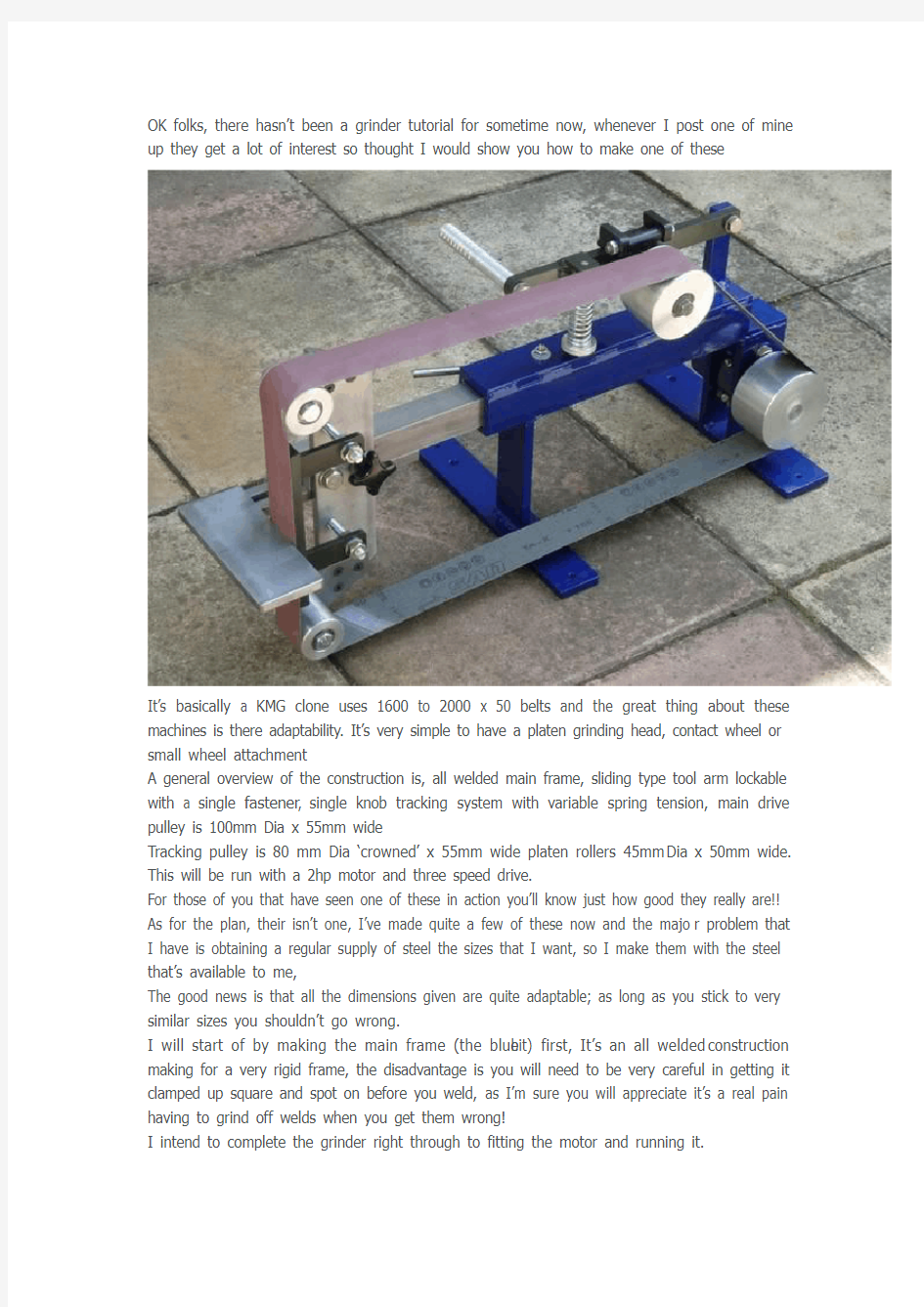
OK folks, there hasn’t been a grinder tutorial for sometime now, whenever I post one of mine up they get a lot of interest so thought I would show you how to make one of these
It’s basically a KMG clone uses 1600 to 2000 x 50 belts and the great thing about these machines is there adaptability. It’s very simple to have a platen grinding head, contact wheel or small wheel attachment
A general overview of the construction is, all welded main frame, sliding type tool arm lockable with a single fastener, single knob tracking system with variable spring tension, main drive pulley is 100mm Dia x 55mm wide
Tracking pulley is 80 mm Dia ‘crowned’ x 55mm wide platen rollers 45mm Dia x 50mm wide. This will be run with a 2hp motor and three speed drive.
For those of you that have seen one of these in action you’ll know just how good they really are!! As for the plan, their isn’t one, I’ve made quite a few of these now and the majo r problem that I have is obtaining a regular supply of steel the sizes that I want, so I make them with the steel that’s available to me,
The good news is that all the dimensions given are quite adaptable; as long as you stick to very similar sizes you sho uldn’t go wrong.
I will start of by making the main frame (the blue bit) first, It’s an all welded construction making for a very rigid frame, the disadvantage is you will need to be very careful in getting it clamped up square and spot on before you weld, as I’m sure you will appreciate it’s a real pain having to grind off welds when you get them wrong!
I intend to complete the grinder right through to fitting the motor and running it.
