检具设计及验收标准
1.0 目的
通过制订《检具(测量支架)技术要求》,使检具(或测量支架)在规划、设计与制造、验收与使用时,能够遵循统一的技术标准和评价指标。
2.0 范围
本技术要求适用于长春一汽富维江森自控汽车金属零部件有限公司。
3.0 责任
长春一汽富维江森自控汽车金属零部件有限公司负责本技术要求的编制、维护、升级及分发等工作。
各零件供应商负责本技术要求在检具(测量支架)规划、设计、制造、验收和使用过程中的贯彻和执行。
4.0 程序
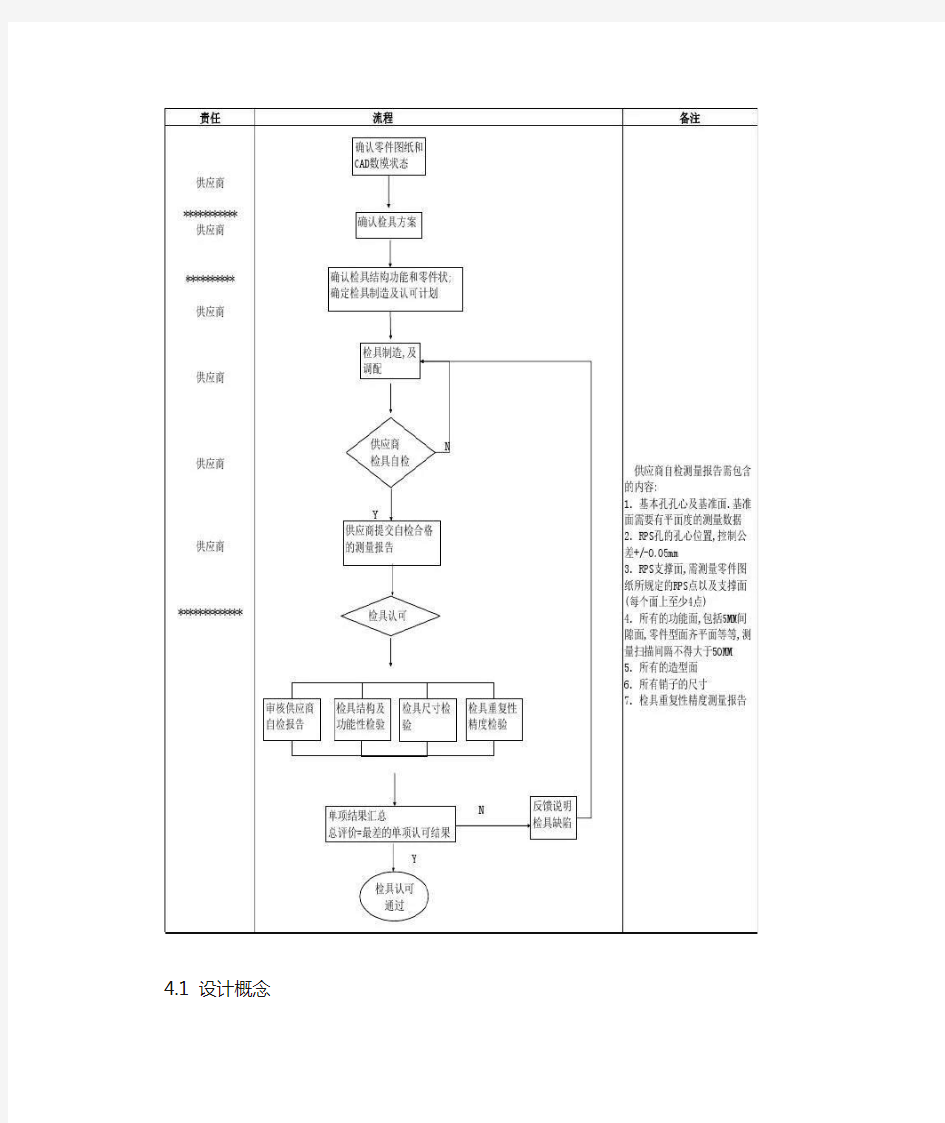
检具(测量支架)认可流程
4.1 设计概念
A.开始设计前,应召开一个设计概念的预备会议。
如是零部件供应商的检具,应参加的主要人员为:供应商检具工程师、检具设计及制造方的代表和FFJC的计量兼测试工程师如果是给供给客户的总成检具,可以邀请:客户的产品工程师、客户的供应商管理工程师、客户代表或客户采购代表。
B.设计概念应包括详细的检具的草图和书面描述,以便能依此进行检具设计。设计概念不必详细得如一个完成的设计,但应包括下列信息:
1.被测零件与检具基座的位置关系。最好使用装车位置,然而,其它位置可能更适应被测零件/量具的使用(即第一使用位置),如果相对装车位置有偏离,应以90°为增量进行偏转。
2.定位基准方案应与几何尺寸及公差图纸(GDT)(行为公差)一致。
3.支撑被测零件的检具零件和装置。
4.建议的夹紧技术
5.用于检测下列特性的检具零件和装置:
关键产品特性
特性线
功能孔
过去经常发生过程变差较大的区域
6.所用的材料应依据检具的使用和环境,以确保在零件现行生产有效期内的功能性、重复性和再现性。
7.如适用,相配或邻近零件的轮廓外形或线条特性。
C. 设计概念应考虑操作者的人机工程学、被测零件的装和拆的容易度、三坐标检查和
SPC的数据采集的可行性。当检具用于全球性的整车项目时,应考虑操作者的习惯。
D. FFJC的计量兼测试工程师将依据关键特性清单和过程关键控制点来审核和批准在产品表面上选取控制点的X、Y、Z值或匹配的相对应的尺寸。
4.2 设计概念认可、批准
A.如果FFJC的采购部门或客户要求对设计概念进行批准,检具供应商应在开始设计检具前需得到FFJC的计量兼测试工程师和产品工程师或客户的产品工程师和客户供应商管理工程师的设计概念批准。
B.如果在检具设计制造的过程中有任何重大的影响最初概念的更改,应由上述相应的责任人进行审核批准。
C.检具供应商在概念认可时必须提交检具设计结构总图和检具设计制作时间进度表。
检具设计结构总图应包括如下信息:
*检具外形三视图(不含产品)
*检具立体视图(含产品)
*定位夹紧结构剖面视图(含产品)
*检验功能检剖面图(含产品)
*基准定位信息对照表
*图纸比例为1:1关系
4.3 设计要求
4.3.1 图纸要求
4.3.1.1 检具设计图纸通常用1:1绘制, 特殊情况下和主管工程师协商解决。
4.3.1.2 设计图纸第一张为检具说明表。该说明表包括: 零件状态, 检具状态,材料,明细表,版本号,更改记录等信息。
4.3.1.3 检具设计必须在通过主管工程师对方案审定后方可开始。
4.3.1.4 检具结构及功能方案由主管工程师会同检具制造商共同协商制订,然后在产品图纸基础上完成检具草图方案,该草图方案作为供应商检具设计的基础。
检具草图方案不表示最新的有效零件状态, 它仅仅表达将来检具的方案。用于检具设计与制造的当前有效零件图纸由主管产品工程部授权提供。
4.3.1.5 检具设计采用计算机软件进行三维设计,其设计来源为:
-来自产品工程部的最新状态数模
-来自产品工程部的最新状态零件图纸 ( 包含尺寸标注,孔位置精度及基准点详细说明)
-批准的技术更改单
4.3.2 材料要求
*检具底板、结构件和样板建议采用铝镁合金
(ALMg4. 5Mn0 .7)
*模拟块建议采用铝镁合金(ALMg4. 5Mn0 . 7)或(CIBA BM5 166)
*定位测量用的销和孔套建议采用合金钢材料
4.3.3 底板要求
4.3.3.1检具的大底板其上表面作为安装和测量的基础平面应无明显的走刀痕迹。日常使用中可承受检具的重量,不变形。
4.3.3.2 100 mm 0%5间隔的坐标线。线深mm 宽0%5mm。
4.3.3.3 大底板作为基准时,上平面应设有测量基准。即设有三个测量基准球或者三个测量基准孔或三个测量基准柱或者三个方向的测量基准平面,并标明坐标方向及坐标原点与汽车坐标原点的相对坐标值。
4.3.3.4 大型检具的底板侧面应装有起吊装置,底板下应设有铲脚位。即在底板下需留有高度120 mm 宽度 800 mm 的空域让铲车铲脚及铲齿能够进入。
4.3.3.5 小型检具应在底板上设有搬运手柄。
4.3.4 底板基准要求
4.3.4.1 底板基准与车身坐标一致的基准要求:
4.3.4.2 底板基准与车身不一致的基准要求:
LOCATE TO SUIT(定位在合适的基准上) PLANE(平面水平) STARE(起点)TERTIARY(第三) PRIMARY(第一主要的)SECONDARY(第二,次要的) MASTER HOLE (主要孔)
4.3.5 产品布置要求
5.1 产品按装车位置放置
5.2 可按 90 度的增量倍数旋转放置
5.3 为了便于使用和管理,镜象对称零件、左右件只要外形尺寸允许,尽可能布置在一个底板上
4.3.6 被测零部件定位要求
4.3.6.1 按产品图纸给定的定位基准设计定位装置
4.3.6.2 销的定位原则采用独立原则,推荐采用弹簧座锥形销结构(祥见附件一的结构和计算方法)
4.3.6.3 孔定位设计采用配量定位法,所有孔定位需有镶套(祥见附件一的结构和计算方法)
4.3.6.4 面定位根据产品定位面的结构和特点设计
4.3.6.5 根据产品自身结构可以选用铺助定位或支撑面.
4.3.6.6 常用零件定位选择
A: 二孔定位:
基准孔I:用锥销定位
