.1塑料件的结构
塑料件必须有一定的刚性及足够的壁厚,太薄的壁厚有一定的危险性,超声波焊接时是需要加压的,一般气压为2-6kgf/cm2 。所以塑料件必须保证在加压情况下基本不变形。
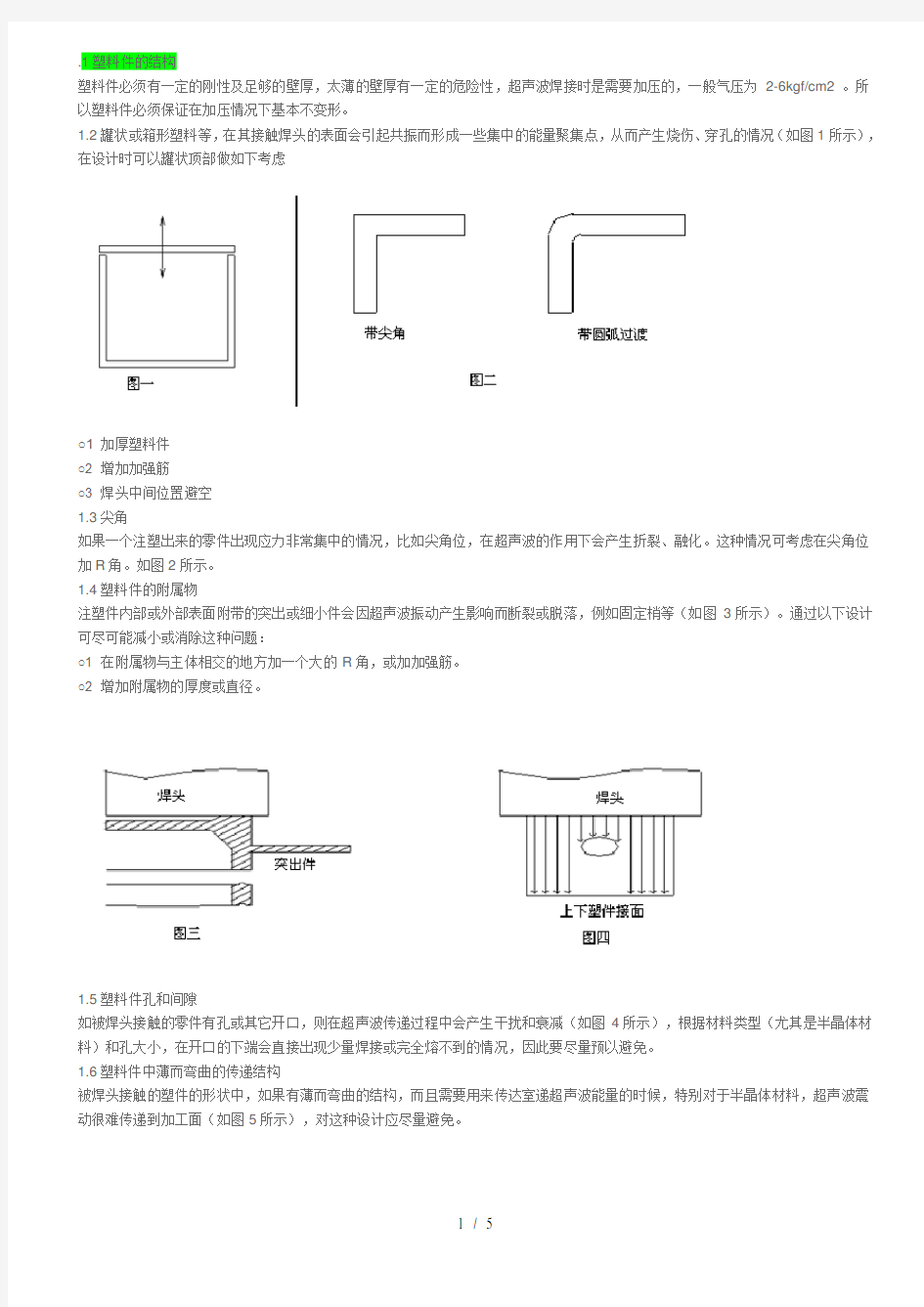
1.2罐状或箱形塑料等,在其接触焊头的表面会引起共振而形成一些集中的能量聚集点,从而产生烧伤、穿孔的情况(如图1所示),在设计时可以罐状顶部做如下考虑
○1加厚塑料件
○2 增加加强筋
○3 焊头中间位置避空
1.3尖角
如果一个注塑出来的零件出现应力非常集中的情况,比如尖角位,在超声波的作用下会产生折裂、融化。这种情况可考虑在尖角位加R角。如图2所示。
1.4塑料件的附属物
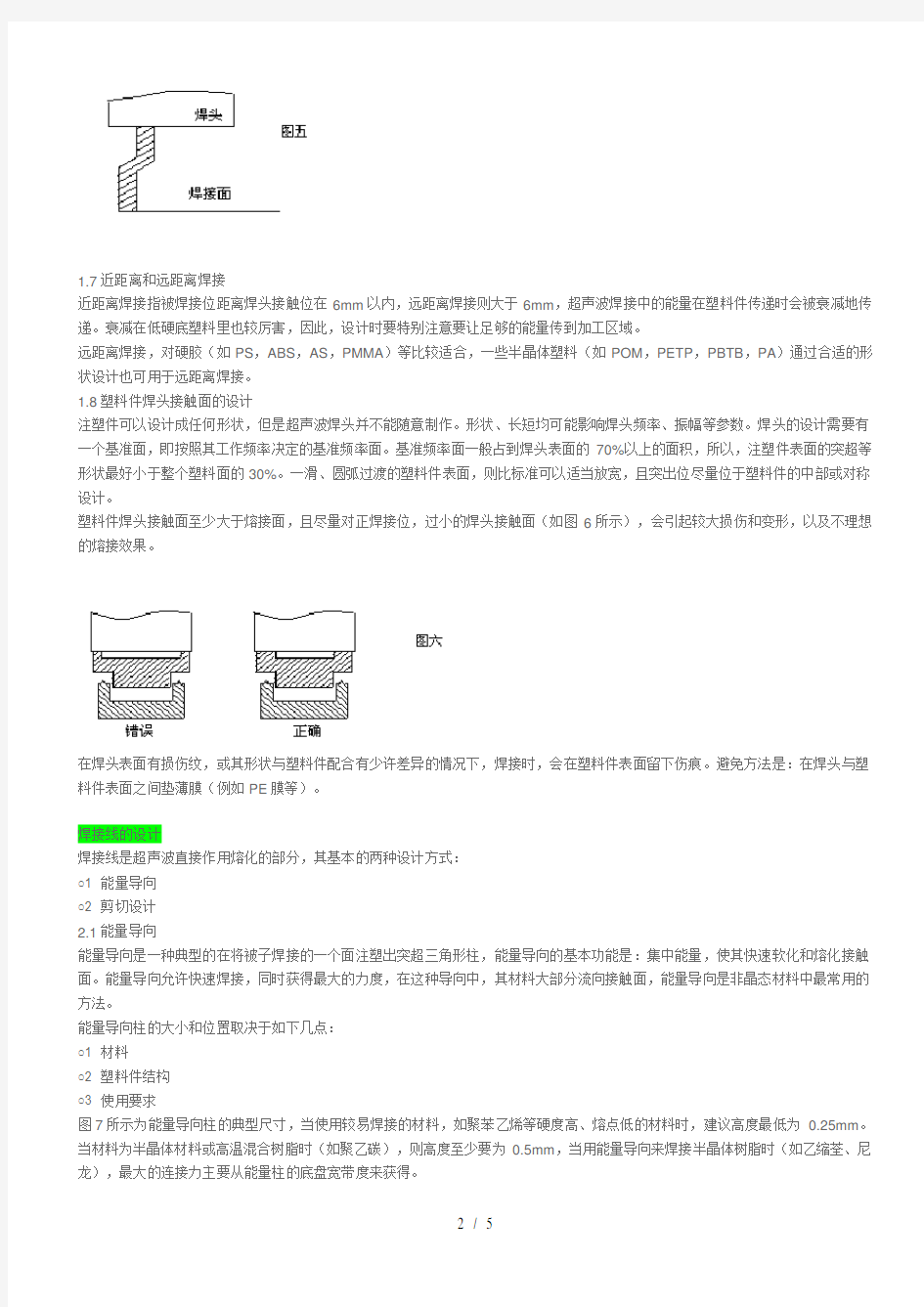
注塑件内部或外部表面附带的突出或细小件会因超声波振动产生影响而断裂或脱落,例如固定梢等(如图3所示)。通过以下设计可尽可能减小或消除这种问题:
○1 在附属物与主体相交的地方加一个大的R角,或加加强筋。
○2 增加附属物的厚度或直径。
1.5塑料件孔和间隙
如被焊头接触的零件有孔或其它开口,则在超声波传递过程中会产生干扰和衰减(如图4所示),根据材料类型(尤其是半晶体材料)和孔大小,在开口的下端会直接出现少量焊接或完全熔不到的情况,因此要尽量预以避免。
1.6塑料件中薄而弯曲的传递结构
被焊头接触的塑件的形状中,如果有薄而弯曲的结构,而且需要用来传达室递超声波能量的时候,特别对于半晶体材料,超声波震动很难传递到加工面(如图5所示),对这种设计应尽量避免。
1.7近距离和远距离焊接
近距离焊接指被焊接位距离焊头接触位在6mm以内,远距离焊接则大于6mm,超声波焊接中的能量在塑料件传递时会被衰减地传递。衰减在低硬底塑料里也较厉害,因此,设计时要特别注意要让足够的能量传到加工区域。
远距离焊接,对硬胶(如PS,ABS,AS,PMMA)等比较适合,一些半晶体塑料(如POM,PETP,PBTB,PA)通过合适的形状设计也可用于远距离焊接。
1.8塑料件焊头接触面的设计
注塑件可以设计成任何形状,但是超声波焊头并不能随意制作。形状、长短均可能影响焊头频率、振幅等参数。焊头的设计需要有一个基准面,即按照其工作频率决定的基准频率面。基准频率面一般占到焊头表面的70%以上的面积,所以,注塑件表面的突超等形状最好小于整个塑料面的30%。一滑、圆弧过渡的塑料件表面,则比标准可以适当放宽,且突出位尽量位于塑料件的中部或对称设计。
塑料件焊头接触面至少大于熔接面,且尽量对正焊接位,过小的焊头接触面(如图6所示),会引起较大损伤和变形,以及不理想的熔接效果。
在焊头表面有损伤纹,或其形状与塑料件配合有少许差异的情况下,焊接时,会在塑料件表面留下伤痕。避免方法是:在焊头与塑料件表面之间垫薄膜(例如PE膜等)。
焊接线的设计
焊接线是超声波直接作用熔化的部分,其基本的两种设计方式:
○1 能量导向
○2 剪切设计
2.1能量导向
能量导向是一种典型的在将被子焊接的一个面注塑出突超三角形柱,能量导向的基本功能是:集中能量,使其快速软化和熔化接触面。能量导向允许快速焊接,同时获得最大的力度,在这种导向中,其材料大部分流向接触面,能量导向是非晶态材料中最常用的方法。
能量导向柱的大小和位置取决于如下几点:
○1 材料
○2 塑料件结构
○3 使用要求
图7所示为能量导向柱的典型尺寸,当使用较易焊接的材料,如聚苯乙烯等硬度高、熔点低的材料时,建议高度最低为0.25mm。当材料为半晶体材料或高温混合树脂时(如聚乙碳),则高度至少要为0.5mm,当用能量导向来焊接半晶体树脂时(如乙缩荃、尼龙),最大的连接力主要从能量柱的底盘宽带度来获得。
没有规则说明能量导向应做在塑料件哪一面,特殊情况要通过实验来确定,当两个塑料件材质,强度不同时,能量导向一般设置在熔点高和强度低的一面。
根据塑料件要求(例如水密、气密性、强度等),能量导向设计可以组合、分段设计,例如:只是需要一定的强度的情况下,分段能量导向经常采用(例如手机电池等),如图8所示。
2.2能量导向设计中对位方式的设计
上下塑料件在焊接过程中都要保证对位准确,限位高度一般不低于1mm,上下塑料平行检动位必须很小,一般小于0.05mm,基本的能量导向可合并为连接设计,而不是简单的对接,包括对位方式,采用能量导向的不同连接设计的例子包括以下几种:
插销定位:图9所示为基本的插销定位方式,插销定位中应保证插销件的强度,防此超声波震断。
台阶定位:图10所示为基本的台阶定位方式,如h大于焊线的高度,则会在塑料件外部形成一条装饰线,一般装饰线的大小为0.25mm 左右,创出更吸引人的外观,而两个零件之间的差异就不易发现。
