乙二醇溶液防腐蚀处理
通常情况下,乙二醇作为一种传统的载冷剂同样具有很强的腐蚀性。铁和无氧纯水的反应其自由能是降低的,反应要放出氢。同时,乙二醇在使用过程中与空气接触容易产生气泡,气泡在溃灭过程中产生的微射流或冲击波对设备产生损伤——穴蚀(又称气蚀、空蚀)。穴蚀现象开始是变色,表面局部呈灰白色,而后逐步变粗糙,继而呈现出麻点和针孔,并逐步向深处发展,最后产生散落或形成局部聚集的蜂窝状孔群,严重的针孔可穿透设备。加上钢铁表面不均匀,它在水中要形成无数微小的腐蚀电池,造成对设备的腐蚀。同时乙二醇含有羟基本身不稳定容易酸化等因素会导致新鲜乙二醇溶液能在小于1周的时间内腐蚀碳钢(一般用碳钢)和铜;能在约1年的时间内,腐蚀一般不锈钢(304不锈钢),并导致溶液系统中铁锈杂质等含量很高,很多企业使用的乙二醇溶液在1年左右,杂质含量达到1%附近。由此导致换热效果低,冰点提高等后果。另外,发生腐蚀的乙二醇溶液,由于存在电化学腐蚀、垢下腐蚀、酸性腐蚀等一些列叠加腐蚀作用,具有更强的腐蚀性。
有些企业在使用过程中经常出现蒸发器、管路等泄露,确切地说,一个新建载冷系统,如果使用乙二醇水溶液做循环载冷介质,那么,经过几年时间运行,该循环系统就会在乙二醇类溶液的腐蚀下出现泄漏现象。因为载冷剂锈蚀而损坏设备,造成停产的现象有很多。比如,北京某工厂于1995年建成的一组12个碳钢发酵罐,经过5年运行,到2000年生产旺季时,冷却带出现大范围渗漏,最后,只有停产大修,扒掉保温层,割掉全部被腐蚀的冷带,重新焊制新冷带,整个大修费用花掉200多万元,停产损失几百
万元。2001年浙江某工厂制冷系统冷带及氨蒸发器蛇管均被醇类溶液腐蚀发生泄漏,造成停产维修,损失严重。
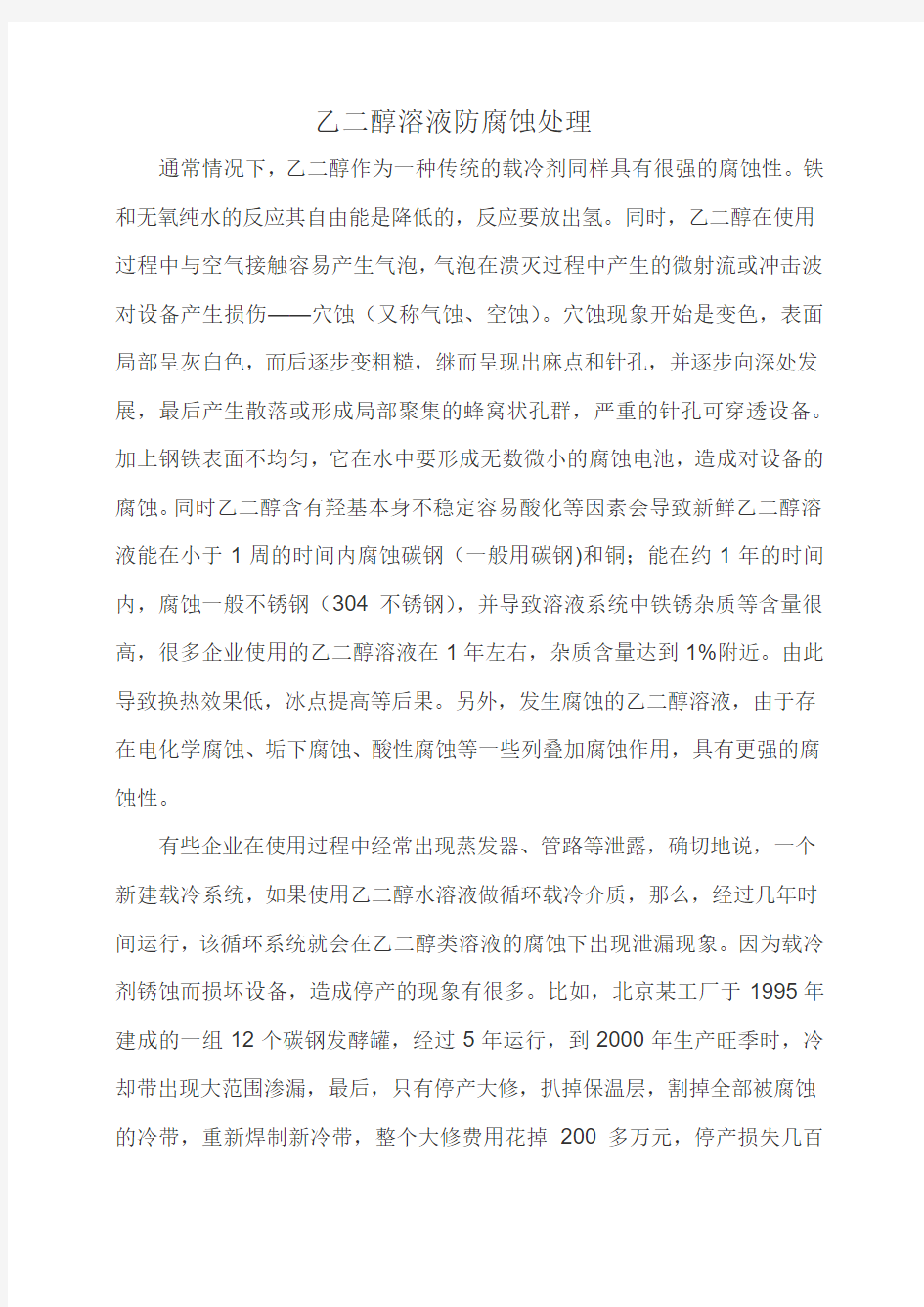
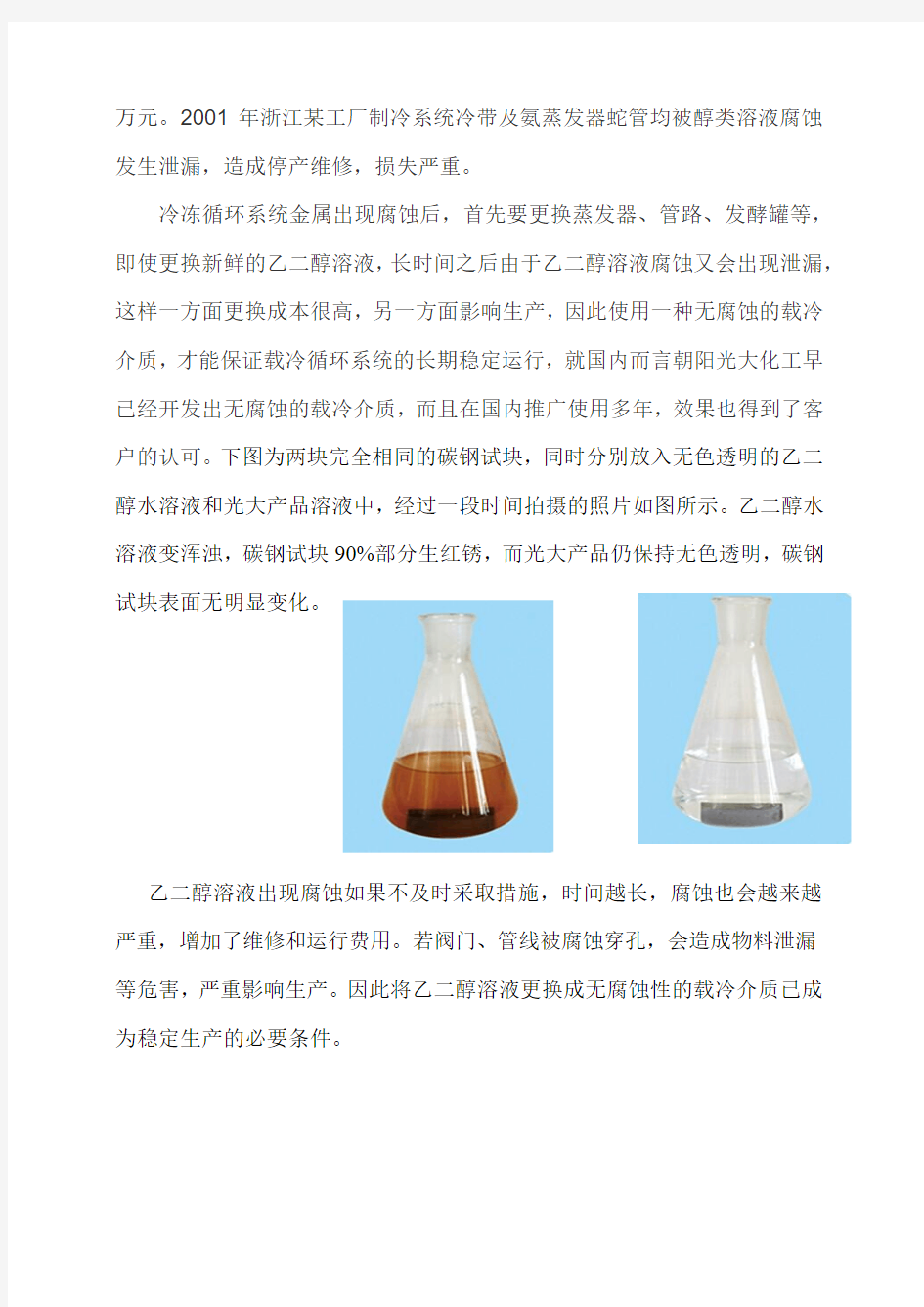
冷冻循环系统金属出现腐蚀后,首先要更换蒸发器、管路、发酵罐等,即使更换新鲜的乙二醇溶液,长时间之后由于乙二醇溶液腐蚀又会出现泄漏,这样一方面更换成本很高,另一方面影响生产,因此使用一种无腐蚀的载冷介质,才能保证载冷循环系统的长期稳定运行,就国内而言朝阳光大化工早已经开发出无腐蚀的载冷介质,而且在国内推广使用多年,效果也得到了客户的认可。下图为两块完全相同的碳钢试块,同时分别放入无色透明的乙二醇水溶液和光大产品溶液中,经过一段时间拍摄的照片如图所示。乙二醇水溶液变浑浊,碳钢试块90%部分生红锈,而光大产品仍保持无色透明,碳钢试块表面无明显变化。
乙二醇溶液出现腐蚀如果不及时采取措施,时间越长,腐蚀也会越来越严重,增加了维修和运行费用。若阀门、管线被腐蚀穿孔,会造成物料泄漏等危害,严重影响生产。因此将乙二醇溶液更换成无腐蚀性的载冷介质已成为稳定生产的必要条件。
转轮热回收与乙二醇热回收对比分析 一、转轮热回收和乙二醇热回收工作原理 转轮热回收:以轮芯作为换热媒介,转轮使用定制的蜂窝状金属材料,表面涂有一层特殊等级的吸附材料分子筛干燥剂。将转轮置于风道之间,从而使其分成两部分。来自空调房间不新鲜空气从一半转轮排出,室外空气以相反的方向从另一半转轮进入。同时,轮子缓慢旋转(约20RPM)。金属层从较热(冷)空气流吸收存储热量(冷量),并释放到较冷(较热)部分,显热发生转移。附着干燥剂的金属片将来自高湿度的空气流里的湿气冷凝后,通过干燥剂吸收(同时释放热量),再蒸发(吸热),将湿气释放到低湿度的气流里,这个过程将潜热转移。 乙二醇热回收:以换热器和乙二醇溶液作为换热媒介在排风侧将排风中的冷量(热量)通过换热器传递给乙二醇溶液,降低(提高)乙二醇溶液的温度,然后通过循环泵将被冷却(加热)的乙二醇溶液输送到新风侧的换热器中,降低(提高)新风温度,减少系统的负荷和整个空调系统的运行成本。 二、关键部件外形图 转轮热回收转轮:乙二醇热回收换热器 三、关键部件材质 转轮热回收转轮: 可选用进口优质产品美国百瑞(Bry-Air)热回收转轮,美国百瑞(Bry-Air)热回收转轮为能量回收领域的领先品牌。 其特点如下: 1、独有分子筛技术:百瑞热回收转轮的基材采用铝箔材料,在铝箔表面覆盖不可移动式
分子筛干燥剂;相比采用其他材料覆盖在铝箔上的其他热回收转轮,美国百瑞(Bry-Air)热回收转轮在铝箔表面覆盖低微孔尺寸佛石干燥剂,仅容许水分子通过,拒绝所有其他污染物,其结果是污染物只留在排风中。 2、百瑞转轮内置净化装置:消除了交叉污染,做到新风和排风气流的隔离,防止新风排风的交叉污染;净化装置具备严格的空气流隔离功能,以防止细菌、灰尘和污染物从排风侧携带到新风侧,净化装置和迷宫式密封系统把交叉污染的排风浓度限制在0.04%。 3、清洁扇:转轮采用可调整式内置清洁扇清洗部件;免除清洁烦恼,降低运行成本。 乙二醇热回收换热器: 排风侧的换热器和新风侧的换热器组成,两换热器直接通过乙二醇管道相连,通过循环泵循环。由于有载冷剂乙二醇的存在,乙二醇有一定的挥发性及有毒性,且是可燃性液体,存在泄露隐患。 四、与空调系统配套情况 转轮热回收: 由于转轮热回收整体结构简单,无连接件。则与空调系统配套较为方便,可作为空调箱的一个功能段可以上下安装也可以左右安装。可以承收5.5m/s的面风速,占用空间小。 乙二醇热回收: 由于连接部件较多,结构复杂,连接件较多。则与空调系统配套较复杂,连通管道的泄漏,换热媒介的质量,换热器的质量,管道循环泵的质量,均可形成空调整套系统隐患。可作为空调箱的一个功能段可以上下安装也可以左右安装。比较适用于送排风须完全隔离的(甚至是远距离的末端处理)送排风系统。可承受的最大面风速为2.8m/s,占用空间大。 五、换热效率 转轮热回收: 中间换热媒介单一,换热效率高,在高温高湿条件下显热效率和潜热效率到均可达到70%以上,最高可达90%(焓换效率)。 乙二醇热回收: 间接能量回收(显热)型,中间换热媒介较多,换热效率低,显热效率一般仅为30-40%,最高仅能达到45%基本上无潜热回收(温度交换效率)。 下面就本工程单台机组冬季运行时作经济分析: 转轮热回收换热效率按70%,乙二醇热回收换热效率按40%,其他参数暂定如下:
