点胶机操作说明
设备介绍
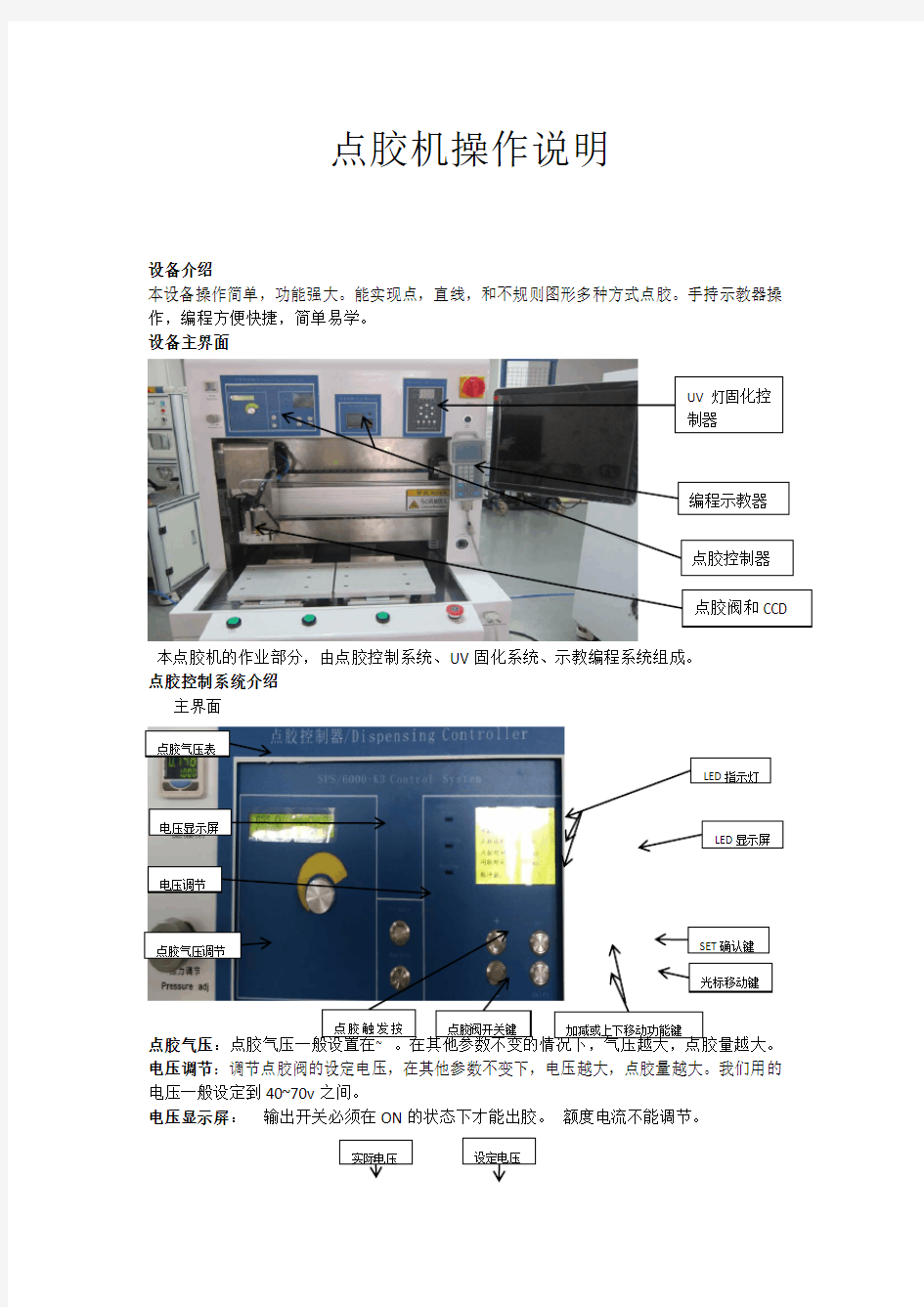
本设备操作简单,功能强大。能实现点,直线,和不规则图形多种方式点胶。手持示教器操作,编程方便快捷,简单易学。 设备主界面
本点胶机的作业部分,由点胶控制系统、UV 固化系统、示教编程系统组成。 点胶控制系统介绍 主界面
点胶气压。在其他参数不变的情况下,气压越大,点胶量越大。 电压调节:调节点胶阀的设定电压,在其他参数不变下,电压越大,点胶量越大。我们用的电压一般设定到40~70v 之间。
电压显示屏: 输出开关必须在ON 的状态下才能出胶。 额度电流不能调节。
编程示教器
UV 灯固化控
制器
点胶控制器
点胶阀和CCD
点胶气压表
点胶阀开关键 点胶触发按电压显示屏
点胶气压调节
电压调节
加减或上下移动功能键
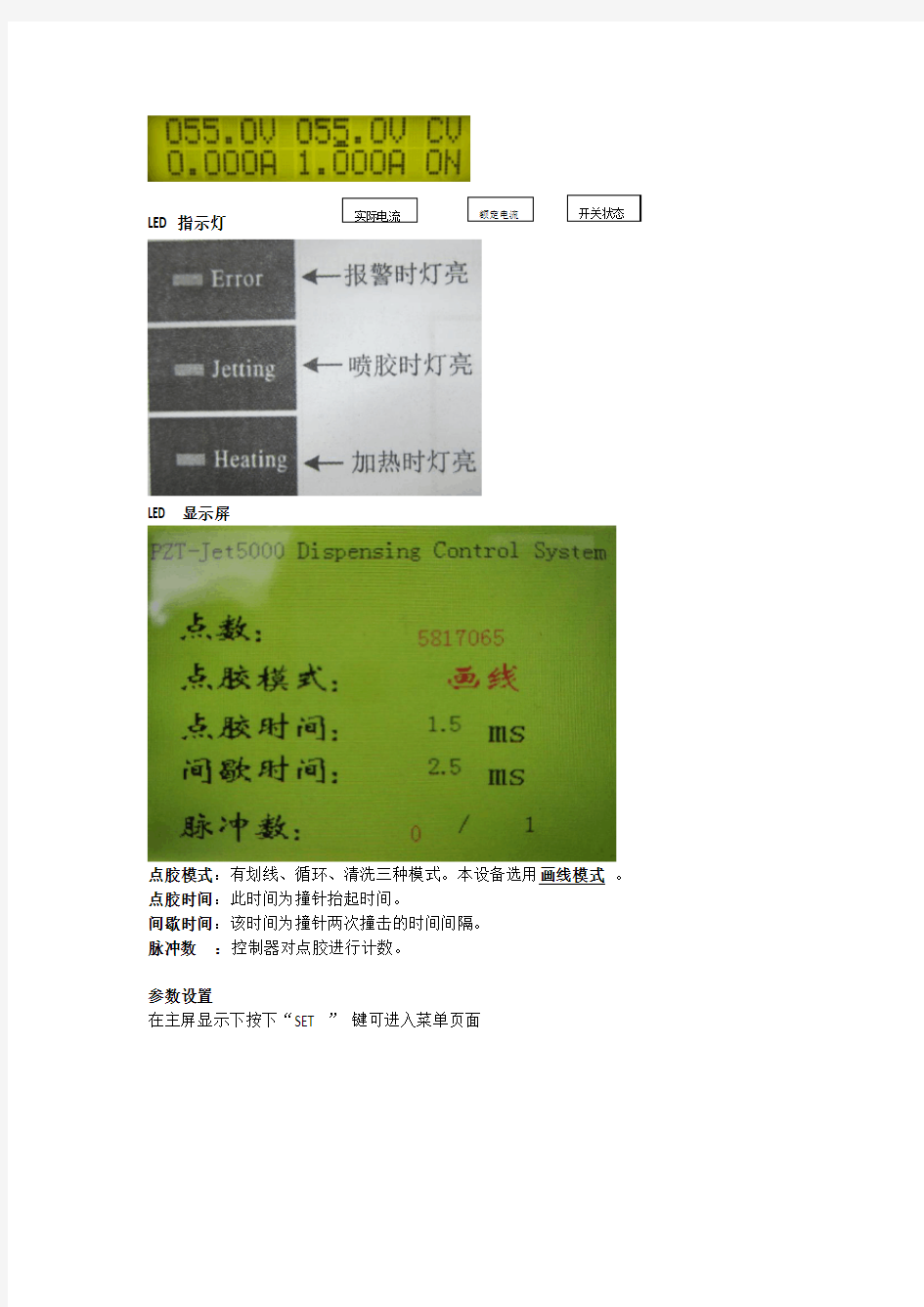
LED 指示灯
SET 确认键 光标移动键
LED 显示屏
实际电压
设定电压
LED 指示灯
LED 显示屏
点胶模式:有划线、循环、清洗三种模式。本设备选用画线模式 。 点胶时间:此时间为撞针抬起时间。
间歇时间:该时间为撞针两次撞击的时间间隔。 脉冲数 :控制器对点胶进行计数。
参数设置
在主屏显示下按下“SET ” 键可进入菜单页面
额定电流
实际电流
开关状态
用“+”、“-”选择相应菜单,红色为当前选择项。按“SET ”键确认可进行参数设置和模式设置。
在参数设置菜单中,用“+”、“-”选择需要设置项目。
UV固化系统介绍
主界面介绍
模式设置
按“模式设置键”→选择要设置的“通道按键”对应的指示灯会亮→再按“模式按键”每按一次模式会顺序循环切换,相应指示灯点亮→按“确认按键”后等待3秒。系统退出设置模式。对应模式指示灯停止闪烁。
注意:本设备使用”外部触发”模式。
光强设置
按“光强设置键”光强指示灯闪烁→选择要设置的“通道按键”对应的指示灯会亮→按“加减键”调整光强值→按“确认按键”后等待3秒。系统退出设置模式。光强指示灯停止闪烁。
固化时间设置
