船用空调通风系统安装施工工艺规范
INSTALLATION AND CONSTRUCTION TECHNICAL RULES FOR MARINE AIR CONDITIONER & VENTILATION SYSTEM
一、概述:
General
空调及通风系统中需要采用预隔热螺旋风管、单层螺旋风管、镀锌薄板矩形风管、板材焊接风管(钢质风管)及通风附件等,根据设计要求,落实风管及附件规格型号、数量,采用螺旋风管、镀锌方风管或板材焊接风管,严格按风管制作工艺和规范要求执行生产安装。
The air conditioner and ventilation system shall adopt the pre-insulated spiral air duct, single layer spiral air duct, galvanized sheet rectangle air duct, plate welded air duct (steel air duct) and ventilation accessories etc. According to the design requirements to determine the type and quantity of air duct and accessories, and select the suitable air duct, i.e. spiral air duct, galvanized sheet square air duct or welded air duct. According to the relative constructure technical rules to manufacture and install.
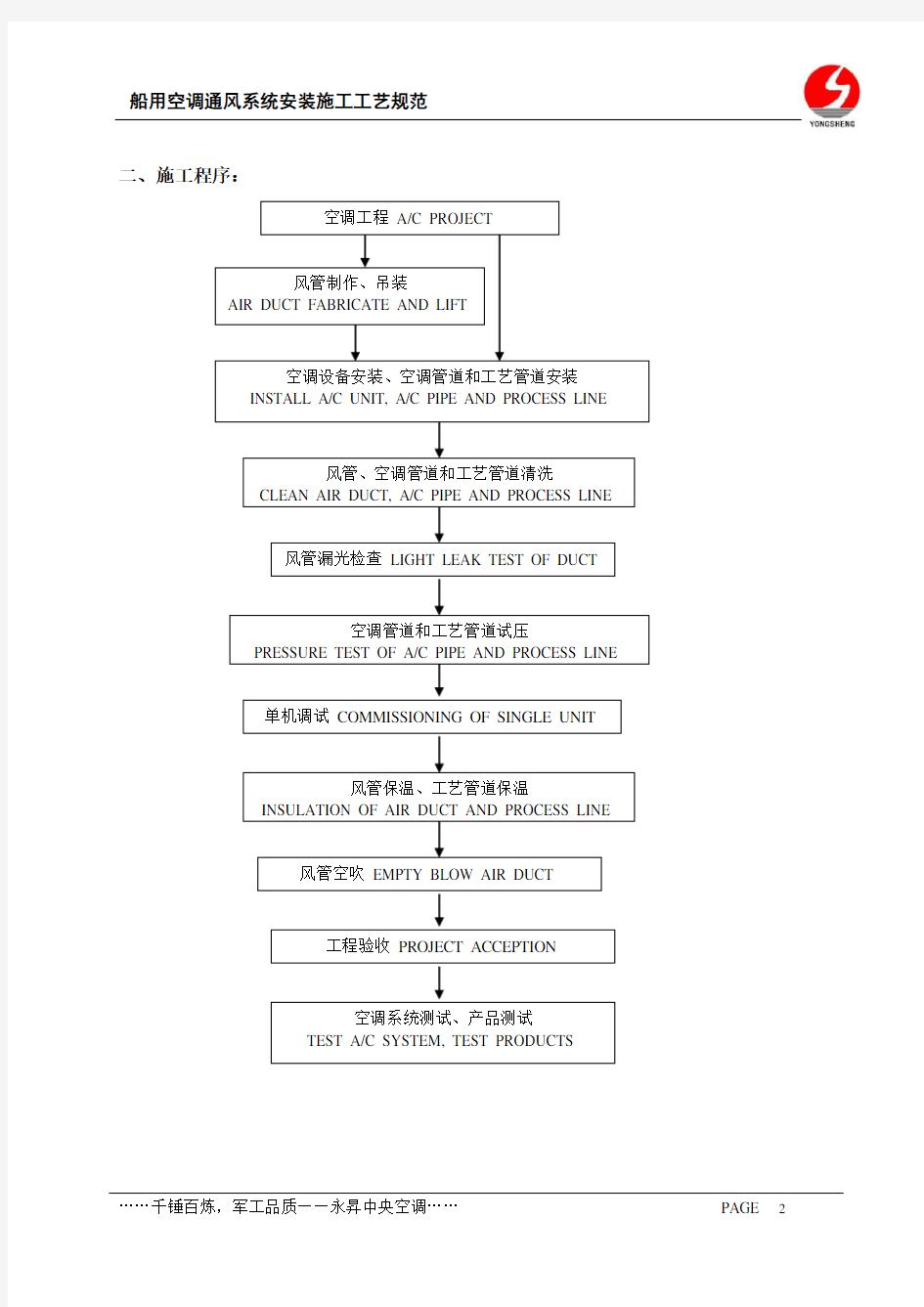
二、施工程序:
三、风管制作
Manufacture the air duct
(1) 镀锌矩形风管
Galvanized rectangle air duct
镀锌矩形风管连接可采用翻边、铆接和焊接,风管与角钢法兰连接时,风管壁厚小于1.5mm,一般采用翻边铆接,翻在法兰的外侧,用角尺靠在风管的纵向折角边上,使风管中心线与法兰平面保持垂直,翻边的尺寸应为6-9mm。法兰用料规格较小的可取上限值,规格较大的取下限值,防止翻边卡住螺孔,影响组装,咬口重叠处,翻边时应将突出部分铲平,同时四角不应出现豁口,以免漏风,铆钉距离不可大于120mm。
Connection of rectangle air duct the flanging, rivet jointing and welding can be adopted, the connect the air duct and angle steel flange, when the thickness of air duct is less than 1.5mm, generally, flanging and rivet jointing can be adopted, at first the air duct shall be turned over the outside of the flange, and the center of air duct and the surface of flange shall keep vertical measured by the set square, dimension of the folded selvedge is 6-9mm. If the dimension of flange is small take the upper limit, if it is big take the lower limit value, do not block the bolt holes to affect the installation of air duct, the overlap shall be smooth, and the four angles shall be tight, the distance between rivet shall not more than 120mm.
(2)螺旋风管
Spiral air duct
螺旋风管是由宽135mm、厚0.5的镀锌铁皮,采用自动化机械将之卷成螺旋状,风管轻、厚度薄、强度高。该风管可增加风管强度与韧性,气密性极佳,风速强、磨擦损失小。内管可以采用冲孔板制成,中间保温材料采用厚12.5mm的岩棉,外层再以螺旋风管被覆在保温材料上。
The spiral air duct is made by galvanized iron sheet (width 135mm, thickness is 0.5mm), the air duct the advantage of light, thickness and high strength. This kind of air duct has strong toughness, fine air tihgtness, high speed and less friction loss. The inner tube is made by orifice plate and middle of the air duct adopts 12.5mm rock cotton for insulating, and then coated spiral air duct to the insulation material.
送风管的安装,先由工厂样台综合放样,确定其布风器的安装位置,然后根据放样结果由工厂绘制施工安装图。安装时,圆风管用砂轮切割,用其它工具切断时,切口要用砂轮磨平,不能把异物遗忘在管内。连接布风器的软管,最好外包20-30mm厚泡沫橡胶或陶瓷棉。
Installation of blast pipe: at first it shall loft by manufacturer to determine the install position of ventilation terminal then the manufacturer will made the installation drawing according to the lofting results. When install the air duct, the circle air duct shall be cut by grinding wheel, if it is cut by other tools the kerf shall be ground by grinding wheel, do not loose the impurity in the pipe. The soft pipe for connecting the ventilation terminal shall be coated with 20-30mm foam rubber or refractory wool.
(3) 焊接风管
Welded air duct
机械、机舱通用采用焊接风管,其焊接风管按照图纸的要求选用材料进行预制。
Generally the mechanical and engine room adopt the welded air duct which shall be prefabricated according to the relative drawing.
根据各类风管的技术要求,选用相应厚度的板材,按照图纸的尺寸进行下料、刀角。
According to various technical requirements of each kind of air duct to select the suitable plate, then lay off according to the drawing.
焊接前必须清除焊接端口处的污物、油迹、锈蚀,角用点焊或缝焊时,还需清除氧物
化。对口应保持最小的间隙。焊接过程中,根据板材的厚度掌握好焊丝直径和电流强度、电弧电压及焊接速度。手工点焊定位处的焊瘤应清除,焊接后,应将焊缝及其附近区域的电焊溶渣及残留的焊丝清除。
Before welding the end side of the products shall be cleaned, such as dirty, oil trace, dust shall not be found, when spot welding or seam welding is adopted for the angle the oxide shall be cleaned out. The space of butt joint shall keep less. During welding the air duct shall according the thickness of plate to select correct welding wire, current, voltage and speed. After welding the welding seam and around shall be cleaned such as slag and remain welding wire etc.
