
锡青铜焊接要点
锡青铜液-固温度范围宽,偏析较严重,易生成粗大而脆弱的枝晶组织,使焊缝疏松,甚至构成气孔。此外,锡青铜高温强度和塑性低,具有较大热脆性,故焊接时易产生热裂纹。
一般不推荐用气焊,固接头过热区宽、冷速慢,易产生裂纹。需用气焊时,应用中性焰,火焰功率与焊碳钢相同。选用HSCuSn焊丝或与母材成分相近的青铜棒,但含锡量应比母材高出1%~2%,以补偿焊接时锡的烧损。所用熔剂与焊接纯铜相同。
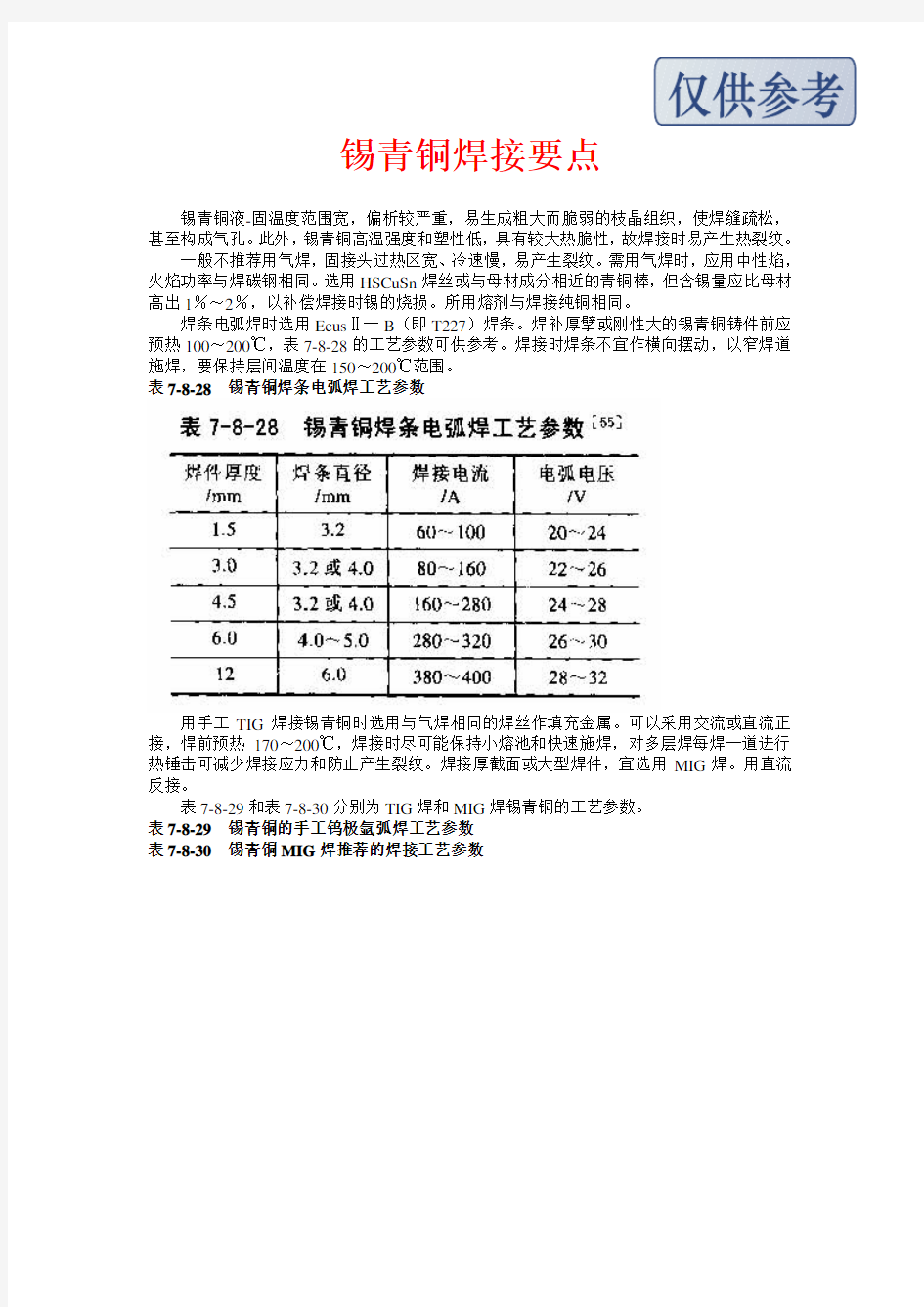
焊条电弧焊时选用EcusⅡ一B(即T227)焊条。焊补厚擘或刚性大的锡青铜铸件前应预热100~200℃,表7-8-28的工艺参数可供参考。焊接时焊条不宜作横向摆动,以窄焊道施焊,要保持层间温度在150~200℃范围。
表7-8-28 锡青铜焊条电弧焊工艺参数
用手工TIG焊接锡青铜时选用与气焊相同的焊丝作填充金属。可以采用交流或直流正接,悍前预热170~200℃,焊接时尽可能保持小熔池和快速施焊,对多层焊每焊一道进行热锤击可减少焊接应力和防止产生裂纹。焊接厚截面或大型焊件,宜选用MIG焊。用直流反接。
表7-8-29和表7-8-30分别为TIG焊和MIG焊锡青铜的工艺参数。
表7-8-29 锡青铜的手工钨极氩弧焊工艺参数
表7-8-30 锡青铜MIG焊推荐的焊接工艺参数
锡磷青铜带项目 可行性研究报告 编制单位:北京中投信德国际信息咨询有限公司编制时间:https://www.doczj.com/doc/cf4487534.html, 高级工程师:高建
关于编制锡磷青铜带项目可行性研究报告 编制说明 (模版型) 【立项 批地 融资 招商】 核心提示: 1、本报告为模板形式,客户下载后,可根据报告内容说明,自行修改,补充上自己项目的数据内容,即可完成属于自己,高水准的一份可研报告,从此写报告不在求人。 2、客户可联系我公司,协助编写完成可研报告,可行性研究报告大纲(具体可跟据客户要求进行调整) 编制单位:北京中投信德国际信息咨询有限公司 专 业 撰写节能评估报告资金申请报告项目建议书 商业计划书可行性研究报告
目录 第一章总论 (1) 1.1项目概要 (1) 1.1.1项目名称 (1) 1.1.2项目建设单位 (1) 1.1.3项目建设性质 (1) 1.1.4项目建设地点 (1) 1.1.5项目主管部门 (1) 1.1.6项目投资规模 (2) 1.1.7项目建设规模 (2) 1.1.8项目资金来源 (3) 1.1.9项目建设期限 (3) 1.2项目建设单位介绍 (3) 1.3编制依据 (3) 1.4编制原则 (4) 1.5研究范围 (5) 1.6主要经济技术指标 (5) 1.7综合评价 (6) 第二章项目背景及必要性可行性分析 (7) 2.1项目提出背景 (7) 2.2本次建设项目发起缘由 (7) 2.3项目建设必要性分析 (7) 2.3.1促进我国锡磷青铜带产业快速发展的需要 (8) 2.3.2加快当地高新技术产业发展的重要举措 (8) 2.3.3满足我国的工业发展需求的需要 (8) 2.3.4符合现行产业政策及清洁生产要求 (8) 2.3.5提升企业竞争力水平,有助于企业长远战略发展的需要 (9) 2.3.6增加就业带动相关产业链发展的需要 (9) 2.3.7促进项目建设地经济发展进程的的需要 (10) 2.4项目可行性分析 (10) 2.4.1政策可行性 (10) 2.4.2市场可行性 (10) 2.4.3技术可行性 (11) 2.4.4管理可行性 (11) 2.4.5财务可行性 (11) 2.5锡磷青铜带项目发展概况 (12)
手机装配及测试工艺流程 编辑人审核人批准人 制订部门工程部密级 □绝密□机密□秘密■一般文件 发文范围 会签部门签名会签部门签名会签部门签名■生产部■工程部 ■品质部■人事部 修订记录 序号修订 号 修订日期修改内容及理由 更改 人 批准人 1 2 3
注:包含于本文件的信息属于深圳市和信通讯技术有限公司的财产,本文件的持有者应保守本文件之所有信息的机密,未经许可,不得向第三方泄漏或发布文件的全部或部分信息. 1目的 明确手工锡焊工艺培训要求,提供培训支持。 2适用范围 本文件适用深圳市和信通讯技术有限公司。 3参考文件 4定义 4.1PCB---印刷线路板/ Printed Circuit Board。 4.2PCBA----印刷线路板组件,Printed Circuit Board +Assembly, 一般指已贴装元 件的主板/副板。 4.3焊盘---PCB 表面用于贴装、焊接元件而预留的非绝缘部分,也包括插孔。 4.4电烙铁---利用电能加热并可控制温度,以达到锡焊工艺条件的一种工具;主要由 电源、手柄、烙铁头、温控/调温器、加热器等组成。 4.5空焊/假焊——零件脚或引线脚与焊盘间没有锡或其它因素造成没有连接。
4.6极性反向——MIC/听筒等有极性的元件,极性对应错误。 4.7焊盘损伤——焊盘在制程过程中,受外力作用损坏,表现在划伤、氧化、脱落等。 4.8连锡/短路---焊盘间因锡连接形成通路,造成不良。 5职责 5.1工程部---负责此资料的定期更新与完善、培训技术支持。 5.2生产部---培训并考核员工。 5.3作业员---参加培训并通过考核;严格按要求作业,现场 5S 维持。 6流程 6.1流程图
手工焊接培训教材
