)便于安排热处理。粗加工后时效处理除内应力;淬火后精加工除变形及 氧化层。 4)粗加工在先可及早发现毛坯缺陷.以及时报废或修补.减少浪费;精加 工在后.可消除表面磕碰损伤。 2.拟定下图所示轴的加工工艺路线。已知毛坯为45 钢f 38×126.大批量生产。(7 分) 答:车端面、打中心孔T粗车外圆T半精车外圆、倒角、切退刀槽T铣键槽T粗磨外圆T精磨外圆 1.刀具后角就是指后刀面与切削平面间的夹角。 3.精车铸铁时应选用(YG3);粗车钢时,应选用(YT5)。 4.当进给量增加时,切削力(增加),切削温度(增加)。 8.机床型号由字母与数字按一定规律排列组成,其中符号C代表(车床)。 11.定位基准与工序基准不一致引起的定位误差称(基准不重合)误差,工件以平面定位时,可以不考虑(基准位置)误差。 12.机床制造误差就是属于(系统)误差,一般工艺能力系数C p应不低于(二级)。 15.工艺过程就是指用机械加工方法直接改变原材料或毛坯的形状、尺寸与性能,使之成为合格零件的过程。 一、简述切削变形的变化规律,积屑瘤对变形有什么影响?(8分) 变形规律:ro↑,Λh↓;Vc↑,Λh↓;f↑, Λh↓; HB↑, Λh↓ 积屑瘤高度Hb↑,引起刀具前角增加,使Λh↓ 六、加工下述零件,以B面定位,加工表面A,保证尺寸10+0、2mm,试画出尺寸链并求出工序尺寸L及公差。(8分) L=mm 2201.0- 九、在六角自动车床上加工一批18 03 .0 08 .0 φ+-mm滚子,用抽样检验并计算得到全部工件的平均尺寸为Φ17、979mm,均方根偏差为0、04mm,求尺寸分散范围与废品率。 尺寸分散范围:17、859-18、099mm 废品率: 17、3% 1.工序就是指一个工人在一台机床上对一个(或多个)零件所连续完成的那部分工艺过程。 2.剪切角增大,表明切削变形(减少);当切削速度提高时,切削变形(减少)。 3.当高速切削时,宜选用(硬质合金)刀具;粗车钢时,应选用(YT5)。 4.CA6140车床可加工公制,英制,模数与径节等四种螺纹。 5.不经修配与调整即能达到装配精度的方法称为(互换法)。 6.当主偏角增大时,刀具耐用度(减少),当切削温度提高时,耐用度(减少)。 11.定位基准面与定位元件制造误差引起的定位误差称(基准位置)误差,工件以平面定位时,可以不考虑(基准位置)误差。 12.测量误差就是属于(随机)误差,对误差影响最大的方向称误差敏感方向。 13.夹紧力的方向应与切削力方向(相同),夹紧力的作用点应该(靠近)工件加工表面。 一、金属切削过程的本质就是什么?如何减少金属切削变形?(8分) 信息技术会考必修部分 主题一:信息技术与社会 (一)信息及其特征 1、现代社会中,人们把(B)称为构成世界的三大要素。 A.物质、能量、知识 B.信息、物质、能量 C.财富、能量、知识 D.精神、物质、知识 2、盲人摸象体现了信息交流的重要性,信息可以交流说明了信息具有( D )A.价值性B.时效性C.载体依附性D.共享性 3、下列叙述中,其中( D )是错误的 A.信息可以被多个信息接收者接收并且多次使用B.信息具有时效性特征 C.同一个信息可以依附于不同的载体D.获取了一个信息后,它的价值将永远存在。 4、网络上的信息被人下载和利用,这正说明信息具有( A ) A.价值性B.时效性C.载体依附性D.可转换性 5、( B )不属于信息的主要特征 A.时效性B.不可能增值C.可传递、共享D.依附性6、下面哪一个不属于信息的一般特征?( D ) A.载体依附性B.价值性C.时效性D.独享性7、天气预报、市场信息都会随时间的推移而变化,这体现了信息的( C )A.载体依附性B.共享性C.时效性D.必要性 8、交通信号灯能同时被行人接收,说明信息具有(B)。 A.依附性 B.共享性 C.价值性 D.时效性 9、关于信息特征,下列说法正确的是( B ) A:信息能够独立存在B:信息需要依附于一定的载体 C:信息不能分享D:信息反映的是时间永久状态 10、下面对信息特征的理解,错误的( B ) A.天气预报、情报等引出信息有时效性 B.信息不会随时间的推移而变化 C.刻在甲骨文上的文字说明信息的依附性 D.