胎体式PDC钻头基础模具设计与成型工艺的研究
本文对PDC钻头模具三维设计和数控加工一体化技术的方法、步骤和相关工艺技术进行了研究。解决了PDC 钻头模具辅助设计二维数据的三维转化问题,提出了模具三维造型和参数化开发的方法,并应用CAD/CAM 系统软件PRO/E建立了PDC钻头模具三维模型,应用PRO/PROGRAM(程序)开发模块进行PDC钻头模具造型的参数化开发,并编制了相应的参数化开发软件,提高了PDC钻头模具造型速度和准确性。在建立PDC 钻头模具三维造型的基础上,确定了模具数控加工工艺,摸索出一套利用PRO/E软件进行PDC钻头模具计算机辅助制造的方法和步骤,实现了PDC钻头模具一次装卡、一次成形的高精度自动化数控加工技术。
关键词 PDC钻头模具三维设计数控加工技术 CAD/CAM
聚晶金刚石复合片钻头(简称PDC钻头)由钻头体、接头组成,根据钻头体按材料的不同分为胎体PDC钻头和钢体PDC钻头。胎体PDC钻头的钻头体是采用铸造碳化钨粉和浸渍料经无压浸渍烧结而成的。钻头体形状是通过模具的形状而间接实现的。模具由底模、中模和上模三部分组成。模具的中模和上模的设计与加工都很容易实现。但底模是具有复杂曲面特征的实体,PDC钻头的冠部形状参数、切削齿位置和方向参数、水力结构参数等都是通过底模的形状来实现的。因此底模的设计和加工是模具设计和加工中最重要的一部分,其设计的好坏和加工的精度都直接关系到钻头的最终使用效果。高质量的模具是保证PDC钻头质量的关键因素之一。
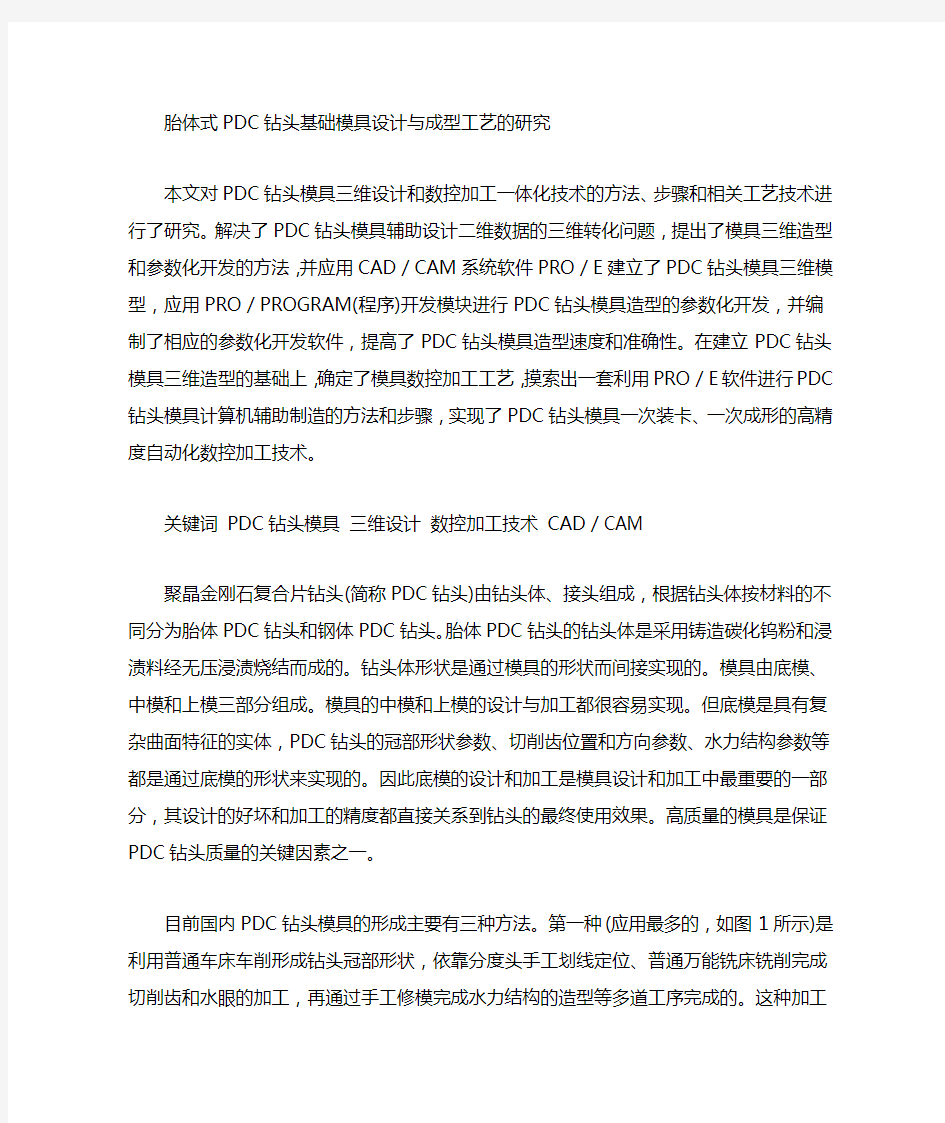
目前国内PDC钻头模具的形成主要有三种方法。第一种(应用最多的,如图1所示)是利用普通车床车削形成钻头冠部形状,依靠分度头手工划线定位、普通万能铣床铣削完成切削齿和水眼的加工,再通过手工修模完成水力结构的造型等多道工序完成的。这种加工方法的缺点是工人劳动强度大、加工精度低、人为误差大,难以控制和保证质量,很难达到设计的要求。
第二种是数控加工,利用数控机床加工形成钻头的冠部形状和切削齿的定位,然后再通过手工修模或者粘上相应形状成形的水力结构(粘上以后也要进行一定的手工修理)而最后形成模具的。这种加工方法的缺点是并未实现完全意义上的数控加工,切削平面确立和过度还需手工进行完善,存在一定的误差。
第三种是利用橡胶模进行成形,首先将加工好的模具先形成橡胶模,再利用此橡胶模通过浇铸形成模具。这种加工方法的缺点是产品的改形困难,橡胶模的质量要好,相应的加工工艺要完善,尤其是获得橡胶模的原始模具必须保证质量,而实现模具的形状必然要通过上述两种方法,这两种方法的缺点也必然体现在它的上面。国外PDC钻头CAD/CAM一体化高度集成,设计和制造有机结合起来。首先进行产品设计,由二维数据形成三维模型,利用此三维模型生成数控加工程序,利用数控加工机床实现数控加工。目前国内进
行PDC钻头模具三维设计和完全意义上实现模具数控加工,把模具的设计和制造有机的结合起来还处于探索阶段。石油大学(北京)方面开展了PDC钻头三维实体造型设计的初步研究。它可将PDC钻头二维计算机辅助设计软件的输出结果三维化,并可输出图纸和图形数据文件,具备了一定的三维设计功能,但是与计算机辅助制造并没有结合前来,而且建立的三维模型也是经过简化的,准确性不够。在牙轮钻头方面国内也进行了CAD/CAM相结合的研究,已经取得了成功。可见面对面的人机交互式的计算机辅助设计(三维设计)和高精度自动化设备的数控加工技术两者的有机结合是未来PDC钻头模具设计和加工的发展方向。针对这一问题进行了PDC钻头模具三维设计和数控加工一体化技术研究,实现PDC钻头模具的三维设计和数控加工,集车模、划线、铣模、修模四道工序与一体,模具一次装卡、模具一次成形。大大降低工人劳动强度,提高模具加工精度和质量,对钻头性能指标起到极大的促进作用,进一步缩短了钻头改型和制造周期,更好地适应市场需求。
1 PDC钻头模具三维设计与参数化造型研究
1.1 PDC钻头模具辅助设计数据三维转化原理研究
1.1.1 PDC钻头模具辅助设计二维数据的分析
形成钻头PDC钻头底模的数据是通过以下三个图反映的。底模剖面图反映了PDC钻头冠部形状尺寸;底模排屑块图反映了水力结构数据;PDC钻头的布齿图反映各个切削齿和水眼的空间位置参数和空间方向参数。在加工时先按照图2底模剖面图上冠部形状尺寸用普通车床车削形成钻头冠部形状,再依靠分度头按照图3钻PDC钻头的布齿图上数据手工划线定位,用普通万能铣床铣削完成切削齿和水眼的加工,最后按照图4底模排屑块图上的数据通过手工修模完成水力结构造型。从图5至图7我们看到PDC钻头底模是一个曲面特征复杂的实体,最关键的就是切削齿位置如何准确定位,图中粘贴的石墨片位置就是最后切削齿的位置,石墨片与排屑槽相粘贴的表面就是切削平面。像上述工艺就很难保证切削齿的位置,其准确程度主要依赖于修模人的水平。难以保证实现设计的要求。要对这样一个复杂的曲面的特征实体利用数控机床加工,就必须要进行数控编程,而对这样复杂形状的实体用手工进行编程在短时间是难以实现的,而且准确程度难以保证。因此必须利用计算机辅助编程。而要利用计算机辅助编程必须先建立模具三维模型,然后调用此模型,利用CAD/CAM系统软件的CAM(计算机辅助制造)模块功能实现计算机辅助数控。切削齿位置和方向的准确定位是保证模具三维模型准确建立的前提。因此,必须实现切削齿二维数据向三维的转化。
1.1.2 PDC钻头辅助设计二维数据的三维转化
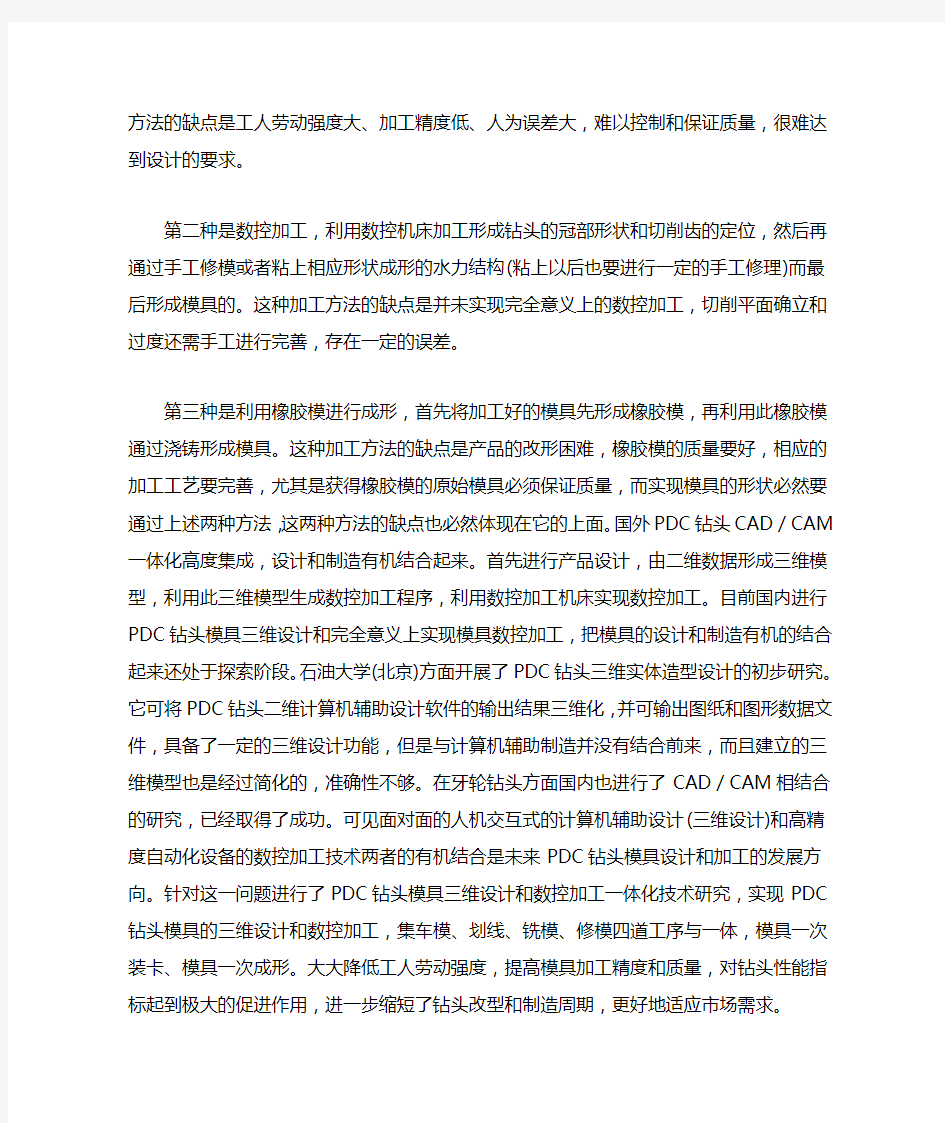
确定切削齿的位置要素有两个,即切削平面中心的空间位置和切削平面方向。空间位置参数包括切削齿中心在钻头上的半径R,轴向高度H和周向位置角θ。切削平面的空间方向参数包括切削齿的仰角Φ(有的称齿前角)、侧向角β(有的称侧转角)和法向角(有的称装配角γ)(图8)。切削齿角度采用以下定义:仰角Φ定义为切削齿工作面和齿柱轴线(对于钢体式PDC钻头,下同)或齿中心处的钻头表面外法线(对于胎体式PDC钻头,下同)所成的夹角;侧向角口定义为钻头在垂直于齿柱轴线或齿中心处的钻头表面外法线的平面上,切削齿工作面与钻头半径平面的夹角;法向角γ定义为齿柱轴线或齿中心处的钻头表面外法线与钻头轴线的夹角。将PDC钻头布齿图上反映的二维数据三维化,从而进行切削齿的定位,切削平面的确立,这是保证PDC钻头模具三维造型的关键。根据PDC钻头结构和运动的特点,建立如图8所示的复合坐标系统。