基准孔II:使用菱形锥销定位
B: 一孔一边定位:
基准孔I 用锥销定位
基准II 以边或面定位(定位挡块) C: 三面定位:
定位块
4.3.7 产品夹紧要求
4.3.7.1 夹头装置(或磁铁)
1)、为了固定零件, 在定位面和支撑面区域必须配置快速夹头或磁铁。
-夹头装置通常直接用螺栓固定于检具底座( 铝铸件或铝合金)上表面的适当位置或通过焊接梁或铸梁过渡连接。
2)、夹头连接板设置对角两个螺栓原则上符合工艺要求。
夹紧装置的位置反映了零件的基准点的位置和数量。
-在夹头装置的排列和布置中, 必须注意:
1)夹头松开并恢复到起始位置状态下,必须有作够的空间保证零件无干扰地安放和取走。
2) 有足够的空间提供夹头在检具上实现空间无干扰曲线运动。
3)、当检具作为测量支架使用时, 必须保证测量头在夹头夹固或松开状态下,能够无干扰地接触基准面的中点,为此,在设计夹头结构时,须将其设计成叉形结构,但叉型夹头内径要大于6.5mm,同时夹头宽度要达到所需强度。
4)、夹头的有效运动轨迹必须在工装图纸中予以详细表明。
5)、夹头和工件表面的接触应保证:夹头对工件只起到固定作用,而非夹紧变形作用(原则上夹紧力不大于5牛顿)。
6)、对于小型检具如果没有足够的空间安装夹头允许采用磁铁。磁铁应嵌入支承面或设置在支承面两侧,且应低于支承面0.1mm。
4.3.7.2定位面的法向须施加外力以确保产品正确定位(祥见附件夹头图示与使用)。
*夹紧的方式有常见的快速夹紧器、固定螺栓、压板等。
*快速夹紧器的压头推荐采用带弹簧的橡胶压头。
*在有定位销或检验销的地方,压头要设计成中空的形
*在有孔或其它特征要素需要测量的地方,夹头要设计成可以保证测量的形式。
4.3.8 检测功能块要求
4.3.8.1 用百分表测量 KPC 点位置。百分表建议采用数显式。
4.3.8.2 用检测销、孔套测量产品孔、销的位置度,按最大实体原则设计。
4.3.8.3 用模拟块+止通检验销测量产品线、面轮廓
4.3.8.4 用样板+ 止通检验销测量产品截面线轮廓度,检测内容需要得到相关工程师的确认
5. 检具制造要求
5.1 制造精度要求
5.2 检具材料热处理要求
5.2.1 铸造、锻造或焊接件必须经过时效处理,以消除内应力。
5.2.2 钢制件必须经过热处理,以保证其良好的机械性能
5.2.3 检测销或检测块必须先经过热处理后留有余量进行精加
工
5.3 检具外观要求
5.3.1 材料表面应平整光滑,不允许有气孔、砂眼、结疤等缺陷。
5.3.2 钢制零件因易生锈必须进行表面防锈处理。
5.3.3 所有非检测用铝件表面应漆成适中的颜色
5.4 检具检测功能防遗失要求
检测功能件必须有防止损毁和遗失的放置或连接装置:
这些检测功能件包括:
*所有可移去的定位销
*固定螺栓
*可拆卸检测工具
如:检测棒、样板、模拟块等
图:防遗失的装置
5.5 检具标识要求
5.5.1 检具的色标
检具型体及底板的外观涂色根据具体的车型决定。通常不同的车型配置不同涂色,从而有利于在使用时准确区分不同类的检具。
其他具有功能性和检测用的孔、面、缺口等的涂色标注如下:
定位面、支撑面 0mm 白色,RAL9010 或材料的本色划线孔检测面 2mm(1mm)红色,RAL3000
检测面 5mm(3mm)黄色,RAL1012
平整度检测面 0mm 白色,RAL9010或材料的本色目视孔检测面8mm (6mm) 黑色,塞规套管端面 8mm (6mm) 黑色
量具、检具设计学习书籍及经验大全 1.量具量仪卷 2.常用量检具内校教材 3.《量规设计手册》 4.量具技能手册 5.《通用量具及检具》 6.机械制造检测技术手册 7.量具与工件测量 8.通用量具手册 9.量具的使用方法 10.光滑极限量规设计计算表 11.常用测量器具的使用注意事项 12.机械量测量(美国大学测试技术经典教材) 13.螺纹加工与测量手册 14.精密仪器设计 15.量具技能手册 16.《互换性与测量技术》 17.一个小巧的计量单位换算工具 18.塞规计算表 19.《最新刀具、刃具与量具量仪创新设计制造及国内外质量检测标准实用手册》 20.测量不确定度计算实例汇编
21.通用量规辅助设计程序V2.0版 22.常用非普通螺纹量规 23.光滑极限量规上下偏差查询软件 24.奉献非常好用的caxa量规设计图库 25.光滑极限量规设计基础 26.常用量具及测量视频教程 27.法定计量单位实用手册 28.机械设计、制造工艺、质量检测与标准规范全书 29.光滑极限量规设计手册 30.最新计量测试与仪器仪表检定、维修、使用技术标准及质量管理工作规范 31.国际量具量仪标准 32.量具设计制造规范 33.量具类产品国家标准 34.让大家看看各种量具 35.计量基础知识讲义 36.测量技术的基础知识及光滑工件尺寸的检测 37.量规仪器检校实务 38.精密量具的使用與保養 39.圆锥齿轮测量(书籍) 40.百分表与千分表对比图 41.《检测技术》
42.《传感器与检测技术》 43.垂直轴间距规的设计及检验方法 44.测量仪器的测量及检验方法 45.国内外企业常用抽样检验与测量技术 46.孔位置度综合量规设计计算的一种新方法 47.螺纹深度规的资料 48.<技能手册> 49.《最新实用电子测量仪器手册》 50.量具、量仪词汇中英文对照集锦 51.计量所长工作实务全书 52.《精密机械与仪器零件部件设计》 53.种常用设备的操作规程和大量仪器内校标准 54.《通用计量术语及定义解释》PDF+书签 55.《识图知识与常用量具操作方法》 56.《新型传感器及传感器检测新技术》 57.计量精品(一)--浅谈内径百分表的修理 58.计量精品(二)--内径百分表测量中应注意的两个问题 59.计量精品(三)--千分尺的检定与修理问答 60.计量精品(四)--游标卡尺检定调修时的技术处理 61.计量精品(五)--常用百分表类计量器具检定与修理问答