盲人摸象引出信息具有不完全性 11、在朝鲜战争即将爆发的时候,蓝德公司向美国政局高价兜售一份调查报告没被理会,战后美国政府分文未花就得到该报告,这体现了信息的:(D) A:价值性 B:可伪性 C:具有可传递性D:具有失效性 12、关于信息共享与物质的共享的差别,以下说法正确的是:C A:信息一方使用时另一方就不能使用B:信息使用后就会损耗 C:信息可无限复制、传播或分配给众多的使用者D:信息可以有限的使用 13、将几副相互无关联的图像通过图像处理软件(如Photoshop)的加工后,形成一副富有创意,有实际用途的图像,这体现了信息是( C ) A:可以共享的 B:需依附一定载体的 C:可以增值的 D:具有实效性 14、武王伐纣作为中国历史上的重大事件,却没有甲骨文资料记载其确切年代。现代考古工作者根据历史传说中的“天象”,利用天文知识成功地完成该时间的判定。这说明信息具有(C)特征。 A、可传递性 B、时效性 C、载体依附的可转换 性D、价值性 15、某次语文测验成绩已经按学号顺序录入到Excel表中,对语文成结在100 分以上的学生筛选,得出相应的名单,这体现了信息的(B). A、可以共享的 B、可以增值的 C、需依附一定载体 D、具有时效性 1.工序集中 2.刀具标注前角γ0 3.砂轮硬度 4.加工余量 1.在标注刀具角度的静止参照系中,构成正交平面(主剖面)参照系的辅助平面中经过主 切削刃上任一点与切削速度相垂直的平面是。 2.铰孔可降低加工表面的粗糙度和提高加工精度,但不能提高加工精度中的 精度。 3.工件的定位通常有四种情况,根据六点定位原理,其中常用且能满足工序加工要求的定 位情况有和,故夹具设计中常用。 4.在刀具的标注角度中,影响排屑方向的标注角度主要是。 5.车削加工中形成带状切屑条件是大前角、小切厚、中高速切削金属。 6.切削加工铸铁材料时,切削热的主要来源是。 7.切削用量与切削力有密切关系,切削用量中对切削力影响最大的是。 8.在国际标准ISO中统一规定以1/2背吃刀量处后刀面上测定的磨损带的宽度VB作 为,用来衡量刀具的磨损程度。 9.机床主轴回转误差的基本形式包括主轴径向圆跳动、轴线窜动和。 10.在机械加工中,由于加工余量不均匀、材料硬度不均匀、夹紧力时大时小等原因引起的 加工误差属误差。 11.机械加工表面质量包括、表面波度和表面层物理机械性能的变化。 12.在机械加工中,自激振动的激振机理通常包括负摩擦颤振原理、再生颤振原理 和。 13.机械加工中工件上用于定位的点、线、面称为。 14.在大批大量生产中,对于组成环数少而装配精度特别高的部件,常采用装 配法。 15.机械加工中选择机床时,要求机床的尺寸规格、、加工效率及等 与工件本工序加工要求相适应。 16.机械加工中定位基准与设计基准不重合时,工序尺寸及其偏差一般可利用 进行计算获得。 17.在车床上用两顶尖装夹加工细长轴时,在切削力作用下工件会呈 形状。 18.切削加工45钢时通常应采用类或YW类硬质合金刀具。 1.当有色金属(如铜、铝等)的轴类零件外圆表面要求精度较高、表面粗糙度值较低时, 一般只能采用的加工方案为…………………………………………………………(C)(A)粗车-精车-磨削(B)粗铣-精铣 (C)粗车-精车—超精车(D)粗磨—精磨 2.加工铸铁时,产生表面粗糙度主要原因是残留面积和等因素引起 的。………………………………………………………………………………………(B )(A)塑性变形(B)塑性变形和积屑瘤 (C)积屑瘤(D)切屑崩碎 3.在车削细长轴时,为了减小工件的变形和振动,故采用较大的车刀进行切削, 以减小径向切削分力。…………………………………………………………………(A)(A)主偏角(B)副偏角 机械制造技术基础(试题1) 一、填空选择题(30分) 1.刀具后角是指。 2.衡量切削变形的方法有两种,当切削速度提高时,切削变形(增加、减少)。 3.精车铸铁时应选用(YG3、YT10、YG8);粗车钢时,应选用(YT5、YG6、YT30)。 4.当进给量增加时,切削力(增加、减少),切削温度(增加、减少)。 5.粗磨时,应选择(软、硬)砂轮,精磨时应选择(紧密、疏松)组织砂轮。 6.合理的刀具耐用度包括与两种。 7.转位车刀的切削性能比焊接车刀(好,差),粗加工孔时,应选择(拉刀、麻花钻)刀具。 