图11所示台阶定位,则可能产生外溢料。图12所示台阶定位,则可能产生内溢料。图13所示台阶定位为双面定位,可防止内外
溢料。
○1 企口定位:如图14所示,采用这种设计的好处是防止内外溢料,并提供校准,材料容易有加强密封性的获得,但这种方法要求保证凸出零件的斜位缝隙,因此使零件更难能可贵于注塑,同时,减小于焊接面,强度不如直接完全对接。
○2 底模定痊:如图15所示,采用这种设计,塑料件的设计变得简单,但对底模要求高,通常会引致塑料件的平行移位,同时底模固定太紧会影响生产效果。
○3 焊头加底模定位:如图16所示,采用这种设计一般用于特殊情况,并不实用及常用。
○4 其它情况:
A:如图17所示,为大型塑料件可用的一种方式,应注意的是下支撑模具必须支撑住凸缘,上塑料件凸缘必须接触焊头,上塑料件的上表面离凸缘不能太远,如必要情况下,可采用多焊头结构。
B:如连接中采用能量导向,且将两个焊面注成磨砂表面,可增加摩擦和控制熔化,改善整个焊接的质量和力度,通常磨砂深度是0.07mm-0.15mm。
C:在焊接不易熔接的树脂或不规则形状时,为了获得密封效果,则有必要插入一个密封圈,如图18所示,需要注意的是密封圈只压在焊接末端。图19所示为薄壁零件的焊接,比如热成形的硬纸板(带塑料涂层),与一个塑料盖的焊接。
2.3剪切式设计
在半晶体塑料(如尼龙、乙缩醛、聚丙烯、聚乙烯和热塑聚脂)的熔接中,采用能量导向的连接设计也许达不到理想的效果,这是
因为半晶体的树脂会很快从固态转变成融化状态,或者说从融化状态转化为固态。而且是经过一个相对狭窄的温度范围,从能量导向柱流出的融化物在还没与相接界面融合时,又将很快再固化。因此,在这种情况下,只要几何原理允许,我们推荐使用剪切连接的结构。
采用剪切连接的设计,首先是熔化小的和最初触的区域来完成焊接,然后当零件嵌入到下起时,继续沿着其垂直壁,用受控的接触面来融化。如图20所示,这样可能性获得强劲结构或很好的密封效果,因为界面的熔化区域不会让周围的空气进来。由于此原因,剪切连接尤其对半晶体树脂非常有用。
剪切连接的熔接深度是可以调节的,深度不同所获得的强度不同,熔接深度一般建议为0.8-1.5mm,当塑件壁厚及较厚及强度要求高时,熔接深度建议为1.25X壁厚。
图21所示为几种基本的剪切式结构:
剪切连接要求一个塑料壁面有足够强度能支持及防止焊接中的偏差,有需要时,底模的支撑高于焊接位,提供辅助的支撑。
下表所示为零件大小尺寸和接触面、零件误差的大概尺寸:
零件最大尺寸接触面尺寸零件尺寸允许误差
<18mm 0.2mm-0.3mm ±0.025mm
18mm-35mm 0.3mm-0.4mm ±0.05mm
>35mm 0.4mm-0.6mm ±0.075mm
当零件尺寸大于90mm时,或零件有不规则的形状时,建议不采用剪切连接。这时因为注塑时很难控制误差及变形使其保持一致。如果是上述情况,建议采用能量导向的形式。
图22所示为双面剪切式设计
图23所示为扣式焊线设计,用于高强度,但上下塑料件不接触的情况下,在特殊情况下,可用于增加密封圈的情况。
最新文件仅供参考已改成word文本。方便更改
第六章钢结构深化设计方案 3.5钢结构深化设计流程 图3.5-1 钢结构深化设计流程 3.6 深化设计过程控制 3.6.1设计图的自审 本工程深化小组人员成立后,立即组织人员进行图纸会审,对图纸有疑问处提交设计单位确认;同时深化前,与土建、幕墙、机电等其他参建单位协调沟通,确保图纸准确性。图纸自审内容主要包括以下方面:
1、钢结构图纸的张数、编号与图纸目录是否相符; 2、施工图纸、施工图说明、设计总说明是否齐全、规定是否明确,三者有无矛盾; 3、建筑图和结构图是否对应; 4、平面图所标注坐标、绝对标高是否与总图相符; 5、图面上的尺寸、标高、预埋件的位置是否有误; 6、钢结构的构件截面、材质与材料表所列是否一致,各个节点是否有相应的节点图,节点表达是否清晰; 3.6.2工艺配合 深化设计时要综合考虑各构件制作、安装及焊接工艺,确保深化设计质量。 1、制作工艺 深化设计前,深化设计人员和工艺人员熟悉结构图纸,对图纸中信息进行整理,开展工艺评审,对重点部位的制作工艺进行分析,如特殊的板材、板幅要求、检测要求等予以明确,并提出相关建议。 2、安装工艺 深化前及深化设计过程中,深化设计人员要加强与现场安装人员的沟通,明确复杂节点的安装工艺、典型结构的施工工艺及单元划分等,保证各钢构件的分段能满足运输尺寸及吊重等方面的要求。 3、焊接工艺 深化设计前,必须确定焊接工艺: 1)根据工程设计文件对焊接提出质量要求,包括母材的材质、焊接材料的材质,焊接节点构造,焊缝坡口形式,焊缝强度等级等。同时根据焊缝坡口形式及尺寸,确定焊接方法。 2)针对本工程复杂节点、截面,深化前深化人员应明确节点焊接顺序,对于焊接应力集中区域,进行优化。 3)建模 采用xsteel软件进行深化设计是一个多人同时操作的过程,可能因为某一人随意更改模型或两人修改同一构件而导致冲突,造成工作出现错误,因此深化设计建模组的协调、配合至关重要;同时每个划分区域的对接工作也要重点控制。
