GZ系列电磁振动给料
一、用途、特点及技术性能
(一)用途
电磁振动给料机(简称电振机)是一种先进的给料装置,它适用于连续性生产的要求。我厂生产的电振机与本厂生产的各类型电子秤配套使用,可构成一个闭环调节的自动给料、称量和配料设备。因此,电振机可广泛用于水泥、矿山、冶金、煤场、化工、基建、码头以及制药、茶叶加工、瓷业等工业部门,在生产流程中能把非粘滞性的颗料或粉末物料从储料仓或料斗中定量、均匀、连续地送到受料装置中去。
(二)特点
GZ系列电磁振动给料机特点:
(1)体积小,重量轻,结构简单,安装方便,无转动、滑动零部件,不需进行润滑。故障少,维护运行费用低。
(2)电磁振动给料机运用机械振动学的共振原理,使其工作在低临界近共振状态,低耗电。
(3)电磁振动给料机采用可控硅半波整流控制方式,流量调节方便,可实现集中控制和自动控制。
(4)工作时物料按抛物线轨迹连续跳跃向前运动,料槽磨损较小。
注:给料能力系指料槽水平安装时,物料假密度为1.6吨/m3设计指标;料槽下倾10度,给料能力将会增加。
附:根据用户的要求,我公司给料机主体配用筛槽的振动筛可满足冶金粉末物料的筛选和瓷业筛选,可筛200目内的粉末状物料。其筛网由用户自己配备。
(三)技术性能
二、机器结构和工作原理
GZ型可控硅电磁振动给料机由电磁振动给料机和可控硅控制器两部分组成。
(一)GZ系列电磁振动给料机的结构和工作原理。
1、结构
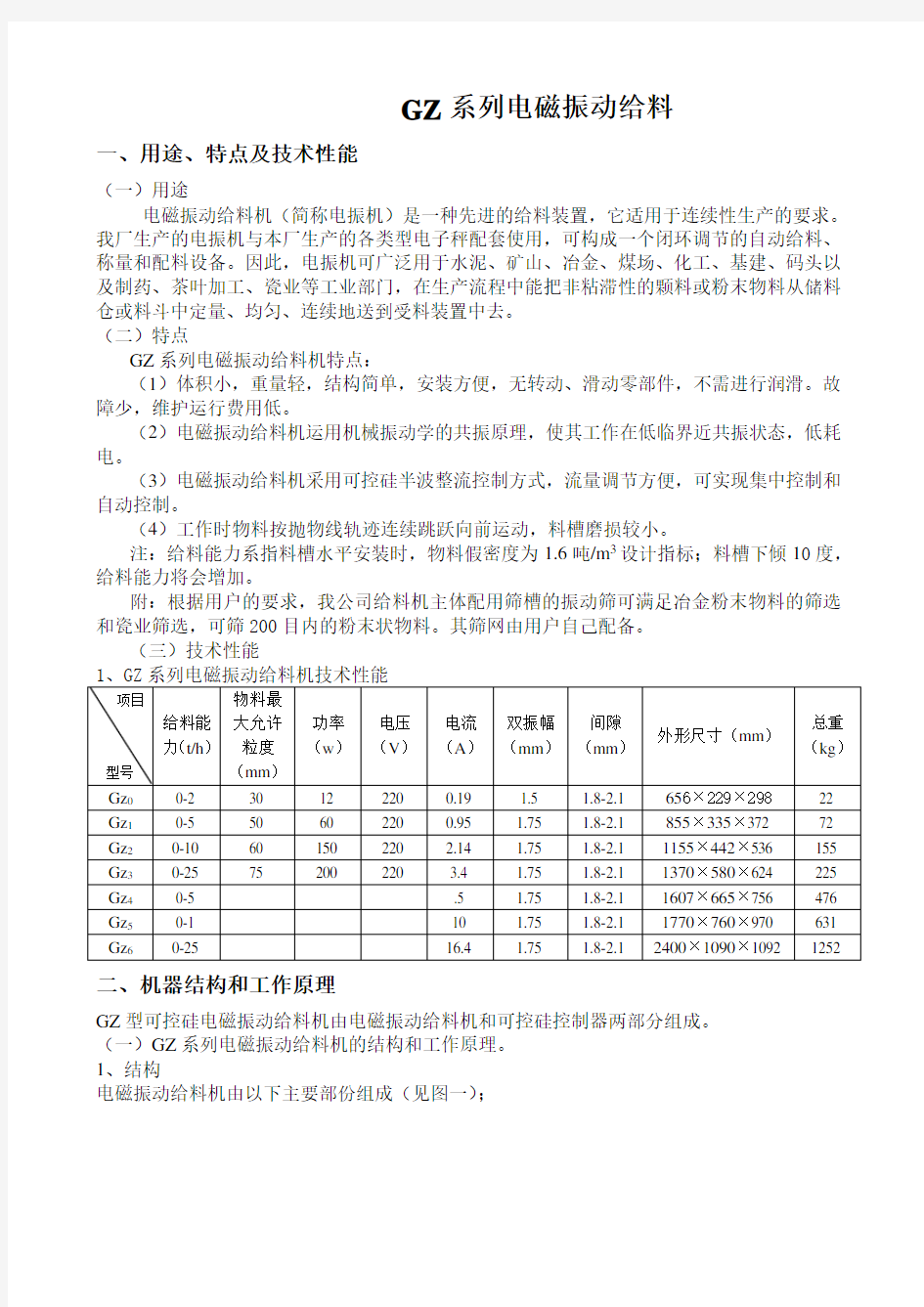
电磁振动给料机由以下主要部份组成(见图一);
图一电振机简图
Ⅰ料槽
Ⅱ电磁振动器
Ⅲ减振器
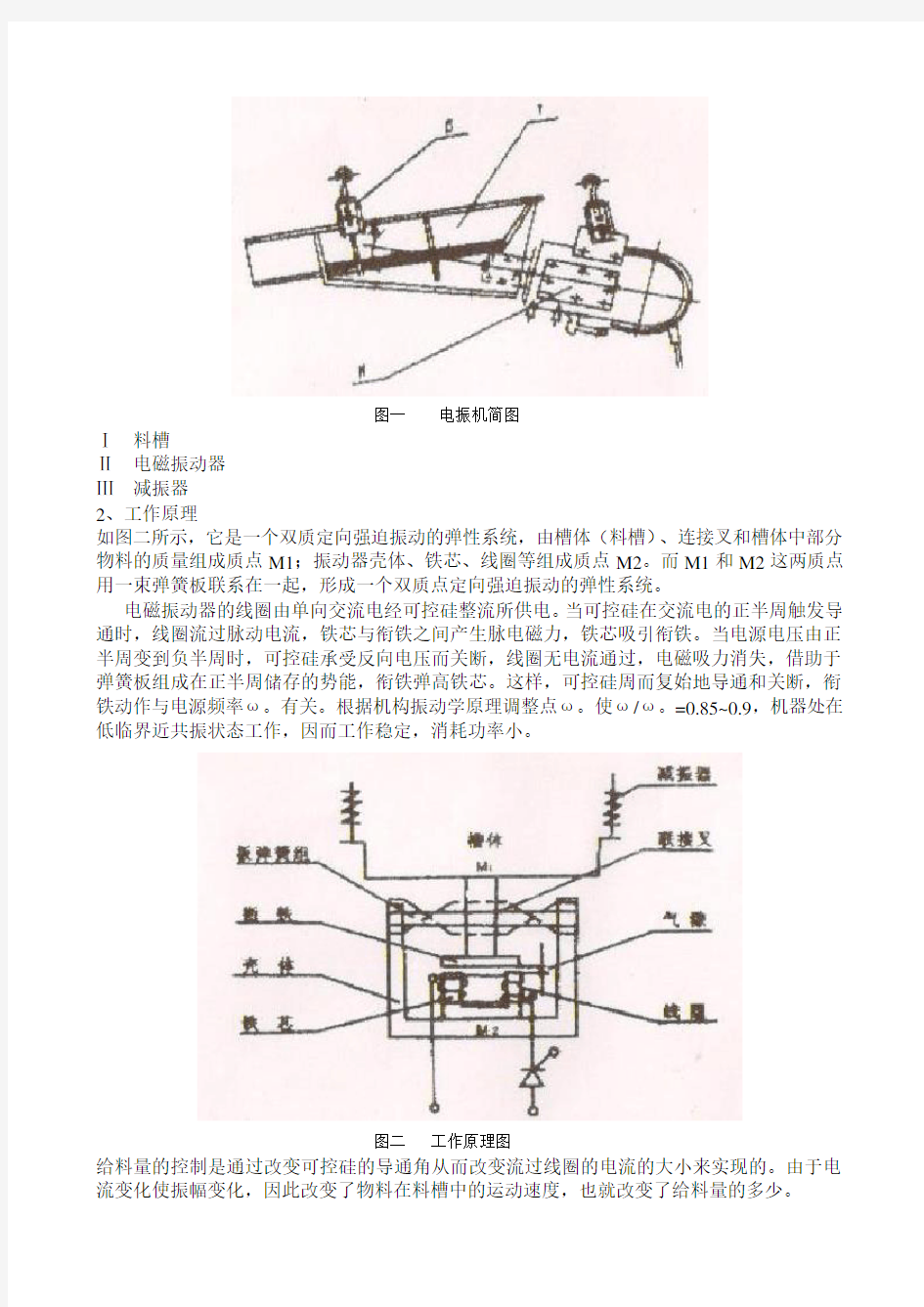
2、工作原理