(1)钻头圆柱坐标系:以钻头轴线为竖轴O1H1,建立一个固定于钻头上的右手系圆柱坐标系O1R1θ1H1,切削齿中心02在该坐标系中的坐标为02(R、θ、H),当钻头运动时 R、θ、H为常量。
(2)切削齿直角坐标系:为了表示切削齿上的几个空间方位角度之间的关系,在切削齿工作面中心O2处建立切削齿的复合直角坐标系统,它由四个空间直角坐标系组成,下面分别加以说明(图8)。
切削齿位置坐标系:以过02点的钻头半径平面作为02 X1Z1平面,O2Y1垂直于该面,02Z1平行于O1H1,建立一个右手系的直角坐标系02X1Y1Z1。
切削齿装配坐标系:将02X1Y1Z1坐标系中的O2X1轴和O2Z1轴按装配角γ的方向绕O2Y1,轴旋转一个γ
角度,即为切削齿装配坐标系02X2Y2Z2,坐标系的02Z2轴平行于齿柱轴线或过02点处的钻头表面外法线,02X2Z2仍在钻头半径平面内。
切削齿侧转坐标系:再将02X2Y2Z2坐标系中的02X2;轴和02Y2轴按侧转角β方向绕02Z2轴旋转一个β
角度,即成切削齿侧转坐标系02X3Y3Z3,该坐标系的02X3轴在切削齿工作面内。
切削齿基本坐标系:再将02X3Y3Z3坐标系中的02Y3轴和02Z3轴按齿前角Φ的方向绕02X3轴旋转一个Φ角,即成切削齿基本坐标系02X4Y4Z4。该坐标系的02X4Z4平面就是切削齿工作面,02Y4轴为切削齿工作面的法线。
至此,PDC钻头切削齿的空间位置参数二维和三维之间关系就完全联立起来,其他像冠部数据、水力结构数据二维和三维之间关系很简单,其对应关系就不在阐述。
新型PDC钻头设计(英) 时间:2008-12-30 振威石油网关注度:24129 简介:最近推出的新型PDC钻头,在质量上有了很大提高。主要介绍了史密斯钻头公司,Diamant Drilling Services等知名钻头公司推出的新型PDC钻头。 While roller cone bit technology still continues to make advances in insert shape, carbide composition and hydraulics design. Roller cone and PDC bit design has progressed from its fundamental foundation laid nearly fifty years ago. Factors such as depth of cut, cone offset angle, cone geometry, journal angle, tooth/insert count and spacing are still a part of this foundation. Modern design, as shown by the new products presented in this article, focus on details such as bearing configuration, bottomhole coverage and inter-insert (teeth) clearance relative to adjacent cones. Modern design focuses on modeling cone tracking as a measure of bottomhole clearance. Bit designers rely not only on bit run simulations in a particular formation, some simulate the effect of the BHA on the particular bit to get a complete picture of forces affecting bit performance. As new bits are introduced, they are also accompanied by ancillary services such as custom designing each bit to a particular application. The following new designs show that this will be the continuing trend. NEW TECHNOLOGY OVERVIEW The following companies have released new technology within the past year. United Diamond and Ulterra Drilling Technologies. The TorkBuster torsional impact generator from United Diamond and Ulterra Drilling Technologies enables PDC bits to drill tough formations by supplying impact energy. “When a PDC b it enters high-compressive strength formations, there is a possibility for stick-slip to occur. If insufficient torque is available to fail the formation, the drill string will wind up and store energy,” Rick Dudman, Downhole Tool Manager at Ulterra/United Diamond, explains. “Once the energy required to shear the formation is accumulated, the rock shears and triggers a violent release of stored energy that causes higher-than-normal impact loads on the PDC cutters. This will cause chipping and de-lamination of the diamond