So here we go then let’s make a grinder
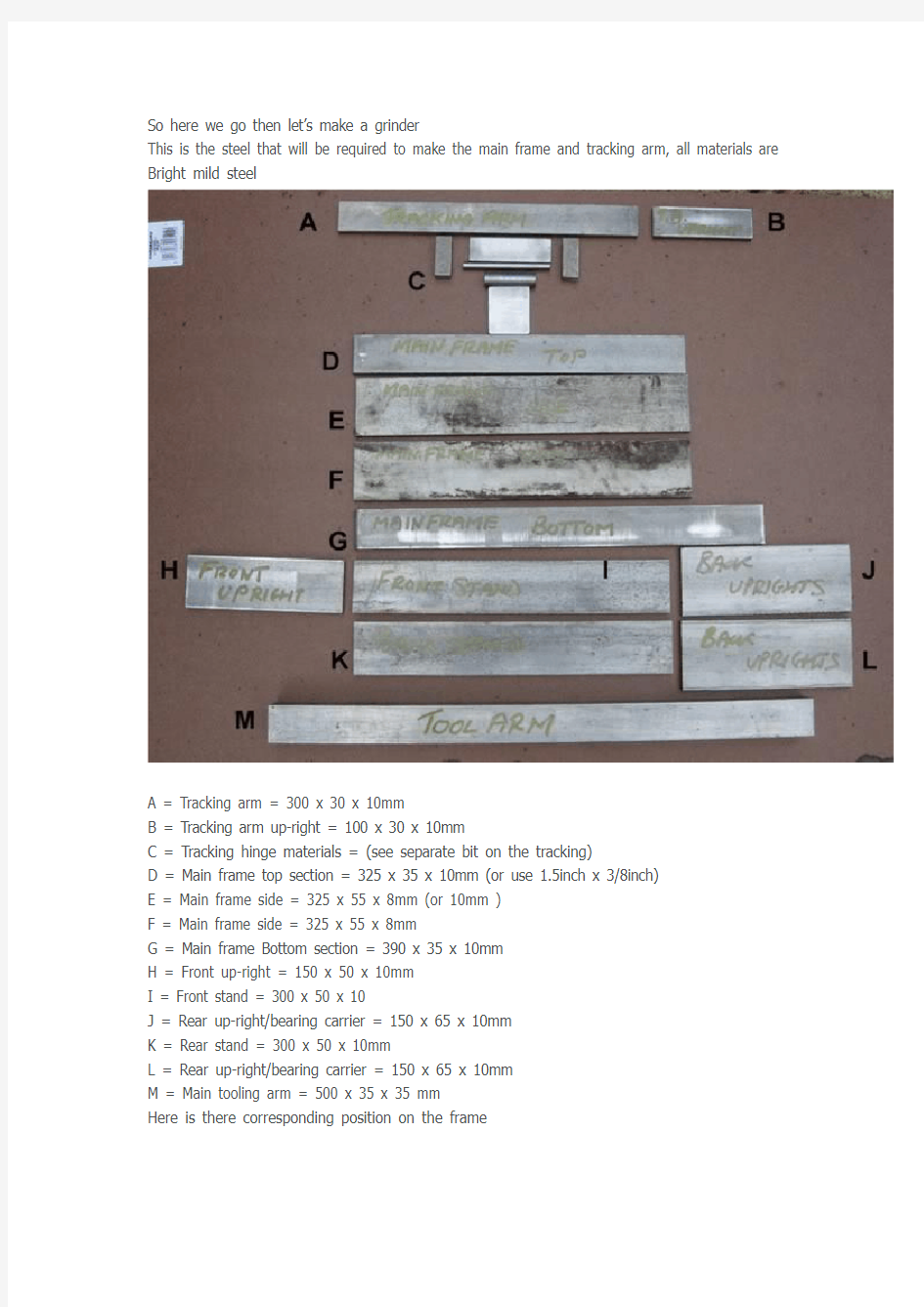
This is the steel that will be required to make the main frame and tracking arm, all materials are Bright mild steel
A = Tracking arm = 300 x 30 x 10mm
B = Tracking arm up-right = 100 x 30 x 10mm
C = Tracking hinge materials = (see separate bit on the tracking)
D = Main frame top section = 325 x 35 x 10mm (or use 1.5inch x 3/8inch)
E = Main frame side = 325 x 55 x 8mm (or 10mm )
F = Main frame side = 325 x 55 x 8mm
G = Main frame Bottom section = 390 x 35 x 10mm
H = Front up-right = 150 x 50 x 10mm
I = Front stand = 300 x 50 x 10
J = Rear up-right/bearing carrier = 150 x 65 x 10mm
K = Rear stand = 300 x 50 x 10mm
L = Rear up-right/bearing carrier = 150 x 65 x 10mm
M = Main tooling arm = 500 x 35 x 35 mm
Here is there corresponding position on the frame
Now before we get the MIG out we need to drill a few holes
I will be using SFT20 bearing for the main drive pulley, so we have to drill the up-rights (items J and L 150x65x10) measure down from the top, 25mm (this is where the first 11.5mm hole goes), mark the centre line, and drill to suit the bearings, make the main mounting holes 11.5mm and the centre hole 25mm that way it allows for a bit of adjustment.
The tracking arm up-right (item B 100x30x10) mark the centre and measure down 15mm from the top drill (8.5mm) and tap M10
The two stands (items I and K 300x50x10) mark the centre line measure in 15mm from each end drill 6mm from one end only measure in 50mm and drill 10mm (this is for the motor mounting frame, not shown yet)
Right now with that successfully done we move onto the next bit, this is where we get serious, we now have to make a box around the main tool arm, to make this as easy as possible we will use the tool arm as a jig,
You will need several clamps and bits of metal to get this right, place the top and bottom box sections opposite each other on the tool arm, we will need a bit of clearance here so insert a couple of thin (1mm) bits of steel between the tool arm and bottom section clamp into place, fit
the sides, position so the top is level and clamp into place, you should have the lower section with 65mm protruding out from the back ( G on the third picture down)
When happy with your clamping, tack weld in several places, remove clamps check for square and alignment and that the tool arm slides in and out easily if your happy with it weld it up, then grind and clean up the welds on the top section,
Now we will fit the rear up-rights (item J and L) when I make these I always drill as a pair, when it comes to welding them into place they need to be spaced at 38mm apart on the inside edge this is to allow one of the drive bearings to fit between the up-rights, this is best done with a block of metal (I use an off-cut from the tooling arm @35mm plus 3x 1mm shims making 38mm)
Position the up-rights as in the photo (above)and use the tool arm to make sure they are in line with side A (this is the side the tool arm clamps against so everything must be aligned with this side) use a square to get them exactly up-right when you are happy with the position weld into place, (do not remove the spacer block) should look like this if you got it right
Next is the front up-right (item H 150x50x10) using a block position 35mm back from the front of the grinder, make sure its square and weld into place
If we are doing ok you should have something like this
Now its time for the stands (items I and K 300x50x10) measure in 100mm from the end (distance A in picture below) use metal block and square to get it right when happy weld into place, now do the same with the front stand making sure that the two 10mm holes are on the opposite side to side A
The final bit of welding on the main frame is the tracking arm up-right
(item B 100x30x10) position A = 15mm in and B = 35mm in make sure its square and weld into position
If progress is going to plan you should have something like this
That’s it for now folks next instalment is the tracking arm, tracking hinge and tracking pulley
1.OK folks here we go again next instalment is the tracking arm and hinge assy, this is
what we are going to make next with the steel positions marked on it, it calls for a bit of precision welding and is probably the most difficult bit to make on the grinder.