延长干燥塔再沸器结焦周期的乙二醇脱水方法及脱水装置延长干燥塔再沸器结焦周期的乙二醇脱水装置 1、从聚对苯二甲酸乙二醇酯废品中回收对苯二甲酸和乙二醇的方法 2、从聚酯废料中分离和回收对苯二甲酸二甲酯和乙二醇的方法 3、从乙二醇制程水中去除甲酸、乙酸的方法和装置 4、从酯化废水中回收乙二醇的方法 5、高纯度单乙二醇的制备方法 6、环氧乙烷催化水合制备乙二醇的方法 7、环氧乙烷均相催化水合制乙二醇的方法 8、环氧乙烷水合生产乙二醇的固体酸催化剂 9、环氧乙烷水合制备乙二醇的催化剂及过程 10、环氧乙烷水合制备乙二醇的固体酸催化剂 11、环氧乙烷水合制乙二醇的方法 12、回收浓缩乙二醇的方法 13、聚酯废料制造对苯二甲酸二酯和乙二醇的方法 14、聚酯直纺短纤维联合装置乙二醇脱水塔顶蒸汽回收工艺 15、生产乙二醇的方法 16、生产乙二醇的方法2 17、生物净化污水去除乙二醇的方法 18、受污染的乙二醇的处理方法和缩聚设备 19、酸性水合成乙二醇的方法 20、同时制备乙二醇和碳酸酯的方法 21、延长干燥塔再沸器结焦周期的乙二醇脱水方法及脱水装置 22、延长干燥塔再沸器结焦周期的乙二醇脱水装置 23、一种乙二醇的精制提纯方法 24、一种乙二醇喷射真空泵 25、一种制备乙二醇的固体酸催化剂 26、一种制备乙二醇锑催化剂的工艺流程 27、乙二醇锑的制备方法 28、乙二醇制备方法 29、用于环氧乙烷催化水合制备乙二醇的方法 30、用于环氧乙烷水合生产乙二醇的固体酸催化剂 31、用于环氧乙烷水合制备乙二醇的固体酸催化剂 32、用于环氧乙烷水合制乙二醇的均相催化剂 33、由环氧乙烷水合制备乙二醇的固体酸催化剂 34、制备高纯度单乙二醇的方法 35、制备乙二醇和(或)丙二醇的方法
Welcome to Inland Technologies Inland是为机场提供飞机除冰液废液(乙二醇)回收和再生系统的专业制造商. 生产基地分别位于加拿大和美国. 通过使用我们的系统, 飞机除冰液废液(乙二醇)被迅速收集, 经过浓缩和再生, 再次应用于飞机除冰, 最终排放到环境中的乙二醇含量可小于85 mg/l, 符合并超过北美和欧洲对机场排放废水中乙二醇含量的最严格要求. 我们的系统应用在北美的二十多个军用和民用机场, 以及位于英国伦敦的希思罗机场. 回收飞机除冰液(乙二醇)超过700,000,000升. 我们提供具有自己专利的: Glyvac?乙二醇回收车 Glycol Recovery Vehicle [Glyva c?] 乙二醇浓缩器 Glycol Concentrator The Starcevic Distillation System? 乙二醇蒸馏系统 The Starcevic Distillation System? GlycolGuard? 乙二醇排水阻塞系统 GlycolGuard? Drain Block 膜处理系统 Membrane treatment system 交钥匙乙二醇回收和再生系统 Turnkey glycol recycling system Glyvac?乙二醇回收车 Glyco l Recovery Vehicle [Glyvac?] 减小飞机除冰液废液(乙二醇)对周围环境影响的一个关键点是快速清除机场停机坪上的废液. 由于我们是制造商, 因此能很好地满足客户的时限要求. 与其它回收车辆相比, Glyvac?拥有许多可以改善运行效率的特点. 收集效率 Glyvac? 具有一个三阶流体分离系统, 能清除气流中99.9% 的乙二醇. 快速卸载 Glyvac? 使用一个机载泵, 该泵能在10分内卸载6800升(满载)的废液, 改善回收和劳动效率。Glyvac? 还拥有一个较大的容量水箱,可减少卸载频率. 安全 所有回收操作都可在驾驶舱管理, 所以工作人员无需离开便可开启收集系统. 这避免了受冷,并减少可滑倒的危险. 维护 第 1 页
乙二醇的物化性质: 乙二醇的物理性质“ 别名甘醇 分子式C2H6O2;HOCH2CH20H 分子量62.07 熔点-13.2℃沸点:197.5℃ 密度相对密度(水=1)1.11;相对密度(空气=1)2.14 外观与性状无色、无臭、有甜味、粘稠液体 蒸汽压 6.21kPa/20℃ 闪点:110℃ 溶解性与水混溶,可混溶于乙醇、醚等 稳定性稳定 乙二醇的化学性质: 化学性质与乙醇相似,主要能与无机或有机酸反应生成酯,一般先只有一个羟基发生反应,经升高温度、增加酸用量等,可使两个羟基都形成酯。如与混有硫酸的硝酸反应,则形成二硝酸酯。酰氯或酸酐容易使两个羟基形成酯。乙二醇在催化剂(二氧化锰、氧化铝、氧化锌或硫酸)作用下加热,可发生分子内或分子间失水。乙二醇能与碱金属或碱土金属作用形成醇盐。通常将金属溶于二醇中,只得一元醇盐;如将此醇盐(例如乙二醇一钠)在氢气流中加热到180~200°C,可形成乙二醇二钠和乙二醇。此外用乙二醇与2摩尔甲醇钠一起加热,可得乙二醇二钠。乙二醇二钠与卤代烷反应,生成乙二醇单醚或双醚。乙二醇二钠与1,2-二溴乙烷反应,生成二氧六环。此外,乙二醇也容易被氧化,随所用氧化剂或反应条件的不同,可生成各种产物,如乙醇醛HOCH2CHO、乙二醛OHCCHO、乙醇酸HOCH2COOH、草酸HOOCCOOH 及二氧化碳和水。a二醇与其他二醇不同,经高碘酸氧化可发生碳链断裂。制法工业上由环氧乙烷用稀盐酸水解制得。实验室中可用水解二卤代烷或卤代乙醇的方法制备。应用乙二醇常可代替甘油使用。在制革和制药工业中,分别用作水合剂和溶剂。乙二醇的衍生物二硝酸酯是炸药。乙二醇的单甲醚或单乙醚是很好的溶剂,如甲溶纤剂HOCH2CH2OCH3 可溶解纤维、树脂、油漆和其他许多有机物。乙二醇的溶解