按“时间设置键”时间指示灯闪烁→选择要设置的“通道按键”对应的指示灯会亮→按“加减键”调整时间值→按“确认按键”后等待3秒。系统退出设置模式。光强指示灯停止闪烁。
示教编程系统 开机准备:
开机后:三色指示灯的黄色指示灯闪烁,按下“复位”按钮。等待2s 复位完成后黄色灯停止闪烁,按下“启动”按钮三色灯由黄色转换到绿色。设备进入运行模式 示教器面板介绍
光强指示灯 时间指示灯 故障指示灯 光强设置键
通道按键
固化时间
光强值 通道状态指示灯
模式指示灯
时间设置键
模式设置键
加减键
确认键
注意:“W+”和“W-”控制Y2。“SHIF ”运动速度切换,有低、中、高三种模式。 产品加工:
1)设置加工产品型号: 打开示教器主页面
选择“1”加工任务
然后选择“2”进入快捷键设置界面 设置要加工的程序。
LED 显示屏
数字输入键
各轴运动控制键
删除键
功能键 不同界
确认保存键 返回或取消
注:快捷键3和4不允许编辑
快捷键1为Y1轴程序
快捷键2为Y2轴程序
快捷键3为Y1停止程序
快捷键4为Y2停止程序
2)快捷键程序设置步骤:
主页面→选择2“加工任务”→选择2“快捷”
按“F2”编辑按钮切换到选择文件列表里找到要要加工的程序
按下“ENT按钮”确定再按一次“ENT按钮”保存
注意:快捷键和他对应的程序不可以设错,否则无法正常运行。每个程序文件后面都有个Y1或Y2的后缀,快捷键1对应的是带Y1后缀的程序,快捷键2对应的是带Y2后缀的程序。3)开始加工产品:
将产品在载具上放好,按下“真空按钮”,再同时按下“真空按钮”和“启动按钮”。设备开始加工产品。
CCD与点胶阀针头位置的校正:
在主页面选择“4功能测试”移动X,Y,Z将X,Y坐标调到(100,100)Z轴高度以喷嘴与产品距离3mm左右如图
将测试屏(玻璃板)放在点胶阀下方,按下点胶阀空置面板的“点胶触发按键”点一滴胶。然后移动X 坐标将相机的中心移到胶滴的中心。
根据此时X 的坐标计算出相机与点胶阀喷嘴的相对坐标。(建议每次编写程序前都必须校正一次。)
程序路径的编写:
程序编写前我们先简单的熟悉下程序的组成