This is the materials required
List all materials
A = tracking arm 300 x 30 x 10 mm BMS
B & D = 40 x 16 x 16mm BMS
C = 80 x 25 x 5mm BMS
E = 30 x 25 x 5mm BMS (for the spring platform)
F = 8mm Dia silver steel x 80mm long
G = 16mm Dia x 50 mm BMS drilled and reamed 8mm
H = 45 x 40 x 10mm BMS
First up is the tracking arm, you need to drill two 10mm holes in the tracking arm (item B 300x30x10) mark out the centre line measure in 15mm from each end and drill 10mm, next mark out the centre line on the top edge of the arm, find the middle, mark it, measure out 15mm from the centre mark each way and centre punch and drill 5mm then tap M6
Now follow the centre line down to the bottom edge of the arm measure in 5mm centre punch, drill 6.8mm then tap M8,
Next we have to drill and tap all the parts for the tracking hinge,
B & D = mark the centre line, measure in 8 mm from one end and drill 8mm
C = mark the centre line lengthways and across the diagonal from the centre point measure out 15mm each way and drill 8mm
H = mark the centre line along the longest length measure done 20 mm drill 10.2 mm and tap
M12
E = mark centre line along longest length measure in 12mm drill 6.8 and tap M8
Put part E to one side for the moment, and we will now put the tracking hinge together, using a length of M8 threaded bar put the blocks B & D either side of the tube item G and lightly tighten place onto item C as in photo ( I have chamfered the edges for a better weld)
clamp together and weld up
When its cooled down remove the threaded rod and the tube item G, place the block item H on a flat plate and clamp, put the tube to the top face place it centrally and weld it up both sides
Put it to one side to cool down,, now get the main tracking arm item A with the two 6 mm threaded holes facing up measure in 85mm from the front edge and mark, place item E (upper spring platform) half way across the main arm and weld into place, use a block to get it square
If all has gone to plan you should have something like this
Now we can put it together, use the 8mm silver steel pin and connect the tube section with the block welded to it to the upper bracket, fit the assembly to the arm with 2 x 6mm set screws and it should be something like this
That’s it for now the next instalment we will put the main frame together with the bearings etc
Here we go again with part three, we will now fit the parts to the chassis and complete it, before we go any further we have a couple of holes to drill and tap in the main frame marked A & B
On side B of the grinder mark the centre line measure in 80 mm drill and tap M12 B this is for the tool arm locking bolt, and on the top of the frame measure in 12mm from side A and measure back 85mm drill and tap M8 this is for the spring mounting A
When that’s done we will fit the main pulley bearings, you now see the reason for making sure that the rear up-rights are 38mm apart as the bearings are 37mm deep and one goes between the
up-rights
参考資料:QC 数学の話(大村 平著) 日科技連出版 翻訳完成日期:2009年6月6日 品质管理的基石统计初步(翻訳:李琰) 目录 ·从互换性到品质管理 ·QC 是迈向文明社会的技术突破 ·从互换性到品质管理 ·SQC 的成熟与TQC ·数据整理的基本 ·代表值的选出 ·平均值的计算 ·标准偏差的计算 ·正态分布概念引入 ·正态分布的加法与减法 ·正态分布应用举例 第1章 从统计学的互换性到品质管理 20世纪人类历史上发生了3大震撼世界技术的突破。1,原子能的利用;2,高分子化合物的合成;3, 信息技术的飞跃发展。关于原子能的利用,主要在民生和军事方面得到了广泛的发展。在人类历史上原子能的出现翻开了历史新的一页,震撼了世界这是众所周知的。二次世界大战期间在広島,長崎投下的原子弹的爆炸,造成了人类的大量伤亡。在民生应用方面,随着碳素系列能源的枯竭和CO 2排出的控制, 原子能发电已经得到广泛应用。 另外在高分子化合物合成技术方面,给人类生活带来了极大的影响。用塑料做成的各种各样建材类,器 具类遍布了我们的生活周围。如果把我们生活中存在的塑料制品全部拿走的话,我们生活就象没有了文字一样,土蹦瓦解。化肥使粮食增产。人工纤维的合成,给我们提供了丰富多样的衣着。合成橡胶,洗剂,粘结剂,调味品等不胜枚举。 还有,信息技术的飞跃发展。首先让我们只看一下和我们切身利益相关的民生用品,各种各样的业务预 约,存款储蓄,通信网和铁道网的管理,天气预报,犯罪搜查等虽然眼睛直接看不到,却支撑着我们的近代生活。而且各种技术计算,生命科学,人工智能等先端事物已变成了我们生活中的神圣组织。如果说没有高分子化合物我们的生活会瓦解的话,那么没有信息我们的生活会瘫痪。 基于以上,我们可以说,原子能是能源方面的突破,高分子合成是硬件方面的突破,信息技术是软件方 面的突破,3个方面对我们的生活带来了震撼性的影响。 那么为什么以上3个方面可以在20世纪能够获得极大的技术突破呢? 我认为是以下两个方面的原因: 1, 抗身抗生物质的发现。 2, 品质管理的普及。 为什么这么说呢?下面阐述理由。 最初的科学文明,把人类从严酷的劳动和疾病中解放出来。人类为了确保衣食住的安定,做出了很大的 QC 数学的 話题
操作规程编号:YTO-FS-PD314 砂带机的安全操作规程通用版 In Order T o Standardize The Management Of Daily Behavior, The Activities And T asks Are Controlled By The Determined Terms, So As T o Achieve The Effect Of Safe Production And Reduce Hidden Dangers. 标准/ 权威/ 规范/ 实用 Authoritative And Practical Standards