从稀溶液中回收乙二醇 摘要 本文讨论了从稀溶液中回收乙二醇实验的可行性,如聚对苯二甲酸乙二醇酯废液。根据工艺过程的要求水溶液种乙二醇的质量分数为1.3%,乙二醇先经过一个初步蒸发阶段,然后由一个反渗透蒸馏处理。本研究的目的是找出各个操作单元的操作条件,从而确保乙二醇的浓度达到相关工艺所要求的浓度,并尽可能多的回收乙二醇,减少乙二醇的浪费。 关键词:乙二醇回收聚酯废水废物减少蒸发反渗透 绪论 工业上采用乙二醇与对苯二甲酸直接酯化反应,或对苯二甲酸二甲酯(DMT)与乙二醇酯交换法聚生产聚对苯二甲酸乙二醇酯。直接酯化是新建工厂生产采用的首选方法,是因为直接酯化反应具有较高的反应速率;在催化剂作用下,可以获得更高的分子聚合度;对苯二甲酸比对苯二甲酸二甲酯轻,减少了存储费用。 乙二醇与对苯二甲酸在缩聚反应器中反应,温度控制在220-260℃。乙二醇过剩,通常可以获得较高的反应速率。乙二醇与对苯二甲酸的比例大于2时,可以抑制一缩二乙二醇的形成。直接酯化,由催化剂加速其反应,其次是逐步四方的压力达到1mbar。反应产物中过剩的试剂,用连续蒸馏的方法除去。根据酯交换生产方案,酯化废水溶液主要含有乙二醇。对于此废水,资料显示总有机碳(TOC)在5000-11,00mg/L之间,TOC的含量取决于工厂的生产情况。 乙二醇是化学工业的主要产品之一,全世界的生产为6.7 ×10 6t/a。乙二醇可以降低水的冰点,其作为一种完美的防冻剂处理起来也很方便。商业上乙二醇用于发动机制冷,太阳能设备,热水及工业冷却系统以及作为飞机的防冻剂。乙二醇也是一种具有用于生产聚酯纤维的重要商业价值的原料,主要是聚对苯二甲酸乙二醇酯。其他少量用途是作为保湿剂,增塑剂,柔软剂,液压油和溶剂。 由于其大量使用,乙二醇已被列为10种环境污染物之一。在土壤中容易渗透,污染地下水,而其从地表水释放是微不足道的。因此有必要在乙二醇污染环境之前对其进行处理。需氧或厌氧生物治疗对于处理乙二醇废水具有重要作用,并应用PET废水处理。好氧工艺已成功被证明可以处理化学需氧量(COD)不高于1000-1500mg/L的废水。但是这些工艺不能很好地处理PET废水,由于PET
E O E G(乙二醇)装置工艺技 术特点及基本原理 -标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
工艺技术特点及基本原理 基本原理 乙烯氧化生成环氧乙烷的反应机理 乙烯氧化过程按氧化程度可分为选择性氧化(部分氧化)和深度氧化(完全氧化)两种情况。乙烯分子中的碳—碳双键(C=C)具有突出的反应活性,在一定氧化 条件下可实现碳—碳双键的选择氧化而生成环氧乙烷,但在通常氧化条件下,乙烯分子骨架很容易被破坏,发生深度氧化而生成二氧化碳和水。目前工业上乙烯直接氧化生成环氧乙烷的最佳催化剂是银催化剂。 (1)主反应 乙烯氧化生成环氧乙烷是放热反应,在250℃时,每生成一摩尔环氧乙烷要释放出25.19千卡的反应热。 (2)副反应 乙烯氧化时除生成产物环氧乙烷外,还发生其它反应: 在工业生产中,反应产物里实际主要是环氧乙烷、二氧化碳和水,而甲醛量远小于1%,乙醛量则更小。 反应(2)是主要副反应,也是放热反应,250℃时,每反应掉1摩尔乙烯要放出315.9千卡反应热,如果反应温度过高或其它条件影响会产生反应(3),其反应也是强放热反应,每反应掉1摩尔环氧乙烷要放出314.4千卡的热量,副反应(2)和(3)与主反应(1)的反应进行比较,便可看出副反应的反应热是主反应热的卡几倍,因此必须严格控制工艺条件,以防副反应增加。不然,副反应加剧,势必引起操作条件恶化,造成恶性循环,甚至发生催化剂床层"飞温"(由于催化剂床层大量积聚热量造成催化剂层温度突然飞速上升的现象)而使正常生产遭到破坏。 近代对乙烯在银催化剂条件下的选择性氧化机理做了大量的研究,比较统一的看法是: A.氧被银表现吸附的形态 初始时,在各种不同温度下氧被高速度吸附,此时活化能很低,约为3千卡/克分子,这个过程发生在四个邻近的清洁的银原子上氧分子的解离吸附(非活化解离吸附)。
乙二醇回收事故预案 目录 一、可能产生的事故类型 1、停电、停水 2、负压压力不够 3、回收乙二醇中会含量过高 4、刮膜蒸发器搅拌电机损坏 5、刮膜蒸发器内温度波动大 6、刮膜蒸发器搅拌十字板脱落 7、乙二醇的泄露引起的人员中毒、着火、爆炸和环境污染 二、危险物质危险特性 三、装置危险源及造成的危险程度(造成的后果) 四、处理方法 五、预防措施 1、日常操作与巡检 2、现场静电防护 3、静电防护 4、安全操作 5、职业健康
一、可能产生的事故类型 乙二醇回收事故类型主要有: 1、停电、停水 2、负压压力不够 3、回收乙二醇中会含量过高 4、刮膜蒸发器搅拌电机损坏 5、刮膜蒸发器内温度波动大 6、刮膜蒸发器搅拌十字板脱落 7、乙二醇的泄露引起的人员中毒、着火、爆炸和环境污染 二、装置危险物质危险特性 1、乙二醇理化常数 乙二醇别名甘醇熔点 -13.2℃沸点:197.5℃外观与性状无色、无臭、有甜味、粘稠液体蒸汽压 6.21kPa/20℃闪点:110℃ 健康危害 侵入途径:吸入、食入、经皮吸收。 健康危害:吸入中毒表现为反复发作性昏厥,并可有眼球震颤,淋巴细胞增多。口服后急性中毒分三个阶段:第一阶段主要为中枢神经系统症状,轻者似乙醇中毒表现,重者迅速产生昏迷抽搐,最后死亡;第二阶段,心肺症状明显,严重病例可有肺水肿,支气管肺炎,心力衰竭;第三阶段主要表现为不同程度肾功能衰竭。人的本品一次口服致死量估计为1.4ml/kg(1.56g/kg)。 急救措施 皮肤接触:脱去污染的衣着,用大量流动清水冲洗。眼睛接触:提起眼睑,用流动清水或生理盐水冲洗。就医。 吸入:迅速脱离现场至空气新鲜处。保持呼吸道通畅。如呼吸困难,给输氧。如呼吸停止,立即进行人工呼吸,并迅速取就医。 食入:饮足量温水,催吐。洗胃,导泄。就医。 毒理学资料及环境行为 毒性:属低毒类。 急性毒性: 亚急性和慢性毒性:人吸入40%乙二醇混合物9/28人出现短暂昏厥;人吸入40%