产品开发的结构设计原则: a、结构设计要合理:装配间隙合理,所有插入式的结构均应预留间隙;保证有足够的强度和刚度(安规测试),并适当设计合理的安全系数。 b、塑件的结构设计应综合考虑模具的可制造性,尽量简化模具的制造。 c、塑件的结构要考虑其可塑性,即零件注塑生产效率要高,尽量降低注塑的报废率。 d、考虑便于装配生产(尤其和装配不能冲突)。 e、塑件的结构尽可能采用标准、成熟的结构,所谓模块化设计。 f、能通用/公用的,尽量使用已有的零件,不新开模具。 g、兼顾成本 大略的汇总下结构中常见的问题注意点,期抛砖引玉,共同提高。 1、关于塑料零件的脱模斜度: 一般来说,对模塑产品的任何一个侧面,都需有一定量的脱模斜度,以便产品从模具中顺利脱出。脱模斜度的大小一般以0.5度至1度间居多。具体选择脱模斜度注意以下几点: a、塑件表面是光面的,尺寸精度要求高的,收缩率小的,应选用较小的脱模斜度,如0.5°。 b、较高、较大的尺寸,根据实际计算取较小的脱模斜度,比如双筒洗衣机大桶的筋板,计算后取0.15°~0.2°。 c、塑件的收缩率大的,应选用较大的斜度值。 d、塑件壁厚较厚时,会使成型收缩增大,脱模斜度应采用较大的数值。 e、透明件脱模斜度应加大,以免引起划伤。一般情况下,PS料脱模斜度应不少于2.5°~3°,ABS及PC料脱模斜度应不小于1.5°~2°。 f、带皮纹、喷砂等外观处理的塑件侧壁应根据具体情况取2°~5°的脱模斜度,视具体的皮纹深度而定。皮纹深度越深,脱模斜度应越大。 g、结构设计成对插时,插穿面斜度一般为1°~3°(见后面的图示意)。 2、关于塑件的壁厚确定以及壁厚处理: 合理的确定塑件的壁厚是很重要的。塑件的壁厚首先决定于塑件的使用要求:包括零件的强度、质量成本、电气性能、尺寸稳定性以及装配等各项要求,一般壁厚都有经验值,参考类似即可确定(如熨斗一般壁厚2mm,吸尘器大体为2.5mm),其中注意点如下:
精心整理 .1塑料件的结构 塑料件必须有一定的刚性及足够的壁厚,太薄的壁厚有一定的危险性,超声波焊接时是需要加压的,一般气压为2-6kgf/cm2。所以塑料件必须保证在加压情况下基本不变形。 1.2罐状或箱形塑料等,在其接触焊头的表面会引起共振而形成一些集中的能量聚集点,从而产生烧伤、穿孔的情况(如图1所示),在设计时可以罐状顶部做如下考虑 ○1加厚塑料件 ○2 ○3 1.3尖角 加R 1.4 ○1 ○2 1.5塑料件孔和间隙 如被焊头接触的零件有孔或其它开口,则在超声波传递过程中会产生干扰和衰减(如图4所示),根据材料类型(尤其是半晶体材料)和孔大小,在开口的下端会直接出现少量焊接或完全熔不到的情况,因此要尽量预以避免。 1.6塑料件中薄而弯曲的传递结构
被焊头接触的塑件的形状中,如果有薄而弯曲的结构,而且需要用来传达室递超声波能量的时候,特别对于半晶体材料,超声波震动很难传递到加工面(如图5所示),对这种设计应尽量避免。 1.7 1.8 对称设计。 在焊头表面有损伤纹,或其形状与塑料件配合有少许差异的情况下,焊接时,会在塑料件表面留下伤痕。避免方法是:在焊头与塑料件表面之间垫薄膜(例如PE膜等)。 焊接线的设计 焊接线是超声波直接作用熔化的部分,其基本的两种设计方式:
○1能量导向 ○2剪切设计 2.1能量导向 能量导向是一种典型的在将被子焊接的一个面注塑出突超三角形柱,能量导向的基本功能是:集中能量,使其快速软化和熔化接触面。能量导向允许快速焊接,同时获得最大的力度,在这种导向中,其材料大部分流向接触面,能量导向是非晶态材料中最常用的方法。 能量导向柱的大小和位置取决于如下几点: ○1材料 ○2 ○3 图70.25mm。 能量导向经常采用(例如手机电池等),如图8所示。 2.2能量导向设计中对位方式的设计