精品规程范本 编号:YTO-FS-PD314 2 / 2 砂带机的安全操作规程通用版 使用提示:本操作规程文件可用于工作中为规范日常行为与作业运行过程的管理,通过对确定的条款对活动和任务实施控制,使活动和任务在受控状态,从而达到安全生产和减少隐患的效果。文件下载后可定制修改,请根据实际需要进行调整和使用。 一、工作前要穿戴好劳保用品,检查砂带机安全装置是否正确、安全,防护罩是否齐全可靠,各紧固件安装是否牢固。 二、砂带机启动后应待电机达到最高转速运转平稳后方可进行操作,工件应缓慢接近砂带,不准用力过猛或撞击。 三、砂带过薄或磨损过多应更换新砂带,更换砂带或检修砂带机应切断电源,不准带电作业。 四、工作后关闭电源开关,砂带机要保持清洁,不准沾染油污,不准磨软金属和非金属。 五、磨工件时应密切注意砂带机响声、运转等情况,如有不正常情况立即停机检修。 六、砂带机应定期检查、打扫做好保养工作,保持整洁安全。 该位置可输入公司/组织对应的名字地址 The Name Of The Organization Can Be Entered In This Location
制作公司组织结构图的方法 导语: 公司组织架构图的作用不言而喻,那么究竟如何绘制组织架构图呢?其绘图方法最推荐的还是用计算机软件进行绘制。在本文中,我们就将为你推荐一种非常好用的绘制方式。 免费获取组织架构图软件:https://www.doczj.com/doc/cc18681747.html,/orgchart/ 用什么软件绘制公司组织架构图? 绘制组织架构图,最好选择一款专业并且操作难度不大的组织架构图软件,比如亿图图示。亿图图示是一款专业的图形图表设计软件。软件采用最简单的拖曳式作图方式,无需任何基础也能快速掌握,自带近千种模板,上万个符号可以自由使用,即使是新手也能非常容易的制作出专业精美的组织架构图。
如何制作公司组织架构图? 第1步:在模板中,选择需要的模板类型,双击,进入编辑界面。 第2步:从左侧符号库中,双击、或者拖拽一个“职位”图形到画布上。
第3步:将鼠标放到图形上,此时会出现一个类似=号的按钮,点击,就可以快速添加下一级。并根据企业组织结构,点击按钮,将整个结构框架画出来。 第4步:架构画好之后,点击图形,再根据实际情况,将职位一一输入到对应的图形中,点击空白处可以结束文字编辑。
第5步:可能有时候我们画完所有的结构后,会发现整个图变得很宽,严重影响我们正常的浏览。这种情况,我们只需要将横向的图形,竖向显示就可以大大节约空间。 操作方法很简单,鼠标单击选中图形后,图形的四周会出现几个绿色的点,拖动这些点,就可以将图形缩窄、拉长,而且图形上的文字,也可以变成竖向的显示的文字。 温馨提示:使用开始菜单下“排列”中的“大小”功能,可以快速将多个图形设置为等宽、等高、相同大小。 第6步:按住Ctrl键,鼠标一个一个选中图形,或者鼠标左键不松手,拉出一个选框,将需要修改颜色的图形,全部选中。然后在“开始”菜单的“样式”设置中,选择需要的颜色类型,点击颜色,就可以立即进行替换。反复这个操作,可以将整个结构图用不同的颜色,将部分区分开。
卧式砂带机的安全操作规 程示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
卧式砂带机的安全操作规程示范文本使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1、清理设备及周围的闲杂物品,待加工的各种板件应 摆放整齐拿取方便。 2、安装好砂带松紧度要适宜,不能过紧或过松,注意 砂带的旋转方向应与电动机的转向一致,检查吸尘管的安 装是否牢固有效。 3、调整好工作台的高度并拉动工作台前后移动数次, 检查其移动的平稳和灵活性,检查移动正辅助压力砂架应 左右移动平滑、灵活。 4、先打开吸尘管阀门,接通供电电源打开设备的控制 电源砂带旋转,操作时,被砂磨部件放于工作台相对固定 的位置上,然后缓慢拉动工作台前后移动,靠移动式辅助 砂架作用于砂带上的自重压力自动砂屑,如果采取手工操
作时,作用于砂带和被砂板上的压力应均匀,不得呼大呼小,不得用力过猛,防止损坏砂带和影响产品的加工质量。 5、工作结束后及时停车断电,关闭吸尘管阀门,利用压缩空气吹出附着于设备表面的粉尘并擦试保养设备,工作台的升降丝杠应加注润滑脂,周围的作业环境要清理干净,方可离去。 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
表面处理设备砂光机简介表面处理设备砂光机简介 砂光和打磨是同意词,都是指对一些不平整、厚度不均、不符合工艺要求的材料与物件,通过砂布、砂轮、砂纸、百洁布、不织布抛光轮等物理去除的方式,使之更加的光滑平整、厚度均匀一致,工艺使之达标的一种方法、运用于各种贴面工艺生产、标准结构件制作、玩具工艺品行业、装修和家具行业、地板墙板建材行业等等。 “砂光机”顾名思义,就是完成砂光工作时用到的机械设备,涉及行业广泛品类极其繁多,但是业内人士普遍把带自动进料系统的叫做砂光机,其他的叫做砂带机、砂轮机、抛光机等等。 分类 1、盘式砂光 盘式砂光又叫风车砂光、砂轮砂光,优点是通常可以进行异型砂光;缺点是散热性能差易粘结,砂光效率低。 a、大型的有“台式风车砂光机”,但是由于砂光效率低、更换砂布不方便、不好操作,因此使用的人越来越少。 b、小型的有:电动角磨机、气动角磨机、电动手砂轮、气动手砂轮、电动电磨、起动电磨、台式砂轮机等,这些小型砂光打磨器械,因为体积小巧、携带方便、操作简便,在各行各业运用广泛。但是效率还是偏低。 2、带式砂光 带式砂光又叫砂带砂光,优点是散热性好、砂光效率高、运用广泛、适合砂光平面与比较规则的物件,但是对异形物件的砂光就不好操作。 a、手工操作砂带机、比如:立式砂带机、卧式砂带机、立卧式砂带机、震荡砂带机、立卧震荡砂带机、手提式砂带机,押带式砂带机等,这些设备相对操作简单,但是没有自动进料系统,不能和流水线自动对接,纯手工操作劳动强度大、功效较低、但是造价低廉,因此应用最为广泛。 b、带自动进料的砂光机、比如:木工重型砂光机、木工高架砂光机、底漆砂光机、石材砂光机、钢板砂光机、玻璃砂光机、等等,这些机型的共同特点就是都有自动进料系统、多磨头有机组合加工柔性好、自动化程度高、可以与自动流水线连接、生产效率高、但造价较高。
制作说明 永中Office除了提供基本的绘图工具外,还提供了一套特别的绘图工具---组织结构图。组织结构图用于表现员工、职位和群体关系的一种图形,它形象地反映了组织内各机构,以及岗位上下以及左右之间的相关关系。那么该如何使用这一绘图工具,让组织结构图绘制的既美观又实用呢?下面以绘制公司组织机构图为例,教您如何使用这一绘图工具: 1.1 插入组织结构图 创建一个文字处理文档,在菜单栏选择“插入”>> “图片”>> “组织结构图”,页面出现一个组织结构图,如下图所示。
1.2 添加形状 如要添加形状,右击选中要在其下方或旁边添加新形状的图形,然后从弹出的快捷菜单中选择所需的选项。 其中“同事”是指,将新形状放置于所选形状的旁边并连接到同一个上级形状上;“下属”是指,将新形状放置于下一层并将其连接到所选形状上;“助手”是指,将新的形状放置于所选形状之下。本例中,右击选中左侧第一个图形,从快捷菜单中选择“下属”,如下图所示,这样就添加了一个下属图形: 接着,按照上述方法,给当前图形右侧的其它两个图形添加下属图形,添加好下属的组织结构图可参见下图:
1.3 更改版式 当前版式为默认的“标准”版式,如果觉得不够美观,可以改变结构图的悬挂方式。右击需要改变版式的图形,从快捷菜单中选择一种悬挂方式,本例中选择“右悬挂”,如下图所示。 然后按照上述方法,将当前图形右侧的其它两个图形也改为“右悬挂”方式,设置好的效果如下图所示。
1.4 输入信息 组织结构图的架构调整完成后,还剩下最后一项工作要做,那就是在结构图中输入公司的部门信息,如下图所示。 组织结构图中的信息输入完毕后,您可能会觉得字体偏小,那么只要选中整个结构图,然后将其中的字体设为“五号”就可以了,效果参见下图:
制作简单大图音画的方法 宽屏大图片音画教程 近来网络开始流行宽屏大图片音画,美观大气,在视觉效果上非常棒,很受网友的喜爱.这种音画是将一个系列的大图片经过PS的处理组合在一起,形成一个主题帖子,比起特效帖更加易于观赏和理解.这种音画的制作过程如下: 1.首先在网络上找好图片素材,最好要大图片,分辨率高,做出的帖子才漂亮. 2 .在Photoshop里新建一个文件,这个文件的大小就是整个图片的大小,即:(标准屏"宽778,高2000)(宽屏:"宽1000,高4000”)(图片的大小朋友你可以根据自己的需要来设定),背景色暂设为透明.(也可以自定) 3 .选定一张图片做背景.打开这张图片,选定"编辑"--"定义图案".将该图片定义为一种纹理图案.然后选定778*2000的新建文件,"编辑"---"填充",在弹出的对话框下拉菜单中选定"图案"选项",选定你定义好的图案. 4. 下面主要是图片拼接了,图片拼接的要点是,要保证图片之间不要脱节,要形成一个连续的画面,看起来才美观流畅. 5. 最常见的拼接是,打开素材图片,用矩形或椭圆形选框选择图片需要的部分.用移动工具拖移选区到新建文件中.或者用
羽化的方法,羽化之后再拖移进行组合. 6. 在图片衔接的地方如果色彩差异过大,可以用模糊工具进行处理.不过这样效果不是很好.最好将要使用的图片素材经过色彩处理,使它们颜色尽量相近.成为一个系列. 7.图片在组合的时候,不能呆板地将大图片一张张接在一起,有的图片只能取一小角,有的可以多取点.拼帖的过程很辛苦,效果要达到最满意,就要不停地试,一张张地组合.不过也乐在其中.以我的经验而言,不要总是使用矩形选框,多用椭圆选框或者羽化. 8. 要保证帖子画面的连贯性和美观效果,对背景图案的选择很重要.要考虑图片和背景能够很好的相溶在一起,画面看起来才舒服.最好在做帖之前根据自己的喜好,确定好主题和色彩,再下手做帖.背景的选择很重要. 9. 图片是音画帖的灵魂,所以好的帖主要看图片的艺术效果,关于PS图片处理的方法,朋友们可以到《冰山火焰教室》来参加学习. 图片制作好之后,就是制作文字了,文字效果的制作,首先要下载好的字体,网上有很多,我常用的是"方正流行简体""黄草简体行书""文鼎霹雳体",都是很不错的字体. 10. 图片完全制作好之后,就是裁减了.要将778*2000的大图片裁减为几张小图片.(小图片在论坛才容易上传).我常将高为2000的大图片裁减为4张小图.