手工锡焊的基本操作及技术要点 ?锡焊基本条件 1?焊件可焊性 不是所有叫材料祁可以用锚焊实现连接的、只有一部分金属有犊好可輝性(严格的说应该是nr以错评的性炳?才能用锡焊连陽-般铜及其合金,金,银,锌,镍等具有较好可焊性,而铝,不锈钢,铸铁等可焊性很差,一般需采用特殊焊剂及方法才能锡焊。 2?焊料合格 曲镯挥料成分不舍规格戍朵朋趙林那会影响埠训喷Sb特别楚架屿菠成汗星*側如悴?他隔尊?叩使是°?001%的含量也会明显影响焊料润湿性和流动性,降低焊接质量。再高明的厨师也无法用劣质的原料加工岀美味佳肴,这个道理是显而易见的。 3?焊剂合适 却找不同的村昭要选用不同时炸剂*即使是同种村料.当漲用烬接工艺不同时也往往要用不同例如手匸烙拱烽接和谨e悍厉清洗与不清洗就需采用不同的焊剂。对手工锡焊而言,采用松香和活性松香能满足大部分电子产品装配要求。还要指出的是焊剂的量也是必须注意的, 过多,过少都不利于锡焊。 4?焊点设计合理 合理的那点JL何形狀,对保ilF锡却的啟彊节光世要.如图-(a)所示的接点由于铅锡料强度有限,很难保证焊点足够的强度,而图一(b)的接头设计则有很大改善。图二表示印制板上通孔安装元件引线与孔尺寸不同时对焊接质量的影响。 图?锡焊接点设计 4命雏 图二焊盘孔与引线间陳影响焊接质量 二.手工锡焊要点 1?掌握好加热时间 暢焊时可以采用不同的加热谨度,例如烙铁头形状不陞,用小烙铁焊大焊杵时我扪不轉不延长时间以满足锡料温度的要求.在大多数情况下
延长加热时间对电子产品装配都是有害的,这是因为 1)焊点的结合层由于长时间加热而超过合适的厚度引起焊点性能劣化。 :2)印制板,塑料等材料受热过多会变形变质。 :3)元器件受热后性能变化甚至失效。 4)焊点表面由于焊剂挥发,失去保护而氧化。 琳论匕也保谏坤料润湿坤件的前提下时间越短越軒。 2.保持合适的温度 如采为了堀竝師热时何血采川必温烙饿埠校悍点.期会帯来対一方面的问题土焊矚岐屮的焊剂没有足魅的时间在被璋面上咂注『口过甲揮发矢效;焊料熔化速度过快影响焊剂作用的发挥;由于温度过高虽加热时间短也造成过热现象。 峥iih保持烙铁头在介越的监度范—般经验捷烙轻头貼度比焊料熔化温啜搖5°匸牧为适立. 理患的状斎足较低前沼度下缩刼加热时间.尽世这是J-ffitrir但在实际操作中我们可以通过拠作孑陆获得令人漓总的解决方陆" 3.用烙铁头对焊点施力是有害的 诒铁头把热駅槎给焊点主要卑摩加接触面积,用烙铁对焊点加力对加热是徒劳的。很多情况下会造成被焊件的损伤,例如电位器,开关,接插件的焊接点往往都是固定在塑料构件上,加力的结果容易造成原件失效。 三.锡焊操作要领 1.焊接操作姿势与卫生 焊剂加热挥发岀的化学物质对人体是有害的,如果操作时鼻子距离烙铁头太近,则很容易将有害气体吸入。一般烙铁离开鼻子的距离应至 少不小于30cm,通常以40cm时为宜。 电烙铁拿袪有三种’如图一所示。反握袪动柞稳定,氏时间操作不宜婕劳,适「丈功率烙铁的按作。正握法适于中等功率烙铁或带円头电* 铁的操作。一般在操作台上焊印制板等焊件时多采用握笔法。
锡青铜 创建时间:2008-08-02 锡青铜(tinbronze) 以锡为主要合金元素的青铜。具有较高的强度、耐蚀性和优良的铸造性能,长期以来广泛应用于各工业部门中。 状态图铜锡系状态图如图示。工业用锡青铜的锡含量一般在3%~14%之间,但变形锡青铜的锡含量不超过8%。 特点锡青铜的凝固范围大,枝晶偏析严重;凝固时不易形成集中缩孔,体积收缩很小;铸锭中易出现锡的逆偏析,严重时铸锭表面可见到白色斑点(8相析出),甚至出现富锡颗粒,一般称为锡汗(tin sweat),改进铸造方法和工艺条件可减轻逆偏析程度;液态合金中,锡易生成硬脆的夹杂物SnO2,熔炼要充分脱氧,防止由于夹杂物引起的合金力学性能的降低;对过热和气体的敏感性很小,能很好地焊接和钎焊;冲击时不发生火花,无磁性、耐寒,并有极高的耐磨性。 工业锡青铜锡青铜是工业上使用的重要铜合金。为改善其铸造、力学和耐磨性能,以及节约锡,在锡青铜中加入磷、锌、铅等合金元素。因而可把锡青铜分为锡磷青铜、锡锌青铜和锡锌铅青铜三类。常用的中国牌号变形锡青铜的主要化学成分和力学性能见表。变形锡青铜的主要化学成分和力学性能
(1)锡磷青铜。磷是铜合金的良好脱氧剂,可增加合金的流动性,改善锡青铜的工艺和力学性能,但加大逆偏析程度。锡青铜中磷的极限溶解度为0.15%,过多时将形成a+δ+Cu3P三元共晶,熔点为628℃,热轧时易产生热脆性,只能冷加工。因此,变形锡青铜中含磷量不应大于o.5%,热加工时,磷应小于o.25%。含磷锡青铜是有名的弹性材料,在加工时,控制冷加工前的晶粒大小和加工后的低温退火很有必要。细晶粒加工材的强度、弹性模量和疲劳强度比其粗晶粒加工材为高,但塑性较低。冷加工材在200~260℃经1~2h低温退火、产生退火硬化效应,可进一步提高制品的强度、塑性、弹性极限和弹性模量,并增加弹性的稳定性。现已列入中国国家标准中的含磷锡青铜共4个牌号。锡×其中QSn6.5-0.1合金主要制作弹性元件特别是电导性好的弹簧接触片,仪器仪表中的耐磨零件和抗磁元件等;Qsn6.5一O.4合金主要用于造纸、化工和食品等工业制造金属网,也用于制造耐磨和弹簧零件;QSn7-0.2合金用于在中等的载荷和滑动速度下承受摩擦的零件,如轴承、轴套、涡轮等,亦可制造弹性元件和其他机械电气零件;QSn4-0.3合金用于生产压力表中的各种管材,作敏感元件,有压力表青铜之称。 (2)锡锌青铜。锌大量溶解于铜锡合金中,在变形锡青铜中锌的加入量一般不大于4%。锌能改善合 金的流动性,缩小结晶温度范围,减轻逆偏析。列入现行中国国家标准中的锡锌青铜牌号为QSn4-3,具有
