
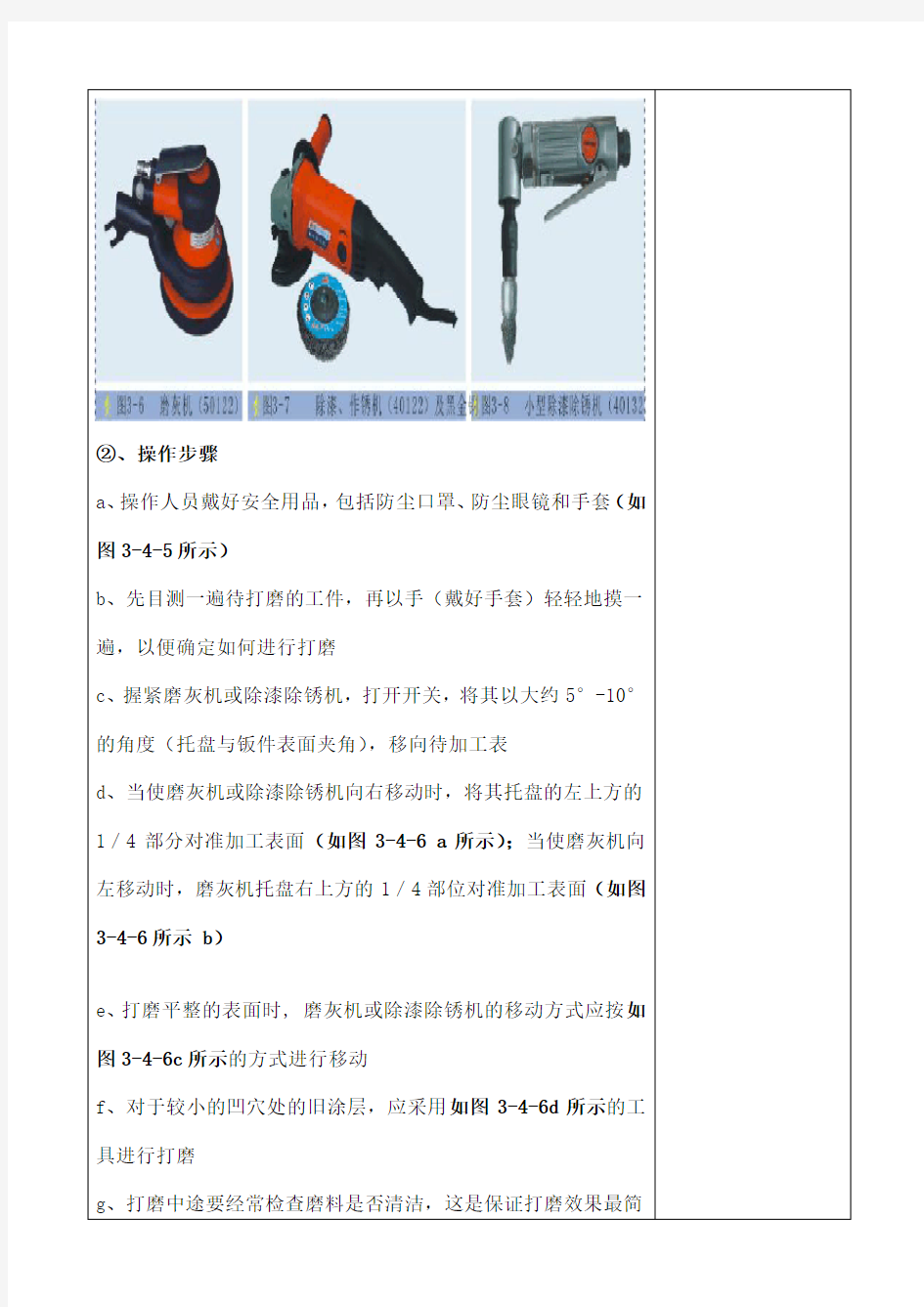
②、操作步骤
a、操作人员戴好安全用品,包括防尘口罩、防尘眼镜和手套(如图3-4-5所示)
b、先目测一遍待打磨的工件,再以手(戴好手套)轻轻地摸一遍,以便确定如何进行打磨
c、握紧磨灰机或除漆除锈机,打开开关,将其以大约5°-10°的角度(托盘与钣件表面夹角),移向待加工表
d、当使磨灰机或除漆除锈机向右移动时,将其托盘的左上方的1/4部分对准加工表面(如图3-4-6 a所示);当使磨灰机向左移动时,磨灰机托盘右上方的1/4部位对准加工表面(如图3-4-6所示 b)
e、打磨平整的表面时, 磨灰机或除漆除锈机的移动方式应按如图3-4-6c所示的方式进行移动
f、对于较小的凹穴处的旧涂层,应采用如图3-4-6d所示的工具进行打磨
g、打磨中途要经常检查磨料是否清洁,这是保证打磨效果最简
单、最有效的办法,如果磨料被塑料密封胶粘贴,则应该及时用毛刷、钢丝刷或气枪进行清理。
2、打磨操作:
(1)穿戴好安全劳保用品。
(2)戴好手套,然后轻轻地摸一遍待打磨表面,这有助于操作工人决定如何进行打磨。
(3)握紧打磨机,打开开关并将其以大约5°至10°角移向待加工表
面。
(4)使打磨机向右移动,打磨机叶轮左上方的1/4对准加工表面,
如图8-19所示。
(5)当打磨机从右向左移动时,叶轮右上方的1/4对准加工表面,如图8-10所示。
(6)打磨较为平整的表面时的移动方式如图8-11所示。
(7)对于较小的凹穴处,应采用如图8-12所示的方法。3、检查:
经常检查磨料是否清洁,这是保证打磨效果规定最简单也最有效的办法。如果磨料被塑料密封胶粘贴,则应该及时用毛刷、钢丝刷或气枪进行清理。
?表面与处理目的与材料
?涂装前表面预处理程序
?车辆清洗
?涂料的鉴别与评估损坏程度
?除旧漆
?羽状边制作
?防护及器具
?材料及工具
打薄边缘的操作(打磨羽状边):
机械法打磨得到的涂膜边缘常呈现“陡坡”状,为了产生一个宽的、平滑的新老涂层衔接过度,以免新老涂层粘接不劳而产生龟裂、脱落,故将旧涂膜的边缘磨出一个平缓的坡度,称为磨羽状边。
清除了涂膜的边缘是很厚的,为了产生一个宽的、平滑的边缘,使施涂的各涂层平和过渡,可以将涂膜的边缘打磨,也称为磨缘。正确的磨缘操作如图所示。
羽状边标准
使用双作用式打磨机,配合P120号砂纸,沿着损伤边缘打磨出一个大约宽度为30mm的斜边。如图所示:
打磨羽状边的注意事项:
a、打磨羽状边需用双作用型的磨灰机。
b、操作磨灰机时,一定要在接触到钣金件表面后,才能开动磨灰机。此时不要用力,否则会出现较深的沟槽,且在开动磨灰机前对准需打磨的边缘线。
c、为了防止钣金件过热变形,不要将磨灰机停在一个位置过长时间。
d、不允许采用低于120#的干磨砂纸以90°角交叉打磨凸出很高的表面,这样做将会造成很深的打磨伤痕,以后将很难将其除去。
e、千万不要让粗砂磨料接触打磨区域附近完好的油漆表面,最好用胶带把完好的涂层部位保护起来。
吹尘除油
1、吹尘:使用吹尘枪接压缩空气吹去表面的灰尘垃圾。
2、除油