丙二醇水溶液因为其无毒、无腐蚀等性质,在诸多领域作为载冷剂应用。其物理性质对设备和系统的设计都十分重要,下面是丙二醇水溶液的粘度(mPa.s)与其浓度和温度的关系。(数据来源ASHRAE手册2005) 温度℃乙二醇水溶液浓度(体积浓度) 10% 20% 30% 40% 50% 60% 70% 80% 90% –35 524.01 916.18 1434.22 3813.29 –30 330.39 551.12 908.47 2071.34 –25 110.59 211.43 340.09 575.92 1176.09 –20 73.03 137.96 215.67 368.77 696.09 –15 33.22 49.7 92 140.62 239.86 428.19 –10 11.87 23.27 34.78 62.78 94.23 159.02 272.94 -5 4.98 9.08 16.75 24.99 43.84 64.83 107.64 179.78 0 2.68 4.05 7.08 12.37 18.4 31.32 45.74 74.45 122.03 5 2.23 3.34 5.61 9.35 13.85 22.87 33.04 52.63 85.15 10 1.89 2.79 4.52 7.22 10.65 17.05 24.41 37.99 60.93 15 1.63 2.36 3.69 5.69 8.34 12.96 18.41 28 44.62 20 1.42 2.02 3.06 4.57 6.65 10.04 14.15 21.04 33.38 25 1.25 1.74 2.57 3.73 5.39 7.91 11.08 16.1 25.45 30 1.11 1.52 2.18 3.09 4.43 6.34 8.81 12.55 19.76 35 0.99 1.34 1.88 2.6 3.69 5.15 7.12 9.94 15.6 40 0.89 1.18 1.63 2.21 3.11 4.25 5.84 7.99 12.49 45 0.81 1.06 1.43 1.91 2.65 3.55 4.85 6.52 10.15 50 0.73 0.95 1.26 1.66 2.29 3 4.08 5.39 8.35 55 0.67 0.86 1.13 1.47 1.99 2.57 3.46 4.51 6.95 60 0.62 0.78 1.01 1.3 1.75 2.22 2.98 3.82 5.85 65 0.57 0.71 0.91 1.17 1.55 1.93 2.58 3.28 4.97 70 0.53 0.66 0.83 1.06 1.38 1.7 2.26 2.83 4.26 75 0.49 0.6 0.76 0.96 1.24 1.51 1.99 2.47 3.69 80 0.46 0.56 0.7 0.88 1.12 1.35 1.77 2.18 3.22 85 0.43 0.52 0.65 0.81 1.02 1.22 1.59 1.94 2.83 90 0.4 0.49 0.61 0.75 0.93 1.1 1.43 1.73 2.5 95 0.38 0.45 0.57 0.7 0.86 1.01 1.3 1.56 2.23 100 0.35 0.43 0.53 0.66 0.79 0.92 1.18 1.42 2 105 0.33 0.4 0.5 0.62 0.74 0.85 1.08 1.29 1.8 110 0.32 0.38 0.47 0.59 0.69 0.79 1 1.19 1.63 115 0.3 0.36 0.45 0.56 0.64 0.74 0.93 1.09 1.48 120 0.28 0.34 0.43 0.53 0.6 0.69 0.86 1.02 1.35 125 0.27 0.32 0.41 0.51 0.57 0.65 0.8 0.95 1.24 导热系数
乙二醇生产装置的工艺设计前言 乙二醇在国民经济中有着极其重要的地位,是大宗有机化工产品。广泛用于生产聚酯纤维、薄膜、容器瓶类等聚酯系列产品和汽车防冻剂,还可用于除冰剂、表面涂料、表面活性剂、增塑剂、不饱和聚酯树脂以及合成乙二醇醚、乙二醛、乙二酸等化工产品的原料,虽然乙二醇产品用途极广,但国内乙二醇的产量一直无法满足国内市场的强劲需求,乙二醇自给率不足50%,有相当大的部分需要进口,易受国际市场供求关系的影响。因此,发展和技术改造乙二醇工艺设计对我国经济发展有着重要的意义。 随着我国市场经济的发展,以前那种单纯*增大原料和能源的消耗来提高产量的做法已逐渐被淘汰,继续这种做法的企业已经濒临破产倒闭;现在只有依*科技的力量,通过技术的改造来降低能源的消耗,同时使各种生产资料得到优化的配置,才是摆脱困境最有效的方法。 乙二醇工艺设计中,乙二醇的精制是整个工艺流程的核心部分,关系着乙二醇产品的质量和产量。因此,本设计以乙二醇精制为中心和重点,经过严密的计算和论证,得到了肯定的结果。 该技术具有世界共同发展趋向的节能性,是生产乙二醇工艺的重大突破。 第1章文献综述 1.1 乙二醇工业的发展[1][2] 乙二醇是最简单和最重要的脂肪族二元醇,它在有机化工生产中是一种重要的基本原料,尤其广泛用于聚酯纤维、聚酯塑料的生产。在汽车、航空、仪表工业的冷却系统中,它是抗冻剂的重要成分。在溶剂、润滑剂、软化剂,增塑剂和炸药的生产中也有多种用途。 乙二醇是由Wurtz于1859年首次用氢氧化钾水解乙二醇二乙酸酯制得的。第一次世界大战期间,人们利用乙二醇的二硝酸酯能降低甘油凝固点的特性来代替甘油生产炸药。本世纪20年代,随着汽车工业的发展,抗冻剂的需求猛增,导致了乙二醇供不应求。当时是采用氯乙醇皂化法生产乙二醇。50年代中期,聚酯树脂的开发成功和投入生产,再度刺激了乙二醇工业的发展,由石油化工基本原料乙烯或环氧乙烷的氧化、水解制乙二醇的方法开始占据主导地位。70年