焊接接头型式如下:
Welding joint as the following:
四、工件表面处理:
Surface treatment of workpiece
钢板件磷化处理
Phosphating of steel plate
1、磷化前的处理:
Before phosphating
(1) 工件的机械加工、成型、焊接和打孔,应在磷化前完成。
Before phosphating the machine work, forming, welding and drilling etc. shall be completed.
(2) 各种工件其表面应无毛刺、锐边、焊渣、飞溅、金属屑、沾附特等影响处理质量的污物。
The surface of each working piece the burrs, sharp edge, welding spatter, splash, grit and bur etc. shall not be found.
2、磷化池可同时完成除油、除锈、磷化、钝化四道工序,其主要性能指标如下:
Phosphatisation tank can finish four steps i.e. oil removal, rust removal, phosphating
3、处理液处理:
Treatment of treating liquid
(1) 处理方法:采用浸渍处理,将工件浸入槽液中,工件较大时,可以翻动处理;
Treating method: The workpiece shall be immerged to the liquid, if the workpiece is larght it can be turned;
(2) 处理时间:由现场根据下列因素灵活掌握:
Treating time: The treating time can be decided according to the fact at the scene.
·工件表面状况
Surfaction condition of workpiece
·环境温度
Environment temperature
·处理液新旧程度
New or old class of treating oil
·按用户要求,予设处理层厚度
According to user’s requirements to set the thickness of treatment layer
·处理时间一般为2-8小时。特别要注意避免浸渍时间过长,以免磷化膜晶粒粗大和产生氢脆。
Treating timing is about 2-8 hours. Especially pay attention to emerging time of workpiece, for avoiding brings hydrogen embrittlement.
(3) 对板状工件,不得以重叠的方式置于处理液中,而应隔开50-100mm,以保证工件表面有充分的机会与处理液接触,从而保证处理质量。
Refer to the plate it shall not be emerged in the treating liquid overlapped, the distance between the plates shall be kept 50-100mm, so that the treating quality can be ensured.
(4) 工件出槽前应注意液面层油污状况,必要时应除去油污,以免工件出槽时油污粘在工件表面。
Before take out the workpiece from the liquid pay attention the the surface of liquid, if the liquid surface is dirty it shall be cleaned for avoiding pollute the treated workpiece.
(5) 工件出槽后,用自来水冲干净表面骠质及磷化液残留,置于通风处自然干燥或进行烘干,干燥后的工件应在16小时内进行防锈处理。
After the workpiece is taken out from the liquid it shall be flushed by tap water, the put it on the ventilation area for natural seasoning or dried by tools, after the workpiece is dried it shall be dusted within 16 hours.
五、空调风管系统施工安装
Installation and construction of air duct system of A/C
5.1 准备工作
Preparatory work
风管系统安装前,应进一步核实风管及送回(排)风口等部件的标高是否与设计图纸相符,并检查结构预留的孔洞,预埋件的位置是否符合要求,并将预制加工的支(吊)架风管及部件运至施工现场,根据工程量大小分段进行安装。
Before install the air duct system, check the elevation of each part of air duct and blast (exhaust) air port whether it is according to the drawing, and check the holes and embedded parts whether it can satisfy the requirements, then transport the prefabricated supporter (hanger) of air duct and parts to the scene.
5.2 支、吊架安装的注意事项
Installation notice of supporter, hanger
支、吊架安装是风管系统安装和第一工序,支、吊架的形式应据风管截面的大小及工程具体情况选择,吊架必须符合设计及国家标准图要求。
Install the supporter and hanger of air duct system it the first step, the type of supporter, hanger shall be selected according to the size of air duct and the station of project, the hanger shall according to design drawing and national standard drawing.
对于保温风管,由于选用的保温材料不同,其风管的单位长度和重量不相同,支、吊架间距应符合设计要求,矩形保温风管的支、吊、托架宜设在保温层外部,不得损坏保温层,风管的安装标高,对于距形风管是从管底标起,为保持风管的水平,托架的标高应按变径的尺寸相应提高风管的安装。
Refer to the insulated air duct, the unit length and weight of air duct will different because various insulation material, the distance between supporter, hanger shall satisfy the design requirements. The supporter, hanger and bracket for the rectangle insulated air duct shall be on the outside of the insulation material do not damage the insulation layer, about the installation elevation of the rectangle air duct is calculated from the base of the pipe, for keeping the air duct level, the elevation of bracket shall be calculated according to the relative air duct.
施工现场已具备安装条件时,应将预制加工的风管、部件按照安装的顺序和不同系统运至施工现场,再将风管和部件按编号组对,复核无误后即可连接和安装。
When the construction scene is ready for installing, the prefabricated air duct and parts shall be transported to the scene according to the installation step and various systems; then numbered the air duct and parts, after that connect and install the air duct.
风管在安装前,应对安装好的支、吊、托架进一步检查位置是否正确,是否牢固可靠,根据施工方案确定吊装方法按先干管后支管的安装程序进行吊装,吊装过程中应注意下列问题:
Before install the air duct, check the location of the installed supporter, hanger and bracket,
whether they are fastness, according to the construction program to determine the lifting method, during lifting the following problems shall be noted:
(1) 水平风管安装后的不水平度允许偏差每米应不大于3mm,总偏差不应大于20mm,垂直风管安装后有不垂直度的允许偏差每米应不大于2mm,总偏差不应大于20mm。风管沿钢板壁走时,管壁到钢板壁至少保留150mm的距离,以拧法兰螺丝。
Non-levelness of flat air duct shall not more than 3mm per meter, and the total warp shall not more than 20mm, nonperpendicularity of vertical air duct shall not more than 2mm per meter, the total warp shall not more than 20mm. When the air duct along with the wall of steel plate the distance between tube well and wall shall keep 150mm at least for screwing the screw of flange.
(2) 法兰垫料宜采用3-5mm橡胶板,连接螺丝应加钢制垫圈。
Packing of flange shall adopt 3-5mm rubber plate, and the connecting screw shall be provided with steel washer.
(3) 风管穿钢板时应有防护套管。
When the air duct through the steel plate, it shall be provided with the protection sleeve.
(4) 支管的重量不得由干管承重。
The weight of branch pipe shall not beared by main pipe.
(5) 管道上所用的金属附件,应按设计要求做好防腐处理。
The metal accessories on the pipeline shall be anticorrosioned according to the design requirements.
5.3 空调螺旋通风管安装程序
Installation procedure of spiral ducts
空调螺旋通风管安装都在分段预装。船体各分段经喷砂除锈处理后进行涂装,报验合格后才可安装螺旋风管。
Spiral ducts of should be installed in the block installation phase .spiral ducts can be installed when check is finished after spray sand, get rid of rust and painting
●螺旋风管连接形式及装配要求:
Connection and assembling requirement of spiral ducts
1)螺旋风管下料时要轴向切割;
Material should be cut along the axis
2)螺旋风管的端口要去除菱角和毛刺,避免安装时损坏密封圈;
Ports of spiral ducts should be wiped off burr to avoid damaging gaskets
3)橡胶密封圈要完好无损并正确地套在凹槽位置;
Rubber gaskets should be undamaged and hitch the groove
4)螺旋风管连接附件的两侧若需要时可用铆钉或自攻螺丝固定;
The side which connect to accessory can be fixed by rivets or screw bolts if necessary
5)螺旋风管和附件连接处除了用铆钉和自攻螺丝固定外还要用铝铂胶带包扎密封。
Besides rivets or bolts, wrap with aluminium-foil around connection to be airproof
●螺旋风管安装节点
Installation nodes of spiral ducts
1)螺旋风管接到静压箱或矩形风管如下图:
Spiral ducts connect to static pressure box or rectangular ducts shown in the following drawings
……千锤百炼,军工品质——永昇中央空调…… PAGE 11
2)一根螺旋风管上开90度支管并在另一根平行的螺旋风管上面经过如下图: A spiral duct opened a brench duct up it, and pass the other duct shown in the following drawings
3)穿舱件通过大梁或舱壁如下图:
Penetration pieces traverse beams or cabin wall shown in the following drawings
风管通舱件形式及长度如下表:
技术要求:
Technology requirement:
1)900mm长的通舱件应均匀分布在舱壁两侧,各450mm长。
Penetration pieces which is 900mm long should be set beside the wall equally, either side 450mm
2)防火绝缘用同样的材料敷设在通舱件分割区两侧延伸450mm。
Lay the same insulation material 450mm extending beside the devided area of penetratipn pieces
4)空调风管与布风器的连接如下图:
Spiral ducts connect to cabin unit shown in the following drawings
5)非绝热螺旋风管与抽风头的连接如下图:
Uninsulated spiral ducts connect to exhaust nozzle shown in the following drawings
螺旋风管吊架
Suspension clamps of spiral ducts
1)螺旋风管吊架安装形式如下图:
Installation mode of suspension clamps shown in the following drawings
2)螺旋风管吊架表:
Table of suspension clamps of spiral ducts
5.4 钢质通风管安装程序
Stainless duct installation procedure
钢质通风管安装都在分段预装。在分段阶段,船体各分段经喷砂除锈处理后,进行涂装,报验完毕后才可以进行风管等铁舾件的预装,原则上所有的风管等都在分段内预装,分段和分段之间合拢管在分段合拢结束再安装。
Install duct on block we must spray sand and get rid of rust, then we can do some painting work. After finishing above work, we can install some outfittings in subsection item, general situation:air-condition duct, stainless duct galvanized duct, duct support, the other ventilation outfitting before vertical loading the block of hull and joining of fabricated section.