检具定位销与检测销技术规范 一、目的: 规范定位销与检测销的设计与制作安装,提高检具品质及设计效率 二、适用范围: 青岛嘉和模塑有限公司检具部 三、定位销 -在零件夹紧和开始检测之前, 首先须将零件定位, 定位销用于将零件精确地定位于检具上。 -定位销的位置根据零件图纸RPS 系统确定 (通常每个零件设置两个定位孔)。 -定位销由导向、定位及手柄三部分组成,保证销子导向部分能够在定位孔内进出自由。 -定位销的标注:在手柄凹槽内标注销子牌号以及对应的RPS点名称。 -根据零件RPS特性,定位销相应设置成锥型销( A1k,A2k)或柱型销(A1z,A2z)。 -在定位孔内,为保证定位销定位准确,必须安装导向轴套,导向轴套和检具型体黏结。 -定位销和相应导向轴套的结构根据孔的形状的不同要求, 分防转结构和不防转结构。 -每个定位销配置Ф2mm钢丝绳,并将其固定于检具型体的适当部位。 -销的安置:定位销和检测销用后应安放于检具本体上的相应弹簧夹里夹住。 -在检具总装图纸中,必须对定位销,定位孔有清晰的表述。 四、检测销 -检测销用于对待测孔的尺寸和位置度进行检测。 -检测销由导向、检测及手柄三部分组成。 -在检测孔内,为保证检测销顺利进行检测,必须安装导向轴套,导向轴套和检具型体黏结而连接。 -为保证检测销定位准确,必须安装导向轴套,导向轴套和检具型体黏结。 -检测销和相应导向轴套的结构根据待检测孔形状的不同, 分为止转结构和不止转结构。 -如果在零件上同时存在许多(>2个)相同直径和相同位置公差要求的待检测孔,而这些孔须用检测销检测,则通常设置一个检测销。该原则同样适用于双胞胎检具。 -如果零件通过模具在同一工序加工出一组相同技术要求的孔, 则如果用检测销检测, 通常只对间距最大的两个孔检测,其他不作检测。 -为了保证检测孔在三坐标测量机测量时, 测头能够进入, 必须在孔位下设置自由面, 原则: 自由面直径 :冲压件孔径+7mm,深度: 从冲压件下表面起8mm. -每个检测销配置Ф2mm钢丝绳,并将其固定于检具型体的适当部位。 -如果检具多于3个检测销,则在检具的适当位置必须用数字标注, 以示区别.
1.0 目的 通过制订《检具(测量支架)技术要求》,使检具(或测量支架)在规划、设计与制造、验收与使用时,能够遵循统一的技术标准和评价指标。 2.0 范围 本技术要求适用于长春一汽富维江森自控汽车金属零部件有限公司。 3.0 责任 长春一汽富维江森自控汽车金属零部件有限公司负责本技术要求的编制、维护、升级及分发等工作。 各零件供应商负责本技术要求在检具(测量支架)规划、设计、制造、验收和使用过程中的贯彻和执行。 4.0 程序
检具(测量支架)认可流程
4.检具设计要求 4.1 设计概念 A.开始设计前,应召开一个设计概念的预备会议。 如是零部件供应商的检具,应参加的主要人员为:供应商检具工程师、检具设计及制造方的代表和FFJC的计量兼测试工程师 如果是给供给客户的总成检具,可以邀请:客户的产品工程师、客户的供应商管理工程师、客户代表或客户采购代表。 B.设计概念应包括详细的检具的草图和书面描述,以便能依此进行检具设计。设计概 念不必详细得如一个完成的设计,但应包括下列信息: 1.被测零件与检具基座的位置关系。最好使用装车位置,然而,其它位置可能 更适应被测零件/量具的使用(即第一使用位置),如果相对装车位置有偏 离,应以90°为增量进行偏转。 2.定位基准方案应与几何尺寸及公差图纸(GD&T)(行为公差)一致。 3.支撑被测零件的检具零件和装置。 4.建议的夹紧技术 5.用于检测下列特性的检具零件和装置: ?关键产品特性 ?特性线 ?功能孔 ?过去经常发生过程变差较大的区域 6.所用的材料应依据检具的使用和环境,以确保在零件现行生产有效期内的功 能性、重复性和再现性。 7.如适用,相配或邻近零件的轮廓外形或线条特性。
检具定位销与检测销技术规 一、目的: 规定位销与检测销的设计与制作安装,提高检具品质及设计效率 二、适用围: 嘉和模塑检具部 三、定位销 -在零件夹紧和开始检测之前, 首先须将零件定位, 定位销用于将零件精确地定位于检具上。 -定位销的位置根据零件图纸RPS 系统确定 (通常每个零件设置两个定位孔)。 -定位销由导向、定位及手柄三部分组成,保证销子导向部分能够在定位孔进出自由。 -定位销的标注:在手柄凹槽标注销子牌号以及对应的RPS点名称。 -根据零件RPS特性,定位销相应设置成锥型销( A1k,A2k)或柱型销(A1z,A2z)。 -在定位孔,为保证定位销定位准确,必须安装导向轴套,导向轴套和检具型体黏结。 -定位销和相应导向轴套的结构根据孔的形状的不同要求, 分防转结构和不防转结构。 -每个定位销配置Ф2mm钢丝绳,并将其固定于检具型体的适当部位。 -销的安置:定位销和检测销用后应安放于检具本体上的相应弹簧夹里夹住。 -在检具总装图纸中,必须对定位销,定位孔有清晰的表述。 四、检测销 -检测销用于对待测孔的尺寸和位置度进行检测。 -检测销由导向、检测及手柄三部分组成。 -在检测孔,为保证检测销顺利进行检测,必须安装导向轴套,导向轴套和检具型体黏结而连接。 -为保证检测销定位准确,必须安装导向轴套,导向轴套和检具型体黏结。 -检测销和相应导向轴套的结构根据待检测孔形状的不同, 分为止转结构和不止转结构。 -如果在零件上同时存在许多(>2个)相同直径和相同位置公差要求的待检测孔,而这些孔须用检测销检测,则通常设置一个检测销。该原则同样适用于双胞胎检具。 -如果零件通过模具在同一工序加工出一组相同技术要求的孔, 则如果用检测销检测, 通常只对间距最大的两个孔检测,其他不作检测。 -为了保证检测孔在三坐标测量机测量时, 测头能够进入, 必须在孔位下设置自由面, 原则: 自由面直径 :冲压件孔径+7mm,深度: 从冲压件下表面起8mm. -每个检测销配置Ф2mm钢丝绳,并将其固定于检具型体的适当部位。 -如果检具多于3个检测销,则在检具的适当位置必须用数字标注, 以示区别.