Inland Inland Technologies Inland Inland Inland Inland Inland Inland 2012 11 12 700,000,000 100,000,000 50% DuraGly Inland Inland Glyvac Starcevic GlycolGuard DuraGly Glyvacs Starcevic Distillation
Glyvac Glyvac Inland Glyvac Glyvac Glyvac 99.9% Glyvac 10 6800 Glyvac Inland Glyvac 725 si 325 173 30 45% Inland Glyvac 2012 11
Inland 60% 000 g 100 g 650,000,000 2012 11 17000 l d 4500 g 1% 25% 50% 60% 100 g 6.1 1.83 2.5 + 6.7 + 22 t
The Starcevic The Starcevic 50% 99.8% SDS Inland DuraGly 99.8% 8.5m Momcilo Starcevic 2010 12 Momo Inland Starcevic 2012 11 7000 lpd 50%-85%85%-99.8% 8.5 m 1000 mg/L 20%
GlycolGuard GlycolGuard Inland GlycolGuard GlycolGuard GlycolGuard 60 cm [24 ] GlycolGuard Inland 2012 11
全球乙二醇生产工艺路线及成本对比 一目前全球乙二醇生产工艺路线及成本对比 目前世界上大规模生产乙二醇的方法有3种: 1)采用天然气为原料制乙二醇(主要集中在中东地区),2009年产能620万吨,占全球总产能的32%,预计2011年产能将达到1000万吨; 2)以石油为原料制乙二醇,2009年全球产能1300万吨,占世界的68%; 3)采用褐煤做原料生产乙二醇(丹化科技),年产能20万吨。 目前中东地区天然气3乙二醇每吨生产成本约250美元。据丹化科技披露,即便能以非常优惠的价格(130元/吨)获得褐煤资源,煤制乙二醇生产成本依然高达2600元/吨(约合380美元/吨)。因此相比天然气制乙二醇,即使加上运费(从中东到中国最新报价20美元/吨),煤制乙二醇也不具备竞争力。 与石油制乙二醇相比,煤制乙二醇是否具备成本优势,取决于国际油价和能否获得廉价煤炭资源。根据丹化科技煤制乙二醇实验数据推算,若煤价为750元/吨,当石油价跌到67美元/桶以下时,煤制乙二醇将不具备成本优势。 以天然气为原料制乙二醇(环氧乙烷水合法):具体工艺路线是:首先以天然气生产乙烯,然后乙烯生产乙二醇。采用该工艺路线,乙二醇的生产成本主要由两部分构成:1)原料成本约为6300元(其中乙烯市场价格按照10 000元/吨计算,成本6 000元);2)其他成本约700元(其中固定成本约330元,动力成本约380元)。 以石油为原料制作乙二醇(环氧乙烷水合法):具体工艺路线是:首先石脑油生产乙烯,然后使用乙烯生产乙二醇,本工艺路线和天然气为原料的工艺路线的区别在于获得乙烯的方式,前者通过石脑油制作乙烯,后者通过天然气制作乙烯。 目前全球乙烯总需求约为亿吨,总产能约亿吨。其中约50%用石脑油制作,50%用天然气(乙烷、丙烷等)制作,用两种不同工艺路线的生产成本存在巨大差异。用天然气生产乙烯的成本:中东乙烯装置以乙烷为原来成产成本最低达100美元/吨,平均为240美元/吨;美国墨西哥湾沿岸为250美元/吨。用石脑油生产乙烯的成本:每生产一吨乙烯约需要吨石脑油。因石脑油制乙烯会产生燃料油,汽油等副产品,考虑综合收益,乙烯成本约为石脑油成本的~倍之间,从原油到石脑油的加工费一般在50美元/吨左右。因此石油路线制乙烯的成本可用如下公式推算:乙烯成本=(原油价格+50美元)×~。 以褐煤做原料生产乙二醇:具体工艺路线是:煤炭—羟化—加氢—乙二醇。根据丹化科技公开的煤制乙二醇项目建议书中提供的数据,煤制乙二醇项目成本构成如下表(表1)所示: 表1 按此成本,当国际油价降到54美元以下事,煤制乙二醇不具备成本优势。根据丹化科技披露的试验数据推算。煤制乙二醇的生产成本构成如上表2所示。
乙二醇C2H(OH)2是无色无味的液体。挥发性低、腐蚀性低,容易与水和许多有机化合物混合使用。乙二醇分子量为62.07,凝固点为-12.7 C,溶解潜热 (-12.7 C)为187kJ/kg。