各分段通风管安装应根据相应分段风管安装图,风管(支架)加工零件图和材料清单来组织安装,检查风管等附件标高是否与图纸相符,甲板舱壁上开孔是否符合要求。
Installing duct in every block should be reference for duct installation drawing, support manufacturing drawing, part list. Check the quality of duct; insure hole on the hull correctly 风管支架定位→风管定位(通风附件)→风管连接密封
Place support→install duct(outfitting) →connect duct
●风管支架安装是风管安装的第一道工序。支架形式应根据风管截面大小及分段具体情况选择,但必须符合设计图纸或国家标准。风管支架无特殊要求时,应符合以下要求:Installing support is the first step of duct installation. According to area of duct or site situation and GB, to choose which type of the duct. If no special reqirements of duct, we must obey these rules:
水平安装的矩行风管长边小于400mm,其支架间距不超过3m,大于或等于400mm,其支架间距不超过2m。
If longer side<400mm(horizontal installation), the distance of support<3 m;
If longer side>400mm(horizontal installation), the distance of support<2 m;
垂直安装的风管支架间距为3m,并在每根立管上设置不少于两个固定件。
If the distance of support >3m(vertical installation), each duct should have more than two support.
风管支架定位应根据风管安装标高来定,对于矩形风管,它有风管上标高和下标高两种标高;圆形风管是以风管中心作为标高尺寸。
The position of duct supporter shall be positioned according to installation elevation, refer to the rectangle air duct which has upper elevation and low elevation of air duct, the center of circle air duct can as the elevation.
风管支架吊杆通常焊接在横梁或扶强材上,如焊接在甲板上时应加复板。
Supports are usually welded on beam or construction but if welded on deck, plus compound plate.
●风管安装:
Connect installation
施工现场具备安装条件时,应将预制加工好的风管和附件按照安装图顺序和不同系统运至现场,风管和附件应按照系统图顺序编号,并按编号顺序进行安装。
1、风管连接
Connect duct
风管安装应按照安装图要求进行,风管安装都在分段内安装,风管之间和风管与附件之间连接大多采用法兰连接,连接的法兰与法兰之间应垫上一层阻燃橡胶垫两圈直径5mm密封橡胶绳;也有用套管连接和对接焊连接形式,如下图。另外在分段与分段之间设有合拢管,合拢管应在分段合拢后才可安装连接。
Duct should be installed according to installation drawing, mostly the duct install in block, connect by flange, the 5mm rubber rope between each duct; or thimble joint and welding joint. Install assembling duct between each block.
A.法兰连接
Connecting flange
B.套管连接
Thimble joint
C.对接焊连接
Welding connection
2、风管安装节点:
Duct installation step
风管安装前应对安装好的支架进行检查,位置是否正确,是否牢固可靠,按照先主管后支管的安装顺序进行吊装安装。风管穿舱壁时应有通舱件,如下图:
Check support before installing duct to insure whether it places on correct position and fastness. First, install main duct and then branch duct. The duct penetration drawing: A.不带复板的通舱件:
Penetration without wall board:
B.带复板的通舱件
Penetration with wall board:
●通风管绝缘:
Duct insulation
1)通风管绝缘应用:
Duct insulation appiy
除了预绝热螺旋风管外的空调送风管。
Except pre-insulation spiral duct
穿过空调处所的新风管。
Except fresh air duct
2)通风管绝缘材料:
Ventilation duct material
对A (1)、绝缘:25mm厚岩棉(密度:50kg/m)
For A (1) insulation: 25mm rock wool(density: 50kg/m)
(2)、表面层:0.5mm厚玻璃丝或0.5mm厚白铁皮
(2) surface: 0.5mm glass cloth or 0.5mm galvanized steel
对B (1)、绝缘:50mm厚玻璃纤维(密度:20kg/m)
For B (1) insulation: 50 glass cloth (density:20kg/m)
(2)、表面层:0.5mm厚铝铂或0.5mm厚白铁皮
(2) surface: 0.5mm aluminium platinum or 0.5mm galvanized steel
注意:矩形风管绝缘定位方法
(1)、宽度为300mm以上:绝缘碰钉包扎(倾斜300mm)width>300mm:insulation ping(oblique 300mm) (2)、宽度为300mm以下:粘合剂包扎
width<300mm:bond
3)通风管防火绝缘
Ventilation fire insulation
A、通风管防火绝缘应用
Ventilation duct fire insulation apply
(1)穿过居住舱室的厨房通风管
Penetration for galley
4 通风空调系统安装工艺流程 金属风管及部件制作工艺流程图 金属风管安装工艺流程图
设备安装工艺流程图
绝热保温工艺流程图 系统调试工艺流程图 风管及配件加工工序: 对于镀锌板风管的制作,其规格多 ,为了节约成本,提高工作效率,不仅要对图纸进行仔细完全的消化,而且在购料前还考虑到材料的合理利用,为此,采用定尺购料,以便在现场少拆料、少边角料。 例如:下图所示:
要制作的风管的截面尺寸为长×宽×高=L×a×b,那么板材的定尺公式为:L×B= L×[2(a+b)-(8δ+4χ)+4y]式中:L为定尺板长度,B为宽度,δ为板厚,χ为风管负偏差,y为风管咬口宽度。 定尺板料完成后,便可进行风管的成型制作,先将板料在咬口机上折边,然后再划线进行折方, 最后合缝成型。一般,风管壁厚小于、截面大边尺寸小于米的,均采用一条合缝,并采用联合角咬口。单节风管在上法兰之前,必须检查截面尺寸,防止风管的扭曲,否则、会产生组对后风管的整体扭曲。风管法兰之间的连接,对于镀锌板风管,采用翻边铆接,如下图所示: 风管的翻边宽度应为6~10mm,不允许超过连接螺栓孔,所用铆钉必须符合设计或规范的规定,以保证法兰的连接强度,铆钉间距100~150mm,必须注意,风管两