钣金件 检具制作范 xx公司 检具概论 检具是冲压件和焊接件等在线检测检验夹具的简称,与其它文件中提到的样架具有相同意义。检具是一种按需方特定要求专门制造的检测工具。检具的形面必须根据零件的CAD数据铣削加工,能体现零件的所有参数,对零件进行定性检测。对于零件上的某些极重要的功能性尺寸,还能利用检具进行数值检测。检具还应具有测量支架的功能,但是当检具在线检测功能与测量支架功能不能同时满足时,应首先满足检具的在线检测功能。 检具的设计、制造和验收应以产品图纸和主模型(或CAD数据)为基准。当零件无主模型(或CAD数据)时,应以产品图纸和经需方认可的样件作为依据。
在正常使用频率和良好的保养维护情况下,应保证检具与其对应的压延模具和焊接夹具有相同的使用寿命。 检查治具式样决定时考虑事项: A.成品要求精度的部位及精度确认方法。 B.精度要求的重要度及确认方法。 C.成品在冲压加工时产生变形量考虑。 D.使用上之考虑(方便、轻量化)。 E.整体结构坚实不变形。 目次 检具概述 一.单件检具式样说明 (1) 1.检查治具基本式样 (2) 1.1基本式样 (2) 1.2使用目的 (2) 1.3使用材料 (2) 1.3.1轮廓表面 (2) 1.3.2检具骨架 (2) 1.3.3基准块 (3) 2.制作式样说明 (3) 2.1检查治具制作方向 (3) 2.2剪线及成品末端式样 (4)
2.3折线 (4) 2.4一般孔 (4) 2.5翻边孔 (4) 2.6钣件定位 (6) 2.6.1基准孔 (7) 2.6.2零贴面 (10) 2.6.3支撑与夹持 (11) 3.检具制作基本要求 (11) 3.1形状面要求 (12) 3.1.1检查面 (12) 3.1.2非检查面 (12) 3.1.3零接触面 (13) 3.2分割体 (14) 3.2.1钣件检查 (14) 3.2.2钣件检查需要 (14) 3.3端面样板 (15) 3.4钣件固定 (15) 3.5治具搬运 (16) 3.5.1吊取装置 (16) 3.5.2搬运孔 (17) 4.途装 (18) 4.1检查作业性质之区分 (18)
检具设计规范 一、检测类型 1、 面检测:用圆棒通止规检测,检测面与零件间的间隙按5mm 设计。 2、孔检测:采用插销通过检测。 ☆、一般情况下检测插销的导向段采用间隙配合,以检测段通过为准。 ☆、检测直径小于3mm ,导向段作为检测段使用,检测孔如果是螺母孔,以螺纹拧入通过为准。 3、成组孔检测:销径按单孔位置公差;成组插销座采用滑动副,配合精度按成组位置公差;并增加固定成组插销座定位销及使用划线销检测。 4、螺柱检测:采用内螺纹插销检测,导向段作为检测段使用,以螺纹拧入通过为准。 二、材料规格 1、卡板:材料Q345A ,板厚6mm 。 2、连接板、支基、连接座等:材料Q345A ,板厚12mm 。 3、插销:材料40Cr 以上板厚规格中不含主定位,主定位与焊接夹具标准一致。 三、检测工具及命名规则 1、面检测型面:所有面检测处打上面检测标记 5 。 I.命名规则:所有面检测(包括型面)采用通止棒(规)来检测,其对应字 母为T (通)、Z (止),因而通止棒的命名规则有如下两种: 规则A : TZ+○1+○2+○3 零件命名以TZ (通止)开头,其中○1代表:通端直径;○2代表止端直径;○ 3代表零件类型(A 、B 型,A:为直型,B :为弯型);以面轮廓度为2的止通棒TZ46A 为例具体结构示意如下图: 而B 型的止通棒与A 型区别在于检测端为弯曲段,以TZ46B 为例如下图所示: 规则B : TZ+○1-○2+○3 止端 直径(Φ6) 通端 直径(Φ4) 手持段 标识 锁紧螺钉 止端 直径(Φ6) 通端 直径(Φ4) 手持段 标识 锁紧螺钉
零件命名以TZ开头,其中○1表示检测面距零件的距离,○2表示其轮廓 度,○3表示零件类型(A、B型:A 棒TZ5-2A为例具体结构示意如下图: 而B型的止通棒与A型区别在于检测瑞为弯曲段,以TZ46B为例如下图所示 不管命名方式如何,但其检测用的通端、止端直径是一致的,其计算方法如下: 止端直径Z=检测型面与零件轮廓的间隙+(面轮廓公差/2),通端直径T=检测型面与零件轮廓的间隙-(面轮廓公差/2)。 例如检测型面与零件轮廓的间隙为5,面轮廓公差为2,则止端直径Z=5+(2/2)=6; 通端直径T=5-(2/2)=4。 以上两种命名方式的区别在于:前者能更好的反应通止的直径,而后者则更好的体现GD&T图的意图 2、孔检测 I.命名规则:零件孔的检测一般采用检测销来检测,其命名规则有如下两种: 规则A:OP(或IP)+○1+○2+○3; 其中OP表示检测孔(IP表示检测螺柱),○1表示检测孔类型:通孔或螺孔,通孔用D 表示,螺孔用M表示;○2检测段直径数值;○3导向段类型:有A和B两种类型,A表示 导向段在检测段之后(前导向);B表示导向段在检测段之前。先以OPM8A为例作如下文字说明: OPM8A—OP表示检孔;M表示检测孔类型为螺孔,数字8表示检测段直径;A系列表示导向段在检测段之后。 后以OPD8A、OPD10.5B、OPM8A和IPM8A为例;其结构如下图所示: 检测段 直径(Φ8) 导向段 直径(Φ?) 手持段手持段 标识检测段 标识 拧入段 直径(M8) 尾端螺钉(用于绳索绑定) 尾端螺钉 (用于绳 索绑定)OPD8A OPM8 止端 直径(Φ6) 通端 直径(Φ4)标识 标识锁紧螺母 手持段 止端 直径(Φ6) 通端 直径(Φ4)手持段锁紧螺母
To: All Users From: Bill Bielby / John Wolf / Don Ellis Gage Process Engineers Phone:248-576-0775 / 248-576-5126 / 248-944-1072 T/L: 776-0775 / 776-5126 / 754-1072 CHAPTER 1.0INTRODUCTION 1.1 GENERAL This standard provides a common gage standard used by all DaimlerChrysler Engineering Departments except Power Train Engineering. This standard supersedes previous releases of the AME Gage Standard (GED0C001) back to Rev.9-98. This standard gives the gage source guidance in the requirements for design, build, inspection and certification of DaimlerChrysler gages to check