不同浓度的乙二醇溶液的密度比热导热系数粘度和凝固点见下表: 体积% 0 10 20 30 40 50 60 凝固点 「C)0 -3 -8 -16 -25 -37 -55 乙二醇水溶液的密度kg/m3 温度乙 二醇体积百分比浓度 C25 30 40 50 60 65 100 -40 1120 1130 -17.8 1080 1100 1110 1120 1160 4.4 1048 1057 1070 1088 1100 1110 1145 26.7 1040 1048 1060 1077 1090 1095 1130 48.9 1030 1038 1050 1064 1077 1820 1115 71.1 1018 1025 1038 1050 1062 1068 1049 93.3 1005 1013 1026 1038 1049 1054 1084 乙二醇水溶液的导热系数w/m.K 温度乙二醇体积百分比浓度 C10% 20% 30% -10 0.415 -5 0.46 0.422 0 0.511 0.468 0.429 5 0.52 0.47 6 0.436 10 0.528 0.483 0.442 乙二醇水溶液的比热kJ/kg.k 温度乙二醇体积百分比浓度 C10% 20% 30% -10 3.56 -5 3.757 3.574 0 3.937 3.769 3.589 5 3.94 6 3.78 3.603 10 3.954 3.792 3.617 乙二醇水溶液的粘度mPa.s 温度乙二醇体积百分比浓度 C10% 20% 30% -10 6.19 -5 3.65 5.03 0 2.08 3.02 4.15 1 / 2
附件: 乙二醇的防冻特性 防冻液是冷水机组冷却系统的冷却介质,用于冷水机组在冬季防冻。冷水机组对冷却介质(防冻液)性能有以下要求: (1)良好的防冻性能; (2)防腐及防锈性能; (3)对橡胶密封导管无溶胀及侵蚀性能; (4)防止冷却系统结垢的性能; (5)抗泡沫性能; (6)低温粘度不太大; (7)化学性质稳定。 防冻液有乙醇型、乙二醇型(甘油型)。乙醇型,即酒精水溶液型防冻液。因为沸点低、易蒸发、使用中损失量大基本上已停用。丙三醇型,因价格昂贵,使用也受限制。目前普遍使用,防冻液为乙二醇型。 乙二醇的物理化学性质见表1。 表1 乙二醇物理化学性质 目前市场供应的防冻液有乙二醇水溶液,这种防冻液可直接使用,如北京油脂化工厂生产的1号、2号、3号防冻液,青岛日用化工厂生产的FG-20、FG-3 0、FG-40防冻液。 市场上供应的还有一种防冻液母液,即浓缩型。这种防冻液一般为进口产品,或合资企业生产,通常采用小铁桶式的包装,如良普顿、壳牌等。 浓缩型防冻液,即防冻液母液一般不能直接使用,而应该根据使用温度的要求,用软化水进行调制到一定的浓度才能使用,乙二醇防冻液母液调制浓度和冰点参见表2。 从表2中可以看出乙二醇型防冻液,其冰点随着乙二醇在水溶液中的浓度变化而变化,浓度在59%以下时,水溶液中乙二醇浓度升高冰点降低,但浓度超
过59%后,随着乙二醇浓度的升高,其冰点呈上升趋势,当浓度达到100%时, 其洋点上升至-13C,这就是浓缩型防冻液(防冻液母液)为什么不能直接使用的一条重要原因,必须引起使用者的注意。 表2 防冻液母液调制浓度和冰点 由于当前市场上供应的防冻液种类比较多,而且生产渠道又是多种多样,所以选择和正确使用防冻液是一个值得引起重视的问题。 2.如何正确使用防冻液 (1)加注防冻液前一定要对发动机冷却系统进行一次认真的清洗。 这是因为防冻液中加有除垢剂和清先剂,使用前如果没有对发动机冷却系统进行认真的清洗,而直接加入防冻液后,发动机冷却系统中原有的水垢与防冻液接触后脱落,使防冻液变浊、变稠,甚至变色、变味,严重时堵塞水管、水道、或沉淀在水箱下部弯管接头部位。造成散热不良,防冻液不能循环,致使发动机温度过高。为防止这些现象的发生,应在加注防备冻液前,应使用10%的烧碱 水溶液浸泡水箱一个小时,再将冲先液排放,然后用软化水反复冲洗2?3次,以清除发动机冷却系统中原积存的水垢,冲先完后才能加注防冻液。 (2)加注防冻液前要检查发动机冷却系统爱莫能助无渗漏现象,并应及时 排除后才能使用防浆液。 (3)禁止直接加注防冻液母液。 有些驾驶人员及修理人员以为防冻液越纯越好,乙二醇浓度越大越好,而直 接加注防冻液母液,这样做不但不能满足防冻液对冰点的要求,反而会出现一些意想不到的现象,如防冻液变质,浓度大,密度大,低温粘度增大以及发动机温度高等现象。所以在使用防冻液母液时定要按要求进行调制,禁止直接使用。 (4)不要把正常现象看作异常。 防冻液沸点咼,热容量大,蒸发损失小,冷却效率咼。水的沸点在760mm Hg环境条件下为100C,乙二醇型防冻液沸点可过到110C以上,所以加注防冻液的车辆比用软化水冷却时发动机冷却液温度要高明出10C左右,这是一种正 常现象,应该看到使用防冻液后,温度虽然高,却不易开锅”这一事实,所以不
前言 乙二醇回收及加注。60%乙二醇由集中处理站加压计量后(加药泵与加药点一一对应),经管线输至站外集气阀组计量汇管、部分井口和部分生产汇管加注,集中处理站分别在节流、换冷前加注。凝析气处理及稳定部分的三相分离器分出的乙二醇水溶液进入乙二醇回收系统,经再生塔加热分馏,脱除部分水后循环使用。 乙二醇再生。自石炭系低温分离器分出75%(重量百分数)的乙二醇富液,经贫富液换热罐换热后进入乙二醇再生塔,再生后85%(重量百分数)的乙二醇贫液经贫富液换热罐冷却后进入乙二醇储罐储存,再经过乙二醇加注泵加注至石炭系凝析气。 在凝析气田生产、处理、集输过程中极易产生水化物,为了避免水化物对气矿安全生产造成影响,气矿在生产过程中采用向流程中易产生水化物部位注入乙二醇的方法来防止水化物的生成。 主体 乙二醇体积分数达不到80%以上的要求,循环再注入流程中将不能有效预防水化物的生成,可能在生产处理和海底管线集输过程中生成水化物,从而形成冻堵,对气矿安全生产造成严重威胁;同时大量的乙二醇在回收过程中被耗损,给气矿经济效益和环保管理带来巨大压力。 1、乙二醇再生装置 再生装置核心设备是重沸器,它主要由换热器、填料段、折流段、换热段4部分组成。 乙二醇再生装置是利用乙二醇和水的沸点差对溶解在水中的乙二醇进行蒸发提浓,从而达到回收乙二醇的目的。 在正常工作流程中,热介质油通过加热段盘管将罐内流体加热到130℃,高温蒸汽上升到加热填料鲍尔环,使其温度达到130℃左右。经过预热的乙二醇富液从精馏柱填料段顶部进入,穿过高温填料鲍尔环后蒸发掉大部分的水,乙二醇贫液靠自身重力落入重沸器。水蒸气经过折流段缓冲,再进换热段初步冷却后经顶部进入冷凝器冷却到常温后排出,达到乙二醇回收的目的。 常压再生条件下,贫液中乙二醇浓度就决定于重沸器温度。由于乙二醇的热分解温度为206℃,因而重沸器操作温度一般在190℃左右,最高不超过204℃,