片法兰应保平行,且垂直风管的轴线,这样风管翻边应平整,有裂缝的地方应用锡焊。镀锌板风管在制作的过程中如果出现镀锌层被破坏的部位,应涂环氧富锌漆保护,对于冷轧板风管的防腐和耐火漆的涂刷,施工过程中严格依据招标文件的要求进行施工。 为避免矩形风管变形和减少系统运行时管壁振动而产生噪声需进行风管加固,当矩形风管大边长≥630mm 时、保温风管大边长≥800mm 时、风管长度在1000~1200mm 以上时,均应采取加固措施,用角钢加固,以保证风管壁的强度。 镀锌风管法兰及加固若采用铆接,法兰及铆钉的规格选用应符合设计或招标文件的规定: 风管加固间距:风管大边长在630~800mm 时,加固间距为1000~1200mm ;风管大 风管气流方向 风管加强角钢 风管法兰角钢 加强角钢 法兰角钢 铆钉
装饰装修工程通风空调施 工工艺 Prepared on 22 November 2020
装饰装修工程通风空调施工工艺 一、通风安装工程 1、本工程所有通风排烟风管采用镀锌钢板制作。镀锌钢板根据施工图纸要求规格制作。 2、风管的表面应光洁,无裂纹,就结疤及水印等缺陷,应有镀锌层结晶花纹。 3、风管与法兰组合成形时,风管与角钢法兰可用翻边连接;与角钢法兰连接时风管壁厚小于或等于㎜可采用翻边铆接。 4、风管与配件可拆卸的接口及调节机构,不得装设在墙或楼板内。 5、风管及部件安装完毕后,应按系统压力等级进行严密性检验,漏风量应符合规范的规定。系统风管的严密性检验应符合漏光法检测和漏风量测试的规定。低压系统的严密性检验宜采用抽检,抽检率为5%,且抽检不得少于一个系统。在加工工艺及安装操作质量得到保证的前提下,采用漏光法检测。漏光检测不合格时,应按规定的抽检率,作漏风量测试。系统风管漏风量测试被抽检系统应全数合格。如有不合格时,应加倍抽检直至全数合格。 6、支、吊架不得设置在风口、阀门、检查门及自控机构处;吊杆不宜直接固定在法兰上。 7、悬吊的风管与部件应设置防止摆动的固定点。 8、法兰垫片的厚度宜为3~5㎜,垫片应与法兰齐平,不得凸入管内,连接法兰的螺栓两侧应加镀锌垫圈。 9、柔性短管的安装应松紧适度,不得扭曲。
10、风口的安装,风口与风管的连接应严密、牢固;边框与建筑装饰面贴实,外表面平整不变形,调节应灵活。风口水平安装,水平度的偏差不应大于3/1000;风口垂直安装,垂直度的偏差不应大于2/1000。同一厅室、房间内的相同风口的安装高度应一致,排列应整齐。 11、铝合金条形风口的安装,其表面应平整、线条清晰、无扭曲变形,转角、拼缝处应衔接自然,且无明显缝隙。 12、通风机安装前,应进行开箱检查,开箱检查人员应由建设、监理、施工单位的代表组成。 通风机的开箱检查应符合下列规定: ⑴、根据设备装箱清单,核对叶轮、机壳和其它部位的主要尺寸、进风口、出风口的位置等应与设计相等。 ⑵、叶轮旋转方向应符合设备技术文件的规定。 ⑶、进风口、出风口应有盖板遮盖。各切削加工面,机壳和转子不应有变形或锈蚀、碰损等缺陷。. 13、设备就位前应对设备基础进行验收,合格后方可安装。 14、通风机的进风管、出风管等装置应有单独的支撑,并与基础或其它建筑物连接牢固;风管与风机连接时,不得强迫对口,机壳不应承受其它机件的重量。 15、通风机的基础,各部位尺寸应符合设计要求。预留孔灌浆前应清除杂物,灌浆应用细石混凝土,其强度等级应比基础的混凝土高一级,并应捣固密实,地脚螺栓不得歪斜。 16、通风机试运转安装 运转前必须加上适度的润滑油,并检查各项安全措施;盘动叶轮
通风空调风系统系统施工工艺 1、金属风管制作安装工程施工方案 1.1、施工准备: 1.1.1、材料要求及主要机具:所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文件。制作风管及配件的钢板厚度应符合规范的规定。 1.1.2、作业条件: 1.1. 2.1、集中加工应在宽敞、明亮、干净、地面平整的洁净专用风管制作间内进行。 1.1. 2.2、有一定的成品存放地并有防雨、雪、风且结构牢固的设施。 1.1. 2.3、作业点要有相应的加工用模具、设施电源、消防器材等。 1.1. 2.4、成品制作应有批准的图纸,经审查的大样图、系统图,并有负责人的书面技术、质量、安全交底。 1.2、操作工艺 1.2.1、工艺流程:支模→成型→检验→安装→检漏→保温 1.2.2、按大样图选适当模具支在特定的架子上开始操作。 1.2.3、风管法兰制作:风管边长小于等于630毫米、M6螺栓、采用L25角钢;630毫米~1500毫米、M8螺栓、采用L30角钢;1500毫米~2500毫米、M8螺栓、采用L40角钢。 1.2.4、一百级系统的法兰孔间距为100毫米,低于一百级系统的法兰孔间距为150毫米。 1.2.5、法兰与风管应成一体与壁面要垂直,与管轴线成直角。 1.2.6、管边宽大于2米(含2米)以上,单节长度不超过2米,中间增一道加强筋。 1.2.7、所有支管一律在现场开口,三通口不得开在加强筋位置上。 1.2.8、安装工艺:法兰中间垫料采用4~6毫米密封垫。架形式及间距按下列准执行: 1.2.9、风管大边≤1000毫米间距<3米(不超过) 1.2.10、风管大边>1000毫米间距<2.5米(不超过) 1.2.11、风管大边大于2000毫米,托盘采用5#槽钢为加大受力接触面。要
LOGO 通风与空调设备安装 施工工艺
通风与空调设备安装施工工艺 4.6 施工工艺 4.6.1 工艺流程 4.6.2 施工操作要点 (1)通风机的安装: l)工艺流程: 2)基础验收: ①风机安装前应根据设计图纸对设备基础进行全面检查,坐标、标高及尺寸应符合设备安装要求。 ②风机安装前、应在基础表面铲出麻面,以使二次浇灌的混凝土或水泥能与基础紧密结合。 3)通风机检查及运输: ①按设备装箱清单,核对叶轮、机壳和其他部位的主要尺寸,进、出风口的位置方向是否符合设计要求,做好检查记录。 ②叶轮旋转方向应符合设备技术文件的规定。 ③进、出风口应有盖板严密遮盖。检查各切削加工面,机壳的防锈情况和转子有无变形或锈蚀、碰损的现象。 ④搬运设备应有专人指挥,使用的工具及绳索必须符合安全要求。 4)_________设备清洗
①风机安装前,应将轴承、传动部位及调节机构进行拆卸、清洗,使其转动灵活。 ②用煤油或汽油清洗轴承时严禁吸烟或用火,以防发生火灾。 5)风机安装: ①风机就位前,按设计图纸并依据建筑物的轴线、边缘线及标高线放出安装基准线。将设备基础表面的油污、泥土杂物清除和地脚螺栓预留孔内的杂物清除干净。 ②整体安装的风机,搬运和吊装的绳索不得捆绑在转子和机壳或轴承盖的吊环上。风机吊至基础上后,用垫铁找平,垫铁一般应放在地脚螺栓两侧,斜垫铁必须成对使用。风机安装好后,同一组垫铁应点焊在一起,以免受力时松动。 ③风机安装在无减振器的支架上,应垫上4~5mm 厚的橡胶板,找平找正后固定牢。 ④风机安装在有减振器的机座上时,地面要平整,各组减振器承受的荷载压缩量应均匀,不偏心,安装后采取保护措施,防止损坏。 ⑤通风机的机轴应保持水平,水平度允许偏差为0.2/1000;风机与电动机用联轴器连接时,两轴中心线应在同一直线上,两轴芯径向位移允许偏差为0.05 mm,两轴线倾斜允许偏差为0.2/1000。 ⑥通风机与电动机用三角皮带传动时,应对设备进行找正,以保证电动机与通风机的轴线平行,并使两个皮带轮的中心线相重合。三角皮带拉紧程度控制在可用手敲打已装好的皮带中间,以稍有弹跳为准。 ⑦安装通风机与电动机的传动皮带轮时,操作者应紧密配合,防止将手碰伤。挂皮带轮时不得把手指插入皮带轮内,防止事故发生。
通风与空调工程施工方法及技术措施 1.1.1.1.1.施工技术要求 1、风管技术保证要求必须符合以下条件 (1)严格控制钢板风管用材厚度,符合设计要求 钢板风管用材厚度 (2 )风管的最大加固间距有以下操作标准
