
定位误差计算
1.有一批直径为0
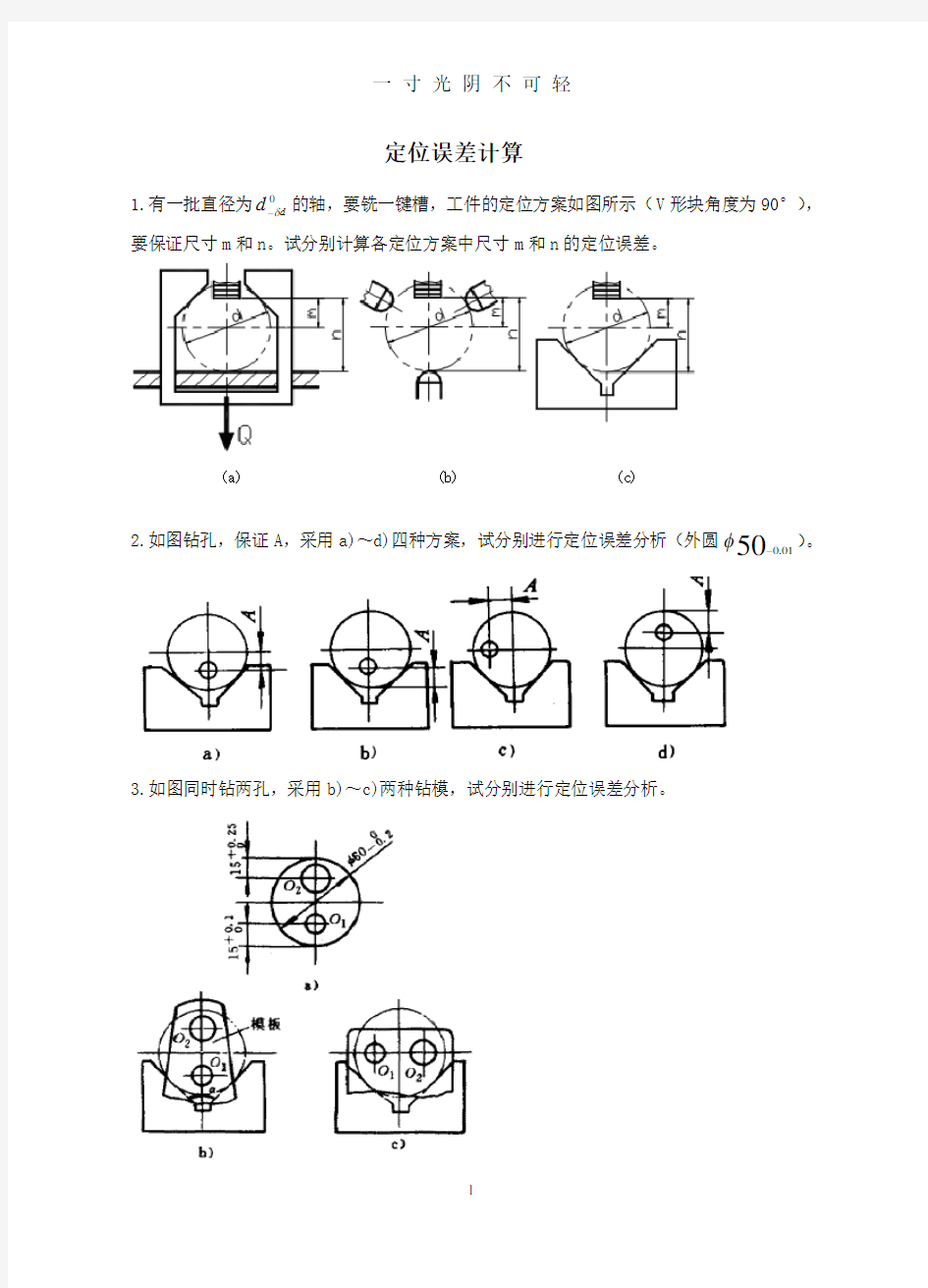
d d δ-的轴,要铣一键槽,工件的定位方案如图所示(V 形块角度为90°),要保证尺寸m 和n 。试分别计算各定位方案中尺寸m 和n 的定位误差。
(a) (b) (c)
2.如图钻孔,保证A ,采用a)~d)四种方案,试分别进行定位误差分析(外圆50
01
.0-φ
)。
3.如图同时钻两孔,采用b)~c)两种钻模,试分别进行定位误差分析。
4.钻直径为φ 10的孔,采用a )、b)两种定位方案,试分别计算定位误差。
a) b)
5.如图在工件上铣台阶面,保证工序尺寸A ,采用V 形块定位,试进行定位误差分析。
6.如图钻d 孔,保证同轴度要求,采用a)~d) 四种定位方式,试分别进行定位误差分析。
(其中900
=
α,05.030±=φd )
8.图所示齿轮坯在V 形块上定位插齿槽,要求保证工序尺寸H=38.5+0.2
。已知:
d=φ80-0.1,D=φ35
+0.025
。若不计内孔与外圆同轴度误差的影响,试求此工序的定位误差。
加工误差计算
1.在两台相同的自动车床上加工一批小轴的外圆,要求保证直径Φ11±0.02mm ,第一台加工1000件,其直径尺寸按正态分布,平均值X 1=11.005mm ,均方差
σ1=0.004mm 。第二台加工500件,其直径尺寸也按正态分布,且X 2=11.015mm ,均方差σ2=0.0025mm 。试求: (1)在同一图上画出两台机床加工的两批工件的尺寸分布图,并指出哪台机床的工序精度高?