surface, eventually leading to a damaged bit and a shortened run.” The impact generator applies a high-frequency torsional impact to the bit which, when combined with steady-state drillstring torque, results in an increase in horsepower directly at the bit. Run directly above a PDC, the impact generator is a short tool, Fig. 1. It has been run in directional wells below the motor in sliding mode and in vertical wells with high-performance motors.
技术转让合同(钻头设计制造) 目录 1)总则 2)技术转让内容 3)定义 4)价格 5)支付和支付条件 6)技术资料的交付 7)技术资料的转译 8)发展技术的提供 9)验收 10)保证及违约索赔 11)制造和销售 12)商标 13) 14)不可抗力 15)税收 16)适用法律 17)仲裁 18)生效
19)文字 20)合同附件 21)签字 序言 根据_________钻头合资经营企业的合同的有关条款,双方同意合营公司与乙方签订有关制造_________钻头的技术转让契约,由乙方向合营公司转让_________钻头(以下简称合同产品)的设计、制造、检测、_________及胎体回收等全部技术,包括专有技术及在整个合营期内,乙方改进和发展的技术,合营公司能够使用这些技术生产和销售合同产品。 第一条总则 1.1 契约名称:“_________钻头技术转让契约。” 1.2 契约的双方: 供方:_________________________________ 法定地址:_____________________________ 电传:_________________________________ 邮政信箱:_____________________________ 法定代表姓名:_________________________ 职务:_________________________________ 国籍:_________________________________ 受方:_________________________________
法定地址:_____________________________ 法定代表姓名:_________________________ 职务:_________________________________ 国籍:_________________________________ 第二条技术转让内容 2.1 乙方向合营公司转让的技术,应包括乙方所有_________钻头品种的: 2.1.1 设计技术及全部合同产品的设计资料,内容见附录一。 2.1.2 制造技术,详细内容及资料清单见附录二。 2.1.3 _________及胎体材料的回收技术,内容见附录三。 2.1.4 生产管理技术,内容见附录四。 2.2 在乙方的制造厂内对合营公司的技术人员和管理人员进行培训,在合营公司内,由乙方派遣称职的专家,对合营公司职工进行培训,培训计划见附录五。 2.3 乙方为合营公司提供技术服务,服务内容见附录六。 2.4 为生产合同产品的车间提供工艺设计,内容见附录七。 2.5 提供合营公司需要的与本契约有关的技术咨询。 第三条定义 3.1 “合同产品”--指在附录一中所列的全部产品,以及合营期间新发展的产品。 3.2 “图样”--指乙方用于制造合同产品使用的全部设计
《钻头与钻具设计制造新工艺新技术与质量验收标准规范实务全书》作者:编委会 出版社:北方工业出版社2008年7月出版 开本:16开 册数:全四册+1张CD 定价:998 元 优惠价:430 元 详细目录: 第一篇钻头与钻具设计制造基础工艺技术 第一章车削加工新工艺新技术 第二章孔加工与螺纹新工艺新技术 第三章铣削加工新工艺新技术 第四章拉削加工新工艺新技术 第五章特种加工新工艺新技术 第二篇金刚石钻头与钻具设计概论 第一章金刚石钻头概述 第二章岩石可钻性分级 第三章岩石A、B值、钻头参数,钻头性能间的关系 第四章金刚石钻头的设计 第五章金刚石钻具设计
第六章钻具其它设计 第三篇电镀金刚石钻头与钻具新工艺新技术 第一章电镀钻头原理 第二章电镀沉积层及影响因素 第三章低温电镀镍钴胎体人造金铡石孕镶钻头与钻具新工艺新技术第四章低温电镀镍锰胎体人造金铡石孕镶钻头与钻具新工艺新技术第五章坚硬致密弱研磨性“打滑”地层电镀钻头与钻具新工艺新技术第六章电镀金刚石钻头与钻具质量指标测试 第七章电镀绳索取心钻头与钻具应用 第八章复合片电镀钻头与钻具新工艺新技术 第九章低温电铸复合片(PDC)及其石油取心钻头与钻具的研制 第十章脉冲电镀钻头与钻具新工艺新技术 第四篇金刚石钻头与钻具粘接新工艺新技术 第一章概述 第二章常见的金属粘结剂 第三章粘结剂中元素的行为 第四章骨架材料元素和化合物 第五章碳化物形成元素的行为 第六章特种作用金属和非金属元素的行为 第五篇几种典型金刚石钻头与钻具设计制造新工艺新技术
第一章孕镶金刚石钻头结构参数选择原则 第二章热压孕镶金刚石钻头与钻具基本制造工艺 第三章高效率孕镶金刚石钻头与钻具设计制造新工艺新技术 第四章大口径热压工程孕镶金刚石钻头与钻具设计制造新工艺新技术 第五章弱包镶防打滑金刚石钻头与钻具设计制造新工艺新技术 第六章预合金粉末胎体金刚石钻头与钻具设计制造新工艺新技术 第七章砂卯石层金刚石钻头与钻具设计制造新工艺新技术 第八章主辅磨料双切削作用金刚石钻头 第九章孕镶金刚石钻头参数设计神经网络专家系统 第十章金刚石地质钻头制造新工艺新技术 第十一章金刚石油井钻头制造新工艺新技术 第十二章金刚石工程钻头制造新工艺新技术 第六篇硬质合金钻头与钻具设计制造新工艺新技术 第一章硬质合金钻头与钻具设计原料制取新工艺新技术 第二章粉末混合料制备新工艺新技术 第三章普通模压成型新工艺新技术 第四章其它成型新工艺新技术 第五章烧结新工艺新技术 第六章热压新工艺新技术