all body-in-white, trim and chassis components. These DaimlerChrysler Gage Standards shall be adhered to for all gage fixtures. DaimlerChrysler is supporting the Tooling and Equipment Supplement to QS-9000. Seller must be third-part certified to either QS9000 TE Supplement (valid until December 15, 2006) or ISO9001:2000, unless otherwise agreed to by DaimlerChrysler, International Procurement Services in writing. After December 15, 2006, third party certification for ISO9001:2000 will be required. Seller must obtain ISO9001:2000 certification from a TS16949 approved registrar and auditor. A list of fTS16949 approved registrars is available at https://www.doczj.com/doc/cd18312895.html,. Seller will supply evidence of the certification to DaimlerChrysler upon request. Deviations from these standards may be granted from the DaimlerChrysler Gage Process Engineer in writing and would be included with the standard as part of a specification package. All quotations shall then state that the gage fixture being quoted will be designed and built to the specification package and/or DaimlerChrysler Gage Standard. Design approval shall not constitute a waiver or guarantee of responsibility for any gage purchased by DaimlerChrysler Corporation. An approved gage design does not constitute a certified or functional gage. The Advance Manufacturing Gage Process Engineer has lead responsibility for all DaimlerChrysler user run plant gages.
上海汽车乘用车分公司 检具设计与制造 (SMPV-QA-1235:00A ) 上汽乘用车质量保证部 2008年4月28日 顾裕弟
目录 1.目的 (1) 2.适用范围 (1) 3.责任 (1) 4.检具的概述 (1) 4.1.检具的定义 (1) 4.2.检具的校验和鉴定 (1) 4.3.检具的寿命 (1) 5.检具的设计与制造 (1) 5.1.检具的设计 (1) 5.2.检具的结构 (2) 5.2.1.检具的骨架和底座结构 (3) 5.2.2.检具的型体部分 (4) 5.2.3.检具的功能件 (6) 6.检具的验收和交付 (9) 6.1.检具的验收 (9) 6.2.图纸(方案图、结构功能图、工装图) (10) 6.3.检具测量报告 (10) 6.4.三维数模 (10) 6.5.操作指导书(使用说明书) (10) 6.6.重复性再现性报告 (10) 6.7.交付条件 (11) 6.8.包装要求 (11) 7.存档 (11) 8.评审与更改 (11) 9.分发 (11) 10.附件清单 (11) 附件一:关于检具定位销和检验销的说明 (12) 附件二:检具认可流程 (22) 附件三:检具设计认可报告(A表) (23) 附件四:检具制造认可报告(B表一) (24) 附件四:检具制造认可报告(B表二) (25) 附件四:检具制造认可报告(B表三) (26) 附件五:检具重复性和再现性报告(一) (27) 附件五:检具重复性和再现性报告(二) (28) 附件五:检具重复性和再现性报告(三) (29) 附件六:检具铭牌模版 (30)
1. 目的 通过制订《检具设计与制造技术标准》,使检具在规划、设计、制造、验收和使用时,能够遵循统一的技术标准和评价指标。 2. 适用范围 本技术要求适用于车身及内外饰件的检具。 3. 责任 上海汽车乘用车质量保证部负责本技术要求的编制、维护、升级及分发等工作。供应商负责本技术要求在检具规划、设计、制造、验收和使用过程中的贯彻执行。 4. 检具的概述 4.1. 检具的定义 检具是一种用来测量和评价零件尺寸质量的专用检验设备。 当零件准确地安装在检具上,通过目测,或者借助测量表,卡尺和检验销等检验工具对零件孔位,型面,周边进行检验,可以合理地测量零件的几何参数。 对于零件上的某些极其重要的功能性尺寸,还能利用检具进行数值检测。现代检具在结构设计时应同时兼顾测量支架的功能。但是当检具的在线检查功能与测量支架功能不能同时满足时,应首先满足检具的在线检查功能。 4.2. 检具的校验和鉴定 检具能够根据有效的产品图纸和CAD数据来合理地测量零件的所有参数,借助于三坐标测量机能对检具进行校验和鉴定。 4.3. 检具的寿命 在正常的使用频率和良好的保养维护情况下,应保证检具在相应零件生产周期内的使用寿命。 5. 检具的设计与制造 5.1. 检具的设计 1) 检具设计图纸通常按1:1绘制, 特殊情况下和上海汽车质量保证部协商决 定。 2) 设计图纸要求包括零件状态, 检具状态,材料,明细表,版本号,更改 记录等信息。 3) 检具设计方案必须通过上海汽车质量保证部的认可。 4) 检具结构和功能方案由上海汽车质量保证部会同检具制造商及零件供应商 共同协商制订,在产品图纸和CAD数据基础上完成检具草图方案,该草图
钣金件检具制作范 xx公司 检具概论