锡磷青铜的力学性能和化学成分相关性能和了解更多加工性能可以百度绿兴金属找到我们。 锡磷青铜有更高的耐蚀性,耐磨损,冲出时不发生火花。 概述 磷铜是一大类,包括了锡磷青铜的锡磷青铜有更高的耐蚀性,耐磨损,冲出时不发生火花。用于、中速、重载荷有轴承,工作最高温度250℃。具有自动调心对偏斜不敏感,轴承受力均匀承载力高,可同时受径向载荷,自润滑无需维护等特性。锡磷青铜是一种合金铜,具有良好的导电性能,不易发热、确保安全同时具备很强的抗疲劳性。锡磷青铜的插孔簧片硬连线电气结构,无铆钉连接或无摩擦触点,可保证接触良好,弹力好,拨插平稳。该合金具有优良有机械加工性能及成屑性能,可使零件加工过程迅速缩短了加工时间
用于、中速、重载荷有轴承,工作最高温度250℃。具有自动调心对偏斜不敏感,轴承受力均匀承载力高,可同时受径向载荷,自润滑无需维护等特性。 锡磷青铜是一种合金铜,具有良好的导电性能,不易发热、确保安全同时具备很强的抗疲劳性。锡磷青铜的插孔簧片硬连线电气结构,无铆钉连接或无摩擦触点,可保证接触良好,弹力好,拨插平稳。 该合金具有优良有机械加工性能及成屑性能,可使零件加工过程迅速缩短了加工时间。 含铅锡青铜常用作耐磨零件和滑动轴承。 含锌锡青铜可作高气密性铸件。
QSn6.5-0.1 用于制作弹簧和导电性好的弹簧接触片,精密仪器中的耐磨零件和抗磁零件,如齿轮、电刷盒、振动片、接触器等。锡青铜是铸造收缩率最小的有色金属合金,用来生产形状复杂、轮廓清晰、气密性要求不高的铸件,锡磷青铜在大气、海水、淡水和蒸汽中十分耐蚀,广泛用于蒸汽锅炉和海船零件。含磷锡青铜具有良好的力学性能,用作高精密工作母机的耐磨零件和弹性零件。
手机装配及测试工艺流程
注:包含于本文件的信息属于深圳市和信通讯技术有限公司的财产,本文件的持有者应保守本文件之所有信息的机密,未经许可,不得向第三方泄漏或发布文件的全部或部分信息. 1目的 2 3 4 4.3焊盘---PCB 表面用于贴装、焊接元件而预留的非绝缘部分,也包括插孔。 4.4电烙铁---利用电能加热并可控制温度,以达到锡焊工艺条件的一种工具;主要由 电源、手柄、烙铁头、温控/调温器、加热器等组成。 4.5空焊/假焊——零件脚或引线脚与焊盘间没有锡或其它因素造成没有连接。
4.6极性反向——MIC/听筒等有极性的元件,极性对应错误。 4.7焊盘损伤——焊盘在制程过程中,受外力作用损坏,表现在划伤、氧化、脱落等。 4.8连锡/短路---焊盘间因锡连接形成通路,造成不良。 5职责 6
手工锡焊作业流程图(一) 6.2 锡焊原理 锡焊是通过扩散、润湿、形成合金层来达到金属间连接的; 扩散---在温度升高时,并达到一定近距离接触的情况下,金属原子在晶格点阵中呈热振动状态,会从一个晶格点陴自动地转移到其他晶格点阵;锡焊时,焊料和工件金属表面的温度较高,焊料与工件金属表面的原子相互扩散,于是在两者界面形成新的合金。 润湿---是发生在固体表面和液体之间的一种物理现象;在焊料和工件金属表 作业区清洁/整理 作业物料准备 烙铁点检 定位/加锡/焊接 修复/重工 焊接后自检 流入下工序 清洁/整理/关风/ 烙铁修复/更换 OK OK NG NG 作业完
面足够清洁的前提下,加热后呈熔融状态的焊料会沿着工件金属的凹凸表面,靠毛细管的作用扩展,焊料原子与工件金属原子靠原子引力互相起作用,就可以接近到能够互相结合的距离。 合金层---润湿后,焊点温度降低到室温,这时就会在焊接处形成由焊料层、 合金层和工件金属表层组成的结构;合金层形成在焊料和工件金属界面之间; 冷却时,合金层首先以适当的合金状态开始凝固,形成金属结晶,而后结晶向未凝固的焊料生长。 手工锡焊原理(二) 手工锡焊原理(三) 6.3电烙铁及烙铁头 烙铁温度每日点检: 将温度设置为作业要求的温度; 待加热指示灯开始闪烁时,将烙铁头放在温度测试头中间部位; 加锡使用烙铁头与测温头接触良好; 读取测出的温度是否与设定温度一致,温差应在±5℃范围内; 烙铁温度每月校准: 当烙铁温度点检出现异常或每月检查时,应对烙铁的实际温度和显示温
锡青铜,是以锡为主要合金元素的青铜。除了含有3%~14%锡,此外还常常加入磷、锌、铅等元素。是人类应用最早的合金,至今已有约4000年的使用历史。它耐蚀、耐磨,有较好的力学性能和工艺性能,并能很好地焊接和钎焊,冲击时不产生火花。 特性:锡青铜除了含有3%~14%锡,此外还常常加入磷、锌、铅等元素。是人类应用最早的合金,至今已有约4000年的使用历史。它耐蚀、耐磨,有较好的力学性能和工艺性能,并能很好地焊接和钎焊,冲击时不产生火花。分为加工锡青铜和铸造锡青铜。用于压力加工的锡青铜含锡量低于6%~7%,铸造锡青铜的含锡量为10%~14%。常用牌号有QSn4-3,QSn4.4-2.5,QSn7-O.2,ZQSn10,ZQSn5-2-5,ZQSN6-6-3等。锡青铜是铸造收缩率最小的有色金属合金,可用来生产形状复杂、轮廓清晰、气密性要求不高的铸件。锡青铜在大气、海水、淡水和蒸汽中十分耐蚀,广泛用于蒸汽锅炉和海船零件。含磷锡青铜具有良好的力学性能,可用作高精密工作母机的耐磨零件和弹性零件。含铅锡青铜常用作耐磨零件和滑动轴承,含锌锡青铜可作高气密性铸件。 锡青铜的凝固范围大,枝晶偏析严重;凝固时不易形成集中缩孔,体积收缩很小;铸锭中易出现锡的逆偏析,严重时铸锭表面可见到白色斑点(8相析出),甚至出现富锡颗粒,一般称为锡汗(tinsweat),改进铸造方法和工艺条件可减轻逆偏析程度;液态合金中,锡易生成硬脆的夹杂物SnO2,熔炼要充分脱氧,防止由于夹杂物引起的合金力学性能的降低;对过热和气体的敏感性很小,能很好地焊接和钎焊;冲击时不发生火花,无磁性、耐寒,并有极高的耐磨性。 分类:工业锡青铜锡青铜是工业上使用的重要铜合金。为改善其铸造、力学和耐磨性能,以及节约锡,在锡青铜中加入磷、锌、铅等合金元素。因而可把锡青铜分为锡磷青铜、锡锌青铜和锡锌铅三类。 锡磷青铜 磷是铜合金的良好脱氧剂,可增加合金的流动性,改善锡青铜的工艺和力学性能,但加大逆偏析程度。 锡青铜中磷的极限溶解度为0.15%,过多时将形成a+δ+Cu3P三元共晶,熔点为628℃,热轧时易产生热脆性,只能冷加工。因此,变形锡青铜中含磷量不应大于0.5%,热加工时,磷应小于0.25%。 含磷锡青铜是有名的弹性材料,在加工时,控制冷加工前的晶粒大小和加工后的低温退火很有必要。细晶粒加工材的强度、弹性模量和疲劳强度比其粗晶粒加工材为高,但塑性较低。冷加工材在200~260℃经1~2h低温退火、产生退火硬化