技术转让合同(钻头设计制造)目录 1)总则 2)技术转让内容 3)定义 4)价格 5)支付和支付条件 6)技术资料的交付 7)技术资料的转译 8)发展技术的提供 9)验收 10)保证及违约索赔 11)制造和销售 12)商标 13)保密 14)不可抗力 15)税收 16)适用法律 17)仲裁 18)生效 19)文字 20)合同附件 21)签字
序言 根据_________ 钻头合资经营企业的合同的有关条款,双方同意合营公司与乙方 签订有关制造_________ 钻头的技术转让协议,由乙方向合营公司转让 _________ 钻头(以下简称合同产品)的设计、制造、检测、___________ 及胎体回收等全部技术,包括专有技术及在整个合营期内,乙方改进和发展的技术,合营公司能够使用这些技术生产和销售合同产品。 第一条总则 1.1 协议名称:“ __________ 钻头技术转让协议。” 1.2 协议的双方: 供方:___________________________________ 法定地址:_______________________________ 电传:___________________________________ 邮政信箱:_______________________________ 法定代表姓名:___________________________ 职务:___________________________________ 国籍:___________________________________ 受方:___________________________________ 法定地址:_______________________________ 法定代表姓名:___________________________ 职务:___________________________________ 国籍:___________________________________ 第二条技术转让内容 2.1 乙方向合营公司转让的技术,应包括乙方所有____________ 钻头品种的:2.1.1 设计技术及全部合同产品的设计资料,内容见附录一。 2.1.2 制造技术,详细内容及资料清单见附录二 2.1.3 _________ 及胎体材料的回收技术,内容见附录三。
一、钻头刃口修磨和强化对钻削加工的改善 钻头在进行孔加工过程中会有不同程度的磨损,对钻头的材质和磨损情况进行分析,在改善钻削加工时,对钻头刃口进行修磨和强化,可有效改善钻头在加工过程中的磨损情况,提高钻头的性能和使用寿命。vip汽车设计网 孔加工在金属切削加工中占有重要地位,一般约占机械加工量的1/3。其中钻孔约占22%~25%,其余孔加工约占11%~13%。由于孔加工条件苛刻的缘故,孔加工刀具的技术发展要比车、铣类刀具迟缓一些。近年来,随着中、小批量生产对生产效率、自动化程度以及加工中心性能要求的不断提升,刀具磨锋技术、多轴数控刀具刃磨设备的发展带动了孔加工刀具的发展,其中最典型的就是在机械生产中已应用多年、使用最为广泛的整体结构的钻头修磨技术逐渐成熟起来。通过对钻头刃口的修磨和强化改善钻削加工条件,要从钻头的结构特点和实际使用情况中寻求解决方法。vip汽车设计网 钻头的特点vip汽车设计网 1.钻头的材质分为高速钢和硬质合金,高速钢主要采用高速钢W系、Mo系材料;硬质合金采用钨钛类(YG)、钨钛钴类(YT)材料。比较有代表性的如表1中所列W18Gr4V、YG6和YT14。vip汽车设计网 vip汽车设计网 图1 钻头的基本结构 2.麻花钻的基本形状和结构并没有太大的改变(见图1)。vip汽车设计网 3.麻花钻切削刃的几何角度之间具有一定的特点和关联性。如图2所示,主偏角为Kr,刃倾角为λs,前角为λs,后角为αf,锋角为2φ(传统为118°)。vip汽车设计网 表1 高速钢和硬质合金材料的物理力学性能vip汽车设计网 vip汽车设计网 其中,钻头螺旋型结构具有如下特点:vip汽车设计网 (1)主偏角Kr在锋角2φ确定后也随之确定。vip汽车设计网 (2)由于钻头切削刃的刀尖(钻头直径处)为切削刃的最低点,从结构可知钻头切削刃的刃倾角λs为负。vip汽车设计网 (3)在钻头螺旋槽形状结构影响下,刃部前角λs由钻头外径的韧带处向钻心方向逐渐变小。vip汽车设计网 (4)切削刃的前角主偏角λs,随主偏角Kr的增大而随之增大。vip汽车设计网 图2 切削刃的几何角度 4.麻花钻的横刃也是切削刃的重要组成部分。如图2所示,横刃的前角γom、后角αf、斜角φ,也随着钻头切削刃的不同有着一定的变化。vip汽车设计网 钻头在加工过程中的磨损情况vip汽车设计网 1.钻头的磨损主要发生在切削刃部分(见图3)vip汽车设计网 图3 钻头在加工过程中的磨损vip汽车设计网 vip汽车设计网 2.钻头在实际加工中受力的分析,其切削力主要集中在钻头的切削刃部分,其中切削刃受到的转矩最大,横刃部分轴向力较为集中(见表2、图4)。 3.钻头在加工过程中产生的切削热的分布情况见图5。在加工中,钻头的钻心处由于切削
龙源期刊网 https://www.doczj.com/doc/d44386972.html, 人造孕镶金刚石钻头的制作工艺 作者:郑宏俊刘守进杨深然汪美娜杜啸 来源:《中国科技纵横》2012年第02期 摘要:主要对煤矿和煤田勘探中常用的金刚石钻头的模具制作进行了分析,并简要介绍了金刚石钻头的热压工艺,以及在制作过程中应注意的问题。 关键词:金刚石钻头热压模具 人造孕镶金刚石钻头是经过特种工艺把金刚石微粉与特殊配方的粉末焊接在刚体上而制成的。它具有钻进效率高,使用寿命长等特点,它还具有很好的胎体耐磨性、抗冲蚀性及冲击性,胎体的线膨胀系数较高,胎体与缸体结合强度高,孕镶胎体金刚石分布均匀等优点。它的破岩作用是由金刚石颗粒完成的。在坚硬地层中,单粒金刚石在钻压作用下,使岩石处于极高的应力状态下(约4200~5700MPa,有资料认为可达6300MPa),使岩石发生岩性转变,由 脆性变为塑性。单粒金刚石吃入地层,在扭矩作用下切削破岩,切削深度基本上等于金刚石颗粒的吃入深度。 目前,金刚石钻头已被广泛应用在地质勘探中,也被应用在国内外的众多矿区中。岩芯钻机主要有机械式钻机(低转速)和液压式钻机(高转速),其中金刚石钻头被广泛应用在液压式钻机中,其取芯的形式主要是绳索取芯,它也是今后地质勘探中的主要取样形式,深受探矿和基础建设工作者的欢迎,展现出了更广阔的前景。 1、钻头的种类及规格 按胎体唇面的形状分为圆弧、平底、梯齿、尖齿、锯齿、阶梯、齿轮、底喷、侧喷、特制平底等种类钻头。每种钻头在不同的地质条件下都具有不同的作用,选用相应种类的钻头才会以最快的速度成孔。 按钻进的用途分为取芯钻头和不取芯钻头。其中取芯钻头的取芯形式又可分为单管、双管及绳索取芯三种。 2、钻头模具及刚体设计 2.1 钻头模具设计 金刚石钻头在高温烧结的过程中,模具的外形和尺寸直接决定了钻头胎体的外形和尺寸,因此,模具的材料必须具有耐高温、变形小、传热效果好并且是非金属材料。而高强石墨是最佳的材料,它还具有硬度高、容易被加工等特点。