乙二醇溶液防腐蚀处理 通常情况下,乙二醇作为一种传统的载冷剂同样具有很强的腐蚀性。铁和无氧纯水的反应其自由能是降低的,反应要放出氢。同时,乙二醇在使用过程中与空气接触容易产生气泡,气泡在溃灭过程中产生的微射流或冲击波对设备产生损伤——穴蚀(又称气蚀、空蚀)。穴蚀现象开始是变色,表面局部呈灰白色,而后逐步变粗糙,继而呈现出麻点和针孔,并逐步向深处发展,最后产生散落或形成局部聚集的蜂窝状孔群,严重的针孔可穿透设备。加上钢铁表面不均匀,它在水中要形成无数微小的腐蚀电池,造成对设备的腐蚀。同时乙二醇含有羟基本身不稳定容易酸化等因素会导致新鲜乙二醇溶液能在小于1周的时间内腐蚀碳钢(一般用碳钢)和铜;能在约1年的时间内,腐蚀一般不锈钢(304不锈钢),并导致溶液系统中铁锈杂质等含量很高,很多企业使用的乙二醇溶液在1年左右,杂质含量达到1%附近。由此导致换热效果低,冰点提高等后果。另外,发生腐蚀的乙二醇溶液,由于存在电化学腐蚀、垢下腐蚀、酸性腐蚀等一些列叠加腐蚀作用,具有更强的腐蚀性。 有些企业在使用过程中经常出现蒸发器、管路等泄露,确切地说,一个新建载冷系统,如果使用乙二醇水溶液做循环载冷介质,那么,经过几年时间运行,该循环系统就会在乙二醇类溶液的腐蚀下出现泄漏现象。因为载冷剂锈蚀而损坏设备,造成停产的现象有很多。比如,北京某工厂于1995年建成的一组12个碳钢发酵罐,经过5年运行,到2000年生产旺季时,冷却带出现大范围渗漏,最后,只有停产大修,扒掉保温层,割掉全部被腐蚀的冷带,重新焊制新冷带,整个大修费用花掉200多万元,停产损失几百
万元。2001年浙江某工厂制冷系统冷带及氨蒸发器蛇管均被醇类溶液腐蚀发生泄漏,造成停产维修,损失严重。 冷冻循环系统金属出现腐蚀后,首先要更换蒸发器、管路、发酵罐等,即使更换新鲜的乙二醇溶液,长时间之后由于乙二醇溶液腐蚀又会出现泄漏,这样一方面更换成本很高,另一方面影响生产,因此使用一种无腐蚀的载冷介质,才能保证载冷循环系统的长期稳定运行,就国内而言朝阳光大化工早已经开发出无腐蚀的载冷介质,而且在国内推广使用多年,效果也得到了客户的认可。下图为两块完全相同的碳钢试块,同时分别放入无色透明的乙二醇水溶液和光大产品溶液中,经过一段时间拍摄的照片如图所示。乙二醇水溶液变浑浊,碳钢试块90%部分生红锈,而光大产品仍保持无色透明,碳钢试块表面无明显变化。 乙二醇溶液出现腐蚀如果不及时采取措施,时间越长,腐蚀也会越来越严重,增加了维修和运行费用。若阀门、管线被腐蚀穿孔,会造成物料泄漏等危害,严重影响生产。因此将乙二醇溶液更换成无腐蚀性的载冷介质已成为稳定生产的必要条件。
乙二醇回收和再生系统 MEG (Monoethylene Glycol) Regeneration Inland technologies是乙二醇回收和再生系统的专业制造商. 生产基地分别位于加拿大和美国. 多年来, 我们管理, 回收, 再生来自很多行业的乙二醇废液, 包括汽车冷却剂, 飞机除冰液, 陆海石油和天然气管道和设备脱水. 到现在, 我们已经管理, 回收, 再生了12亿升的乙二醇废液. Monoethylene Glycol (MEG) 乙二醇一般被应用在陆海石油和天然气管道和设备中防止水合物的形成和堵塞. 为了降低成本和减少乙二醇废液的排放数量, 乙二醇通常被回收和再生. 水合物经常产生在低温和高压的条件下, 因为水合物的形成, 从而使海底管道特别容易损坏( 海床温度经常处于4-10°C之间). 这时就需要不间断的注入乙二醇. 乙二醇被注入钻井平台和海岸上, 乙二醇被浓缩和再生, 再次应用于海底管道. 多年前, Inland 就已经研发和制造出一种二选一可交替回收和再生系统: a. 乙二醇浓缩器(MEG Concentrator) b. The Starcevic Dist illation System?乙二醇蒸馏系统(The Starcevic Distillation System?) 乙二醇浓缩器(MEG Concentrator), 应用于陆海石油和天然气行业. 是低资金投入, 低操作成本的系统, 可以把浓度1%-20%的乙二醇溶液浓缩到浓度50%-60%. The Starcevic Distillation System?乙二醇蒸馏系统(The Starcevic Distillation System?), 是乙二醇浓缩器(MEG Concentrator)生产的浓度50%-60%乙二醇溶液的再浓缩系统, 可以把浓度50%-60%的乙二醇溶液浓缩到浓度98+%. Inland的新型The Starcevic Distillation System?乙二醇蒸馏系统(The Starcevic Distillation System?), 是一个两阶乙二醇再生系统, 可以把浓度50%-60%的乙二醇溶液浓缩并得到到浓度98+%的纯级乙二醇. 它比其它可比系统节省20%的能耗, 并且每天可以生产7000升的产品, 这个产量是用于大多数陆海石油和天然气管道. 乙二醇浓缩器(MEG Concentrator) 和The Starcevic Distillation System?乙二醇蒸馏系统(The Starcevic Distillation System?) 可非常容易的和陆海石油和天然气行业的其它设备整合, 以满足和适合当地实际的操作条件, 规范限制, 以及环保要求.