磷青铜和黄铜的区别 相关性能和了解更多加工性能可以百度绿兴金属找到我们。 磷青铜和黄铜是铜合金的两个大类。区别在于成分性能和用途不一样。 黄铜:黄铜是由铜和锌所组成的合金。如果只是由铜、锌组成的黄铜就叫作普通黄铜。如果是由二种以上的元素组成的多种合金就称为特殊黄铜。如由铅、锡、锰、镍、铅、铁、硅组成的铜合金。黄铜有较强的耐磨性能。 磷青铜一种以锡和磷作为主要合金元素的青铜。含有2~8%锡,0.1~0.4%磷,余为铜。主要牌号:中国QSn10-1、QSn6.5-0.1、QSn7-0.2、QSn8-0.3、QSn4-0.3、QSn4-3,ZQSn10,ZQSn5-5-5,ZQSN6-6-3等。 磷青铜性能与用途: 磷青铜有更高的耐蚀性,耐磨损,冲击时不发生火花。用于中速、重载荷轴承,工作最高温度250℃。具有自动调心,对偏斜不敏感,轴承受力均匀承载力高,可同时受径向载荷,自润滑无需维护等特性。锡磷青铜是一种合金铜,具有良好的导电性能,不易发热、确保安全同时具备很强的抗疲劳性。锡磷青铜的插孔簧片硬连线电气结构,无铆钉连接或无摩擦触点,可保证接触良好,弹力好,拨插平稳。该合金具有优良机械加工性能及成屑性能,可迅速缩短零件加工时间等。口琴也常用磷青铜作为音簧材质。青铜含2%~8%锡、0.1%~0.4%磷,余为铜的铜合金。主要用作耐磨零件和弹性元件。 主要牌号:中国QSn10-1、QSn6.5-0.1、QSn7-0.2、QSn8-0.3、QSn4-0.3、
QSn4-3 主要化学成分:Cu、Pb、Fe、Sn、Zn、P 主要用途:主要用作耐磨零件和弹性元件。电脑连接器,手机连接器,高科技行业接插件,电子电气用弹簧,开关,电子产品的插槽、按键、电气连接件,引线框架,振动片及端子等。磷青铜有更高的耐蚀性,耐磨损,冲击时不发生火花。用于中速、重载荷轴承,工作温度250℃。具有自动调心,对偏斜不敏感,轴承受力均匀承载力高,可同时受径向载荷,自润滑无需维护等特性。锡磷青铜是一种合金铜,具有良好的导电性能,不易发热,锡磷青铜的插孔簧片硬连线电气结构,无铆钉连接或无摩擦触点,可保证接触良好,弹力好,拨插平稳。该合金具有优良机械加工性能及成屑性能,可迅速缩短零件加工时间等。 黄铜它是由铜和锌组成的合金。当含锌量小于35% 时,锌能溶于铜内形成单相a ,称单相黄铜,塑性好,适于冷热加压加工。 当含锌量为36%~46%时,有a 单相还有以铜锌为基的β固溶体,称双相黄铜,β相使黄铜塑性减小而抗拉强度上升,只适于热压力加工。 若继续增加锌的质量分数,则抗拉强度下降,无使用价值。 代号用“H +数字”表示,H 表示黄铜,数字表示铜的质量分数。 如H68 表示含铜量为68% ,含锌量为32% 的黄铜,铸造黄铜则在代号前加“Z ”字,如ZH62。 如Zcuzn38 表示含锌量为38% ,余量为铜的铸造黄铜。 H90 、H80属于单相黄铜,金黄色,故有金色共称之,称为镀层,装饰品,奖章等。 H68、H59 属于双相黄铜,广泛用于电器上的结构件,如螺栓,螺母,垫圈、弹簧等。
手工焊接工艺规范 1、目的 规范在制品加工中手工焊接操作,保证产品质量。 2、适用范围 生产车间需进行手工焊接的工序及补焊等操作。 3、手工焊接使用的工具及要求 3.1焊锡丝的选择: 直径为0.8mm或1.0mm的焊锡丝,用于电子或电类焊接; 直径为0.6mm或0.7mm的焊锡丝,用于超小型电子元件焊接。 3.2烙铁的选用及要求: 3.2.1电烙铁的功率选用原则: 1)焊接集成电路、晶体管及其它受热易损件的元器件时,考虑选用20W内热式电烙铁。 2)焊接较粗导线及同轴电缆时,考虑选用50W内热式电烙铁。 3)焊接较大元器件时,如金属底盘接地焊片,应选100W 以上的电烙铁。 3.2.2电烙铁铁温度及焊接时间控制要求: 1)有铅恒温烙铁温度一般控制在280~360℃之间,缺省设置为330±10℃,焊接时间小于3秒。 焊接时烙铁头同时接触在焊盘和元件引脚上,加热后送锡丝焊接。部分元件的特殊焊接要 求: SMD器件:焊接时烙铁头温度为:320±10℃;焊接时间:每个焊点1~3秒。 拆除元件时烙铁头温度:310~350℃(注:根据CHIP件尺寸不同请使用不同的 烙铁嘴。) DIP器件:焊接时烙铁头温度为:330±5℃;焊接时间:2~3秒 注:当焊接大功率(TO-220、TO-247、TO-264等封装)或焊点与大铜箔相连, 上述温度无法焊接时,烙铁温度可升高至360℃,当焊接敏感怕热零件(LED、 CCD、传感器等)温度控制在260~300℃。 2)无铅制程 无铅恒温烙铁温度一般控制在340~380℃之间,缺省设置为360±10℃,焊接时间小于3秒,要求烙铁的回温每秒钟就可将所失的温度拉回至设定温度。 3.2.3电烙铁使用注意事项: 1)电烙铁不宜长时间通电而不使用,这样容易使烙铁芯加速氧化而烧断,缩短其寿命,同时 也会使烙铁头因长时间加热而氧化,甚至被“ 烧死” 不再“ 吃锡” 。 2)手工焊接使用的电烙铁需带防静电接地线,焊接时接地线必须可靠接地,防静电恒温电烙 铁插头的接地端必须可靠接交流电源保护地。电烙铁绝缘电阻应大于10MΩ,电源线绝缘 层不得有破损。 3)将万用表打在电阻档,表笔分别接触烙铁头部和电源插头接地端,接地电阻值稳定显示值 应小于3Ω;否则接地不良。 4)烙铁头不得有氧化、烧蚀、变形等缺陷。烙铁不使用时上锡保护,长时间不用必须关闭电 源防止空烧,下班后必须拔掉电源。