塑料件结构设计-(5)加强筋设计 浏览?发布时间?15/05/10基本设计守则 ??? 加强筋在塑胶部件上是不可或缺的功能部份。加强筋有效地如『工』字型,增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字型筋,倒扣结构将难於成型,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。 ??? 加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。 加强筋一般的设计 ??? 加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。 ??? 加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力过分集中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部分相对外壁的厚度增加大约50%因此,此部份出现缩水纹的机会相当大。如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。加强筋的形状一般是细而长,加强筋一般的设计图说明设计加强筋的基本原则。留意过厚的加强筋设计容易产生缩水纹、空穴、变形挠曲及夹水纹等问题,亦会加长生产周期,增加生产成本。
现代技能开发 !""#?$月号 %&’ 焊接件材料的选择 焊接件的材料与结构设计有着密切的关系。焊接结构件因用途不同,要求不同。现在广泛使用的材料有铁碳合金,有色金属及其合金等。我们在设计焊接结构时,首先要根据焊接结构件的受力情况、工作条件、设计要求等,选择焊接结构件的材料。选择材料时,应考虑以下几点。 尽量选用同种材料 焊接结构件是多个零件或构件焊接在 一起而形成的。考虑到焊接过程的特点,各零件的材料应尽可能地选择一致。这样购料、焊接方法的选择、焊接工艺的制订、焊条的选用等比较简单容易。但有时为减少使用贵重金属材料(如:不锈钢),也可以使用不同材料。 尽量选用焊接性能好的材料 在选择焊接结构件材料时,应 考虑材料的强度及焊接结构件的工作条件要求(如耐腐蚀、抗冲击、交变载荷等)。当多种材料能同时满足使用要求时,这些材料当中,有的焊接性能较好,而有的焊接性能较差。有的适用这种焊接方法,有的适应另一种焊接方法。所以,选择材料时,应选择焊接方法普通、焊接性能好的材料。 尽量选用价格低的材料 在选择焊接结构件材料时,除满足 了各方面的要求以外,还应考虑经济性。焊接结构件应选用价格低、资源丰富的材料,这样才符合勤俭节约、降低成本、提高产品竞争力的基本原则。 焊接件的结构设计 焊接结构件随着焊接技术的发展,开始得到越来越广泛的应用。与其他制造金属结构的工艺,如锻造、铸造、铆接相比,焊接结构的占有率是在不断上升的。工业发达国家中一般焊接结构件占钢产量的()*以上。焊接结构件已经运用于工业、 交通、能源、农业、国防等几乎国民经济的一切部门,如用于建造冶金、建筑、石油化工设备、各种锻压机械、起重运输机械、工业与民用钢结构等。焊接结构的设计是焊接件的关键,结构设计是否合理,关系到焊接结构件的强度、寿命以及能否取得合格、优质的焊接结构的问题。焊接件结构设计关系到方方面面,下面仅从以下几个方面谈一下个人的体会。 尽量减少焊缝的数量 焊接结构件一般由多个零件组装焊 接而成。在焊接结构件设计时,要尽量减少零件数量,减少焊缝数量。只有这样才能减少焊接工作量,减少焊接件的变形,同时也减少了焊接应力,提高了焊接件的强度。图+(,)焊接件中有四条焊缝,若改为图+(-) 结构,则焊缝变为两条。焊缝尽可能布置在应力较小处 焊接结构件在承受载荷时, 其材料内部必然产生内应力。由于零件的形状不同、受力特点不同,所以零件的不同截面、不同部位可能产生的应力大小也不同。如果我们把焊缝布置在产生应力较小的地方,这样就减小了焊接缺陷、应力集中等对零件破坏的影响,提高了焊接结构件的强度和可靠性。如图!悬臂梁的截面设计,焊缝在上下两面就不如改在左右两侧面。 选择合适的接头形式 焊接结构件的焊接接头性能、质量好 坏直接与焊接结构件的性能、安全性和可靠性有关。多年来焊接工作者对焊接接头进行了广泛的试验研究,这对于提高焊接结构件的性能和可靠性,扩大焊接结构件的应用范围起了很大作用。熔焊的焊缝主要有对接焊缝和角焊缝,以这两种焊缝为主体构成的焊接接头有对接接头、角接接头、.形(十字)接头、搭接接头和塞焊接头等。焊接结构应该优先采用接头形式简单、应力集中小、不破坏结构连续性的焊接接头形式。对接接头应力集中最小、形式最简单、力的传递也较少转折,故是最合理的、典型的焊接接头形式。 尽量减小焊缝的截面尺寸 焊接变形与熔敷金属的数量有 很大关系,所以应尽量减小焊缝截面尺寸。在条件许可的情况下,用双/形坡口和双0形坡口来代替0形坡口, 熔敷金属减少,且焊缝在厚度方向对称,收缩一致,可减少焊接变形。角焊缝引起的焊接变形较大,所以要尽量减小角焊缝的焊脚尺寸。当钢板较厚时,开坡口的焊缝比角焊缝的熔敷金属量小,板厚不同时,坡口应开在薄板上。如图#所示,显然图#(1)比图#(,)、(-) 的焊缝尺寸焊接件结构设计的几点体会 !李银生 白建军!河南 训练技法 !""