(2)计算并比较哪台机床的废品率高,并分析其产生的原因及提出改进的办法。 注:
()/x x -σ
1 1.5
2 2.5
3 F 0.3431 0.4332 0.4772 0.4938 0.5
2. 用固定式钻模钻一批工件Φ15孔,要求保证孔轴与端面间尺寸50±0.08mm ,若工序尺寸按正态分布,分布中心的尺寸X =50.05mm ,均方根差σ=0.02mm ,求: (1)这批工件的废品率是多少?
(2)产生废品的原因是什么性质的误差? X X
-σ
1 1.5
2 2.5
3 F
0.3431 0.4332 0.4772
0.4938
0.5
3. 在甲、乙两台机床上加工同一种零件,工序尺寸为50±0.1。加工后对甲、乙机床加工的零件分别进行测量,结果均符合正态分布,甲机床加工零件的平均值 甲 =50,均方根偏差 甲=0.04,乙机床加工零件的平均值 乙=50.06,均方根偏差 乙
=0.03,
试问: (1)在同一张图上画出甲、乙机床所加工零件尺寸分布曲线; (2)判断哪一台机床不
注:
X σ X σ
合格品率高? (3)判断哪一台机床精度高? 4. 加工一批尺寸为Φ20-0.10的小轴外圆,若尺寸为正态分布,均方差σ=0.025,公差带中点小于尺寸分布中心0.03mm 。试求:1)加工尺寸的常值系统误差、变值系统误差以及随
5.加工一批工件的内孔,其内孔直径设尺寸为 mm,若孔径尺寸服从正态分布,且分散范围等于公差值,分布中心与公差中心重合,试求1000个零件尺寸在 mm 之间的工件数量是多少?
6. 镗孔公差T=0.1,σ=0.025,已知不能修复的废品率为0.8%,试绘出正态分布曲线图,并求产品的合格率
7. 车削中一批工件外园,已知工件直径φ160±0.048,加工后尺寸符合正态分布,该工
序的均方差σ为0.024mm ,已知偏于工件下限的废品率为0.6%,试求该批零件的合格率。
8.车削一批轴的外圆,其尺寸要求为Φ20±0.06。若此工序尺寸呈正态分布,公差带中心大于分布中心,其偏值Δ=0.03mm ,均方根差σ=0.02mm ,求:(1)这批工件的废品率是多少? ?
025.25020.25Φ-Φ2503
.00+Φ
工艺尺寸链计算
1. 加工图a 所示零件有关端面,要求保证如图所示轴向尺寸。图b,c 是加工上述有关端面的工序草图,试求工序尺寸A 1、A 2、A 3及其极限偏差。
2. 图示为轴套零件,在车床上已加工好外圆,内孔及各面,先须在铣床上铣出右端槽,并
保证尺寸 及26±0.2,求试切调刀时的度量尺寸H ,A 及其上下偏差?
3.图示为套类零件加工内孔及键槽的有关尺寸,其加工顺序如下:(1)镗孔至
4.391.00+φ ,
(2)插键槽保证尺寸 A δA ,(3)热处理,(4)磨孔至直径40027.00+φ,同时保证尺寸463
.00+。
试求插键槽的工序尺寸A δA 。
50
06.0-
4. 图为齿轮轴截面图,要求保证轴径尺寸
mm
024
.0008.028++φ和键槽深t=
mm
16
.004+。其
工艺过程为;1)车外圆至mm 010.05.28-φ;2)铣键槽槽深至尺寸H ;3)热处理; 4)磨外圆至尺寸
mm
024
.0008.028++φ。试求工序尺寸H 及其极限偏差。
5. 某零件加工部分的工序顺序为a 、b 、c (如图所示,加工部分用粗实线表示),试计算
端面K 的加工余量是否足够?
a) b) c)
6.图表示零件的轴向尺寸,图b 、c 为有关工序,图b 表示工序加工尺寸为和,图c 表示工序加工尺寸为,试计算:图a 中要求的零件尺寸是否能保证。
a) b) c)
7. 在图所示工件中,不便直接测量,试重新给出测量尺寸,并标注该测量尺寸的公差。
70025.0050.01--=L
600025.02-=L 2015
.00
3+=L
8. 图示a 为一轴套零件图,图b 为车削工序简图,图c 给出了钻孔工序三种不同定位方案的工序简图,要求保证图a 所规定的位置尺寸(101.0±)mm 的要求。试分别计算工序尺寸A 1、A 2与A 3的尺寸及公差。为表达清晰起见,图中只标出了与计算工序尺寸A 1、A 2、A 3有关的轴向尺寸。