手工锡焊技术要点 作为一种操作技术,手工锡焊主要是通过实际训练才能掌握,但是遵循基本的原则,学习前人积累的经验,运用正确的方法,可以事半功倍地掌握操作技术。以下各点对学习焊接技术是必不可少地。 一.锡焊基本条件 1.焊件可焊性 不是所有的材料都可以用锡焊实现连接的,只有一部分金属有较好可焊性(严格的说应该是可以锡焊的性质),才能用锡焊连接。一般铜及其合金,金,银,锌,镍等具有较好可焊性,而铝,不锈钢,铸铁等可焊性很差,一般需采用特殊焊剂及方法才能锡焊。 2.焊料合格 铅锡焊料成分不合规格或杂质超标都会影响焊锡质量,特别是某些杂质含量,例如锌,铝,镉等,即使是0.001%的含量也会明显影响焊料润湿性和流动性,降低焊接质量。再高明的厨师也无法用劣质的原料加工出美味佳肴,这个道理是显而易见的。 3.焊剂合适 焊接不同的材料要选用不同的焊剂,即使是同种材料,当采用焊接工艺不同时也往往要用不同的焊剂,例如手工烙铁焊接和浸焊,焊后清洗与不清洗就需采用不同的焊剂。对手工锡焊而言,采用松香和活性松香能满足大部分电子产品装配要求。还要指出的是焊剂的量也是必须注意的,过多,过少都不利于锡焊。 4.焊点设计合理 合理的焊点几何形状,对保证锡焊的质量至关重要,如图一(a)所示的接点由于铅锡料强度有限,很难保证焊点足够的强度,而图一(b)的接头设计则有很大改善。图二表示印制板上通孔安装元件引线与孔尺寸不同时对焊接质量的影响。 二.手工锡焊要点 以下几个要点是由锡焊机理引出并被实际经验证明具有普遍适用性。 1.掌握好加热时间 锡焊时可以采用不同的加热速度,例如烙铁头形状不良,用小烙铁焊大焊件时我们不得不延长时间以满足锡料温度的要求。在大多数情况下延长加热时间对电子产品装配都是有害的,这是因为:
锡青铜QSn6.5-0.4 典型用途 用于制作弹簧和导电性好的弹簧接触片,精密仪器中的耐磨零件和抗磁零件,如齿轮、电刷盒、振动片、接触器等。 合金牌号 艾 荔 艾 Qsn6.5-0.4 国家标准 QSn6.5-0.4 美国标准 C51900 日本标准 C5191 化学成分(重量百分比) Sn 6.0-7.0 P 0.26-0.4 Cu 余量 杂质总和 ≤0.4 物理性能(室温) 导电率 10 %IACS 电导率 5.8 MS/m 热导率 83.7 W/(m.K) 热膨胀系数 17.0 10-6 /K 密度 8.8 g/cm 3 弹性模量 112 GPa 比热容 380 J/(g.K) 泊松比 0.33 — 工艺性能 冷加工性能 优良 切削性 一般 电镀性 优良 热镀锡性 优良 软钎焊性 优良 电阻焊 良好 机械性能 状 态 抗拉强度(MPa) 延伸率(A 11.3,%) 维氏硬度 M O60 ≥295 ≥40 ≥100 Y H04 540-690 ≥8 170-200 T H06 ≥665 ≥2 ≥190
厚度公差 厚度(mm ) 0.08-0.15 >0.15-0.20 >0.2-0.3 >0.3-0.4 >0.4-0.6 >0.6-0.8 公差(mm ) ±0.0025 ±0.004 ±0.005 ±0.0075 ±0.01 ±0.0125 厚度(mm ) >0.8-1.2 >1.2-1.5 >1.5-2.0 >2.0-2.6 >2.6-3.0 >3.0-4.0 公差(mm ) ±0.015 ±0.02 ±0.025 ±0.03 ±0.04 ±0.05 宽度公差 厚度(mm ) 0.08-0.5 >0.5-1.0 >1.0-1.8 >1.8-3. 0 >3.0-4.0 宽度及公差 (mm ) ≤50 ±0.05 ±0.08 ±0.1 ±0.2 ±0.3 >50-100 ±0.075 ±0.1 ±0.15 ±0.2 ±0.3 >100 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 折弯性能 状态 最小弯曲内侧半径(mm ) 厚度/t :0.15-0.30mm 厚度/t :0.30-1.0mm 好方向 坏方向 好方向 坏方向 O60 0×t 0×t 0×t 0×t H04 0×t 0.5×t 0×t 1.0×t H06 0×t 2.0×t 1.0×t 2.5×t
QSn6.5—0.1锡青铜带的生产和质量分析 刘斌,陈小祝(广州铜材厂有限公司) 一、前言 QSn6.5—0.1锡青铜带具有较优良的机械性能和良好的耐磨、耐低温、和耐蚀性。被广泛用于电子、电器接插件、仪器仪表和通讯等工业,市场容量极大。广铜 公司自一九九九年完成企业搬迁与技术升级改造后,开始试生产这一高性能高附加值的新产品,并通过不断改进和完善工艺技术与质量控制,使这一产品最终形成了批量生产。 在这里,仅就我公司的QSn6.5—0.1锡青铜带产品的生产工艺和对质量问题的分析等作简要的介绍和交流。 二、QSn6.5—0.1锡青铜特性和该产品的技术要求 2.1QSn6.5—0.1锡青铜带产品的技术要求 2.1.1化学成份(表一) 锡青铜化学成分(GB/T5233—2001) 化学成分.%重量) 牌号元素 SnAlMnzTlFePbNiAs甄PCu杂质总和 Q6n6.5最小值6.Oo.1一 余量 —0.I最大值7.00.0020.30.晒0.02O.2O25012.1.2力学性能与代表性规格(表二) 状态抗拉强度值(N/ram2)延伸率(%)硬度(HV)代表性规格,厚度(mm)Y2520—580≥25160—180O.30 Y630—680≥17190一210O.20 TY≥650≥5210—230O.20 SY≥220O.15 2.1.3表面质量及其它:一般要求表面光洁、无压坑、划伤、起皮、波浪、气孔、斑痕和变色等缺陷。在华南地区的用户中,还特别强调材料的弹性和折弯性要好、不?-——70?——