如图二所示,它是一个双质定向强迫振动的弹性系统,由槽体(料槽)、连接叉和槽体中部分物料的质量组成质点M1;振动器壳体、铁芯、线圈等组成质点M2。而M1和M2这两质点用一束弹簧板联系在一起,形成一个双质点定向强迫振动的弹性系统。
电磁振动器的线圈由单向交流电经可控硅整流所供电。当可控硅在交流电的正半周触发导通时,线圈流过脉动电流,铁芯与衔铁之间产生脉电磁力,铁芯吸引衔铁。当电源电压由正半周变到负半周时,可控硅承受反向电压而关断,线圈无电流通过,电磁吸力消失,借助于弹簧板组成在正半周储存的势能,衔铁弹高铁芯。这样,可控硅周而复始地导通和关断,衔铁动作与电源频率ω。有关。根据机构振动学原理调整点ω。使ω/ω。=0.85~0.9,机器处在低临界近共振状态工作,因而工作稳定,消耗功率小。
图二工作原理图
给料量的控制是通过改变可控硅的导通角从而改变流过线圈的电流的大小来实现的。由于电流变化使振幅变化,因此改变了物料在料槽中的运动速度,也就改变了给料量的多少。
(二)可控硅控制器的结构和工作原理
1、结构与使用
Ⅰ采用标准机箱结构以便维修。元件连接采用印刷电路。
Ⅱ控制器外形尺寸
GZK-2型宽280×伸340×高160 (可控制GZ1、GZ2、GZ3型给料机)
GZK-3型宽280×伸340×高160 (可控制GZ4、GZ5型给料机)
GZK-5型宽280×伸340×高160 (可控制GZ6、GZ7、GZ8、GZ9、GZ10型给料机)
Ⅲ使用条件
1、单相交流电源:220±10v 50HZ (GZ1~GZ5型给料机)
2、双相交流电源:380±10v 50HZ (GZ6~GZ10型给料机)
3、环境湿度:0-45℃空气相对湿度:不大于80%,大气压:100±4Kpa
4、若长期连续在较高环境温度下工作,应备以电风扇散热。