塑胶件结构设计基础知识 一、塑胶件 塑胶件设计时尽可能做到一次成功,对某些难以保证的地方,考虑到修模时 给模具加料难、去料易,可预先给塑料件保留一定的间隙。 常用塑料介绍 常用的塑料主要有ABS、AS、PC、PMMA、PS、HIPS、PP、POM 等,其 中常用的透明塑料有PC、PMMA、PS、AS。高档电子产品的外壳通常采用 ABS+PC;显示屏采用PC,如采用PMMA则需进行表面硬化处理。日常生活中 使用的中低档电子产品大多使用HIPS 和ABS 做外壳,HIPS因其有较好的抗老化性能,逐步有取代ABS 的趋势。 常见表面处理介绍 表面处理有电镀、喷涂、丝印、移印。ABS、HIPS、PC 料都有较好的表面 处理效果。而PP料的表面处理性能较差,通常要做预处理工艺。近几年发展起来的模内转印技术(IMD)、注塑成型表面装饰技术(IML)、魔术镜(HALF MIRROR)制造技术。 IMD与IML的区别及优势: 1. IMD膜片的基材多数为剥离性强的PET,而IML的膜片多数为PC. 2. IMD注塑时只是膜片上的油墨跟树脂接合,而IML是整个膜片履在树脂上 3. IMD是通过送膜机自动输送定位,IML是通过人工操作手工挂 1.1外形设计 对于塑胶件,如外形设计错误,很可能造成模具报废,所以要特别小心。外
形设计要求产品外观美观、流畅,曲面过渡圆滑、自然,符合人体工程。 现实生活中使用的大多数电子产品,外壳主要都是由上、下壳组成,理论上 上下壳的外形可以重合,但实际上由于模具的制造精度、注塑参数等因素影响, 造成上、下外形尺寸大小不一致,即面刮(面壳大于底壳)或底刮(底壳大于面壳)。可接受面刮<0.15mm,可接受底刮<0.1mm。所以在无法保证零段差时,尽量 使产品:面壳>底壳。 一般来说,上壳因有较多的按键孔,成型缩水较大,所以缩水率选择较大, 一般选0.5%。 底壳成型缩水较小,所以缩水率选择较小,一般选0.4%。 即面壳缩水率一般比底壳大0.1% 1.2装配设计 指有装配关系的!#_5$____零部件之间的装配尺寸设计。主要注意间隙配合和公差的控制。 1.2.1止口 指的是上壳与下壳之间的嵌合。设计的名义尺寸应留0.05~0.1mm 的间隙, 嵌合面应有1.5~2°的斜度。端部设倒角或圆角以利装入。 上壳与下壳圆角的止口配合。应使配合内角的R 角偏大,以增大圆角之间 的间隙,预防圆角处的干涉。 1.2.2扣位 主要是指上壳与下壳的扣位配合。在考虑扣位数量位置时,应从产品的总体 外形尺寸考虑,要求数量平均,位置均衡,设在转角处的扣位应尽量靠近转角, 确保转角处能更好的嵌合,从设计上预防转角处容易出现的离缝问题。
超声波焊接件的工艺设计 作者:欣宇机械来源:本站原创日期:2014-5-5 17:32:38 点击:6943 属于:行业新闻超声波焊接件的工艺设计-东莞市欣宇超声波机械有限公司 在超声波焊接行业中,很多客户都不知道塑料件焊接,焊接产品优良不只是跟材质,超声波选择机型功率有关系,最容易被忽略的一点是:超声波焊接件的工艺设计,塑料焊接件需要设计有超声线,焊接出来的产品才是比较完美的。那么,超声波焊接件的工艺设计是怎么样的呢?要怎么设计呢?很多客户初步使用超声波焊接,都会对个问题不了解,今天,欣宇小陈为大家讲解:超声波焊接件的工艺设计,希望对朋友有所帮助! 超声波塑料件的结构设计必须首先考虑如下几点: 1.是否需要水密、气密。 2.是否需要完美的外观。 3.是否适合焊头加工要求。 4.焊缝的大小(即要考虑所需强度)。 5.避免塑料熔化或合成物的溢出。 超声波焊接质量获得原因: 1.材质 2.上下表面的位置和松紧度 3.焊头与塑料件的妆触面 4.顺畅的焊接路径 5.塑料件的结构 6.焊接线的位置和设计 7.焊接面的大小 8.底模的支持 为了获得完美的、可重复的超声波熔焊方式,必须遵循三个主要设计方向: 1.围绕着连接界面的焊接面必须是统一而且相联系互紧密接触的。如果可能的话,接触面尽量在同一个平面上,这样可使能量转换时保持一致。 2.最初接触的两个表面必须小,以便将所需能量集中,并尽量减少所需要的总能量(即焊接时间)来完成熔接。 3.找到适合的固定和对齐的方法,如塑料件的接插孔、台阶或齿口之类。 下面就对超声波塑料件设计中的要点进行分类举例说明: 超声波整体塑料件的结构 1.1塑料件的结构 塑料件必须有一定的刚性及足够的壁厚,太薄的壁厚有一定的危险性,超声波焊接时是需要加压的,一般气压为 2-6kgf/cm2 。所以塑料件必须保证在加压情况下基本不变形。 1.2罐状或箱形塑料等,在其接触焊头的表面会引起共振而形成一些集中的能量聚集点,从而产生烧伤、穿孔的情况(如图1所示),在设计时可以罐状顶部做如下考虑
第六章、钣金、焊接、铆接 第一节、钣金基础常识 当今社会,钣金业的发展非常迅速,所以应该了解一下钣金加工的基本常识. 一.材料的选定.钣金加工一般用到的材料有冷轧板(SPCC)、镀锌板(SECC)、铜板、铝板、不锈钢板、铝材等.其作用各不相同.至于如何选用,一般需从其用途及成本上来考虑. 1.冷轧板.简称SPCC,用于表面处理是电镀五彩锌或烤漆件使用. 2.镀锌板.简称SECC,用于表面处理是烤漆件使用.在无特别要求下,一般选用SPCC,可减少成本. 3.铜板.一般用于镀镍或镀铬件使用,有时不作处理.跟据客户要求而定. 4.铝板.一般用于表面处理是铬酸盐或氧化件使用. 5.不锈钢板.分镜面不锈钢和雾面不锈钢,它不需要做任何处理. 6.铝型材.一般用于表面处理是铬酸盐或氧化件使用.主要起支撑或连接作用,大量用于各种插箱中. 二.钣金加工的工艺流程.对于任何一个钣金件来说,它都有一定的加工过程,也就是所谓的工艺流程.随着钣金件结构的差异,工艺流程可能各不相同,但总的不超过以下几点. 1.设计并绘出其钣金件的零件图,又叫三视图.其作用是用图纸方式将其钣金件的结构表达出来. 2.绘制展开图.也就是将一结构复杂的零件展开成一个平板
件. 3.下料.下料的方式有很多种,主要有以下几种方式: a.剪床下料.是利用剪床剪出展开图的外形长宽尺寸.若有冲孔、切角的,再转冲床结合模具冲孔、切角成形. b.冲床下料.是利用冲床分一步或多步在板材上将零件展开后的平板件结构冲制成形.其优点是耗费工时短,效率高,可减少加工成本,在批量生产时经常用到. c.NC数控下料.NC下料时首先要编写数控加工程序.就是利用编程软件,将绘制的展开图编写成NC数控加工机床可识别的程序.让其跟据这些程序一步一步的在一块铁板上,将其平板件的结构形状冲制出来. d.激光下料.是利用激光切割方式,在一块铁板上将其平板件的结构形状切割出来. 4.翻边攻丝.翻边又叫抽孔,就是在一个较小的基孔上抽成一个稍大的孔,再在抽孔上攻丝.这样做可增加其强度,避免滑牙.一般用于板厚比较薄的钣金加工.当板厚较大时,如2.0、2.5等以上的板厚,我们便可直接攻丝,无须翻边. 5.冲床加工.一般冲床加工的有冲孔切角、冲孔落料、冲凸包、冲撕裂、抽孔等加工方式,以达到加工目的.其加工需要有相应的模具来完成操作.冲凸包的有凸包模,冲撕裂的有撕裂成形模等. 6.压铆.压铆就本厂而言,经常用到的有压铆螺柱、压铆螺母、压铆螺钉等,其压铆方式一般通过冲床或液压压铆机来完成操作,将其铆接到钣金件上.