能有辊纹、抛光纹等。 2.2QSn65—01锡青铜的特性 22.1锡青铜属二元合金,固液相间隔很大,且锡在铜中的扩散极慢,在凝固时易产生严重的晶内(枝晶)偏析; 22.2铸态下形成的晶内偏析和少量的6一相,在经过高温长时间的均匀化退火(如650。C/7.5h以上)以及反复压力加工后才能消除。经均匀化处理后的合金,其塑性有较大的提高; 2.2.3磷提高锡青铜的工艺性能和力学性能,也是有效的脱氧剂,能改善锡青铜的流动性,但电加大铸锭的逆偏析。因三元共晶的存在能引起合金的热脆性,磷的含量不应超过05%。抗磁用的锡青铜中Fe含量不能大于0.02%; 22.4冷加工的锡青铜在200—260%度退火1—2小时后,可提高其强度、弹性极限,并改善弹性的稳定性。 三、QSn6.5—0.1锡青铜带工艺流程与技术参数简述 31基本生产工艺流程 配料一熔炼一取样分析一水平连铸一在线铣面一成卷一均匀化退火一冷开坯一退火一轧制一低温退火一表面处理一成品、检验、剪切与包装。 3.2主要技术参数与操作要求 3.2.1熔铸工艺 1)主要技术参数:采用水平连铸方法双流生产440或340mm宽的QSn6.5—0.1锡青铜带坯,带坯原始厚度16mm,在线双面铣削,单面最大铣削量为1.5mm,两带坯中心线间距为600mm,卷材内径500~800mm,外径小于1600ram,最大卷重4000kg。引拉参数:铸温1200~1220“(2,拉13mm,停2.81—3.1s,退2mm。 2)操作要求: A)严格执行工艺操作制度,避免人为因素造成的质量问题; B)控制主成分cu,sn,P含量的波动范围,稳定产品的质量; C)做好铜水的覆盖,在保温炉扒渣后采用经烘干后的木炭覆盖,覆层不得少于lOem: D)熔炼炉过铜水前必须扒渣,保温炉每过两炉铜水扒渣一次; E)为保证铜水液面稳定,减少冲击和保证铜水静压力,要求熔炼炉的铜水应分两次过; F)每班最少一次用快速热电偶校对自动测温装置,及时做出温度修正; G)确保足够的一次冷却水压力,二次冷却水须上下平衡; H)带坯表面铣削厚度单面不小于0.80mm,以保证表层偏析的消除。 3.2.2加工工艺 一71—
手工焊接工艺规范
1.0 目的 规范制成板加工中的手工焊接操作,保证产品品质。 2.0 范围 该通用工艺规范适用于全公司。 3.0 定义 无 4.0 角色与职责 4.1 生产部 4.1.1 作业员遵照本规范进行操作和维护; 4.1.2 生产组长根据本规范进行监督和检查。 4.2 质量部 4.2.1 IPQC 根据本规范进行监督和检查。 4.3 工艺部 4.3.1 PE工程师对此规范进行及时更新。 5.0 流程图 无 6.0 规范说明 6.1 手工焊接使用的工具及要求 6.1.1 电烙铁 6.1.1.1 手工焊接使用的电烙铁需带防静电接地线,焊接时接地线必须可靠接地,防静电恒 温电烙铁插头的接地端必须可靠接交流电源保护地线。无铅焊接推荐使用高频涡流 加热原理烙铁。 6.1.1.2 电烙铁绝缘电阻应大于10MΩ,电源线绝缘层不得有破损。 6.1.1.3 将万用表选择在电阻档,表笔分别接触烙铁头部和电源插头接地端,接地电阻值稳 定显示值应小于3Ω;否则接地不良。 6.1.1.4 烙铁头不得有氧化、烧蚀、变形等缺陷。 6.1.2 烙铁支架 6.1.2.1 烙铁放入烙铁支架后应能保持稳定、无下垂趋势,护圈能罩住烙铁的全部发热部位。 6.1.2.2 支架上的清洁海绵必须加适量清水,使海绵湿润,以将海绵放在掌心,半握拳头不 滴水为宜,这样才可以使烙铁头得到最好的清洁效果。如果使用非湿润的清洁海绵, 会使烙铁头受损而导致不上锡。推荐使用纯净水润湿海绵。 6.1.3 镊子 端口闭合良好,镊子尖无扭曲、折断。 6.1.4 防静电手腕 检测合格,手腕带松紧适中,金属片与手腕部皮肤贴合良好,接地线连接可靠。 6.2 手工焊接准备工作 6.2.1 如果焊接制成板、MOS器件等ESD器件,应确认电烙铁接地、操作者戴防静电手腕并良好 接地。
手工锡焊的基本操作及技术要点 一.锡焊基本条件 1.焊件可焊性 不是所有的材料都可以用锡焊实现连接的,只有一部分金属有较好可焊性(严格的说应该是可以锡焊的性质),才能用锡焊连接。一般铜及其合金,金,银,锌,镍等具有较好可焊性,而铝,不锈钢,铸铁等可焊性很差,一般需采用特殊焊剂及方法才能锡焊。 2.焊料合格 铅锡焊料成分不合规格或杂质超标都会影响焊锡质量,特别是某些杂质含量,例如锌,铝,镉等,即使是0.001%的含量也会明显影响焊料润湿性和流动性,降低焊接质量。再高明的厨师也无法用劣质的原料加工出美味佳肴,这个道理是显而易见的。 3.焊剂合适 焊接不同的材料要选用不同的焊剂,即使是同种材料,当采用焊接工艺不同时也往往要用不同的焊剂,例如手工烙铁焊接和浸焊,焊后清洗与不清洗就需采用不同的焊剂。对手工锡焊而言,采用松香和活性松香能满足大部分电子产品装配要求。还要指出的是焊剂的量也是必须注意的,过多,过少都不利于锡焊。 4.焊点设计合理 合理的焊点几何形状,对保证锡焊的质量至关重要,如图一(a)所示的接点由于铅锡料强度有限,很难保证焊点足够的强度,而图一(b)的接头设计则有很大改善。图二表示印制板上通孔安装元件引线与孔尺寸不同时对焊接质量的影响。