检具是冲压件和焊接件等在线检测检验夹具的简称,与其它文件中提到的样架具有相同意义。检具是一种按需方特定要求专门制造的检测工具。检具的形面必须根据零件的CAD数据铣削加工,能体现零件的所有参数,对零件进行定性检测。对于零件上的某些极重要的功能性尺寸,还能利用检具进行数值检测。检具还应具有测量支架的功能,但是当检具在线检测功能与测量支架功能不能同时满足时,应首先满足检具的在线检测功能。 检具的设计、制造和验收应以产品图纸和主模型(或CAD数据)为基准。当零件无主模型(或CAD数据)时,应以产品图纸和经需方认可的样件作为依据。 在正常使用频率和良好的保养维护情况下,应保证检具与其对应的压延模具和焊接夹具有相同的使用寿命。 检查治具式样决定时考虑事项: A.成品要求精度的部位及精度确认方法。 B.精度要求的重要度及确认方法。 C.成品在冲压加工时产生变形量考虑。 D.使用上之考虑(方便、轻量化)。 E.整体结构坚实不变形。
目次 检具概述 一.单件检具式样说明 (1) 1. 检查治具基本式样 (2) 1.1基本式样 (2) 1.2使用目的 (2) 1.3使用材料 (2) 1.3.1轮廓表面 (2) 1.3.2检具骨架 (2) 1.3.3基准块 (3) 2. 制作式样说明 (3) 2.1检查治具制作方向 (3) 2.2剪线及成品末端式样 (4) 2.3折线 (4) 2.4一般孔 (4) 2.5翻边孔 (4) 2.6钣件定位 (6) 2.6.1基准孔 (7) 2.6.2零贴面 (10) 2.6.3支撑与夹持 (11) 3. 检具制作基本要求 (11) 3.1形状面要求 (12)
检具基础知识培训 一、定义: 什么叫工装,夹具,治具量具,检具 工装,即工艺装备:指制造过程中所用的各种工具的总称.包括刀具/夹具/模具/量具/检具/辅具/钳工工具/工位器具等.工装为其通用简称.工装分为专用工装/通用工装/标准工装(类似于标准件) 夹具:顾名思义,用以装夹工件(或引导刀具)的装置. 模具,用以限定生产对象的形状和尺寸的装置. 刀具,机械制造中使用的刀具基本上都用于切削金属材料,所以刀具一词一般就理解为金属切削 辅具,一般指用以连接刀具和机床的工具. 钳工工具,各种钳工作业所用的工具总称. 工位器具,用以在工作地或仓库中存放生产对象或工具的各种装置. 治具,制造用器具,有时与工装同意,有时也指夹具,一般台资/资/日资等电子企业多用该词。 夹具属于工装,工装包含夹具,属于从属关系. 量具: 任何用来获得测量结果的装置,包括用来测量合格/不合格的装置 检具:生产中检验所用的器具. 检具是大批量生产时,为方便检查质量而设计制作的专用检查工具. 检具比用通用量具检验更省时省力
检具分总成检具和零件检具 二零件供应商的责任 A. 零件供应商对检具获得过程的所有要素应负直接的责任。另外,零件供应商必须保存所有相关活动的文件。 B. 供应商应保证检具符合下列条件: 1. 时间进度要符合整个项目的时间节点。 2. 与被测零件的使用功能相符合。 3. 通过遵循定位基准方案,使检具符合被测零件的几何尺寸和公差图纸(GD&T)。 3.1 注意:供应商必须核实检具上是否需要垫块。(比如在有尼龙扣或没有尼龙扣的情况下) 4. 在检具中必须包括所有关键产品特性(KPC:合理的预期的变差可能足以影响产品安全性或政府标准或法规的符合性,或很可能足以影响顾客对产品满意程度的产品特性),产品质量特性(PQC:指那些特殊特性:客户满意与其整个公差围相符,但一旦超出规,客户损失将急剧上升。公差围的变差略微影响客户满意,而一旦超出公差,将严重影响客户满意)的测量。 5. 所有的KPC,PQC应该使用定量型数据采集装置,而且它们必须固定在检具上。这些装置必须满足测量系统分析(MSA)的所有要求。 6. 应具有辨别被测零件相对于名义值的变差的能力。
二OO四年十月 目录 编制:审核:批准:
目录 2 一.检具概述 3 1、目的与简介 3 2、适用范围 3 二.检具承制商的责任 3 三.设计细节要求与标准 4 1、设计概念 4 2、设计要求 5 四.制造细节要求和标准 11 五.预验收的认可要求 15 1、生产完毕承制商认可要求 15 2、预验收要求 16 六.检具终验收要求 16 1、检具终验收要求 16 2、防锈、装运和保养要求 16 七.其他 16 附录 18
车身件专用检具技术规范 一、检具概述 1、目的与简介: 为达成冲压件检具形式、功能的统一;加强冲压件检具对现场质量控制的作用;加快冲压件检具的开发进度;降低冲压件检具的采购成本。特制定本技术规范。 定义:车身件专用检具是冲压件和焊接件等在线检测检验夹具的简称,检具是一种按特定要求专门制造的检测工具。本文以下简称检具。 汽车车身零件通常是冷轧钢板冲压而成,具有形状复杂,精度要求高,难以用常规量具测量等特点,因此检具的形面必须根据零件的CAD数据铣削加工,能体现零件的所有参数,对零件进行定性或定量的检测。 检具作用:前期产品调试、产品件质量控制、车身生产整个过程的质量控制等都发挥着重要的作用。检具主要对零件的型面、轮廓、孔位等要素进行检测;检具还应具有测量支架的功能,对特殊部位进行三坐标检测,但是当检具在线检测功能与测量支架功能不能同时满足时,应首先满足检具的在线检测功能。 检具承制商在对奇瑞零件的检具进行报价、设计和制造时,必须先依据本规范中的基本规定,未涉及部分使用供应商其自己的标准和要求。 2、适用范围 本规范为了获得PPAP检具的条件提供了一致性的技术条件,同时要求承制商将本规范应用于设计、制造、验收的全过程中。 二、检具承制商的责任 1、检具承制商必须在签订合同后两周内提供书面的供应商其自己的标准和要求,同时该文件必须经过奇瑞相关质量工程师的审核确认。 2、检具承制商对检具制造过程的所有要素负直接责任。另外,检具承制商必须保
宁波华众控股有限公司 技术标准 HZ-QB-YF0005 检具设计、制造、验收标准 (第1版第0次修改) 编制审核批准日期
前言 本标准详细规定了华众控股有限公司在新项目开发过程中涉及到的检具相关技术标准。该标准明确了华众控股有限公司在检具开发过程中所涉及设计、制造、验收技术要求。 本标准起草部门: 本标准主要起草人: 本标准由华众塑料制品有限公司开发部负责归口。
《检具设计、制造、验收标准》更改记录表
目录 一.目的 (4) 二.适用范围 (4) 三.术语与缩写 (4) 四.职责 (4) 五.流程图 (4) 六.操作说明及规则 (5) 七.相关文件 (16) 八.记录表单:输出和输入 (17) 九.附件 (18)