毕业设计报告课题:菊川砂带研磨机的维修及保养 系部:电气工程系 专业:机电一体化技术 班级: 姓名: 学号: 指导老师: 2013.4.
江苏信息职业技术学院毕业设计报告 目录 摘要—————————————————————————————— 3 第一章序言—————————————————————————— 4 第二章菊川砂带研磨机的维修及保养——————————————— 5 2.1 菊川砂带研磨机的简介————————————————— 5 2.2 菊川砂带研磨机的特征与用途—————————————— 5 2.3 菊川砂带研磨机整体外观及结构图———————————— 6 2.4菊川砂带研磨机主要零件及其作用—————————————7-9 2.5菊砂带研磨机的操作—————————————————— 9-11 2.6菊川砂带研磨机常见故障及维修———————————— 11-12 2.7菊川砂带机的维修——————————————————12-14 2.8菊川砂带研磨机的保养————————————————14-15 .结束语————————————————————————————28 致谢—————————————————————————————29 参考文献———————————————————————————30 2
菊川砂带研磨机和亚智自动磨刷机的维修及保养 菊川砂带研磨机和亚智自动磨刷机的维修及保养 [摘要]:本文重点分析的是PCB电子版路生产过程中所使用到的研磨机,也就是菊川砂带研磨机(BT26SW湿式砂带研磨机)以及亚智自动磨刷机。菊川砂带研磨机,主要是进行PCB版子的粗磨,分为上下两个磨刷段,叫做上机流和下机流,通过马达带动橡胶接触轮的转动,使得套在橡胶接触轮上的砂带,对版子进行研磨,在研磨的过程中不断会有喷管喷水,所以版子的研磨质量较好,对机器的损伤也较小,维修与保养也比较容易。亚智自动磨刷机,则是通过刷轮来进行磨刷,但是必须通过背压轮以及压紧滚轮一起磨刷版子,磨刷效果一般,且容易卡版,维修与保养也比较难,机身设计狭小,没有足够的空间拆卸安装。通过分析,无论是性能还是维修与保养的实施,菊川砂带机胜过亚智自动磨刷机。 [关键词]:菊川砂带研磨机,BT26SW,亚智自动,上机流,下机流,橡胶接触轮,背压轮,压紧滚轮。 3
砂带机的安全操作规程示 范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
砂带机的安全操作规程示范文本 使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 一、工作前要穿戴好劳保用品,检查砂带机安全装置 是否正确、安全,防护罩是否齐全可靠,各紧固件安装是 否牢固。 二、砂带机启动后应待电机达到最高转速运转平稳后 方可进行操作,工件应缓慢接近砂带,不准用力过猛或撞 击。 三、砂带过薄或磨损过多应更换新砂带,更换砂带或 检修砂带机应切断电源,不准带电作业。 四、工作后关闭电源开关,砂带机要保持清洁,不准 沾染油污,不准磨软金属和非金属。 五、磨工件时应密切注意砂带机响声、运转等情况, 如有不正常情况立即停机检修。
六、砂带机应定期检查、打扫做好保养工作,保持整洁安全。 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
( 操作规程 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 2020年砂带机安全操作规程 Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.
2020年砂带机安全操作规程 一、操作员操作前必须熟悉极其的性能,用途及操作注意事项,生手严禁单独上机操作,非相关人员不得靠近机器 二、操作者不得穿着易被机器卷入的衣服(如领带项链宽松的衣服等),长发者请将头发卷起或戴头套,严禁戴手套操作机器三机器上的安全装置,请勿随意拆除,不可将任何非工作物外的物品放置在工作台上,如扳手等,以免异物卡住而导致机器损坏四电源开关开启前,务必确认所有开关都在OFF位置上,正常工作前,先检查砂带的清洁锐利程度,检查砂带的安装方向是否正确(砂带背面箭头指向与橡胶轮转向一致),砂带规格是否适用,砂带摆动是否适中,砂带松紧是否适中,输送带运行轨迹是否适中,输送带松紧是否适中,刨刀刀片安装是否正确,牢固 五加工前所有的护盖不得移开,必须先确定木料的尺寸是否在
该机器的加工范围内,调整正确的加工厚度,木料过厚,将会导致输送带卡死,断裂,该设备只可用于厚薄均匀的木料砂光,不能用于木料弯曲的水平矫正工作,且三角形,菱形和圆弧形木料均不能加工,一定要注意工件上不能有金属等附件,以免损坏机器六正常运转操作中,请随时注意安培表的电负荷量,防止出现因机器过载而出现跳机或砂纸不堪负荷,致使砂带崩裂或断裂等现象。矫正方法:1把砂光带的速度减慢;2更换砂粒比较粗的砂纸;3把橡胶轮或砂光压板的位置再升高些以减少砂光量 七操作员工作时,工件一旦放在输送带上双手要立即离开,工件要均匀摆布在输送带上,是砂带和橡胶轮受力均匀,避免单边磨损,缩短砂带和橡胶轮的适用寿命 八该机器台面上下调整使用电脑数字升降控制器操作,台面调整严禁超出控制器的调整范围,不可私自手动调整台面高度,以免造成台面倾斜或升降控制器数据错误,输送带速度采用无极变速调整,速度要在机器运行中调整 九工作完毕,请务必将机器内位清理干净,清理内部时,务必
操作规程编号:LX-FS-A58402 砂带机安全操作规程标准范本 In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall Behavior Can Reach The Specified Standards 编写:_________________________ 审批:_________________________ 时间:________年_____月_____日 A4打印/ 新修订/ 完整/ 内容可编辑
砂带机安全操作规程标准范本 使用说明:本操作规程资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。资料内容可按真实状况进行条款调整,套用时请仔细阅读。 一、操作员操作前必须熟悉极其的性能,用途及操作注意事项,生手严禁单独上机操作,非相关人员不得靠近机器 二、操作者不得穿着易被机器卷入的衣服(如领带项链宽松的衣服等),长发者请将头发卷起或戴头套,严禁戴手套操作机器 三机器上的安全装置,请勿随意拆除,不可将任何非工作物外的物品放置在工作台上,如扳手等,以免异物卡住而导致机器损坏 四电源开关开启前,务必确认所有开关都在OFF位置上,正常工作前,先检查砂带的清洁锐利
PPT实现点小图看大图效果 在PPT演示作品中,如何实现点击缩略图随机显示大图片的效果? 好友小王在某汽车品牌做地区销售经理,过几天需要出差,为了展示该品牌汽车,需要做PPT幻灯片给大客户演示该品牌各种型号的汽车和内部结构图,制作过程中遇到难题了,按照领导的意思需要在PowerPoint中先展示各种汽车的省略小图片,如果客户对哪款汽车有意向,则点击该小缩略图则可以看到大图片,对PPT不是很熟的小王只好找到笔者帮忙。 笔者利用插入Microsoft PowerPoint演示文稿对象的方法轻松实现了这种效果。 插入新演示文稿 先打开PowerPoint 2010,来到要制作缩略图效果的空白幻灯片页面,然后依次单击“插入→对象”,打开“插入对象”对话框,单击“新建”,在对象类型中选择“Microsoft PowerPoint 演示文稿”,单击“确定”按钮(图1),在该幻灯片页面中插入一个新的演示文稿。 巧妙利用背景图片 插入成功后,在改幻灯片编辑区里就会出现一个类似于“图片”的对象框,这就是刚刚插入