钻头项目 规划设计方案规划设计/投资分析/实施方案
摘要说明— 钻头生产集中在东亚和东南亚地区。其中,由中国大陆,越南和印度这三个地区所生产的钻头,在全球钻头贸易中占比达到了3/4。相较而言,中国大陆的人口红利正在逐渐消退,而这两个国家的劳务性价比仍然处于黄金水平。尤其是越南,目前不仅保有着健康的人口结构,同时在政治和法律上也具有较大的支持。相较而言,印度虽然劳动力的绝对数量具有优势,但是由于劳动法较为严苛,在短期内增长活力底下。但短期来看,大陆及东南亚的钻头对外贸易地位仍然难以撼动。 该钻头项目计划总投资5591.15万元,其中:固定资产投资4576.42万元,占项目总投资的81.85%;流动资金1014.73万元,占项目总投资的18.15%。 达产年营业收入9258.00万元,总成本费用7141.24万元,税金及附加97.65万元,利润总额2116.76万元,利税总额2506.38万元,税后净利润1587.57万元,达产年纳税总额918.81万元;达产年投资利润率37.86%,投资利税率44.83%,投资回报率28.39%,全部投资回收期5.02年,提供就业职位185个。 报告内容:总论、项目建设必要性分析、项目调研分析、建设规划、项目选址可行性分析、项目工程设计研究、工艺说明、项目环保研究、项
目安全卫生、项目风险说明、节能方案分析、项目实施安排、投资方案、项目经济收益分析、项目评价结论等。 规划设计/投资分析/产业运营
钻头项目规划设计方案目录 第一章总论 第二章项目建设必要性分析第三章建设规划 第四章项目选址可行性分析第五章项目工程设计研究第六章工艺说明 第七章项目环保研究 第八章项目安全卫生 第九章项目风险说明 第十章节能方案分析 第十一章项目实施安排 第十二章投资方案 第十三章项目经济收益分析第十四章招标方案 第十五章项目评价结论
技术转让合同书(钻头设计制造)目录 1)总则 2)技术转让内容 3)定义 4)价格 5)支付和支付条件 6)技术资料的交付 7)技术资料的转译 8)发展技术的提供 9)验收
10)保证及违约索赔11)制造和销售12)商标 13)保密 14)不可抗力 15)税收 16)适用法律 17)仲裁 18)生效 19)文字 20)合同附件
21)签字 序言 根据_________钻头合资经营企业的合同的有关条款,双方同意合营公司与乙方签订有关制造_________钻头的技术转让协议,由乙方向合营公司转让_________钻头(以下简称合同产品)的设计、制造、检测、_________及胎体回收等全部技术,包括专有技术及在整个合营期内,乙方改进和发展的技术,合营公司能够使用这些技术生产和销售合同产品。 第一条总则 1.1协议名称:“_________钻头技术转让协议。” 1.2协议的双方: 供方:_________________________________ 法定地址:_____________________________
电传:_________________________________ 邮政信箱:_____________________________ 法定代表姓名:_________________________ 职务:_________________________________ 国籍:_________________________________ 受方:_________________________________ 法定地址:_____________________________ 法定代表姓名:_________________________ 职务:_________________________________ 国籍:_________________________________ 第二条技术转让内容
长庆油田陇东洪德区块上部地层较软,在进入下部华池组弧R2半径的2倍左右,与常规设计的双圆弧冠型PDC钻头正好相后,有一长度达400 m左右的砾石层,该砾石层的特点为较软的反。该种设计的优点是PDC钻头在大钻压情况下吃入地层时,砂岩与砾岩互层,均质性差,PDC钻头钻进困难,在钻遇该层主切削齿受力较为均匀,能够有效减少前期损坏。此外,浅内位时,通常需2~3只PDC钻头才能钻穿,施工效率低下,严重制锥,中矮冠高设计能够提升PDC钻头的攻击性,防止大圆弧设约了该区块钻井提速。 计带来的机械钻速较低。 长庆区域近年来机械钻速大幅提升,特别是油井区域,普 2 新型PDC钻头的布齿设计遍实现了单只钻头一趟钻完钻。为了满足钻井公司对钻井提速 2.1 切削齿选择 的需求,该区域的钻头普遍采用了攻击性较强的钻头设计,其在硬地层中,为了提高切削齿的吃入能力,改善切削齿的特点为:①中矮冠高、浅内锥、双圆弧冠型,其中第一段圆弧受力,一般选用较小的PDC复合片。考虑到下部地层中大段不半径小,第二段圆弧半径较大,钻头旋转半径小。②选用19 mm 均质的砾石层,综合考虑选用φ16 mm切削齿作为钻头的主切削直径复合片,低密度单排布齿设计,以更大提高钻头的攻击齿。 性。 2.2 布齿设计 影响布齿密度的因素较多,该种设计在软硬交错砾石层中钻头失效的主要原因:①该有岩石强度、研磨性和地层均质种冠型设计在砾石层中稳定性差,冠型第一段圆弧的切削齿在性程度等,考虑到长庆区域油井接触砾石时极易崩坏,造成前期失机械钻速要求较高,依然在布齿效。②单排齿设计使切削齿在砂岩中上选用中低密度布齿,钻头的切充分吃入地层,但旋转过程中切削砾削齿齿数取28~31,基于等切削原石造成复合片表面崩碎。 则进行布齿设计。图1是某款PDC钻头在该层位施工利用等切削原理的布齿软件进行布齿图位置,绘制出的布 100米起出,从图中可以看出,该钻头齿图如图3所示。 由于前期PDC复合片失效,造成钻头 2.3 布齿仿真优化设计 严重磨损报废。 