塑料件结构设计
通用塑胶零件设计 1、术语和定语 1.1 缩水、缩痕 制品表面产生凹陷的现象,由塑胶体积收缩产生,常见于局部内厚区域,如加强肋或 柱位与面交接区域。 1.2 缩孔 制品局部肉厚处在冷却过程中由于体积收缩所产生的真空泡,叫缩孔。 1.3 气泡 塑胶熔体含有空气、水份及挥发性气体时,在注塑成型过程空气、水份及挥发性气体 进入制品内部而残留的空洞叫气泡。 1.4 缺胶、不饱模 塑胶熔体未完全充满型腔。 1.5 毛边、批锋 塑胶熔体流入分模面或镶件配合面将发生锁模力足够,但在主浇道与分 流道会合处产 生薄膜状多余胶料为 1.6 烧焦 一般所谓的烧焦,包括制品表面因塑胶降解导致的变色及制品的填充末端焦黑的现象; 烧焦是指滞留型腔内的空气在塑料熔体填充时未能迅速排出(困气),被压缩而显著升 温,将材料烧焦。
通用塑胶零件设计 1.7 熔接痕、夹水纹 模具采用多浇口进浇方案时,胶料流动前锋相互汇合;孔位和障碍物区域,胶料流动前锋也会被一分为二;壁厚不均匀的情况也会导致熔接痕。 1.8 喷痕、蛇纹 高速通过浇口的塑胶熔体直接进入型腔,然后接触型腔表面而固化,接着被随后的塑 胶熔体推挤,从而残留蛇行痕迹。侧浇口,塑胶经过浇口后无滞料区域或滞料区域不 充足时,容易产生喷痕。 1.9 银丝、银条 制品表面或表面附近,沿塑料流动方向呈现的银白色条纹。 银丝的产生一般是塑胶中的水分或挥发物或附着模具表面的水分等气化所致,注塑机 螺杆卷入空气有时也会产生银条。 1.10破裂、龟裂 制品表面裂痕严重而明显者为破裂,制品表面呈毛发状裂纹,制品尖锐角处常呈现此 现象谓之龟裂,也常称为应力龟裂。 1.11表面光泽不良 制品表面失去材料本来的光泽,形成乳白色层膜、模糊状态等皆可称为表面光泽不 良。
超声波焊接的焊点,应有高的接合强度和合格的表面质量,除了表面不能有明显的挤压坑和焊点边缘的凸出以外,还应注意与上声极接触处的焊点表面情况,不允许有裂纹和局部未熔合,因此,超声波焊接的形式选择、接头设计和焊接参数选择非常重要。 一、超声波焊接特点 1) 可焊接的材料范围广,可用于同种金属材料、特别是高导电、高导热性的材料(如金、银、铜、铝等)和一些难熔金属的焊接,也可用于性能相差悬殊的异种金属材料(如导热、硬度、熔点等)、金属与非金属、塑料等材料的焊接,还可以实现厚度相差悬殊以及多层箔片等特殊结构的焊接。 2) 焊件不通电,不需要外加热源,接头中不出现宏观的气孔等缺陷,不生成脆性金属间化合物,不发生像电阻焊时易出现的熔融金属的喷溅等问题。 3) 焊缝金属的物理和力学性能不发生宏观变化,其焊接接头的静载强度和疲劳强度都比电阻焊接头的强度高,且稳定性好。 4) 被焊金属表面氧化膜或涂层对焊接质量影响较小,焊前对焊件表面准备工作比较简单。 5) 形成接头所需电能少,仅为电阻焊的5%;焊件变形小。 6) 不需要添加任何粘结剂、填料或溶剂,具有操作简便、焊接速度快、接头强度高、生产效率高等优点。超声波焊接的主要缺点是受现有设备功率的限制,因而与上声极接触的焊件厚度不能太厚,接头形式只能采用搭接接头,对接接头还无法应用。 二、超声波焊接的分类 超声波焊接分类按照超声波弹性振动能量传入焊件的方向,超声波焊接的基本类型可以分为两类:一类是振动能量由切向传递到焊件表面而使焊接界面产生
相对摩擦,这种方法适用于金属材料的焊接;另一类是振动能量由垂直于焊件表面的方向传入焊件,主要是用于塑料的焊接。常见的金属超声波焊接可分为点焊、环焊、缝焊及线焊;近年来,双振动系统的焊接和超声波对焊也有一定的应用。 (1)点焊点焊是应用最广的一种焊接形式,根据振动能量的传递方式,可以分为单侧式、平行两侧式和垂直两侧式。振动系统根据上声极的振动方向也可以分为纵向振动系统、弯曲振动系统以及介于两者之间的轻型弯曲振动系统。功率500W以下的小功率焊机多采用轻型结构的纵向振动;千瓦以上的大功率焊机多采用重型结构的弯曲振动系统;而轻型弯曲振动系统适用于中小功率焊机,它兼有上述两种振动系统的优点。 (2)环焊环焊方法如图5所示,主要用于一次成形的封闭形焊缝,能量传递采用的是扭转振动系统。焊接时,耦合杆4带动上声极5作扭转振动,振幅相对于声极轴线呈对称分布,轴心区振幅为零,边缘位置振幅最大。该类焊接方法最适合于微电子器件的封装工艺,有时环焊也用于对气密性要求特别高的直线焊缝的场合,用来代替缝焊。由于环焊的一次焊缝的面积较大,需要有较大的功率输入,因此常常采用多个换能器的反向同步驱动方式。 (3)缝焊与电阻焊中的缝焊类似,超声波缝焊实质上是由局部相互重叠的焊点形成一条连续焊缝。缝焊机的振动系统按其滚轮振动状态可分为纵向振动、弯曲振动以及扭转振动三种形式(图6)。其中最常见的是纵向振动形式,只是滚轮的尺寸受到驱动功率的限制。缝焊可以获得密封的连续焊缝,通常焊件被夹持在上下滚轮之间,在特殊情况下可采用平板式下声极。 (4)线焊它是点焊方法的一种延伸,利用线状上声极,在一个焊接循环内形成一条狭窄的直线状焊缝,声极长度就是焊缝的长度,现在可以达到150mm,这种方法最适用于金属薄箔的封口。 (5)双超声波振动系统的点焊:上下两个振动系统的频率分别为27kHz和20kHz(或15kHz),上下振动系统的振动方向相互垂直,焊接时二者作直交振动。当上下振动系统的电源各为3kW时,可焊铝件的厚度达10mm,焊点强度达到材料本身的强度。双超声波振动系统多用于集成电路和晶体管细导线的焊接,虽然焊接方法与点焊基本相同,但焊接设备复杂,要求设备的控制精度高,以便实现焊点的高质量和高可靠性焊接。
第六章焊接结构脆性断裂 自从焊接应用于船舶、球罐、压力容器、桥梁、机械设备等工程结构以来,发生了一系列的脆性断裂事故。1943年1月16日在奥勒冈州波特兰码头某油船发生断裂,当时海面平静,其计算的甲板压力只有7.0Kg,见图6-1。二次世界大战期间美国建造的5000艘商船中约有1000艘船在1946年4月前经历了1300次左右的大小不同的结构破坏事故,其中250艘完全断裂,见图6-2。1974年12月日本某圆筒形石油槽发生开裂,该结构用12mm、60Kg 级钢材焊制,在环状边板与罐壁拐角处产生裂纹源并扩展13m,大量石油外流。1962年7月,奥大利亚的“金斯桥”(跨度30.5m)在45.8t卡车通过时发生脆性断裂,原因是材料含碳量高,可焊性差,断面急剧变化处产生应力集中。 这些断裂事故都具有共同的性质: (1)没有明显的塑性变形,破坏具有突发性; (2)焊接结构刚度较大,裂纹扩展至整个结构; (3)发生脆断时平均应力比材料的屈服极限和设计许用应力小得多,是低应力破坏。 脆性断裂一般在以下条件下发生: (1)结构在低温下工作; (2)结构中存在焊接缺陷; 图6-1 船舶断裂实例1 图6-2 船舶断裂实例2
(3)焊接残余应力对脆断产生了严重影响; (4)材料性能劣质; (5)结构设计不合理。 § 6-1 材料断裂及影响因素 一、断裂分类及特征 按塑性变形大小可将断裂分为延性断裂和脆性断裂(解理断裂、晶界断裂)。它们反映材料或结构断裂前的行为,即延性断裂表明在断裂之前金属或结构要发生显著的塑性变形;相反,脆性断裂表明金属材料或结构在断裂前发生很少的塑性变形。当然这只是定性概念,在定量上,发生多大程度的塑性变形属于延性断裂,小于何种程度的塑性变形量属于脆断,仍需具体情况而定。它往往与采用的评定标准有关,及测量变形的工具类型和精度有关,也和所评定的金属或结构的特性有关。如,铁轨用钢,当试样断裂时伴有百分之几的塑性变形时就属于延性断裂,但对于低碳钢来说,其无疑属于脆性断裂。 从“合于使用”原则出发,按图6-3对金属结构断裂性质进行分类。在拉伸中心开有缺口的试样时,试样上有三种应变。即无缺口部位的应变ε;缺口尖端处的应变ε′;缺口所在平面内边缘处的应变ε″,一般情况下它们之间具有下述关系: ε′>ε″>ε 构件断裂时,此三值与屈服点εs相比,有下述4种情况: εs>ε′>ε″>ε线弹性断裂情况 ε′>εs>ε″>ε弹塑性断裂情况 ε′>ε″>εs>ε韧带屈服断裂情况 ε′>ε″>ε>εs 全面屈服断裂情况 从断裂的机制来说,解理断裂:低温、高应变速率及高应力集中情况下,材料的塑性变形严重受阻,材料不能以形变方式而是以分离顺应外加应力。解理是某些特定结晶学平面发生的断裂。剪切断裂:在剪应力作用下,沿滑移面形成的断裂,可分为纯剪切断裂和微孔聚