(3 )保温及不保温风管管道支吊架的间距及作法按如下规定进行: ①水平安装:风管大边小于400mm间距为3.5m,大于等于400mm 间距为3m。 ①垂直安装:间距为3m但每条立管的固定件不应少于2 个。 2、空调及制冷系统管道及部件安装 (1)管道布设原则:管道成排安装时应保证其平行、等 距,交叉安装时,小管服从大管。 (2)管道支架安装满足施工设计要求,最大间距以以下表格为准。 管道支架最大间距表 管道支、吊、托架及管座的安装应保证构造正确,埋设 平整牢固,排列整齐,支架与管子接触紧密。 (3)管道坡度符合设计要求。 (4)管道螺纹连接应保证螺纹无断丝,防腐性能好,镀 锌钢管及配件镀锌层无破损,接口处无外露油麻等缺陷
5)管道焊接应保证焊口平直度,焊缝加强面符合施工 规范规定,焊波均匀一致,焊缝表面无结瘤、夹渣和气孔。 (6)管道连接保证对接紧密,管子中心线一致,法兰连接螺母在同侧,螺杆露出长度一致,不大于螺杆直径的胶垫材质符合设 1/2计要求和规范规定,无双层。 1.1.1.1. 2. 风管制作与安装 A、施工准备 (1)板材验收 镀锌钢板、彩钢复合板、冷冻水管、保温棉、风口及其它辅材到工地后,材料员应按材料进场规定报驻地监理进行验收,并作好记录,入库分类标识。并把验收结果向通风空调施工主管汇报。 (2)机具检查 施工前,质安员应按《施工机具管理制度》对施工机具进行全面检查只有合格才可用于施工,并作记录。 B 、材料选用 风管材料选用严格按照设计说明、招标文件及业主的要求来进行选材。 C、风管制作工艺 (1)镀锌风管制作安装工艺 ①镀锌风管制作施工流程
24通风与空调工程施 工工艺24.1适用范围 适用变电站的主控楼、 24.2工艺流程(见图 24.3工艺流程说明及主要质量控制要点: 24.3.1施工准备 (1)材料准备:准备各种标准紧固件、密封垫、润滑油、清洗剂及制冷剂等材料, 并仔细检查质量和数量 (2)施工机具准备:准备安装钳工和起重常用工具,还要准备吊装机具和量具,吊装机具要保证负荷能力的安全可靠,精密量具要符合使用的精度等级。 (3)技术准备: 1)图纸会检:严格按照国家电网公司《电力建设工程施工技术管理导则》(以下简称导则)的要求做好图纸会检工作。 2)技术交底:应按照导则规定每个分项工程必须分级进行施工技术交底。技术交底内容要充实,具有针对性和指导性,全体参加施工的人员都要参加交底并签名,形成书面交底记录。 继电器室等建筑物小型集中空调与通风设备安
2432管道和预埋作业 根据设计要求及现场实际情况确定空调及管道的位置、大小、数量,预留管道孔时应使管道具有向下的坡度(排水坡度至少保持i > 0.01,同时考虑绝缘管的厚度)。冷凝管应就近接入落水管,实现有组织排水,冷凝管的通孔直径应考虑绝缘材料的厚度 (最好气管和液管双排并列)。 2433室内机安装 安装前必须检查核对设备型号,按照图纸标出安装位置,安装悬吊支架,悬吊支架必须足以承受室内机的重量;安装室内机时应保持水平应保证有足够的冷凝水管位置,冷凝水排放应畅通,见图24 - 2。 图24-2空调室内机安装 24.3.4冷凝配管: (1)按照图纸配铜管,加工时吹净,使用氮气进行替换 (2)冷凝管的封盖:包扎时防止水分、脏物或灰尘进入管内,每根管的末端必须包 扎封盖 (3)冷凝管的冲刷:将压力调节阀装在氮气瓶上,将压力调节阀与室外机液体管侧 的通入口用充气管连接,打开氮气瓶阀至压力调节至一定压力,对室内机、气管、液管进行冲刷。
空调通风系统施工方案和施工方法 (1)空调通风系统 空调通风系统分布较广,施工组织必须与土建工程和其他配套工程密切配合进行,根据每层建筑的工程进展来安排通风空调工程施工。具体实施方案为: 1)风管制作在测量准确的基础上,绘制风管加工草图。风管预制:采用全自动风管加工流水线加工,并配套预制风管支、托、吊架。风管、水管穿墙套管制作、预埋紧密配合土建工程同步进行; 2)设备安装利用施工电梯或自制吊篮将空调机逐台吊入各施工层面;冷冻机房的冷水机组、循环泵厂家运输至施工现场后,利用卷扬机拖至设备基础定位安装。施工过程中,结合现场实际情况,制定具体的运输方案,报建设单位与现场监理批准后实施。 3)制冷管道系统制冷管道施工先各大楼平行施工,然后进行机房、外管施工。具体按照各楼管道井→各楼楼层→机房→外管顺序施工。机房和外管的施工结合土建可及时调整其开工时间或顺序。4)施工作业要求空调通风系统安装充分考虑风管预制的生产顺序,紧密结合土建实际进度,按照从下至上的作业原则,与甲供设备到货情况相协调。施工分为四个专业作业层:通风空调设备安装;风管设备安装;水管系统安装;保温安装施工。多专业施工时,风管安装在前(风管设计中末标明标高的按基本靠近梁板留保温、操作位置布置),水管安装在后。所有管道定位执行三靠原则:靠顶,靠边,靠角,以保证其他专业的各类管线敷设井然有
(2)主要施工方法 1)空调通风系统设备运输安装地下层设备材料运输:用自制拖排将冷冻机房设备、空调机组、排风机组等大型设备从卸车地运至机房和设备基础旁。 楼层的设备、大规格的消声器、静压箱、消声管件、水管材料运输,利用施工电梯或自制吊篮逐台运至各施工层面。 2)设备安装 通风空调系统的设备安装均采用隔振处理:设备进出口接管应安装 软管接头,以尽可能减少噪声污染。冷冻机组、冷冻水泵、冷却水泵、空调器等均要求有严格的隔振措施,隔振后的振动传递率不应大于2%,设备安装应按设计要求及设备厂家的提供的技术要求施工。(A)冷水机组安装 A)开箱检查 在设备厂家服务人员到达后,会同建设单位或监理现场代表一道进行设备开箱,(进口设备开箱需商检部门参加),检查设备装箱清单说明书,合格证、设备图纸和其他技术文件,核对型号、规格以及全部零件、部件、附属材料和专用工具; 开箱检查后填写设备开箱记录,及时办理签证,设备应采取保护措施,防止设备受损。 B)设备电气、机械性能检测 设备开箱检查合格后,立即对设备进行电气、机械性能的必要检测,检测时,有关单位的相关人员均应参加,检测结果与设备提供的技术
通风空调排烟工程 施工方案 XXXX建筑工程公司 年月日
1.1.工程内容: 本工程包括:通风系统、空调系统、防排烟系统等。 1.1.1通风系统 地下车库、库房及各类机房设置机械送排风系统,在地下二、三层车库同时设置诱导风机,对风量进行喷射引导。 公寓部分各卫生间、厨房设置变压式排气道,利用排气扇、油烟机等设备进行通风,厨房设置补风。 1.1.2.空调系统 一至三层商场采用全空气调节系统,在每层设置空调机房,构成独立的全空气系统,并按新风补风量设置机械排风。 四层俱乐部和公寓采用风机盘管加新风系统,利用风机盘管机械温度调节,安装房间面积和使用功能设置新风机组,补充新风。写字楼部分设置风机盘管进行温度调节,利用自然通风补充新风。 1.1.3.防排烟系统 地下室设机械排烟系统,楼梯间、电梯前室、设正压送风。 1.2.施工方法 1.2.1管道工程 (一).施工准备 1.施工前认真熟悉图纸和相应的规范,进行图纸会审。 (1)仔细阅读并理解设计说明中关于空调水管道的所有内容,与图纸内容有无冲突之处,系统流程图与平面、剖面图有无不符之处,设计要求与现行的施工规范有无差别等。 (2)熟悉管道的分布、走向、坡度、标高,与结构、装饰、通风、给排水、电气专业核对空间使用情况,及时提出存在的问题并与其他专业技术人员协商解决,做好图纸会审记录。 2.编制施工进度计划、材料进场计划。 3.对施工班组进行施工技术交底,使班组明确施工任务、工期、质量要求及操作工艺。 4.根据现场情况配置机械设备,计量器具及劳动力。 (二)预留、预埋