乙二醇(ethylene glycol)又名“甘醇”、“1,2-亚乙基二醇”,简称EG。化学式为(HOCH2),是最简单的二元醇。乙二醇是无色无臭、有甜味液体,对动物有毒性,人类致死剂量约为1.6 g/kg。乙二醇能与水、丙酮互溶,但在醚类中溶解度较小。 :-12.6℃ :197.3℃ :相对密度(水=1)(20℃); 相对密度(空气=1): 与水任意比例混合,混合后由于改变了冷却水的蒸气压,冰点显着降低。 其降低的程度在一定范围内随乙二醇的含量增加而下降。 当乙二醇的含量为60%时,冰点可降低至- 48.3℃,超过这个极限时,冰点反而要上升。 乙二醇防冻液在使用中易生成酸性物质,对金属有腐蚀作用。 乙二醇有毒,但由于其沸点高,不会产生蒸气被人吸入体内而引起中毒。 乙二醇的吸水性强,储存的容器应密封,以防吸水后溢出。 由于水的沸点比乙二醇低,使用中被蒸发的是水,当缺少冷却液时,只要加入净水就行了。 这种防冻液用后能回收(防止混入石油产品),经过沉淀、过滤,加水调整浓度,补加防腐剂,还可继续使用,一般可用3—5年。 但要过滤多遍,以防对机动车造成损伤。 有很多人认为乙二醇的冰点很低,防冻液的冰点是由乙二醇和水按照不同比例混合后的一个中和冰点,其实不然,混合后由于改变了冷却水的蒸气压,冰点
才会显着降低。 其降低的程度在一定范围内随乙二醇的含量增加而下降,但是一旦超过了一定的比例,冰点反而会上升。 40%的乙二醇和60%的软水混合成的防冻液,防冻温度为-25℃;当防冻液中乙二醇和水各占50%时,防冻温度为-35℃。 PX-C8T浓度计是根据乙二醇浓度与折射率的对应关系而设计的光学仪器,该产品不仅可以测量乙二醇的浓度,同时液可以测量乙二醇冰点,以及测量电瓶液比重,在测量时,只要滴几滴乙二醇在折光仪棱镜上,然后向着光观察,就可以快速读出乙二醇的浓度。测量范围:乙二醇浓度:0-100%;乙二醇冰点:0到-60℃;电池液比重:到。 PX-C8T乙二醇浓度计,又称防冻液乙二醇浓度计,乙二醇浓度测试仪,乙二醇浓度测试仪,乙二醇浓度检测仪,乙二醇浓度测量仪,是为测量乙二醇等水溶液的乙二醇浓度的比例而设计的精密的光学仪器。简单易用,且价格优惠。只要滴几滴液体在棱镜上,然后向着光观察,就可以读出溶液的浓度。如果标有T(ATC)的是增加了温度自动补偿系统。 下面是乙二醇水溶液的冰点和沸点与浓度的关系,数据来源ASHRAE手册(2005版)。
热管、转轮、板式、乙二醇热回收的简单比较 转轮式热交换器与热回收系统 图1为转轮式热交换器与热回收系统。转轮式热交换器由转轮蓄热体、驱动电动机、控制器及外壳等部分组成。外壳分隔成两部分,分别与进风和排风管相连。电动机功率小于 1Kw,装在边角通过三角皮带带动转轮蓄热体以10r/min左右的速度缓慢旋转。从而把排风中热量(或冷量)贮蓄起来,然后再传递到进风中。一般情况下,进、排风均应装设过滤器。 转轮式热交换器由于转轮蓄热体的材料不同,可分为四种类型:(1)ET型:由覆有吸湿性涂层的抗腐蚀铝合金箔制成,有优良的吸湿性能,可同时回收显热与潜热。全热效率可达70%~90%。(2)RT型:由纯铝箔制成,无吸湿量,主要回收显热。(3)PT型:由耐腐蚀铝合金箔制成,能耐较高的温度,进行显热交换。适用于厨房、印染厂及特殊的工业通风系统。 (4)KT型:由耐腐蚀铝合金箔制成,外涂塑料层,有较强的耐腐蚀性,主要回收显热。适用于电镀车间、电机试验室、动物饲养房等。对RT型、PT型,当转轮温度低于排风露点温度时,则能对新风起加湿作用。 图1转轮式全热交换器及排风热回收系统(a)转轮式全热交换器结构示意图;(b)热回收系统
1.净化扇形区; 2.新风风机; 3.排风风机 2、排风与新风交替逆向流过转轮,具有自净作用 3、通过转速控制,能适应不同的室内外空气参数 4、回收效率高,可达到70%~90% 5、能应用于较高温度(≯80℃)的排风系统 1)装置较大,占用建筑面积和空间多 2)接管位置固定,配管灵活性差 3)有传动设备,自身需要消耗动力 4)压力损失较大 5)有少量渗漏,无法完全避免交叉污染板翅式全热交换器与热回收系统 图2为板翅式全热交换器与热回收系统。其是一种静止式的全热交换器。换热芯体是采用多孔纤维材料如特殊加工的纸作为基材,对其表面进行特殊处理后制成的板翅状单元体。在换热器中换热芯体交叉叠置,波纹板的波峰与隔板连在一起,将进、排风通路完全分开。特殊加工的纸既能传热又能传湿,但不透气。当进、排风之间有温差或水蒸气分压力差时,进、排风之间进行热、湿交换产生热回收。本设备仅适用于一般的通风空调工程,排风中含有有害成分时,不宜选用。由于热交换器无自净能力,新风和排风在进入热交换器之前应经过滤。 还有一种简单的板式显热交换器,只有隔板,而无翅片,新