SEE- IN ULTRASONIC SDN. BHD. ( Company No. : 750998 – H ) Lot 25-4-10, Plaza Prima, Batu 4 1/2, Jalan Klang Lama, 58200 Kuala Lumpur, Malaysia. Tel : 03-7982 6466 Fax: 03–7982 6468 Joint Designs for Ultrasonic Welding Perhaps the most critical facet of ultrasonic welding is joint design (the configuration of two mating surfaces). It should be considered when the parts to be welded are still in the design stage, and incorporated into the molded parts. There are a variety of joint designs, each with specific features and advantages. Their selection is determined by such factors as type of plastic, part geometry, weld requirements, machining and molding capabilities, and cosmetic appearance. Butt Joint with Energy Director The butt joint with energy director is the most common joint design used in ultrasonic welding, and the easiest to mold into a part. The main feature of this joint is a small 90" or 60" triangular shaped ridge molded into one of the mating surfaces. This energy director limits initial contact to a very small area, and focuses the ultrasonic energy at the apex of the triangle. During the welding cycle, the concentrated ultrasonic energy causes the ridge to melt and the plastic to flow throughout the joint area, bonding the parts together. For easy-to-weld resins (amorphous polymers such as ABS, SAN, acrylic and polystyrene) the size of the energy director is dependent on the area to be joined. Practical considerations suggest a minimum height between .008 and .025 inch (.2 and .6 mm). Crystalline polymers, such as nylon, thermoplastic polyesters, octal, polyethylene, polypropylene, and polyphenylene sulfide, as well as high melt temperature amorphous resins, such as polycarbonate and polysulfide are more difficult to weld. For these resins, energy directors with a minimum height between .015 and, 020 inch (.4 and .5 mm) with a 60" included angle are generally recommended. The 90" included angle energy director height should be at least 10% of the joint width, and the width of the energy director should be at least 20% of the joint width. Image 1 (to the right) shows a butt joint with a 90" included angle energy director. With thick-walled joints, two or more energy directors should be used, and the sum of their heights should equal 10% of the joint width. To achieve hermetic seals when welding poly-carbonate components, it is recommended that a 60" included angle energy director should be designed into the part. The energy director width should be 25% to 30% of the wall thickness. Image 2 (to the right) shows a butt joint with a 60" included angle energy director. Image 3 (to the right) shows how the ports should be dimensioned to allow for the flow of molten material from the energy director throughout the joint area. With assemblies whose components are mode of identical thermoplastics, the energy director can be designed into either half of the assembly. However, when designing energy directors into assemblies consisting of a part mode of copolymers or terpolymers, such as ABS, and another part made of a photopolymer such as acrylic, the energy director should always be incorporated into the photopolymer half of the assembly. Thermoplastic Assembly Solutions for Every Application:
塑胶件设计指导宝典 一、塑胶件结构设计基本原则: ?结构设计要合理:装配间隙合理,所有插入式的结构均应预留间隙;保证有足够的强度和刚度(安规测试),并适当设计合理的安全系数。 ?塑件的结构设计应综合考虑模具的可制造性,尽量简化模具的制造。 ?塑件的结构要考虑其可塑性,即零件注塑生产效率要高,尽量降低注塑的报废率。 ?考虑便于装配生产(尤其和装配不能冲突)。 ?塑件的结构尽可能采用标准、成熟的结构,所谓模块化设计。 ?能通用/公用的,尽量使用已有的零件,不新开模具。 ?兼顾成本 二、塑胶件基础结构设计指南 1.零件壁厚 ①合适的壁厚