PDC钻头的总侧向力F 取决于各切削齿的受力和周向位置1 新型PDC钻头结构设计方案 S 角。当切削齿受力一定时,总侧向力仅与各切削齿的周向位置针对长庆区块要求在机械钻速不受影响的情况下,一趟钻角θ有关,因此,优化各刀翼的周向位置,可有效的控制总侧穿过该砾石层,本文提出了一种机械钻速快,钻头寿命长的新c 型钻头结构设计方案。该方案的向力的大小。 特点是:双圆弧第一段设计采取设钻头上有N 个切削齿,分布在M个刀翼上,记刀翼j上的c 了大圆弧,第二段采取了小圆切削齿数量为N ,该刀翼上各切削齿的周向位置角为θ,则有J ij 弧。同时依然采取攻击性较强的下式成立: 中矮冠高、浅内锥设计。 如图2所示,该设计的特点是第一段圆弧R1的半径为第二段圆 砾石地层用PDC钻头的设计与应用 ①②①②①①① 陈 霖 易先中 陈伟林 何宇航 方 永 武进虎①长江大学机械工程学院 ②长庆钻井总公司 PDC钻头在软硬交错、均质性差的砾石地层中钻进时,适应性差,钻头切削齿易先期损坏。长庆陇东油气田洪德区块下部存在长约400米的软硬交错砾石层,可钻性极差。针对PDC钻头在该区块寿命短的问题,本文提出了一种新的双圆弧冠型、后排限位齿的钻头设计方案,并在现场试验中取得成功,实现了该区块首次单只PDC钻头二开一趟钻打穿砾石层,节约起下钻4次,机械钻速较传统设计PDC钻头提高了 18.85%。研究表明:首段大圆弧、次段小圆弧的冠型设计可以有效改善PDC钻头在砾 石层的适应性,后排限位齿能够保护主切削齿,延长 整个钻头的使用寿命。 图1 常规设计失效PDC钻头 图2 砾石层用PDC钻头冠型图 图3 砾石地层用PDC钻头布齿图
钻头的种类及类别 钻头的种类及类别钻头的种类及类别2011 年02 月11 日麻花钻是应用最广的孔加工刀具。通常直径范围为~80 毫米。它主要由工作部分和柄部构成。工作部分有两条螺旋形的沟槽,形似麻花,因而得名。为了减小钻孔时导向部分与孔壁间的摩擦,麻花钻自钻尖向柄部方向逐渐减小直径呈倒锥状。麻花钻的螺旋角主要影响切削刃上前角的大小、刃瓣强度和排屑性能,通常为25°~32°。螺旋形沟槽可用铣削、磨削、热轧或热挤压等方法加工,钻头的前端经刃磨后形成切削部分。标准麻花钻的切削部分顶角为 118,横刃斜角为40°~60°,后角为8°~20°。由于结构上的原因,前角在外缘处大、向中间逐渐减小,横刃处为负前角(可达-55°左右),钻削时起挤压作用。为了改善麻花钻的切削性能,可根据被加工材料的性质将切削部分修磨成各种外形(如群钻)。麻花钻的柄部形式有直柄和锥柄两种,加工时前者夹在钻夹头中,后者插在机床主轴或尾座的锥孔中。一般麻花钻用高速钢制造。镶焊硬质合金刀片或齿冠的麻花钻适于加工铸铁、淬硬钢和非金属材料等,整体硬质合金小麻花钻用于加工仪表零件和印刷线路板等。扁钻的切削部分为铲形,结构简单,制造成本低,切削液轻易导入孔中,但切削和排屑性能较差。扁钻的结构有整体式和装配式两种。整体式主要用于钻削直径~毫米的微孔。装配式扁钻刀片可换,可采用内冷却,主要用于钻削直径25~500 毫米的大孔。深孔钻通常是指加工孔深与孔径之比大于 6 的孔的刀具。常用的有枪钻、BTA 深孔钻、喷射钻、DF 深孔钻等。套料钻也常用于深孔加工。扩孔钻有3~4 个刀齿,其刚性比麻花钻好,用于扩大已有的孔并提高加工精度和光洁度。锪钻有较多的刀齿,以成形法将孔端加工成所需的外形,用于加工各种沉头螺钉的沉头孔,或削平孔的外端面。中心钻供钻削轴类工件的中心孔用,它实质上是由螺旋角很小的麻花钻和锪钻复合而成,故又称复合中心钻。 PDC 钻头简介: PDC 钻头【1】的简称,是石油钻井行业常用一种钻井工具,PDC 产品性能不断改进,在过去的几年间,PDC 切削齿的质量和类型都发生了巨大的变化。如果将20世纪80年代的齿与当今的齿进行比较的话,差异是相当大的。由于混合工艺与制造工艺的变化,当今的切削齿的质量性能要好得多,使钻头的抗冲蚀以及抗冲击能力都大为提高。工程师们还对碳化钨基片与人造金刚石之间的界面进行了优化,以提高切削齿的韧性。层状金刚石工艺方面的革新也被用于提高产品的抗磨蚀性和热稳定性。除了材料和制造工艺方面的发展以外,PDC 产品在齿的设计技术和布齿方
PDC钻头模具三维设计和数控加工技术研究与应用 摘要本文对PDC钻头模具三维设计和数控加工一体化技术的方法、步骤和相关工艺技术进行了研究。解决了PDC钻头模具辅助设计二维数据的三维转化问题,提出了模具三维造型和参数化开发的方法,并应用CAD/CAM系统软件PRO/E建立了PDC钻头模具三维模型,应用PRO/PROGRAM(程序)开发模块进行PDC钻头模具造型的参数化开发,并编制了相应的参数化开发软件,提高了PDC钻头模具造型速度和准确性。在建立PDC钻头模具三维造型的基础上,确定了模具数控加工工艺,摸索出一套利用PRO/E软件进行PDC钻头模具计算机辅助制造的方法和步骤,实现了PDC钻头模具一次装卡、一次成形的高精度自动化数控加工技术。 关键词 PDC钻头模具三维设计数控加工技术 CAD/CAM 聚晶金刚石复合片钻头(简称PDC钻头)由钻头体、接头组成,根据钻头体按材料的不同分为胎体PDC钻头和钢体PDC钻头。胎体PDC钻头的钻头体是采用铸造碳化钨粉和浸渍料经无压浸渍烧结而成的。钻头体形状是通过模具的形状而间接实现的。模具由底模、中模和上模三部分组成。模具的中模和上模的设计与加工都很容易实现。但底模是具有复杂曲面特征的实体,PDC钻头的冠部形状参数、切削齿位置和方向参数、水力结构参数等都是通过底模的形状来实现的。因此底模的设计和加工是模具设计和加工中最重要的一部分,其设计的好坏和加工的精度都直接关系到钻头的最终使用效果。高质量的模具是保证PDC钻头质量的关键因素之一。 目前国内PDC钻头模具的形成主要有三种方法。第一种(应用最多的,如图1所示)是利用普通车床车削形成钻头冠部形状,依靠分度头手工划线
YF-ED-J6910 可按资料类型定义编号 技术转让合同(钻头设计 制造)实用版 An Agreement Between Civil Subjects To Establish, Change And Terminate Civil Legal Relations. Please Sign After Consensus, So As To Solve And Prevent Disputes And Realize Common Interests. (示范文稿) 二零XX年XX月XX日
