
五﹑放電參數的介紹
1.加工條件的種類
A﹑粗加工條件(A1~Ci1,A2~Ci2)
粗加工條件即不進行精加工﹐只進行一次加工的加工條件。
粗加工按目的分A,B,C3種﹐相對于基本的A1,B1,C1,Ci1條件﹐A2,B2,C2,Ci2條件可通過調節OFF值來考慮加工的穩定性。
高速條件A:在記載的加工條件中為加工速度最快的條件﹐但不考慮加工精度和光潔度﹐而且也會在精細部位和銳角的轉角處斷線﹐進行只要求加工速度和形狀的加工時可選擇。
標准條件B:此為標准的加工條件﹐一般的精加工會選擇此條件。
精度條件C:此條件相對于標准條件B﹐通過提高線張力和減少加工水
量﹐更加考慮形狀的精度(包括轉角形狀)
開放條件D:為了讓工件﹑導線嘴和工具﹑台板互不干涉﹐當上下導線嘴不能接近工件表面時﹐在A1~C2的加工條件下會斷線。
B﹑精加工條件,2次加工(2S,2C,2F和20)
以提高形狀精度和表面光潔度為目的的加工條件。
2S為高速精加工條件﹐有必要把導嘴和工件之間的間隙調整為0.1MM。
2F條件下﹐通過2次加工﹐可讓加工面光潔度達到3.5μmRy。但當轉角R 值要求1.0mm以下的高精度時﹐可以考慮以下精加工條件(3次﹐4次)
C﹑精加工條件﹐3次﹐4次(3S,3H,40,4A,4H,4i)
此加工條件通過逐漸減弱第2﹑3﹑4次的加工條件和反復加工﹐提高形狀精度﹐真直精度和表面光潔度。
有3次精加工的3次條件和4次精加工的4O﹐4S,4A,4H和4i。
適合模具和精密零件之類的高精度加工。
3S﹐4S為高速精加工條件﹐有必要把導嘴和工件之間的間隙調整為
0.1MM.。
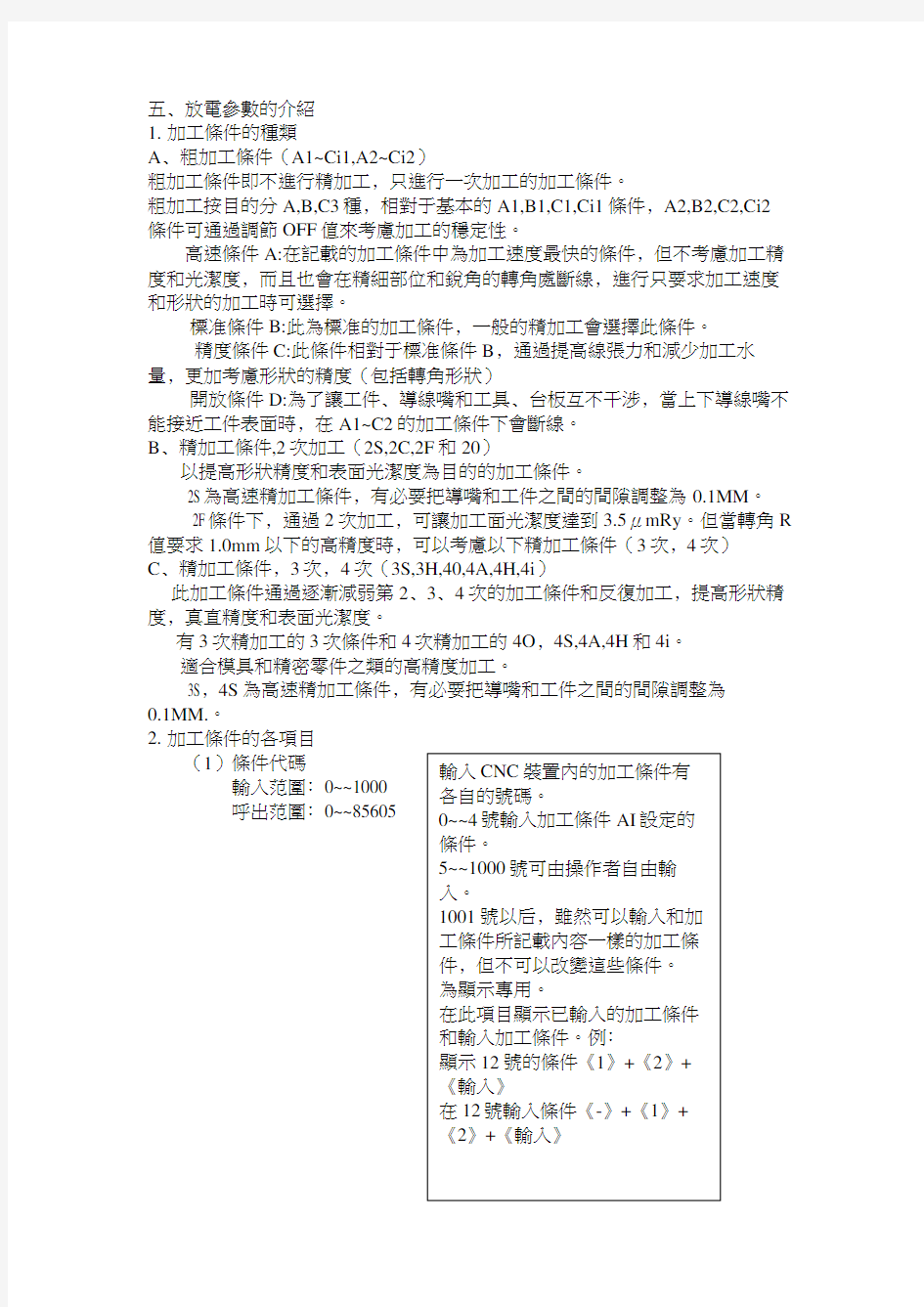
2.加工條件的各項目
輸入范圍﹕0~~1000
呼出范圍﹕0~~85605
(2)注釋 16字以內 (3)加工刀數(NUMBER )
(4)脈沖模式(PM )
設定范圍 1~~4﹐11~~14 (5)無負荷電壓(VS )
(5)電流控制(CC )
(7)加工電壓(VM
(8)運作時間(ON)(9)停止(OFF
(10
設定范圍1~~255
(11)AC加工(AC
(12)伺服模式(SVM
(13)伺服增益(SVG
(14)功率控制
(15)OFF
時間控制A(WP2A) OFF 時間控制B(WP2B)
(16)線的張力(T 設定范圍 1~~2500g
(17)線的速度(
設定范圍 1~~15
(18)加工液(FR ) 設定范圍 1~~15
(19)加工液控制( 設定范圍 0~~3
(20)設定進給速度 設定范圍 0.1~~50