塑胶产品的胶厚(整体外壳)通常在0.80-3.00左右, 壁厚太小:强度低;流大,熔料难充满; 壁厚太大:零件产生加,成型周期加长,零件生产效率低;(请关注weixin:shujishi1818) 常用塑胶材料合适壁厚范围(单位mm): ②尽量减少零件壁厚,决定零件壁厚的因素如下: ?零件的强度要求; ?零件成型时能否抵抗脱模力; ?零件能够抵抗装配时的紧固力; ?有金属埋入件时,埋入件周围强度是否足够; ?孔的强度是否足够; ?错误的做法:为提高零件强度,片面的增加零件壁厚。 ③零件壁厚均匀 尽可能采用多种方法使壁厚保持均匀:
当壁厚不均匀时: 2. 圆角设计 在塑件设计过程中,为了避免应力集中,提高塑件强度,改善塑件的流动情况及便于脱模,在塑件的各面或内部连接处,应采用圆弧过度。另外,塑件上的圆角对于模具制造和机械加工及提高模具强度,也是不可少的。在塑件结构上无特殊要求时,塑件的各转角处均应有半径不小于0.5~1mm的圆角。允许的情况下,圆角应尽量大。 对于内外表面的拐角处,外圆角应为内圆角加壁厚,可减少内应力,并能保证壁厚均匀一致。(请关注weixin:shujishi1818) ①避免零件外部尖角
超声波焊接线的设计与超声波焊接机的调试 2009-04-23 09:39 1.强度无法达到欲求标准。当然我们必须了解超音波熔接作业的强度绝不可能达到一体成型的强度,只能说接近于一体成型的强度,而其熔接强度的要求标准必须仰赖于多项的配合,这些配合是什么呢?※塑料材质:ABS与ABS相互相熔接的结果肯定比ABS与PC相互熔接的强度来的强,因为两种不同的材质其熔点也不会相同,当然熔接的强度也不可能相同,虽然我们探讨ABS与PC这两种材质可否相互熔接?我们的答案是绝对可以熔接,但是否熔接后的强度就是我们所要的?那就不一定了!而从另一方面思考假使ABS与耐隆、PP、PE相熔的情形又如何呢?如果超音波HORN瞬间发出150度的热能,虽然ABS材质己经熔化,但是耐隆、PVC、PP、PE只是软化而已。我们继续加温到270度以上,此时耐隆、PVC、PP、PE已经可达于超音波熔接温度,但ABS材质已解析为另外分子结构了!由以上论述即可归纳出三点结论:1.相同熔点的塑料材质熔接强度愈强。2.塑料材质熔点差距愈大,熔接强度愈小。3.塑料材质的密度愈高(硬质)会比密度愈低(韧性高)的熔接强度高。 2.制品表面产生伤痕或裂痕。在超音波熔接作业中,产品表面产生伤痕、结合处断裂或有裂痕是常见的。因为在超音波作业中会产生两种情形:1.高热能直接接触塑料产品表面 2.振动传导。所以超音波发振作用于塑料产品时,产品表面就容易发生烫伤,而1m/m以内肉厚较薄之塑料柱或孔,也极易产生破裂现象,这是超音波作业先决现象是无可避免的。而在另一方面,有因超音波输出能量的不足(分机台与HORN上模),在振动摩擦能量转换为热能时需要用长时间来熔接,以累积热能来弥补输出功率的不足。此种熔接方式,不是在瞬间达到的振动摩擦热能,而需靠熔接时间来累积热能,期使塑料产品之熔点到达成为熔接效果,如此将造成热能停留在产品表面过久,而所累积的温度与压力也将造成产品的烫伤、震断或破裂。是以此时必须考虑功率输出(段数)、熔接时间、动态压力等配合因素,来克服此种作业缺失。 解決方法:1.降低压力。2.减少延迟时间(提早发振))。3.减少熔接时间。4.引用介质覆盖(如PE袋)。5.模治具表面处理(硬化或镀铬)。6.机台段数降低或减少上模扩大比。7.易震裂或断之产品,治具宜制成缓冲,如软性树脂或覆盖软木塞等(此项指不影响熔接强度)。8.易断裂产品于直角处加R角。 3.制品产生扭曲变形。发生这种变形我们规纳其原因有三:1.本体与欲熔接物或盖因角度或弧度无法相互吻合. 2.产品肉厚薄(2m/m以内)且长度超出60m/m以上. 3.产品因射出成型压力等条件导致变形扭曲.所以当我们的产品经超音波作业而发生变形时,从表面看来好像是超音波熔接的原因,然而这只是一种结果,塑料产品未熔接前的任何因素,熔接后就形成何种结果。如果没有针对主因去探讨,那将耗费很多时间在处理不对症下药的问题上,而且在超音波间接传导熔接作业中(非直熔),6kg以下的压力是无法改变塑料的轫性与惯性。所以不要尝试用强大的压力,去改变熔接前的变形(熔接机最高压力为6kg),包含用模治具的强迫挤压。或许我们也会陷入一个盲点,那就是从表面探讨变形原因,即未熔接前肉眼看不出,但是经完成超音波熔接后,就很明显的发现变形。其原因乃产品在熔接前,会因导熔线的存在,而较难发现产品本身各种角度、弧度与余料的累积误差,而在完成超音波熔接后,却显现成肉眼可看到的变形。解決方法:1.降低压力(压力最好在2kg 以下)。2.减少超音波熔接时间(降低强度标准)。3.增加硬化时间(至少0.8 秒以上)。 4.分析超音波上下模是否可局部调整(非必要时)。 5.分析产品变形主因,予以改善。 4.制品内部零件破坏※超音波熔接后发生产品破坏原因如下:1.超音波熔接机功率输出太
学生实验报告书 实验课程名称 综合实验(二) 典型焊接结构的焊接工艺设计与制造 开课学院材料科学与工程 指导教师姓名 学生姓名 学生专业班级 2011--2012学年第1学期 实验教学管理基本规范 实验是培养学生动手能力、分析解决问题能力的重要环节;实验报告是反映实验教学水平与质量的重要依据。为加强实验过程管理,改革实验成绩考核方法,改善实验教学效果,提高学生质量,特制定实验教学管理基本规范。
1、本规范适用于理工科类专业实验课程,文、经、管、计算机类实验课程可根据具体情况 参照执行或暂不执行。 2、每门实验课程一般会包括许多实验项目,除非常简单的验证演示性实验项目可以不写实 验报告外,其他实验项目均应按本格式完成实验报告。 3、实验报告应由实验预习、实验过程、结果分析三大部分组成。每部分均在实验成绩中占 一定比例。各部分成绩的观测点、考核目标、所占比例可参考附表执行。各专业也可以根据具体情况,调整考核内容和评分标准。 4、学生必须在完成实验预习内容的前提下进行实验。教师要在实验过程中抽查学生预习情 况,在学生离开实验室前,检查学生实验操作和记录情况,并在实验报告第二部分教师签字栏签名,以确保实验记录的真实性。 5、教师应及时评阅学生的实验报告并给出各实验项目成绩,完整保存实验报告。在完成所 有实验项目后,教师应按学生姓名将批改好的各实验项目实验报告装订成册,构成该实验课程总报告,按班级交课程承担单位(实验中心或实验室)保管存档。 6、实验课程成绩按其类型采取百分制或优、良、中、及格和不及格五级评定。 附表:实验考核参考内容及标准
实验课程名称:综合实验(二)
塑料件结构设计基本原则
可怜的机械狗之塑料件结构设计基本原则(一) 一,产品结构设计前言 正式进入话题之前,咱先抱怨两句,机械工程的待遇可真不咋地,奉劝想要进入机械行业的童鞋们三思后行。待遇低,工作环境差就算了,可美女咋也凤毛麟角呢!都说机械好就业,工作稳定,可那初始工资真是没得说,就说自己刚毕业时,每月2000块,去厂房里做装配工,铁块在手里滚来滚去,整天脏兮兮的,还累的跟狗一样。可相比较其他呢,那些学计算机的,学财务,学管理的,那待遇真是没法比,想我当时就是因为看这个专业名字好听,就跳坑里了。虽然这个说,可梦想仍在,咱还是要向着那里走着,一点一点地走。 进入正题,在玩具,消费类电子产品,大小家电,汽车等相关行业中,都离不开产品的结构设计,各种有形的产品,配件等都必须先确定其外形,所以是产品结构设计是产品研发阶段的核心之一。就拿消费类电子产品来说,结构,硬件,软件是产品研发的三个主要工作团体,而硬件与结构又是结合最紧密的。 一般公司要研发一款产品,首先是市场部签
发开发指令,经过部门评审后,研发部开始进行结构外观建模,然后再进行建模评审,评审通过后,才开始内部的结构设计,然后才是做手板,开模,试模,试产,量产等。而其中的内部结构设计就是产品结构设计师最主要的工作内容。在我国,工业外观设计跟结构设计是分开的,就是说决定产品初步外观的并不是机构工程师,而是工业设计师,他们会依照市场调差和基本的性能需要去绘制产品的外观,这个当然需要一定绘画艺术和审美能力。可怜大多说人都怀疑作为理工科的结构工程师欠缺这些细胞,可事实好像也是这样。最近接手国外的一个充电器产品,是他们已经做好了3D图,要我们来开模生产,可是拿到手后根本开不了膜,不符合开模要求,当然做个样品可以用3D打印做出来,可想要大批量的还是要靠传统模具。这体现了结构工程师的作用了,尽可能保证产品用料,外观,性能,工艺,装配的最佳化,就是在各个环节省钱省时省力,想想就够累的啊! 二,塑料件料厚 我们接触的很多产品是塑料件,其大部分塑料件都是通过塑胶模具注塑成型,而料厚是塑料