一.目的: 明确检具开发过程中对检具设计、制造、验收技术要求,确保开发的检具满足并符合对批量生产的 产品的可靠性、准确性、重复性再现性的质量监督和测试检验的技术要求。 二.适用范围: 本标准适用于宁波华众控股有限公司及下属公司所有开发的检具(含外发产品的检具开发)。 三.术语与缩写 3.1检具是工业生产企业用于控制产品各种尺寸(例如孔径、空间尺寸等)的简捷工具,提高生产效率和控制质量,适用于大批量生产的产品,如汽车零部件,以替代专业测量工具; 3.2 GD&T:几何尺寸和公差(Geometric Dimensioning and Tolerancing的缩写); 3.3 CMM:三坐标测量机(Coordinate Measuring Machine的缩写); 3.4 MSA:测量系统分析(Measurement System Analysis的缩写)。 四.职责 开发部:负责《检具设计、制造、验收标准》归口管理部门,负责检具方案评审、进度跟踪、检具资料存档、项目量产前检具管理和维护保养,参与检具验收; 人事部:组织检具操作培训; 质保部:参与检具方案评审、检具验收,负责检具管理、维护保养及周期检定,检具使用部门; 生产部:参与检具验收,检具使用部门; 采购部:负责检具供应商定点,组织检具验收。 五.流程图 见附件1(检具流程图)。 六.操作说明及规则: 6.1操作说明: 6.1.1采购部:采购工程师在收到《自制委外评审表》、《明细表》、产品数据及产品图纸后7个工作日内完成检具供应商定点,与检具供应商签订《检具技术协议》,定点信息发布给检具工程师、产品工程师及项目经理; 6.1.2采购部:检具供应商在收到定点通知后第1个工作日内提交《检具进度表》,并在7个工作日内完成检具3D数据和《检具设计方案》;
1.目的: 规范模具、检具制造和试模,使其符合生产批量要求和保证试模交接按期有效进行,提高模具、检具交接合格率。 2.范围: 适合本公司内部制造的模具、检具等工装的验收工作。 3.职责: 3.1工装制造部:按照《项目里程碑》进度节点实施生产组织制造,并确认项目里程碑中的验收节点,同时将模具、检具、辅具等准备齐全到位。 3.2生产部:根据市场部项目负责人的验收信息,在5个工作日内准备完毕(设备、人员、材料、检验试验等条件),通知项目负责人组织验收,同时会签验收文件。 3.3市场部:项目负责人根据验收节点和生产部的通知,积极有效的组织验收,收集验收结论缺陷和整改项及时跟踪。 3.4质保部:质保部长(或指定人员)根据图纸检验产品的符合性,出具首件、首批检验报告(尺寸、外观、性能),根据产品图纸和检具设计图纸检验检具的符合性,出具检具检验报告,同时会签验收文件。 3.5工艺部:工艺部长(或指定人员)按照流程图、PFEMA、控制计划和验收文件对模具和试生产过程进行验收,出具验收结论和验收报告。 4.程序: 4.1工装制造部制造完毕,按照项目里程碑调试生产,填写《调试记录》和《模具档案》,调试合格后对里程碑节点进行确认。 4.2接收到市场部项目负责人的验收通知后,生产部应在5个工作日内安排模具等验收,使现场具备人机料法环等的验收条件。 4.3市场部根据工装制造部和生产部的准备信息,组织正式的厂内试生产验收工作。
4.4试生产的批量数量确定为300量份,生产过程应为连续的,不间断的。钢板类冲压件的拉延、整形序产生的拉裂等缺陷的不合格品率应小于6‰,铝板类的拉延、整形序产生的拉裂等缺陷的不合格品率应小于10‰,其他工序产生的不合格品数量钢板类应小于3‰,铝板类应小于4‰。 4.5验收过程中产生的不合格品率达到4.4部分的,工装制造部应在批量的N+3个月内给予充分解决,钢板类拉延、整形序应小于3‰,铝板类拉延整形序应小于5‰。 4.6厂内验收完毕后,针对验收整改项工装制造部应在2个工作周(或确定的整改期)内完成。 4.7厂内验收完毕,工艺部针对验收过程收集相关整改信息,出具验收整改报告。 4.8当验收通过时,工艺部负责验收文件归档,归档内容包括: 首件、首批检验报告、检具的检验报告、模具/检具验收标准表、模具档案(静检记录、调试记录、更改记录、模具图纸、备件明细),模具档案移交装备部存档。 5.相关资料: 《首件、首批检验报告》 《检具检验报告》 《验收标准表》 《模具档案》
检具技术要求
目录 1. 目的 (3) 2. 适用范围 (3) 3. 责任 (3) 4. 规定 (3) 4.1 检具(测量支架)的概述 (3) 4.2 检具设计与4.3 检具 (4) (12) 5. 存档 (13) 6. 评审与更改 (14) 7. 分发 (14) 8. 附件清单 (14) (15) 附件一:关于检具定位销 1. 检具定位销概述 (15) 2. 定位销 A1的结构形式 (16) 3. 定位销 A2的结构形式 (19) 4 . 零件检查销的结构 (23) 5. 轴套结构图示介绍 (26) 附件二:检具(测量支架)认可流程 (28) 附件三: 检具(测量支架)设计认可报 (29) 附件四:检具(测量支架) (30)
1. 目的 通过《检具(测量支架)技术要求》,使检具(测量支架)在规划、设计与、验收与使用时,能够遵循统一的技术标准 2.适用范围 。 本技术要求适用于车身检具及对零件型面尺寸或装配尺寸与车身坐标系统有关联的内外饰件的检具。 3. 责任 ***负责本技术要求的编、维护、升级及分发等工作。 ***零件供应商负责本技术要求在检具(测量支架)规划、设计、、验收 中的贯彻。 4. 规定 4.1 检具(测量支架)的概述 4.1.1检具(测量支架)的定义 检具是一种用来测量。 在零件生产现场, 通过检具实现对零件的在线检测,为此需要将零件准确地安装于检具上, 然后通过目测,或测量表,或卡尺对零件型面, ,也可以借 对零件上不同性质的孔及零件与零件之间的联接位置进行目检,从而保证在试生产及起步生产时实现零件质量状态的快速判断。在此情况下,通过目检或测量可以判断: 零件轮廓 大小CAD/CAM直接。 对于零件上的某些极其重要的,还能利用检具进行数值检测。通常不能借检具直接获得零件基于车身坐标系统精确的坐标值, 而是将零件置于检具上通过三坐标测 量机测量方才获得。现代检具的结构在设计时同时考虑其可以作为测量支架使用。但是当检具的在线检查,应首先满足检具的在线检查。 测量支架是用三坐标测量机测量零件时的一种辅,其所有的支撑面(点),定位基准面(点)均必须根据零件的CAD数据铣,有些特殊零件的测量支架还应具有部分 检具的4.1.2检具借。 CAD数据来合理地测量零件的所有数据, 。 4.1.3 在正常的使用频率,应保证检具件生产。
检具验收标准一.检具精度
面差规 ±0.02 止通规 二.结构要求 1.底板 1.1底板上至少设置3个基准块,基准块需加不锈钢T型钢套和保护罩,并标明坐标原点、坐标方向及坐标原点与汽车坐标原点的相对坐标值; 1.2检具基准块需设在底板四周三个角上并标有坐标值,不得直接设在底板上,检具的基准块按照左上、左下、右下位置进行设置,基准块中心距离检具底板边缘50mm,如图1和图2示: 图1 基准分布示意图1 图2 基准分布示意图2 1.3上汽大众一级件检具必须设置两套测量基准,一套设置在底板四个角,如图3,由NC加工,另一套按1.1和1.2制作; 图3 检具底板1 1.4底板上刻注车身坐标线及X、Y、Z坐标值,车身坐标线以X、Y、Z基准面为出发面,每隔100mm或50mm为一档进行刻注,如图3,划线深度和宽度均为0.5mm,刻