的演示文稿,选中该对象框,可以看到幻灯片编辑区内有8个黑色的控制焦点,可以拖动它,调节其大小,再把该对象框拖动到合适位置。选中后右键单击,在弹出菜单中选择“设置背景格式”,然后在“填充”选项中选择“图片或纹理填充”(图2)。 接下来就可以从文件、剪贴板或者剪贴画中选出想要添加的图片,这里单击“文件”,然后选中要插入的图片文件,最后单击“关闭”按钮,这样就完成了第一张图片的设置。 这种采用“填充”功能来添加图片,可以不用考虑图片的原始大小,添加之后即可自动适应对象框的大小和位置。 依法炮制添加图片 用同样的方法在幻灯片中添加其他的Microsoft PowerPoint演示文稿对象,填充需要的图片,直至把所有需要的图片都填充添加完毕(图3),这样点小图看大图的缩略图效果就完成了,演示的时候只要单击幻灯片上的汽车图片,就自动打开该图片的全屏清晰大图。
为了你的安全请仔细阅读以下安全规则及本说明书提供的其他说明! 一、一般安全规则 警告!阅读说明没有按照以下列举的说明而使用或操作将导致触电、着火和/ 或严重伤害。在所有以下列举的警告中术语“电动工具”指市电驱动(有线)电动工具或电池驱动(无线)电动工具。 保存这些说明 a)工作场地 1)保持工作场地清洁和明亮。混乱和黑暗的场地会引发事故。 2)不要在易爆环境,如有易燃液体、气体或粉尘的环境下操作电动工具。 电动工具产生的火花会点燃粉尘或气体。 3)让儿童和旁观者离开后操纵电动工具。分心会使你放松控制。 b)电气安全 1)电动工具插头必须与插座相配。绝不能以任何方式改装插头。需接地的电动工具不能使用任何转换插头。未经改装的插头和相配的插座将减少 触电危险。 2)避免人体接触接地表面,如管道、散热片和冰箱。如果你的身体接地会增加触电危险。 3)不得将电动工具暴露在雨中或潮湿环境中。水进入电动工具将增加触电危险。 4)不得滥用电线。绝不能用电线搬运、拉动电动工具或拔出其插头。让电动工具远离热、油、锐边或运动部件。受损或缠绕的电线会增加触电危 险。 5)当在户外使用电动工具时,使用适合户外使用的外接电线。适合户外使用的电线将减少触电危险。 c)人身安全 1) 保持警觉,当操作电动工具时关注所从事的操作并保持清醒。切勿在有 疲倦,药物、酒精或治疗反应下操作电动工具。在操作电动工具期间精 力分散会导致严重人身伤害。 2) 使用安全装置。始终配戴护目镜。安全装置,诸如适当条件下的防尘面 具、防滑安全鞋、安全帽、听力防护等装置能减少人身伤害。 3)避免突然起动。确保开关在插入插头时处于关断位置。手指放在已接通 电源的开关上或开关处于接通时插入插头可能会导致危险。
几种规格平面砂带机怎样用 宁波市华胜工具厂,位于浙江沿海美丽的港口城市宁波,有二十余年生产金属切削工具、机械的经验结累。生产的各种金属切削工具、机械,高效、实用;专业生产的砂带机,高速钢车刀、立铣刀等切削刀具,规格齐全品种繁多。 平面砂带机有几种?平面砂带机怎样用?平面砂带机有几种规格? 平面砂带抛光机应用于表业、工艺品、玩具、电镀、家私、木器、藤制品等加工理想之电动工具,可对金属、木材、塑料、橡胶、皮革进行打磨砂光,去锈、去毛刺等表面处理,使之达到所需的光洁度和平直度。本系列根据各种机型工作量所需,配有0.55千瓦、0.75千瓦、1.1千瓦、1.5千瓦、2.2千瓦、3千瓦、4千瓦、有220伏、380伏供选择,具有动力充足、质量可靠、操作简便、连续工作等优点,大大提高生产率。 3:机器特点: 本平面砂带抛光机采用马达直驱式设计,无皮带更换之烦恼,及皮带振动之烦恼,铸造结构受热不变形,橡胶轮传动稳定性高噪音低,快捷的砂带张紧及调偏机构实用方便,可更换式压磨垫板大大延长设备使用寿命。避免了传统机型稳定性差砂带跳动严重,金属传动轮噪音大、易打滑,压磨板磨损无法更换,机架受热易变形,砂带张紧及调偏不便等弊端。 4:主要构成配件 砂带机总成、主轴橡胶轮、被动铁轮、电机皮带轮、活动工作台、被动轮架、弹簧轴、手柄、回位弹簧、工作台档板、弹簧座、皮带、滚花调整螺丝、皮带罩、砂带罩、钢架、工作面板(木)、电机、开关、锁紧十字螺丝、调整固定架、砂带、A889皮带、主轴套筒总成、主轴、工作台支架、工作台面板、被动轮轴。 本厂生产的高速钢车刀、立铣刀等切削工具,采用长期协作单位国内大型国企专业特钢厂提供的优质原料,结合先进的生产技术和特殊的热处理工艺。常规产品执行GB4211-84标准。成功开发的501钢号的超硬系列车刀在推向市场时受到客户的一致好评,5F6钢号的高耐磨系列车刀成为国外M42钢号高档产品的替代品,满足了客户的不同需求。
ppt中图片显示效果的制作 (2011-11-05 22:36:00) 转载▼ 分类:办公软件 标签: 杂谈 刚才幽兰发来一个文件,ppt的。 打开一看是一个图片展示的效果,非常漂亮。寻问制作方法如下: 一、点小图变大图 如图: 效果: 点其中的一张,之后图片就会变大,和屏幕一样大小,之后再点击返回。 制作方法: (1)插入->对象->ppt演示文稿 (2)在这张演示文稿上插入一张图片(与背景一样大)或设置为背景。(3)以此类推并排列好。 二、点击小图看大图(触发器制作方法)
效果: 点击小图出现右侧的大图。 制作方法: (1)插入n张小图。 (2)插入n张大图。 (3)点击大图,添加动画效果,之后会出现以图片名称命名的动画。 (4)点击动画,出现下拉列表,选择计时。 (5)当选择完计时后,会打开一个小窗口,选择触发器。之后设置这个图片的出现效果由谁来触发。
(6)都设置完成,排列好即可。 注:我们设置的时候和flash的思路不一样,flash点击按钮,添加脚本书写要控制的对象。ppt是选择对象,之后选择由哪个按钮来触发。 三、图片移动中放大 效果: 这些小图片从右到左移动,当鼠标点击某张时会显示一张大图,再点击大图则回到滚动状态。 制作方法: (1)插入->对象->ppt演示文稿 (2)制作多个。如:四张,把这四张排列好,之后组合在一起。 (3)把组合后的复制一份放到右侧排列好再次组合(注:两组的内容是一样的,目的是当第一组走出屏幕后,第二组跟上,否则屏幕上没东西了,当走到终点再回来重复走) (4)添加路径动画,从右到左移动(注:红色表示终点,绿色表示起点) (5)在动画效果里选择:计时>重复>直到幻灯片末尾。这样可以重复走,否则只走一次。(6)在动画效果里选择:效果选项>平稳开始,平稳结束,把上面的对号去掉。这样速度匀速了。
单砂金属砂带机的设计