技术转让合同(钻头设计制造) 实用版 提示:该合同文档适合使用于民事主体之间建立、变更和终止民事法律关系的协议。请经过一致协商再签订,从而达到解决和预防纠纷实现共同利益的效果。下载后可以对文件进行定制修改,请根据实际需要调整使用。 目录 1)总则 2)技术转让内容 3)定义 4)价格 5)支付和支付条件 6)技术资料的交付 7)技术资料的转译 8)发展技术的提供 9)验收
10)保证及违约索赔 11)制造和销售 12)商标 13)保密 14)不可抗力 15)税收 16)适用法律 17)仲裁 18)生效 19)文字 20)合同附件 21)签字 序言 根据_________钻头合资经营企业的合同的有关条款,双方同意合营公司与乙方签订有关
制造_________钻头的技术转让协议,由乙方向合营公司转让_________钻头(以下简称合同产品)的设计、制造、检测、_________及胎体回收等全部技术,包括专有技术及在整个合营期内,乙方改进和发展的技术,合营公司能够使用这些技术生产和销售合同产品。 第一条总则 1.1 协议名称:“_________钻头技术转让协议。” 1.2 协议的双方: 供方:____________ 法定地址:_______________ 电传:____________ 邮政信箱:_______________ 法定代表姓名:___________
胎体式PDC钻头基础模具设计与成型工艺的研究 本文对PDC钻头模具三维设计和数控加工一体化技术的方法、步骤和相关工艺技术进行了研究。解决了PDC 钻头模具辅助设计二维数据的三维转化问题,提出了模具三维造型和参数化开发的方法,并应用CAD/CAM 系统软件PRO/E建立了PDC钻头模具三维模型,应用PRO/PROGRAM(程序)开发模块进行PDC钻头模具造型的参数化开发,并编制了相应的参数化开发软件,提高了PDC钻头模具造型速度和准确性。在建立PDC 钻头模具三维造型的基础上,确定了模具数控加工工艺,摸索出一套利用PRO/E软件进行PDC钻头模具计算机辅助制造的方法和步骤,实现了PDC钻头模具一次装卡、一次成形的高精度自动化数控加工技术。 关键词 PDC钻头模具三维设计数控加工技术 CAD/CAM 聚晶金刚石复合片钻头(简称PDC钻头)由钻头体、接头组成,根据钻头体按材料的不同分为胎体PDC钻头和钢体PDC钻头。胎体PDC钻头的钻头体是采用铸造碳化钨粉和浸渍料经无压浸渍烧结而成的。钻头体形状是通过模具的形状而间接实现的。模具由底模、中模和上模三部分组成。模具的中模和上模的设计与加工都很容易实现。但底模是具有复杂曲面特征的实体,PDC钻头的冠部形状参数、切削齿位置和方向参数、水力结构参数等都是通过底模的形状来实现的。因此底模的设计和加工是模具设计和加工中最重要的一部分,其设计的好坏和加工的精度都直接关系到钻头的最终使用效果。高质量的模具是保证PDC钻头质量的关键因素之一。 目前国内PDC钻头模具的形成主要有三种方法。第一种(应用最多的,如图1所示)是利用普通车床车削形成钻头冠部形状,依靠分度头手工划线定位、普通万能铣床铣削完成切削齿和水眼的加工,再通过手工修模完成水力结构的造型等多道工序完成的。这种加工方法的缺点是工人劳动强度大、加工精度低、人为误差大,难以控制和保证质量,很难达到设计的要求。 第二种是数控加工,利用数控机床加工形成钻头的冠部形状和切削齿的定位,然后再通过手工修模或者粘上相应形状成形的水力结构(粘上以后也要进行一定的手工修理)而最后形成模具的。这种加工方法的缺点是并未实现完全意义上的数控加工,切削平面确立和过度还需手工进行完善,存在一定的误差。 第三种是利用橡胶模进行成形,首先将加工好的模具先形成橡胶模,再利用此橡胶模通过浇铸形成模具。这种加工方法的缺点是产品的改形困难,橡胶模的质量要好,相应的加工工艺要完善,尤其是获得橡胶模的原始模具必须保证质量,而实现模具的形状必然要通过上述两种方法,这两种方法的缺点也必然体现在它的上面。国外PDC钻头CAD/CAM一体化高度集成,设计和制造有机结合起来。首先进行产品设计,由二维数据形成三维模型,利用此三维模型生成数控加工程序,利用数控加工机床实现数控加工。目前国内进
P触cIsandE)(hi№产品与展品铝合金专用钻头设计新思路 (山高刀具(上海)有限公司) NewDesignIdeasofAluminiumAlloySpecialDrill (SECO(Shanghai)Co.,Ltd.) 与动辄占地几十平米甚至几百平米的机床相比,刀具在制造业的加工中显得格外不起眼,但正是这些“小身材”刀具,往往发挥着最惊人的“大作用”。真正的生产力提高和成本降低需要强有力的整合,而首要条件是需要有合适的刀具,能适应各种加工环境(机床和材料)。 山高刀具始终致力于研发高效率的切削刀具,提供低成本的加工解决方案。近日,山高正式推出了适用于铝合金加工应用的FeedmaxN槽型钻头,进一步扩大了钻头的应用范围,助力航空航天制造业的快速发展。 自2009年第四季度起,山高成为法国空中客车批准的一级供应商。Feed—maxN槽型钻头在空客得到广泛应用,这意味着山高铝合金钻削加工方面的技术得到空客的认可和好评。 Feedmax钻头采用独特的N槽型设计和DLC类金刚石镀层技术,它在钻削低硅铝合金时,显示出了卓越的性能,特别适用于航空航天行业铝合金加工。它在铝合金加工领域使用量的大幅增加,将在进一步改善这些材料的加工上作出重大贡献。N槽型钻头在大幅提升加工效率的同时,还能在整个寿命周期保持良好的精度。 N槽型略不同于我们现有的适用于航宅航天加工应用的M槽型和T槽型。N槽型可以实现保持热萤降低到最低限度,以达到良好的刀具寿命和孔的质量,体现在以下几个特性: (1)切削刃修磨加工这些粘性材料,需要非常锋利的切削刃。这就是我们为什么沿整个切嘲刃采用仅0.01—0.02nlln刃口修磨的原因。 (2)圆锥主后角出于同样的原因,主后角的设计从标准的100增大为12。,以减少与工件材料的接触。 渤桨i笔%一 \~一/9‘Vu十¥,M (3)刃带窄这种独特的N槽型设 计,其刃带比普通钻头窄40%,从而减少 了切削过程中孔与钻头间所产生的摩擦 热,以防止热量过高所产生的积屑瘤粘 连在钻头刃带上,能使孔的质量和精度 得到充分保证。 (4)倒锥(轴向后角)倒锥(轴向 后角)为0.5mm/100II[1111,是标准孔尺寸 的2倍,这也能减少钻头与孔表面之间 的直接接触。 (5)DLC镀层这不是常规意义上 的金刚石镀层。