根据现场情况,主体施工完毕进入砌筑施工阶段,预留、预埋工作主要是在砖墙上预留孔洞和预埋套管、在己预留好的楼板洞上安装套管。 1.预留、预埋与土建施工紧密配合,预埋前绘制埋件布置图,明确数量及安装尺寸,杜绝错埋、漏埋。 2.管道穿过墙和楼板处必须设套管,套管应采用钢制套管,尺寸要满足管道及保温的要求,位置要正确,固定牢固,与楼板洞、墙洞密封,环缝均匀,并不可将套管做支架用。安装在楼板内的套管,其顶部高出地面50mm,底部与楼板底面相平。安装在墙壁内的套管与饰面平。套管内用油麻填塞密实。 3.预留、预埋完成以后进行技术复核,确保位置、标高、尺寸等符合图纸定位要求,同时做好记录。 (三)材料采购、进场、检验及保管 1.所用管材必须具有质量证明书、合格证等资料,阀门等管道附件本体上必须有完好无损的铭牌。 2.管道和管件进入现场经自检合格后,及时填写材质报检单,向监理工程师报验,经检查合格后,方可使用。 3.进场的材料堆放整齐,规格、型号、材质要分清,每一种材料必须挂牌,注明规格、名称、材质并建立台帐,做到账、物、卡相符,收发手续完整。堆放中要有防止管材变形的措施,不能堆码过高。 4.管道、管件、阀门等在搬运、安装过程中要轻拿轻放,禁止扔摔等方式搬运。 5.管道在验收及使用前进行外观检查,其表面符合下列要求: ①无裂纹、缩孔、夹渣、重皮等缺陷; ②无超过壁厚负偏差的锈蚀、凹陷及其他机械损伤; ③有材质证明或标记。 6.阀门的型号、规格符合图纸及设计要求,安装前从每批中抽查10%进行强度和严密性试验,在主干管上起截断作用的阀门逐个进行试验,并报监理验收。同时阀门的操作机构必须开启灵活。 (四)管道预制 为了提高施工效率,加快施工进度,保证施工质量,在熟悉图纸及现场的基础上,根据工程进度计划的要求组织安排,在预制场地集中进行预制。本工程可集中预制范围如下: 第一:风机盘管的配管(设备数量多,管件和阀件丝扣连接口多)
1、通风空调工程施工方案 1.1通风空调工程施工流程 1.2通风空调系统材质的选用 通风空调系统采用材质如下表: 系统名称采用材料连接方式保温材料 空调冷热水管D≤50mm焊接钢管 螺纹或焊接、法兰 连接 闭泡橡塑保温D>50mm无缝钢管焊接、法兰连接闭泡橡塑保温 冷凝水管镀锌钢管螺纹连接闭泡橡塑保温 送风、排风、新风镀锌钢板及玻 璃钢 角钢法兰连接闭泡橡塑保温 1.3风管制作 1.3.1镀锌钢板风管的制作 风管和法兰的制作选料应符合设计图纸和施工规范的规定;各种材料在剪切下料前必须先进行图纸复核,确认无误后下料。 风管的规格尺寸必须符合设计要求和规范规定,当风管边长小于300mm时,边长误差应小于1mm。当风管边长大于300mm时,边长误差应小于2mm。对角线偏差不大于2mm,风管平整度控制在5mm以内。 镀锌层须防止划伤、受潮与腐蚀,以免安装后保温前的期间内受损而影响评定。 风管的咬缝必须紧密、宽度均匀,无孔洞、半咬口等缺陷,直管段纵向缝错开。 矩形风管边长大于630MM、保温风管边长大于800MM,管段长度大于1250MM或低压风管单边面积大于1.2平方米、应采取加固措施。加固应牢固可靠、整齐、间距适宜,均匀对称
风管与法兰采用铆接连接时,铆接应牢固、不应有脱铆和漏铆现象;翻边应平整、紧贴法兰,起宽度应一致,且不应小于6MM;咬缝与四角处不应有开裂与空洞。 制作好的法兰截面应垂直风管轴心线,法兰四角加工完后切成倒角;法兰螺栓孔径、孔距应一致、均匀,四角处应有螺栓。 制作好的风管应按系统编号,堆放整齐、轻拿轻放,防止风管的变形. 导流叶片的弧度应与弯管的角度相一致,导流叶片在弯管中的位置应符合设计要求。导流叶片的迎风侧边缘应圆滑,其两端与管壁的固定应牢固。同一弯管内导流叶片的弧长影一致。 加工前根据图纸及现场具体情况,绘制风管加工图,作出风管加工计划。 板材剪切必须进行下料的复核,以免有误,按划线形状用机械剪刀和手工剪刀进行剪切;剪切时,手严禁伸入机械压板空隙中,上刀架上不准放置工具等物品;调整板料时,脚不能放在踏板上;使用固定式震动剪时两手要扶稳钢板,手离刀口不得小于5cm,用力均匀适当。板材下料后在轧口之前,必须用倒角机或剪刀进行倒角工作。采用咬口连接的风管其咬口宽度和留量根据板材厚度而定,咬口宽度严格按标准要求执行。风管咬口均匀,平、无凸瘤和虚咬现象。 金属矩形风管法兰及螺栓规格见下表: 法兰螺栓孔在台钻上加工,螺栓孔间距不超过150mm,且具有互换性。法兰加工好后刷防锈漆、灰色磁化漆各二道; 风管法兰铆接采用平台套铆,法兰与风管轴线垂直,铆钉采用φ4×8或φ5×10镀锌铆钉,铆钉间距均匀且不超过150mm,法兰翻边平整,应为6~9mm,法兰与风管接触紧密,无孔洞及超皱现象。以免漏风。 矩形风管边长大于或等于630mm和保温风管边长大于或等于800mm时,其管段长度在1.2mm 以上均应采取加固措施,用楞线、楞筋、角钢加固。管内支撑与风管的固定应牢固,各支撑点之间与风管的边沿或法兰的间距应均匀,不应大于950mm。 圆形风管法兰采用机械煨制,煨制好后校核法兰的平整度和圆弧度,然后进行法兰的钻孔和铆接。
4 通风空调系统安装工艺流程 4.1 金属风管及部件制作工艺流程图 4.2 金属风管安装工艺流程图
4.3 设备安装工艺流程图
4.4 绝热保温工艺流程图 4.5 系统调试工艺流程图 4.6 风管及配件加工工序: 4.6.1对于镀锌板风管的制作,其规格多 ,为了节约成本,提高工作效率,不仅要对图纸进行仔细完全的消化,而且在购料前还考虑到材料的合理利用,为此,采用定尺购料,以便在现场少拆料、少边角料。 例如:下图所示: 4.6.2要制作的风管的截面尺寸为长×宽×高=L ×a ×b,那么板材的定尺公式 为:L ×B= L ×[2(a+b )-(8δ+4χ)+4y]式中:L 为定尺板长度,B 为宽度,δ为板厚,χ为风管负偏差,y 为风管咬口宽度。
4.6.3定尺板料完成后,便可进行风管的成型制作,先将板料在咬口机上折边,然后再划线进行折方, 最后合缝成型。一般,风管壁厚小于1.2mm、截面大边尺寸小于1.5米的,均采用一条合缝,并采用联合角咬口。单节风管在上法兰之前,必须检查截面尺寸,防止风管的扭曲,否则、会产生组对后风管的整体扭曲。风管法兰之间的连接,对于镀锌板风管,采用翻边铆接,如下图所示: 4.6.4风管的翻边宽度应为6~10mm,不允许超过连接螺栓孔,所用铆钉必须符合设计或规范的规定,以保证法兰的连接强度,铆钉间距100~150mm,必须注意,风管两片法兰应保平行,且垂直风管的轴线,这样风管翻边应平整,有裂缝的地方应用锡焊。镀锌板风管在制作的过程中如果出现镀锌层被破坏的部位,应涂环氧富锌漆保护,对于冷轧板风管的防腐和耐火漆的涂刷,施工过程中严格依据招标文件的要求进行施工。 4.6.5为避免矩形风管变形和减少系统运行时管壁振动而产生噪声需进行风管加固,当矩形风管大边长≥630mm时、保温风管大边长≥800mm时、风管长度在1000~1200mm以上时,均应采取加固措施,用角钢加固,以保证风管壁的强度。 加强角钢
通风空调系统施工工艺流程 1、室外机安装 室外机一般安装在屋顶,设置钢筋混凝土基础,四周设置排水槽,室外机进场后,必须经过开箱检查,才能运输就位。在运输、就位过程中避免碰撞损伤。室外机应采取减震,降噪措施(如设置弹簧减震器),就位后对机组要进行水平度调整。组合安装的室外机距离墙体不得小于750mm;室外机面对布置时,其间距应大于1000mm,室外机上方2000mm以内不得有障碍物,若空间允许,为了检修方便,同一行间的两室外机间的间距以及室外机到墙的间距尽可能适当增加。室外机连接管路要求水平安装或按照下图成一定角度安装(与水平夹角小于15度)如下图: 室外机之间距离超过2米时,连接管必须安装一个油弯(垂直突出管,高200mm),室外机的位置布置满足:进风通畅不干扰,排风顺畅不回流。 2、室内机安装 室内机安装需要在吊顶前进行,机组进场后,先进行开箱检查、测试,合格后,运至现场吊装,再进行电源线、冷媒管施工,然后才能移交装饰吊顶。室内机的安装位置应便于施工操作,保养和维修。机组安装首先需要确定机组位置,用膨胀螺栓固定好吊架,再吊装室内机,然后通过四角螺栓将机组调平。机组初平后,用水平仪校对机体水平度,使水平度保证在±1mm/m以内,在室内机接管侧天花板出设置检修孔,孔规格一般为450x450mm,或者以回风口作为检修口使用(根据现场实际需求) 3、冷媒管施工 冷媒管的施工主要是冷媒管道之间的对接和与室内外机组的连接。冷媒管道焊接是系统施工的重点和难点,需要加强对整个过程的质量控制,严禁冷媒管道泄露。管道材质、焊接、试验均需要严格控制,尤其是要注重施工时管内清洁、管道焊