单砂金属砂带机的设计 机电院机制0901班:及兆林 指导教师:王会强李新领孙维连 摘要: 砂带机是对工件进行降低表面粗糙度加工的一类机器。金属砂带机也就是人称之为:带式金属砂带机。砂带机主要用于磨削金属,是利用砂带上的颗粒对金属进行磨削,改变表面粗糙度。砂带机在金属抛光中使用广泛,需求量大,品种较多,近年来发展迅速。砂带机的特点是适应性强,能提高工作的尺寸精度,也能降低工件的表面粗糙度,是金属磨削的重要机床之一。综合以上考虑之后,将本次设计内容定为单面金属砂带机的设计。主要包括动力源,传动装置,变速装置,工作部分等,考虑到防止重心过高引起整机振动,设计中将主电机置于下方,并通过皮带传动带动变速器,使整机重心下降,有效增强整机的稳定性。 关键词:砂带;单面磨削;防尘;冷却; Abstract: belt machine is a kind of machine to reduce the surface roughness of workpiece. The metal belt machine is also called: with a metal belt machine. Abrasive belt grinding machine is mainly used for grinding metal, is the use of metal abrasive belt grinding particles on the surface roughness, change. Abrasive belt machine is widely used in metal polishing, high demand, more variety, developing rapidly in recent years. Features of abrasive belt machine is adaptable, can improve the size precision of the work, but also can reduce the workpiece surface roughness, is one of the most important metal grinding machine. After the comprehensive consideration of the above, the design content designed for single metal abrasive belt machine. Mainly includes power source, driving device, transmission device, working part, considering the vibration due to high center of gravity, the main motor is arranged on the bottom, and through a belt drive transmission, so that the whole machine weight decrease, effectively enhance the stability of the whole. Keywords: single-sided grinding belt; dust; cooling;
砂带机附件项目 可行性研究报告 xxx公司
砂带机附件项目可行性研究报告目录 第一章项目概况 第二章项目建设背景分析 第三章项目市场研究 第四章产品规划分析 第五章选址分析 第六章土建工程设计 第七章项目工艺说明 第八章项目环保分析 第九章项目安全管理 第十章风险评价分析 第十一章节能方案分析 第十二章项目进度方案 第十三章项目投资分析 第十四章项目经济评价分析 第十五章招标方案 第十六章综合评价结论
第一章项目概况 一、项目承办单位基本情况 (一)公司名称 xxx公司 (二)公司简介 通过持续快速发展,公司经济规模和综合实力不断增长,企业贡献力和影响力大幅提升。本公司集研发、生产、销售为一体。公司拥有雄厚的技术力量,先进的生产设备以及完善、科学的管理体系。面对科技高速发展的二十一世纪,本公司不断创新,勇于开拓,以优质的产品、广泛的营销网络、优良的售后服务赢得了市场。产品不仅畅销国内,还出口全球几十个国家和地区,深受国内外用户的一致好评。 企业“以客户为中心”的服务理念,基于特征对用户群进行划分,从而有针对性地打造满足不同用户群多样化用能需求的客户服务体系。 优良的品质是公司获得消费者信任、赢得市场竞争的基础,是公司业务可持续发展的保障。公司高度重视产品和服务的质量管理,设立了品管部,有专职质量控制管理人员,主要负责制定公司质量管理目标以及组织公司内部质量管理相关的策划、实施、监督等工作。 (三)公司经济效益分析
上一年度,xxx科技发展公司实现营业收入4671.75万元,同比增长23.43%(886.79万元)。其中,主营业业务砂带机附件生产及销售收入为4308.42万元,占营业总收入的92.22%。 根据初步统计测算,公司实现利润总额1310.56万元,较去年同期相比增长277.29万元,增长率26.84%;实现净利润982.92万元,较去年同期相比增长158.55万元,增长率19.23%。 上年度主要经济指标
砂磨机作业指导书 一、目的: 规范员工统一操作标准,使被加工部件达到质量要求,避免因不规范操作而造成的意外。 二、适用范围: 卧式砂带机、气鼓砂机、立式砂机、 三、作业前准备: 1、穿好工作服,戴好口罩和帽子。 2、准备好待加工的物料和辅助工具,如垫板、砂带之类的。 3、检查机器的各个部件是否正常,如皮带松紧是否适宜,转动的部件是否灵活等。 4、选择合适型号的砂带把它装上。 5、装好砂带后,首先用手转动砂带机,检查砂带有无左右窜动的现象,再开启电源看砂机运转正常;停1—2分钟让机器进行预热。 四、操作程序: 1、在进行砂光作业时,零部件一定要拿稳,顺着部件的形状慢慢靠近砂带;注意部件靠近砂带的过程中,应逐渐加大握部件的力度。 2、在砂光过程中一定要不停来回摆动,防止用力不均而造成部件砂变形的现象。 3、作业过程中,砂磨的方向一定要顺木纹方向砂,否则部件
表面会出现横砂印;但有些纵横交错的部件,则要先横向,再后纵向,才会有较好的表面品质效果。 4、要边操作边检查,不得有砂变形或者没砂到位、起毛等现象,对出现砂痕较严重要时,要及时处理。 5、对补土或补木灰的部件,要等补土和木灰完全干透后才能砂光,防止补土和胶水粘在砂带在,造成砂光不良。 6、加工好的部件,要摆放在事先准备好的垫板或料架上,并码放整齐。 7、作业完毕,关闭电源,清理作业现场,并按有关规定对设备进行保养。 五、注意事项: 1、作业员严禁穿宽松的衣服,戴手套,长发必须盘起来产藏于帽子内。 2、严禁精神不佳或酒后作业。 3、在安装砂带时应注意砂带的松紧适当。 4、启动砂机时,操作者应背离砂带,以免砂带滑出伤人。 5、在砂磨过程中,操作者一定要注意人身安全,严禁将手伸到砂带的前台位置或碰砂带。 6、砂磨部件应尽量顺木纹砂磨,如遇节疤裂纹等缺陷,应更注意压料板的用力,不能致使砂带撕裂。 7、砂机在不使用时请将总闸关闭。 生产技术
1、三维数控机构的设计; 2、三维数控系统的设计; 3、一种熏香3D打印机的总体设计; 4、一种熏香3D打印机的机构设计; 5、一种熏香3D打印机的外观设计; 6、蔬菜大棚自动控制机构的设计; 7、链条钢20Mn2热处理工艺的研究; 8、管棒材水浸法超声波探伤机构的设计; 9、弹簧调压式纺织摇架三维机构的设计; 10、? 液压调压式纺织摇架三维机构的设计; 11、单盘光谱样品砂带机的设计; 12、双盘光谱样品砂带机的设计 13、垂直分型下芯机液压系统设计 14、双盘抛光机的总体设计; 15、重型车管带式散热器的总体设计 16、多关节工业机器人的总体设计 17、Q-300自动金相切割机总体设计与改进