线须涂红(客户对颜色有要求时按客户要求涂色),如客户对百格线有特殊要求,按客户要求制作; 1.5检具铭牌按客户提供格式制作好用铆钉固定在底板上显眼的部位; 1.6除客户要求外,检具重量≤40KG时底板两侧须安装金属把手,如图3,检具重量>40KG时底板上须安装吊环或吊耳,如图4和图5,检具起吊时吊绳与检具本体不得存在干涉; 图4 检具底板2 图5 检具底板3 2.模拟块、卡板 2.1模拟块表面须刻上面差、间隙标准值并涂红(客户对颜色有要求时按客户要求涂色),如面差0mm,间隙3mm,如图6: 图6 模拟块标识 2.2两模拟块之间间隙不得大于2mm,如图7: 图7 模拟块间距
2.3产品拐角处的模拟块不得断开,须做成一体式,如图7所示; 2.4可拆模拟块须刻上名称,在检具上设置保管盒,并在保管盒上或盒旁设有安装示意图; 2.5两相连模拟块之间不得有明显面差; 2.6模拟块与其它本体及产品之间不能存在干涉; 2.7手持模拟块须刻上对应产品名称、图号及尺寸规格,除结构无法优化外,原则上重量≤3kg,手持模拟块必须设置保管箱; 2.8每一卡板上都需刻上设计尺寸规格,卡板检测部位放电加工或切削加工后确保3mm的加工结果,如图8所示 图8 卡板 3.双开机构 3.1双开机构开关须顺畅,力度合适,装件不得有松动,开关上须刻上“装件”和“取件”标识,如图9所示; 图9 双开机构开关 3.2机构定位面上须刻上基准标识并涂红(客户对颜色有要求时按客户要求涂色),两定位表面不得有明显面差,如图10蓝色面和红色的面不得有明显面差;
设备、工装、检具设计、制作和检验规范 (IATF16949-2016/ISO9001-2015) 1.0适用范围: 规范专用于协富光洋公司的设备、检具、工装的设计、制作及检验。 2.0引用标准: GB/T3177-1997《光滑工件尺寸的检验》 GB1957-1981《光滑极限量规》 GB/T1958-1980《形状和位置误差公差检测规定》 GB/T1031-1995《表面粗糙度参数及其数值》 3.0设计 3.1设计依据 3.1.1设计任务书 设计任务书应给出设备、工装、检具的设计方案,明确设备、工装、检具的功能要求、性能参数,以及对定位基准、夹紧方式和夹紧力、生产率等的一般性要求,和客户要求的其他事项。 3.1.2工件图纸 工件图纸应包含有工件轮廓和主要表面(如定位表面、夹紧表面、待加工/检测表面),完整标注有被加工/检测表面的尺寸公差等技术要求、加工要求、以及相应的基准面等信息。 3.1.3设计过程中出现的问题,由设计者向业务人员提出沟通解决。 3.2检具的一般结构 检具的结构形式可参考采用下列样式之一,或采用下列样式的组合。 3.2.1. 内孔、轴类线性尺寸使用止通规方式检测
(1)内孔尺寸使用塞规检测 无特别要求时,塞规的通规与止规应分置塞规手柄的两端、或制成两件。检验直径3~50mm的塞规一般采用滚花手柄与两端的锥柄测头组合的形式,锥柄锥度为1∶50;止规要比通规短,通规的长度不小于被测表面的配合长度;为便于更换通规,在手柄靠近通规测头锥柄尾部处开孔,如下图: 止通规的工作尺寸及制作精度按附录一确定。 (2)轴类尺寸使用卡/环规检测 轴类尺寸原则要求使用环规检测,通规的长度不小于配合长度,止规比通规短。 在保证轴的形状误差不致影响配合性质的条件下,允许以卡规代替环规:片形双头卡规用于1~50mm的轴的检测,其厚度为2~5mm;圆片形单头卡规用于1~300mm的轴的检测,其厚度为2~20: 3.2.2.外形长度尺寸检测 外形长度尺寸检测采用检具座与塞规结合的方式,被测件置于检具座内,一端靠紧、另一端使用止通规进行检测。 止通规应在零件图上给出止端与通端的名义尺寸,最后加工尺寸应在检具装配完成后测量确定。
检具验收相关要求 检具验收包括预验收和终验收,两次验收都要签认可报告,预验收只对检具精度进行确 认,终验收认可包括检具的结构及检测功能认可、检具的几何精度认可和检具的重复性精度 认可。供应商负责提供检具的几何精度报告和重复性报告。 一.检具重复性检查原则: 将一个零件在检具上放入且取出5次,每放零件一次,由工艺员根据以下标准最少选择 5个点进行测量 1.选取工艺卡上的部分点 2.根据检具工艺基准,位置公差只能为1mm(除公差更小的以外,即it≤1) 3.选取具有x、y、z三方向特性的表面点 4.分散在零件周围的点 5.与支撑及定位装置最远的测量区域 二. 重复性记录卡的编写 测量值由工艺员输入重复性文档中(str/emb使用的磁盘),通过它我们可以推算113b 卡上的重复性数值重复性合格标准回顾(使用一个标准) avec : ? :每个点测量值标准偏差;i :测量点;it :测量点公差带 ?i?it16 三.检具精度报告 1. 定位基准精度:每个定位支承块至少检测3个点,这些点的分布应具有代表性,每个 点的法向矢量偏差不大于0.1mm。定位孔孔位偏差不大于0.1mm(即位置度φ0.1)。 2. 检具的型面(包括检具上的型面检测样板):每个点法向矢量偏差不大于0.15 3. 检具的轮廓:检具的轮廓公差依据所检零件轮廓公差的大小,应不大于0.20-0.25。 4. 销规销套的检测:包括导向部分和工作部分尺寸。每个定位销及检测销导向部分直径 公差按g6执行,工作部分尺寸相对于导向部分尺寸的同轴度及对称度不大于0.02。每个定 位销及检测销销套内径公差按h7执行。对于带有导向装置的销套,还要对导向装置的方向进 行检测。直径在6-10mm的孔h7公差为:0/+0.015;轴g6公差为:-0.005/-0.014。 5. 定位销定位部分尺寸为:孔的理论值-0.05 ±0.02;检测销检测部分尺寸为:孔理论 值-孔的下偏差-孔的位置度公差±0.02。 补充:检具的重复性:用1个标准样件按照相同的装夹顺序在检具上重复测量5次,将 x,y,z三个方向的有代表性的点数值填入专用的表格(由dpca提供)中,根据自动生成的 偏差值与it/16进行比较,如果所有点的偏差值≤it/16,则认为重复性精度(cmc)合格, 否则,则认为重复性精度(cmc)不合格。同时应提供重复性精度检测点位置附图篇三:检具 设计及验收标准 1.0 目的 通过制订《检具(测量支架)技术要求》,使检具(或测量支架)在规划、设计与制造、验收 与使用时,能够遵循统一的技术标准和评价指标。 2.0 范围 本技术要求适用于长春一汽富维江森自控汽车金属零部件有限公司。 3.0 责任 长春一汽富维江森自控汽车金属零部件有限公司负责本技术要求的编制、维护、升级及 分发等工作。 各零件供应商负责本技术要求在检具(测量支架)规划、设计、制造、验收和使用过程中