5、工作原理(见图三)
由同步电源取出同步信号,通过调节信号怕大小,送人脉冲触发电路,控制该电路的脉冲重复频率借以达控制可控硅导通角的目的。
图三GZK-2,GZK-3,GZK-5型给料机控制器原理方框图
三、安装(见图四)
(一)机器须整体安装,不允许拆开后分别安装。
电源晶闸管电振机手动调节移相触发
图四给料机安装示意图
(二)为了减少料仓中物料对料槽的压力,在料仓下必须安装具有一定斜度的溜槽,并且溜槽不得触及料槽。
(三)机器安装后,必须将图六中的检修用螺钉松开,并锁紧背帽,才能开机。检修时应将检修螺钉固紧,以防连接叉偏离正确位置,开机前再松开四只检修螺钉。
(四)机器采用悬挂安装形式,要用牢固可靠的吊钩或钢丝绳吊挂在足够强度的构件上。
(五)给料机料槽与溜槽之间设置防尘布罩,而在料槽上侧可设置盖板防尘。
(六)机器外壳和控制器按一般电气设备安装规程进行接地保护。
(七)外形及安装尺寸:
型号
安装尺寸(mm)
L H I D C A F E B M
GZ 656 299 298 449 7 60 60 GZ 32 154 6 100 GZ2 1 7 3 300 140 GZ3 4 540 400 155 GZ4 16 64 500 220 GZ5 177 4 9 700 250 GZ6 24 57 1030 900 1030
四、使用和维护懒惰修理
(一)电振控制器的使用
1、将面板上电位器向左旋到零位,开启电源开关,电源指示灯应亮。
2、向右旋动电位器电磁振动给料机开始并逐渐增加给料时,直至调到所需给料量为止。
3、开机后,若发现调节旋纽至最大时给料机振幅仍然很小,则应检查电振机机壳上的四个检修用螺钉(见图六)是否已经松开(工作时应松开,并紧锁背帽)。