在F1插入菜单 我们可以插入点,直线,一些图形轨迹。还可以插入一些功能点。直接在手柄上输入前面的编号选择相应的项目。本设备常用的有 孤立点、直线、OUT 点。
编写程序 在主页面上
UV 步进输出点
点胶路径
UV 固化点
UV 灯光输出信号
孤立点
直线
F1选项里还有其他图形
输出信号点
选择“2示教编程”
按“F1”新建
选择要编写的工位:Y1或者Y2,按“F3”复位开始程序的编写
UV步进位置的编写
按“F1插入”
选择“7 OUT”点并设置参数
将UV
输出点步进由原点向右运动的距离
820cm
940cm
060cm
8+980cm
9+0100cm
8+9+0120cm
按“F2”延时(
点胶路径编写:
“F1”插入→“2”直线→将CCD 中心移到起点位置→“ENT”确定起点→将CCD 中心移到终点位置→“ENT”确定完成。
在程序编写界面还有个“阵列功能”,可以简化编程,提高编程效率。
输入“-”群组
选择要阵
F1阵列
设置阵列方
式,和方向
以及偏移距
还可以在程序界面F2编辑已经写好的程序。先选定要编辑的对象,按“F2”编辑。就可编辑该对象。
UV灯烤焦位置的编写:
“F1”插入→“1”孤立点→将点胶位置移动到UV灯正下方→“ENT”确定完成。
UV灯的开启:
“F1”插入
“7”OUT点并设置参数输出2 开启UV灯1(即Y1的UV灯),输出3 开启UV灯2(即Y2的UV灯)
“F2”延时(数值必须在200ms以上)然后“ENT”确定
程序编写完成后,返回示教界面
起点校正:
在示教界面输入“1”进入起点校正界面
将此时的X坐标减去前面CCD校正时得到的点胶喷头与相机的相对坐标。然后将得到的X 坐标值输入进去,按“ENT”确认后,再“ENT”保存起点。
参数设置
在示教界面按“F4”进入参数设置界面
选择“5结束动作”进入文件结束动作设置,选择“2回文件终点”然后“ENT”确认,再“ENT”保存。注意此步骤的设置很重要,否则程序无法正常运行。
在示教界面选择刚才编写的程序
按““ENT”将程序下载到加工任务里。然后退出返回到主界面选择“1加工任务”在加工任务里将该程序设置到对应的“快捷键”。