接质量,严格保持管道干燥、清洁、气密性良好。管道试验应按照程序,分阶段进行,仔细观察、完整记录,同时试验过程中药保证机械、压力表的有效性。 1)支、吊架制作与安装 在冷媒管道安装前,先在预制的车间将支吊架制作好,按设计图纸和规范,确定支吊架间距和安装位置,最后用膨胀螺栓将支吊架安装好,冷媒管道支吊架间距应合理,由于在运转过程中会产生振动、伸缩,固定间距不适当,会发生部分应力集中而使配管破裂和损坏,从而导致机组故障。 2)冷媒管道的焊接 (1)焊接作业基本流程 装配铜管—冲氮—焊接加热—添加焊料—冷却、继续冲氮10S以上—关闭氮气—对焊接点质量进行检查。管道焊接质量非常重要,必须配备专业资质的焊工,持证上岗。 (2)铜管的准备 铜管的管径和厚度必须满足设计要求,管道送到现场,无论直管还是盘管,要进行材料验收,不要变形、弯折,两端口必须加盖密封盖,铜管两端用塑料封帽将管口封住,焊接前必须用氮气或干燥的空气吹干净灰尘和水分,并进行脱脂保证铜管清洁。 (3)焊前检查工作 检查焊炬的连接处和各气阀的严密性,漏气的必须进行修理,并检查焊嘴有无堵塞现象;操作者准备所需的工夹具、钎料、钎剂等必须无误;铜管的焊接部位应无毛刺、无明显变形、内外表面干净、无锈垢、无油脂等。 (4)装配铜管 铜管正直插入规定深度,两装配关键的中心线应重合,焊接时要进行定位,为了保证装配尺寸正确,不能用手定位,防止加热时铜管移动。 (5)充氮保护 焊接时,采用氮气进行保护,把氮气充入正在钎焊的管道内,以有效避免氧化皮的产生,防止管道内壁氧化皮堵塞管道,造成膨胀阀和压缩机故障。 (6)焊接加热 加热前确认铜管内有氮气流过,钎焊铜管时,采用外焰,铜管接头处加热应均匀。
通风空调工程施工方案 1、通风系统管道支吊架安装 (1)、风管支、吊架位置应准确,方向一致,吊杆要求垂直,不得有扭曲现象,悬吊的风管与部件应设置防止摆动的固定点。 (2)、玻璃钢风管长度超过20m时,应加固定支架不得少于一个,玻璃钢风管长度超过20m时应按设计要求加伸缩节。 (3)、主风管吊架距支管之间的距离应不小于200mm。 (4)、空调风管吊装管道与支吊架间应加隔热木拖。 (5)、支吊架槽钢头及角钢的朝向,同一区域内应该只有两个朝向(横向和纵向)。且风管支吊架间距应统一,均匀,弯头两端均应加设支吊架。 (6)、吊杆距横担的端头30mm;吊杆距风管外边(保温风管指保温层外边)30mm。 (7)、安装期间,吊杆外留125px;安装、保温、打压等工作进行完,通过报验后,对吊杆进行切割,吊杆在螺帽外留2-3扣。(8)、吊杆刷漆应均匀,颜色一致。风管安装完后,补刷一遍防锈漆。 (9)、风管弯头处、三通处、阀门处、必须加吊架、管道长度超过15m,防晃支架不得少于一个。 2、风管制作安装 (1)、施工流程
(2)、材料要求 ①、板材:板材不得有波浪形缺陷、弯曲变形、凹凸不平的现象。 ②、型钢:无弯曲、变形现象。 (3)、主要机具 ①、机具:联合冲剪机、剪板机、螺旋卷管、折方机、按扣式咬口折边机、电动剪刀等。 ②、工具:工作台、台虎钳、电动剪、气焊、气割工具、管钳、手锤、手锯、活动板手、电锤等。 ③、其它:钢卷尺、水准仪、水平尺、线附、石笔、小线等。(4)、风管制作工艺 ①、画出加工草图:依据施工图纸绘制; ②、无法兰连接矩形风管制作:对于风管大边长在120~1250mm之间的矩形铁皮风管,选材应按照设计要求。 ③、焊接风管的制作:选择板材为2.0mm厚的冷轧钢板; (5)、风管安装流程 ①、风管安装前,先对安装好的支、吊、托架进一步检查其位置是否正确,是否牢固可靠。 ②、根据施工方案确定的吊装方法(整体吊装或一节一节吊装),按照先干管后支管的安装顺序进行吊装。
通风与空调工程调试方案 第一节编制依据 一、《通风与空调工程施工质量验收规》(GB50243-2002) 二、《压缩机、风机、泵安装工程施工及验收规》(GB50275-98) 三、《建筑安装分项工程施工工艺规程》(DBJ-01-26-96) 四、《组合式空调机组》GB/T14294 五、印钞厂印钞工房易地迁建工程暖风施工图及其设备表 六、《通风与空调工程施工组织设计》 第二节空调工程调试容 一、单机试运转操作项目 A、B座地下室组合式空调箱、节能低噪音风机箱、高温排烟风机、 B座中新风机组的单机试运转;冷冻站封闭型离心冷水机组、空调水泵、热交换机组、蒸汽凝结水回收装置及低噪音冷却塔的单机试运转。 二、系统无生产负荷下的联合试运转及调试操作项目 A座一~三层各层全空气系统的试运转、调试;B座新风系统的试运转及调试,A、B座风机盘管系统的试运转及调试。 三、调试操作工艺 (一)调试工艺程序 (二)调试准备工作
1.参加试运转测定和调试的人员要妥善安排,并做到思想重视,分工明确,组织严密,指挥统一,行动一致。 2.制定通风、空调单项工程试运转方案,报批后,严格按方案要求进行操作。 3.参加试运转人员要认真熟悉运转有关资料和生产工艺要求,掌握试运转中的问题处理知识和技巧。 4.按照设计和施工规和质量评定标准的要求,全面检查已安装完工的系统。 5.试运转中所用水、电、蒸汽及压缩空气等应具备可供使用的条件,并无泄漏堵塞等情况。 6.试运转场地整洁,有标示牌,并准备好有关防护设施。 7.准备好试运转过程中各种仪器、仪表以及核查各种项目的记录表格。 8.设备和管道系统 (1)设备清洗合格,注入符合要求和数量的润滑油,并且外 观未发现有任何缺陷,同时认真填写设备检查记录表。 (2)空调器、空调室、通风管部都已清理干净,各种调节阀、防火阀、排烟阀等动作灵活可靠。 (3)通风与空调系统中的各种送、回风口位置正确,部的风 阀和叶片已达到要求的开度和角度。 (4)冷却水、冷冻水、热水和蒸汽等系统,已进行了冲洗工 作,其部达到了洁净要求,并无泄露现象。
2020最新暖通空调工程施工方案(通用版)
目录 一、编制依据 (1) 二、工程概况 (1) 2.1 建筑概况 (1) 三、施工准备及工作计划 (1) 3.1技术准备 (1) 3.2现场准备 (1) 3.3机具准备 (2) 3.4材料准备 (2) 3.5组织机构及人员的配备 (2) 四、通风工程施工工艺 (3) 4.1 镀锌钢板风管的制作 (3) 4.2 风管制作工艺 (5) 4.3 风管加固 (8) 4.4 风管安装 (9) 五、通风空调设备安装 (13) 5.1 材料设备检查 (13) 5.2 安装前的准备工作与安装要求 (13) 5.3 风机安装 (13) 5.4 漏风量测试 (14) 六、采暖系统安装 (14) 6.1材料要求及连接方式 (14) 6.2材料质量要求 (15)
6.3管道连接 (15) 6.4 管道支架制作、安装 (15) 6.5管道安装 (15) 6.6阀门安装 (16) 6.7管道系统试压和清洗 (16) 6.8管道保温 (16) 6.9系统调试 (16) 七、工期保证措施 (17) 八、成品保护 (17) 九、安全文明施工 (18) 一、编制依据 本工程总承包合同;本工程施工图纸;国家、行业相关 现行规范、规程;国家相关法律法规;企业质量、安全、环境 体系程序文件;***地方相关标准、规程等。 《通风与空调工程施工质量验收规范》(GB50243-2002) 《建筑给排水及采暖工程施工质量验收规范》(GB50242-2002)《通风与空调工程施工规范》(GB50738-2011) 《建筑安装工程施工及验收规范》(GB50300-2013) 《施工现场临时用电安全技术规范》JGJ46-2005 《国家建筑标准设计图集》08K132 二、工程概况 1、工程名称:***市***商业步行街(西区)工程
一、工程概况: 工程名称: 建设单位: 设计单位: 工程范围:通风系统 二、施工安装按照并执行以下规范: 1.《通风与空调工程施工及验收规范》(GB50243-2002) 2.《民用建筑防排烟技术规程》(DGJ08-88-2000) 3.施工图 三、总说明 北会见讯问楼工程采用风机通风系统;新风系统进风管采用镀锌铁皮制作。 四、施工要点: I.通风与防排烟系统: 1.施工准备: 1)通风管道均采用镀锌钢板制作, 其厚度按照国家《通风与空调工程施工及验收规范》 GB50243-2002 及民用建筑防排烟技术规程(DGJ08-88-2000、 JI0035-2000)标准来选取。 2)施工前技术人员必须认真熟悉图纸和有关资料, 对工艺流程、压力、温度等技术参数和使 用的材料及附件的材质、型号、规格了解清楚, 做到心中有数。 3)施工人员必须全面熟悉施工程序、施工方法、质量标准、操作规程和安全技术要求, 并在 施工中严格执行。 4)制作风管所使用的主材 , 镀锌钢材等应符合国家现行产品标准及生产厂家的企业标准,并 应有出厂合格证等有关质料证明。 2.风管制作安装: 1)风管的制作按 GB50243 的规定执行。风管部件加工后应平整, 尺寸准确, 纵向接缝错开, 咬口紧密, 宽度均匀。 2)矩形风管边长大于等于 630mm 和保温风管边长大于或等于800mm, 其管段长度为 1.2m时, 应采取加固措施, 风管制作完成后所有孔洞和缝隙必须采取密封措施。 3)机房送回风总管、风管穿越防火分区、伸缩缝及每层支风管与垂直总风管连接处均要设置 70℃防火阀。防火分区隔墙两侧的防火阀,距墙表面不应大于200mm, 支风管防火阀与垂 直管道井的管道连接处采用1.2mm的镀锌板材制作的管道。风管法兰阀的垫料不得凸入风