8.机床型号由与按一定规律排列组成,其中符号C代表(车床、钻床)。 9.滚斜齿与滚直齿的区别在于多了一条(范成运动、附加运动)传动链。滚齿时,刀具与工件之间的相对运动称(成形运动、辅助运动)。 10.进行精加工时,应选择(水溶液,切削油),为改善切削加工性,对高碳钢材料应进行(退火,淬火)处理。 11.定位基准与工序基准不一致引起的定位误差称(基准不重合、基准位置)误差,工件以平面定位时,可以不考虑(基准不重合、基准位置)误差。 12.机床制造误差是属于(系统、随机)误差,一般工艺能力系数C p应不低于(二级、三 级)。 13.在常用三种夹紧机构中,增力特性最好的是机构,动作最快的是 机构。 14.一个浮动支承可以消除(0、1、2)个自由度,一个长的v型块可消除(3,4,5)个自由度。 15.工艺过程是指 。 二、外圆车刀切削部分结构由哪些部分组成绘图表示外圆车刀的六个基本角度。(8分) 三、简述切削变形的变化规律,积屑瘤对变形有什么影响(8分) 四、CA6140车床主传动系统如下所示,试列出正向转动时主传动路线及计算出最高转速与 最低转速。(8分) 五、什么叫刚度机床刚度曲线有什么特点(8分) 六、加工下述零件,以B面定位,加工表面A,保证尺寸10+0.2mm,试画出尺寸链并求出工序尺寸L及公差。(8分) 高中信息技术会考练习 试题及答案 集团档案编码:[YTTR-YTPT28-YTNTL98-UYTYNN08] 高中信息技术会考练习试题及答案 注意事项:本试卷分5大题,共100分。考试时间为45分钟。 一、单项选择题:本大题共15小题,每小题2分,共30分。在每小题给出的四个选项中,只有一项是符合题目要求的。 1.在Windows98文件名命名规则,哪种讲法是正确的() A、文件主名部分最多不超过8个字符 B、文件名中不能出现空格 C、文件主名可以用1至256个字符 D、汉字不能作文件名 2.下面属于图形文件扩展名的是() A、BAT B、EXE C、BMP D、TXT 3.下列设备中,属于输入设备的是() A、磁盘存储器 B、键盘 C、音箱 D、打印机 4.关于“回收站”叙述正确的是() A、暂存所有被删除的对象 B、回收站的内容不可以恢复 C、回收站后属于内存的一块区域 D、回收站的内容不占用硬盘空间 5.下列地址中,不是E-MAIL信箱地址的是() 6.第四代电子计算机使用的主要器件是() A、晶体管 B、电子管 C、中小规模集成电路 D、大规模和超大规模集成电路 7.WINDOWS文件的属性可以设置为() A、只读、隐藏、存档 B、只读、文档、系统 C、只读、系统、共享 D、与DOS的文件属性相同 8.下列关于信息高速公路的叙述中,正确的是() A、中国最早提出信息高速公路的概念 B、信息高速公路概念是美国最早提出 C、因特网不属于信息高速公路的范筹 D、信息高速公路即带宽大的通信线路 9.下面的IP地址,正确的是() B、145,42,15,50 C、 D、142;54;23;123 10.十进制数10转换为二进制为() A、1000 B、1001 C、1010 D、1100 11.计算机网络是()相结合的产物。 A、计算机技术与通讯技术 B、计算机技术与信息技术 C、计算机技术与电子技术 D、信息技术与通讯技术 12.多媒体计算机可以处理() A、文字 B、声音 C、图像 D、电报 13.以下哪个类型的文件属于音频文件() A、JPG B、MP3一年级上学期必读书目和选读书目
机械制造技术基础试题及答案
山东省高中信息技术会考真题
一年级课外必读书目测试题 打印
机械制造技术基础A试卷
机械制造技术基础考试试题及答案
一年级必读书目练习题大全 答案齐全
(完整版)《机械制造技术基础》期末考试试卷及答案,推荐文档
高中信息技术会考试题必修部分
2020年高中信息技术会考真题20附带答案已排版可打印共计20套
机械制造技术基础题库.(精选)
高中信息技术会考模拟试题及标准答案.docx
一年级必读书目题讲解
(完整版)机械制造技术基础期末试题[完整]
机械制造技术基础试题及答案
高中信息技术会考试题
(完整word版)机械制造技术基础试题
机械制造技术基础试题及答案
高中信息技术会考练习试题及答案修订稿
相关主题
文本预览