18、Q-100自动金相切割机总体设计 19、金相切割机的卡具设计 20、DMP-5A金相研磨抛光机的设计 21、手推式草坪修剪机的设计 22. 全自动煎饼机总体机械设计 23. 汽车电动座椅的创新设计 24.小区立体车库的设计 25. 机械提升机的设计 26. 挖掘机斗铲的机构设计 27. 小型无级变速钻床设计 28 切管机的总体设计 29. 提升机的总体设计 30. 马铃薯播种机的设计 31. 重型载货汽车的散热器的改进设计 32. 自动式磨样机的总体设计 33.汽车电动座椅的传动结构设计 34. 新型汽车散热器的设计
35. 苹果采摘机械手的设计 36. 压铸机舀汤机构的设计 37. 无缝钢管穿孔机的设计 38. 精轧机的设计 39. 遥控喷药飞机的机构设计 40. 拉伸试验机的结构设计 41. 冲击试验机的机构设计 42 润湿角测定仪的机构设计 43 混合动力汽车的发展前景 44. 铝合金熔炼工艺的研究 45. 真空镀膜技术的应用及发展研究 46. 磁控溅射复合薄膜的耐腐蚀性能的研究 47. 镁合金表面磁控溅射耐腐蚀薄膜制备工艺的研究 48. 彩色纳米薄膜双疏(疏水疏油)特性的研究; 49. 制备双疏纳米薄膜工艺的研究 50.材料常见失效形式的研究 1、毛巾锁边机送料机构设计
砂带机操作规程 文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
砂磨机作业指导书 一、目的: 规范员工统一操作标准,使被加工部件达到质量要求,避免因不规范操作而造成的意外。 二、适用范围: 卧式砂带机、气鼓砂机、立式砂机、 三、作业前准备: 1、穿好工作服,戴好口罩和帽子。 2、准备好待加工的物料和辅助工具,如垫板、砂带之类的。 3、检查机器的各个部件是否正常,如皮带松紧是否适宜,转动的部件是否灵活等。 4、选择合适型号的砂带把它装上。 5、装好砂带后,首先用手转动砂带机,检查砂带有无左右窜动的现象,再开启电源看 砂机运转正常;停1—2分钟让机器进行预热。 四、操作程序: 1、在进行砂光作业时,零部件一定要拿稳,顺着部件的形状慢慢靠近砂带;注意部件 靠近砂带的过程中,应逐渐加大握部件的力度。 2、在砂光过程中一定要不停来回摆动,防止用力不均而造成部件砂变形的现象。 3、作业过程中,砂磨的方向一定要顺木纹方向砂,否则部件表面会出现横砂印;但有 些纵横交错的部件,则要先横向,再后纵向,才会有较好的表面品质效果。 4、要边操作边检查,不得有砂变形或者没砂到位、起毛等现象,对出现砂痕较严重要 时,要及时处理。
5、对补土或补木灰的部件,要等补土和木灰完全干透后才能砂光,防止补土和胶水粘 在砂带在,造成砂光不良。 6、加工好的部件,要摆放在事先准备好的垫板或料架上,并码放整齐。 7、作业完毕,关闭电源,清理作业现场,并按有关规定对设备进行保养。 五、注意事项: 1、作业员严禁穿宽松的衣服,戴手套,长发必须盘起来产藏于帽子内。 2、严禁精神不佳或酒后作业。 3、在安装砂带时应注意砂带的松紧适当。 4、启动砂机时,操作者应背离砂带,以免砂带滑出伤人。 5、在砂磨过程中,操作者一定要注意人身安全,严禁将手伸到砂带的前台位置或碰砂 带。 6、砂磨部件应尽量顺木纹砂磨,如遇节疤裂纹等缺陷,应更注意压料板的用力,不能 致使砂带撕裂。 7、砂机在不使用时请将总闸关闭。 生产技术部 2004-11-24颁布
OK folks, there hasn’t been a grinder tutorial for sometime now, whenever I post one of mine up they get a lot of interest so thought I would show you how to make one of these It’s basically a KMG clone uses 1600 to 2000 x 50 belts and the great thing about these machines is there adaptability. It’s very simple to have a platen grinding head, contact wheel or small wheel attachment A general overview of the construction is, all welded main frame, sliding type tool arm lockable with a single fastener, single knob tracking system with variable spring tension, main drive pulley is 100mm Dia x 55mm wide Tracking pulley is 80 mm Dia ‘crowned’ x 55mm wide platen rollers 45mm Dia x 50mm wide. This will be run with a 2hp motor and three speed drive. For those of you that have seen one of these in action you’ll know just how good they really are!! As for the plan, their isn’t one, I’ve made quite a few of these now and the majo r problem that I have is obtaining a regular supply of steel the sizes that I want, so I make them with the steel that’s available to me, The good news is that all the dimensions given are quite adaptable; as long as you stick to very similar sizes you sho uldn’t go wrong. I will start of by making the main frame (the blue bit) first, It’s an all welded construction making for a very rigid frame, the disadvantage is you will need to be very careful in getting it clamped up square and spot on before you weld, as I’m sure you will appreciate it’s a real pain having to grind off welds when you get them wrong! I intend to complete the grinder right through to fitting the motor and running it.