4通风空调系统安装工艺流程 金属风管及部件制作工艺流程图 金属风管安装工艺流程图
设备安装工艺流程图
风管及配件加工工序: 对于镀锌板风管的制作,其规格多 ,为了节约成本,提高工作效率,不仅要对图 纸进行仔细完全的消化,而且在购料前还考虑到材料的合理利用,为此,采用定 尺购料,以便在现场少拆料、少边角料。 例如:下图所示: 要制作的风管的截面尺寸为长X 宽X 高 =L X a X b,那么板材的定尺公式 为:L X B= L X [2 (a+b ) - 绝热保温工艺流程图 准备 刷油 保温层 保护层 系统调试工艺流程图 风系统试运转 准备 设备单机运转 测 定调试 水系统试运转 风管壁
(8 S +4x )+4y]式中:L为定尺板长度,B为宽度,S为板厚,x为风管负偏差,y为风管咬口宽度。定尺板料完成后,便可进行风管的成型制作,先将板料在咬口机上折边,然后再划线进行折方,最后合缝成型。一般,风管壁厚小于、截面大边尺寸小于米的,均采用一条合缝,并采用联合角咬口。单节风管在上法兰之前,必须检查截面尺寸,防止风管的扭曲,否则、会产生组对后风管的整体扭曲。风管法兰之间的连接,对于镀锌板风管,采用翻边铆接,如下图所示: 风管的翻边宽度应为6?10mm不允许超过连接螺栓孔,所用铆钉必须符合设计或规范的规定,以保证法兰的连接强度,铆钉间距100?150mm必须注意,风管两
片法兰应保平行,且垂直风管的轴线,这样风管翻边应平整,有裂缝的地方应用锡焊。镀锌板风管在制作的过程中如果出现镀锌层被破坏的部位,应涂环氧富锌漆保护,对于冷轧板风管的防腐和耐火漆的涂刷,施工过程中严格依据招标文件的要求进行施工。 为避免矩形风管变形和减少系统运行时管壁振动而产生噪声需进行风管加固,当 矩形风管大边长》630mr时、保温风管大边长》800mr时、风管长度在1000?1200mm 以上时,均应采取加固措施,用角钢加固,以保证风管壁的强度。 风管法兰角钢 风管加强角钢 风管气流方向铆钉 法兰角钢镀锌风管法兰及加固若采用铆接,法兰及铆钉的规格选用应符合设计或招标文件的规定: 风管大边长(mm)角钢法兰规格(mm铆钉直径长度(mm 200?400L25X 3①4X 8 400?630L25X 3①4X 8 630?1250L30X 4①5X 10 1250?2000L40X 4①5X 10 风管加固间距:风管大边长在630?800mr时,加固间距为1000?1200mm风管大 边长》1000m时,加固间距为700?1000mm 对于冷轧板风管,应采用折方成型,角焊合缝,由于风管的截面尺寸较大,为避免焊接变形,采用对角两条角焊缝,应注意焊接时由两名焊工同时进行,并采用跳跃对称焊接的方法,控制焊接变形。如下图1所示:
通风系统施工组织方案 王经理 一、编制指导思想与目标 本施工组织设计方案的指导思想是:以确保业主对空调安装工程工期、质量、安全、文明施工的需要,以保证工程质量为总目标,以设计图纸和施工验收规范为标准,精心组织、策划,科学管理,积极应用新技术、新材料、新工艺、新设备,优质、高效、安全地完成本工程的施工。 1.编制说明 考虑到工程的整体性以及施工过程总承包管理的要求,本施工组织设计对通风空调安装工程和大包方、其他专业施工的配合做了重点说明,在工期和进度安排上,同时考虑了整个工程施工的总进度。 1.1本施工组织设计是根据业主招标文件的要求,结合现场实际情况以及本单位的工程管理经验编制; 1.2 本设计包含与总包施工的配合协调方法、施工重点及技术措施; 1.3如在施工过程中,施工进度计划因各种原因发生变动,在施工中将进行调整; 1.4如我单位中标,我们在施工前将列出更详细的分部分项工程技术交底和施工方案计划,来保证本工程的可靠实施; 2.编制依据 2.1 工程施工图纸; 2.2工程现场勘察情况; 2.3 国家现行有关规范、规程、安全操作标准、验收标准、质量评定标准、现场标准和山东省的有关现行规定; 2.4企业标准、企业管理制度、项目管理制度; 2.5以往类似工程项目的成功经验和技术; 2.6现有施工力量和技术装备情况;
2.7 其他相关资料; 以上规范和标准若有新版本颁布,将执行新版本,不足部分按国家现行规定执行: 二、工程概况 1.工程概况 工程名称:****工程 施工单位:**** 质量目标:优良 2.施工准备 2.1 技术准备 2.1.1 组织图纸会审和深化施工组织设计。施工图纸是施工的主要依据,队伍进厂在图纸收到后立即组织图纸会审,并形成会审记录,在此基础上做好施工组织设计的深化设计,编制各工序、工种的作业计划与工艺标准,落实半成品预制件加工场地和作业班组。 2.1.2 根据总体施工组织设计,结合分项工程特点编制出切实可行的分项工程的施工方案。 2.1.3 做好前期技术交底工作。为了确保本工程的优质、高效、安全、低耗,在施工过程中,必须进行分级技术交底工作,交底的内容包括:安装基本要求、对质量要求的控制措施、各工种的作业计划与工艺标准交底,分项工程应注意安全生产、文明施工和周围的环境情况等,分级分项交底等,最后要落实到班组长和个人。 2.2 现场准备 2.2.1 按施工现场临时用水示意图要求布置,经甲方、大包方认可后接入,满足施工、生活及消防所需。 2.2.2 施工用电从总包在各层提供配电箱内引出,按要求引至加工和施工部位,预制操作间所需设备电源总功率报甲方、大包方批准后接入。 2.2.3 物资准备 材料物资由预算员提前做好预算,工长提出材料需用量计划,材料员统一组织,分期分批入场,把好材料质量关。
通风空调施工方法 1.通风系统施工 1)风机盘管的安装 (1)工艺流程 预检→电机检查试转→风机盘管水压检验→放线→吊架制作安装→风机盘管安装→连接配管→检验 (2)操作工艺 ①风机盘管在安装前应检查每台电机壳体及表面交换器有 无损伤、锈蚀等缺陷。 ②风机盘管应逐台进行水压试验,试验强度应为2.4Mpa, 定压后观察2~3min 不渗不漏。 ③根据设计图纸和装修要求定出风机盘管纵横方向安装基 准线和标高。 ④卧式吊装风机盘管,用4 支Φ10 的圆钢吊杆吊装,吊架 安装平整牢固,位置正确。吊杆不应自由摆动,吊杆与托盘相联应用双螺母紧固找平正。 ⑤用水平尺检查风机盘管的水平度,并调整吊杆螺丝调水 平,风机盘管水管应有排水坡度。 ⑥水管与风机盘管连接采用风机盘管专用不锈钢软管,软 管长度不大于300mm。凝结水管采用软性连接,软管长度不大于300mm,材质宜用透明胶管,并用喉箍紧固严禁渗漏,坡度应正确、凝结水应畅通地流到指定位置,水盘应无积水现象。
⑦风机盘管与冷冻水管,应在管道系统冲洗排污后再连接,以 防堵塞热交换器。 2)风管及其部件的制作安装 (1)风管要求在风管外侧面使用纸质不干胶标识,标明管道管径、厚度、系统编号、制作人员等。 (2)采用机制法兰成型机,在风管上翻边形成法兰。使用该设备,制成相应连接用法兰角。 (3)现场安装时,使用法兰角及法兰固定卡连接风管,达到安装目的。 3)风管安装 (1)风管加固 ①风管大边尺寸在630~1000mm时,直接在生产线压筋加固,排列应规则,间隔应均匀,板面不应有明显的变形。 ②当风管大边尺寸在1000mm以上时,可采用角钢、扁钢、钢管、Z形槽、加固筋、通丝螺杆等进行管内外加固。 ③角钢或加固筋的加固,其高度应小于或等于风管法兰高度,排列应整齐,间隔应均匀对称,且不大于220mm,与风管的铆接应牢固。 ④管内用通丝螺杆支撑加固,其专用垫圈对外保温风管置于风管内壁,对 不保温风管,则放在风管外壁,通丝螺杆宜设置在风管中心处,风管断面较大时,应在靠近法兰的两侧各加一根通丝螺杆支