它是一种低摩擦镀层, 其目的在于提高排屑能力,这是取得成 功的关键。主要优点是具有“不粘连”的 特性,这对于攻克许多铝合金材料加工 来说是很重要的问题,既提高了排屑能 力,也改善了铝合金材料钻孔加工中以 往难以解决的工艺问题。 (6)优化排屑槽提供良好的排屑 是非常重要的,为了实现这个需求,排屑 槽应设计得更宽更深,能毫不受阻地排 出更大量的切屑。 在钻孔加工中,如果需要的话,要大 大地提高切削速度是完全有可能的。但 是一个更加适中的速度对刀具寿命来说 才是最好的,而且能够减少积聚在刃带 四周的热量,降低材料粘在钻头上的风 险。通过优化每转进给量,来获得更好 的切屑形状,这样排屑的效果更佳。但 是,当某个应用具有非常高的冷却压力 时,可以采用更高的每转进给量。 为了加工大于名义直径的孔,所有 山高生产的Feedmax钻头具有m7的直 径公差。这样做能确保生成的孔大于名 义孔径。加工这些非常软的材料产生较 小的切削力,孔径通常能达到H8级公 差。但是由于一些因素会对孔径产生影 响,如:冷却压力和冷却液浓度、应用稳 定性、切削参数、工件材质等,最终获得 的孔径公差将达到IT8级至IT9级。 N槽型的开发,略不同于常见的流 程。山高的某位客户在铝合金干式钻削 时产生了一系列的问题,包括排屑粘连、 切屑堵塞等。而N槽型的设计能为客户 提供良好的解决方案。 为了找到针对这种类型材质的最好 解决方案,山高尝试了很多不同的槽型、 不同的切削刃设计和大量的镀层。结果 表明,新的N槽型钻头最适用于机翼部 件的加工应用,主要解决了铝合金干式 钻削时存在的问题:材料自然粘连到钻 头(刃带)上,增大了表面粗糙度并且在 刃口上产生积屑瘤。 然而。由于采用了N槽莲!!设计和 DLC镀层,山高试图为客户解决仅靠空 气冷却和排屑的难题,最终得到一个了 不起的结果:加工了3600个孔,直径偏 差为0.01him,表面粗糙度均在R。1.0 斗m以内,并且仍然有继续钻削的可能 性,因为切削刃仍处于完美的状态(图 1)。 图1加工3600个孔后的切削刃 山高Feedmax是整体硬质合金钻头 市场中生产率最高的钻头之一。随着新 兴现代化加工不断成为被关注的焦点, 山高将为客户提供大量节约成本的解决 方案,将更高的生产率、更长的刀具寿命 以及更好的应用安全性相结合起来。 (编辑余捷) (收稿H期:2010—05—18) 文章编号:10743 如果您想发表对本文的警法。请将文章编号填入读 者意见调查表中的相应位置。 ?137? 万方数据
直径麻花钻头的设计和使用 在机械制造中,小孔的钻削加工比较普遍,特别是钟表零件、柴油机零件、电子零件等产品的小孔加工更为突出。由于小直径钻头刚性差,容易折断,再加上操作者使用不尽合理,导致小孔的加工精度难以保证,因此小孔的钻削加工难度大。本文结合实际生产径钻头在设计和使用过程中应注意的一些问题,以保证小孔加工的尺寸精度和小直径钻头的合理使用。 1 小直径钻头的结构设计 通常所说的小直径钻头一般是指f1~3mm的钻头,小直径钻头的结构形状与标准大直径钻头一样,均由钻芯直径d0、螺旋角b、锋柄部形式和各结构参数有所不同。 由于小直径钻头直径比较小,强度低、刚性差,因此在设计时应充分考虑这些因素,以便采取适当的措施。 材料的选择 小直径钻头的材料一般都选用W6Mo5Cr4V2高速钢。这主要是因为W6Mo5Cr4V2高速钢的碳化物细小,分布均匀,抗弯曲强度比W18C 韧性高出50%~60%,机械性能好。 尽量增大钻芯的直径d0 小直径钻头的强度、刚性在很大程度上取决于钻芯的直径、螺旋沟槽与钻背宽度的比值。通常标准钻头的钻芯直径d0应是钻头直径倍。容屑槽宽度q与钻背宽度p的比值一般是(1~1.3):1,但是对于小直径钻头来说,应按以下数据来选定 d0=0.3d q:p=0.5:1 若容屑槽宽度为0.5mm,钻背宽度就应该是1mm。按上述原则选取d0、q、p时,可以使小直径钻头断面积增加30%左右,弯曲强度将提高2倍左右。此时钻芯不做成正锥度,以免减少容屑槽截面积,妨碍排屑。增大钻芯直径后,会相应减少切削刃宽度,增加横的轴向力也相应地增大,为了减小轴向力,可适当地磨小横刃,以提高钻孔的效率。 采用较小的螺旋角b 大直径标准钻头的螺旋角一般在25°~32°内变化。通常增大螺旋角,能获得较大的前角,使切削轻快,容易排屑,切削变形所相应地降低了切削温度。但是对于小直径钻头来说,增大螺旋角会减小端截面的面积,影响钻头强度,容易引起钻头振动和崩刃现螺旋角较小时,有利于切屑的排除,因而小直径钻头的螺旋角b一般取10°~15°比较合适。 锋角2f的确定 锋角2f又称为顶角,它与切削厚度有如下关系 a c=(f/2)sin(2f/2)=(f/2)sinf
技术转让合同(钻头设计 制造)完整版 In the legal cooperation, the legitimate rights and obligations of all parties can be guaranteed. In case of disputes, we can protect our own rights and interests through legal channels to achieve the effect of stopping the loss or minimizing the loss. 【适用合作签约/约束责任/违约追究/维护权益等场景】 甲方:________________________ 乙方:________________________ 签订时间:________________________ 签订地点:________________________
技术转让合同(钻头设计制造)完整版 下载说明:本合同资料适合用于合法的合作里保障合作多方的合法权利和指明责任义务,一旦发生纠纷,可以通过法律途径来保护自己的权益,实现停止损失或把损失降到最低的效果。可直接应用日常文档制作,也可以根据实际需要对其进行修改。 目录 1)总则 2)技术转让内容 3)定义 4)价格 5)支付和支付条件 6)技术资料的交付 7)技术资料的转译 8)发展技术的提供 9)验收 10)保证及违约索赔
11)制造和销售 12)商标 13)保密 14)不可抗力 15)税收 16)适用法律 17)仲裁 18)生效 19)文字 20)合同附件 21)签字 序言 根据_________钻头合资经营企业的合同的有关条款,双方同意合营公司与