4、关机
临时性关机,只要旋纽到零位即可,不期停机或检修时可关断控制器电源。
(二)维护
1、要求每天每班检查顶紧弹簧钢板的三个大顶螺栓及重要零部件连接螺钉是否松动(见图六)
图六振动器示意图
1、连接叉
2、衔铁
3、弹簧钢板
4、铁芯
5、壳体
6、线圈
2、定期检查间隙是否发生变化、是否积尘过多,弹簧板是否断裂。
3、料仓不允许卸空,应保持一定的料置,防止物料对料槽的冲击。
4、控制器应放置在灰尘少、不潮湿、无高温、通风好的地方,并经常清扫灰尘。
5、若铁芯衔铁有撞击声,应立即检修。
(三)修理
1、在更换弹簧钢板时,必须用机壳上的两面螺钉(四只)顶紧连接叉(见图六),使连接叉固定在正确位置上。更换完毕后,将这些螺钉松开并锁紧背帽才能开机。更换的弹簧钢板必须要同一规格、更换后,还必须重新对机器进行调谐。
2、机器的调谐:
Ⅰ按原片数装上弹簧钢板,用劲拧紧三个顶紧螺栓之后,弹性系统就接近设计要求。
Ⅱ在额定电压,额定电流下,若为槽振幅在额定双振幅±0.2mm范围时,便可将顶紧弹簧钢板两端的两个顶紧螺栓拧紧成拧松,使振幅达到额定双振幅,如振幅偏大就拧紧顶螺栓,偏小就拧松顶紧螺栓,但拧紧或拧松不能超过三分之一的一圈。
Ⅲ若振幅不在额定双振幅±0.2mm范围时,则要增减弹簧的片数(振幅小要减少片数,振幅大则要增加片数)。
Ⅳ振幅的读法:振动时看料槽振幅指示牌黑三角形尖端所指示之读数。
3、间隙调整
Ⅰ在三个顶以弹簧钢板的顶紧螺栓拧紧之后,将铁芯向衔铁靠近,使两个工作面紧贴。
Ⅱ拧紧铁芯四个夹持螺栓,使弹簧垫刚刚被压平(见图六)。
Ⅲ用铁芯上的两上小顶丝将铁芯顶出,间隙为1.8-2.1mm并使间隙上下左右均匀一致,使电流和振幅达到规定的技术性能.
Ⅳ拧紧四个夹持螺栓,并拧紧小顶丝上螺帽.