二.手工锡焊要点 1.掌握好加热时间 锡焊时可以采用不同的加热速度,例如烙铁头形状不良,用小烙铁焊大焊件时我们不得不延长时间以满足锡料温度的要求。在大多数情况下延长加热时间对电子产品装配都是有害的,这是因为 (1)焊点的结合层由于长时间加热而超过合适的厚度引起焊点性能劣化。 (2)印制板,塑料等材料受热过多会变形变质。 (3)元器件受热后性能变化甚至失效。 (4)焊点表面由于焊剂挥发,失去保护而氧化。 结论:在保证焊料润湿焊件的前提下时间越短越好。 2.保持合适的温度 如果为了缩短加热时间而采用高温烙铁焊校焊点,则会带来另一方面的问题:焊锡丝中的焊剂没有足够的时间在被焊面上漫流而过早挥发失效;焊料熔化速度过快影响焊剂作用的发挥;由于温度过高虽加热时间短也造成过热现象。 结论:保持烙铁头在合理的温度范围。一般经验是烙铁头温度比焊料熔化温度高50℃较为适宜。 理想的状态是较低的温度下缩短加热时间,尽管这是矛盾的,但在实际操作中我们可以通过操作手法获得令人满意的解决方法。 3.用烙铁头对焊点施力是有害的 烙铁头把热量传给焊点主要靠增加接触面积,用烙铁对焊点加力对加热是徒劳的。很多情况下会造成被焊件的损伤,例如电位器,开关,接插件的焊接点往往都是固定在塑料构件上,加力的结果容易造成原件失效。 三.锡焊操作要领
锡磷青铜的力学性能和化学成分 相关性能和了解更多加工性能可以百度绿兴金属找到我们。 锡磷青铜有更高的耐蚀性,耐磨损,冲出时不发生火花。 概述 磷铜是一大类,包括了磷青铜、锡青铜、锡磷青铜。 磷铜是一大类,包括了锡磷青铜的 锡磷青铜有更高的耐蚀性,耐磨损,冲出时不发生火花。用于、中速、重载荷有轴承,工作最高温度250℃。具有自动调心对偏斜不敏感,轴承受力均匀承载力高,可同时受径向载荷,自润滑无需维护等特性。 锡磷青铜是一种合金铜,具有良好的导电性能,不易发热、确保安全同时具备很强的抗疲劳性。 锡磷青铜的插孔簧片硬连线电气结构,无铆钉连接或无摩擦触点,可保证接触良好,弹力好,拨插平稳。 该合金具有优良有机械加工性能及成屑性能,可使零件加工过程迅速缩短了加工时间
物理性能 用于、中速、重载荷有轴承,工作最高温度250℃。具有自动调心对偏斜不敏感,轴承受力均匀承载力高,可同时受径向载荷,自润滑无需维护等特性。 锡磷青铜是一种合金铜,具有良好的导电性能,不易发热、确保安全同时具备很强的抗疲劳性。锡磷青铜的插孔簧片硬连线电气结构,无铆钉连接或无摩擦触点,可保证接触良好,弹力好,拨插平稳。 主要用途 该合金具有优良有机械加工性能及成屑性能,可使零件加工过程迅速缩短了加工时间。 含铅锡青铜常用作耐磨零件和滑动轴承。 含锌锡青铜可作高气密性铸件。 QSn6.5-0.1 用于制作弹簧和导电性好的弹簧接触片,精密仪器中的耐磨零件和抗磁零件,如齿轮、电刷盒、振动片、接触器等。锡青铜是铸造收缩率最小的有色金属合金,用来生产形状复杂、轮廓清晰、气密性要求不高的铸件,锡磷青铜在大气、海水、淡水和蒸汽中十分耐蚀,广泛用于蒸汽锅炉和海船零件。含磷锡青铜具有良好的力学性能,用作高精密工作母机的耐磨零件和弹性零件。 介绍 含有3%~14%锡的青铜,此外还常常加入磷、锌、铅等元素。 是人类应用最早的合金,至今已有约4000年的使用历史。它耐蚀、耐磨,有较好的力学性能和工艺性能,并能很好地焊接和钎焊,冲击时不产生火花。分为加工锡青铜和铸造锡青铜。用于压力加工的锡青铜含锡量低于6%~7%,铸造锡青铜的含锡量为10%~14%。 常用牌号有QSn4-3,QSn4.4-2.5,QSn7-O.2,ZQSn10,ZQSn5-2-5,ZQSN6-6-3等。锡青铜是铸造收缩率最小的有色金属合金,可用来生产形状复杂、轮廓清晰、气密性要求不高的铸件。 锡青铜在大气、海水、淡水和蒸汽中十分耐蚀,广泛用于蒸汽锅炉和海船零件。含磷锡青铜具有良好的力学性能,可用作高精密工作母机的耐磨零件和弹性零件。
手工锡焊典型工艺 1.烙铁的选用 1.1 一般的研制、生产可根据不同施焊对象选择不同功率的普通烙铁,见下表,如有条件可选用恒温烙铁。 烙铁选择 2.锡焊操作要求 2.1 焊件表面处理 生产中尽量使用“保鲜期”的电子元件,如焊件的焊接面上有锈迹、油污、灰尘等影响焊接质量的杂质,则用机械刮磨和酒精、丙酮擦拭。2.2 预焊 将锡焊的元器件引线或导线的焊接部位预先用焊锡润湿。
2.3 不要用过量的焊剂,如使用带松香芯的焊丝,则无需涂焊剂。2.4 保持烙铁头的清洁 为避免氧化物堆积在烙铁头表面形成隔热层,使烙铁头失去加热作用,影响焊接质量,应随时清理烙铁头。 2.5加热要靠焊锡桥 所谓焊锡桥,就是靠烙铁上保留少量焊锡作为加热时烙铁头与焊件之间传热的桥梁。通过焊锡桥的作用,可以缩短元器件的受热时间。不可用烙铁对焊点加力,否则易造成元件失效。 2.6 焊锡量要合适 过量的焊锡不但浪费了较贵的焊锡,而且增加了焊接时间,相应降低了工作速度。更为严重的是在高密度的电路中,过量的焊锡容易造成不易觉察的短路。焊锡过少不能形成牢固的结合,降低焊点强度,特别是在板上焊导线时,焊锡不足往往造成导线脱落。 2.7 焊件要固定 在焊锡凝固之前不要使焊件移动,特别是用镊子夹住焊件时一定要等焊锡凝固再移去镊子,以免造成“冷焊”。所谓冷焊外观现象是表面无光泽呈豆渣状;焊点部结构疏松,容易有气隙和裂缝,造成焊点强度降低,导电性能差。 2.8 烙铁撤离 烙铁撤离要及时,角度为轴向45°撤离。撤烙铁时轻轻旋转一下,可保持焊点适当的焊料。 3.对焊点的要求及外观检查 3.1 对焊点的要求
可靠的电连接;足够的机械强度;光洁整齐的外观。 3.2 典型焊点外观及检查 3.2.1焊点的外观要求 1)外形以焊接导线为中心,匀称,成裙形拉开。 2)焊料的连接面呈半弓形凹面,焊料与焊件交界处平滑,接触角尽可能小。 3)表面有光泽且平滑。 4)无裂纹、针孔、夹渣。 3.2.2 外观检查 采用目测(或借助放大镜、显微镜观测)焊点是否合乎上述标准,同时还应检查以下各点 1)是否有漏焊。 2)焊料是否有拉尖。 3)焊料是否引起焊点短路(即所谓“桥接”)。 4)导线及元器件绝缘层是否损伤。 5)焊料是否有飞溅。 6)用指触,镊子拨动,拉线等方法检查有无导线断线,焊盘剥离等缺陷。3.2.3 常见焊点缺陷及分析
ZCuSn10Pb1铸造锡青铜板棒套 ZCuSn10Pb1铸造铜合金,合金牌号。其硬度高,耐磨性极好,不易产生咬死现象,有较好 的铸造性能和切削加工性能,在大气和淡水中有良好的耐蚀性。ZCuSn10Pb1铸造铜合金可 用于高负荷(20MPa以下)和高滑动速度(8m/s)下工作的耐磨零件,如连杆、衬套、轴瓦、齿轮、蜗轮等。 中文名铸造铜合金(10-1锡青铜,连续) 外文名 C90700 牌号 ZCuSn10P1 中国国家标准 GB/T 1176-2013 特性及适用范围: ZCuSn10Pb1铸造锡青铜 化学成份:(林工/TEL:①③⑥-0①⑦④-⑨⑨①⑤) 铸造方法:连续铸造 铜合金计算方式 铜板重量(公斤)=0.0000089×厚×宽×长度 铜管重量(公斤)=0.0000089×壁厚×(外径-壁厚)×长度 铜棒重量计算公式(公斤)=0.0000089 ×半径×半径×长度 如果您选择我们是我们的荣幸;如果您不选择我们我们将努力做得更好。做好一个老客户是会 带来一批新客户;失去一个老客户是会带走一批老客户。十几年来我们专注于铜合金行业做正 宗原厂材料做好产品做好服务。买ZCuSn10Pb1 就找上海同铸金属。感谢您一直以来的支持 与信赖。欢迎您来电垂询来厂考察。 状态:R、M、Y 热轧厚度4-50(mm) 冷轧厚度0.2-10.0(mm) 宽:305-600(mm) 长:800-1500(mm) --- 黄铜板 R、M、Y2 Y、T 热轧5-50 冷轧0.2-10.0宽:305-600(mm) 长:800-1500(mm) --- 复杂黄铜板 R、M、Y2 Y、T 热轧厚度4-40 宽:305-600(mm) 长:800-1500(mm) --- 铝青铜板 M、Y2、Y 厚度0.25-12 宽:305-600(mm) 长:800-1500(mm) --- 锰青铜板 M、Y 厚度0.5-5.0 宽:100-600(mm) 长:600-1500(mm) --- 硅青铜板 M、Y、T 厚度0.5-10 宽:100-600(mm) 长:600-1500(mm) --- 锡青铜板R、M、Y2 Y、T 热轧厚度9-50(mm) 300-500(mm) --- 冷轧厚度0.2-2.0(mm) 宽:100-400(mm) --- 锡锌铜青铜板 M、Y3 Y2、Y 厚度0.8-5.0(mm) 宽:200-600(mm) 长:800-1500(mm)
锡青铜QSn6.5-0.1 典型用途 广泛用于制造弹性元件、精密仪器仪表中的耐磨零件和抗磁零件,如导电性好的弹簧接触片或其他弹簧;航空工业中的各种高度表、升降速度表的弹簧、连杆等,精密仪器中的齿轮、电刷盒、接触器等。 合金牌号 艾 荔 艾 QSn6.5-0.1 国家标准 QSn6.5-0.1 美国标准 C51900 日本标准 C5191 化学成分(重量百分比) Sn 6.0-7.0 P 0.1-0.25 Cu 余量 杂质总和 ≤0.1 物理性能(室温) 导电率 ≥13.5 %IACS 电导率 ≥7.83 MS/m 热导率 75 W/(m.K) 热膨胀系数 17.2 10-6/K 密度 8.8 g/cm 3 弹性模量 118 GPa 比热容 0.38 J/(g.K) 泊松比 0.33 — 工艺性能 冷加工性能 优良 切削性 一般 电镀性 优良 热镀锡性 优良 软钎焊性 优良 电阻焊 良好 机械性能 状 态 抗拉强度(MPa) 延伸率(A 11.3,%) 维氏硬度 M O60 350-420 ≥45 ≤120 Y4 H01 390-510 35 110-155 Y2 H02 490-610 10 150-190 Y H04 590-690 8 180-230 T H06 635-720 ≥2 200-240 TY H08 ≥690 — ≥210
厚度公差 厚度(mm ) 0.08-0.15 >0.15-0.2 0 >0.2-0.3 >0.3-0.4 >0.4-0.6 >0.6-0.8 公差(mm ) ±0.0025 ±0.004 ±0.005 ±0.0075 ±0.01 ±0.0125 厚度(mm ) >0.8-1.2 >1.2-1.5 >1.5-2.0 >2.0-2.6 >2.6-3.0 >3.0-4.0 公差(mm ) ±0.015 ±0.02 ±0.025 ±0.03 ±0.04 ±0.05 宽度公差 厚度(mm ) >0.08-0.5 >0.5-1.0 >1.0-1.8 >1.8-3.0 >3.0-4.0 宽度及公差 (mm ) ≤50 ±0.05 ±0.08 ±0.1 ±0.2 ±0.3 >50-100 ±0.075 ±0.1 ±0.15 ±0.2 ±0.3 >100 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 折弯性能 状态 最小弯曲内侧半径(mm ) 厚度/t :0.15-0.30mm 厚度/t :0.30-1.0mm 好方向 坏方向 好方向 坏方向 O60 0×t 0×t 0×t 0×t H01 0×t 0×t 0×t 0×t H02 0×t 0×t 0×t 0×t H04 0×t 0.5×t 0×t 1.0×t H06 0×t 2.0×t 1.0×t 2.5×t H08 1.5×t 4.0×t 2.0×t 5.0×t