1
1 范围
本标准规定了法兰连接铁制闸阀的结构型式、技术要求、试验方法、检验规则、标志和供货要求等内容。 本标准适用于公称压力PN1~25,公称通径DN50~2000法兰连接灰铸铁和球墨铸铁制闸阀(以下简称闸阀)。 2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 1047 管道元件 DN (公称尺寸)的定义和选用(GB/T 1047—2005,ISO 6708:1995,IDT ) GB/T 1048 管道元件 PN (公称压力)的定义和选用(GB/T 1048—2005,ISO/CD 7268:1983,IDT )
GB/T 1184 形状和位置公差 未注公差值(GB/T 1184—1996,eqv ISO 2768-2:1989)
GB/T 5796.1~5796.4 梯形螺纹(GB/T 5796.1~5796.4—1986,eqv ISO 2901~2904;1977) GB/T 12220 通用阀门 标志(GB/T 12220—1989,idt ISO 5209:1977)
GB/T 12221 金属阀门 结构长度(GB/T 12221—2005,ISO 5752:1982,MOD )
GB/T 12222 多回转阀门驱动装置的连接(GB/T 12222—2005,ISO 5210:1991,MOD ) GB/T 12225 通用阀门 铜合金铸件技术条件 GB/T 12226 通用阀门 灰铸铁件技术条件 GB/T 12227 通用阀门 球墨铸铁件技术条件
GB/T 13927 通用阀门 压力试验(GB/T 13927—1992,neq ISO 5208:1982) GB/T 17219 生活饮用水输配水设备及防护材料的安全性评价标准
GB/T 17241.6 整体铸铁管法兰(GB/T 17241.6—1998,neq ISO 7005-2:1988)
GB/T 17241.7 铸铁管法兰 技术条件(GB/T 17241.7—1998,neq ISO 7005-2:1988) JB/T 7748 阀门清洁度和测定方法 JB/T 7928 通用阀门 供货要求 3 参数与结构型式
3.1 阀门公称压力按GB/T 1048的规定。 3.2 阀门公称尺寸按GB/T 1047的规定。 3.3 闸阀的结构型式如图1和图2所示。
2005-07-11发布 2006-01-01实施
GB/T 12232—2005
2
4 技术要求
4.1 压力-温度额定值
闸阀的压力-温度额定值按GB/T 17241.7的规定。 4.2 阀体
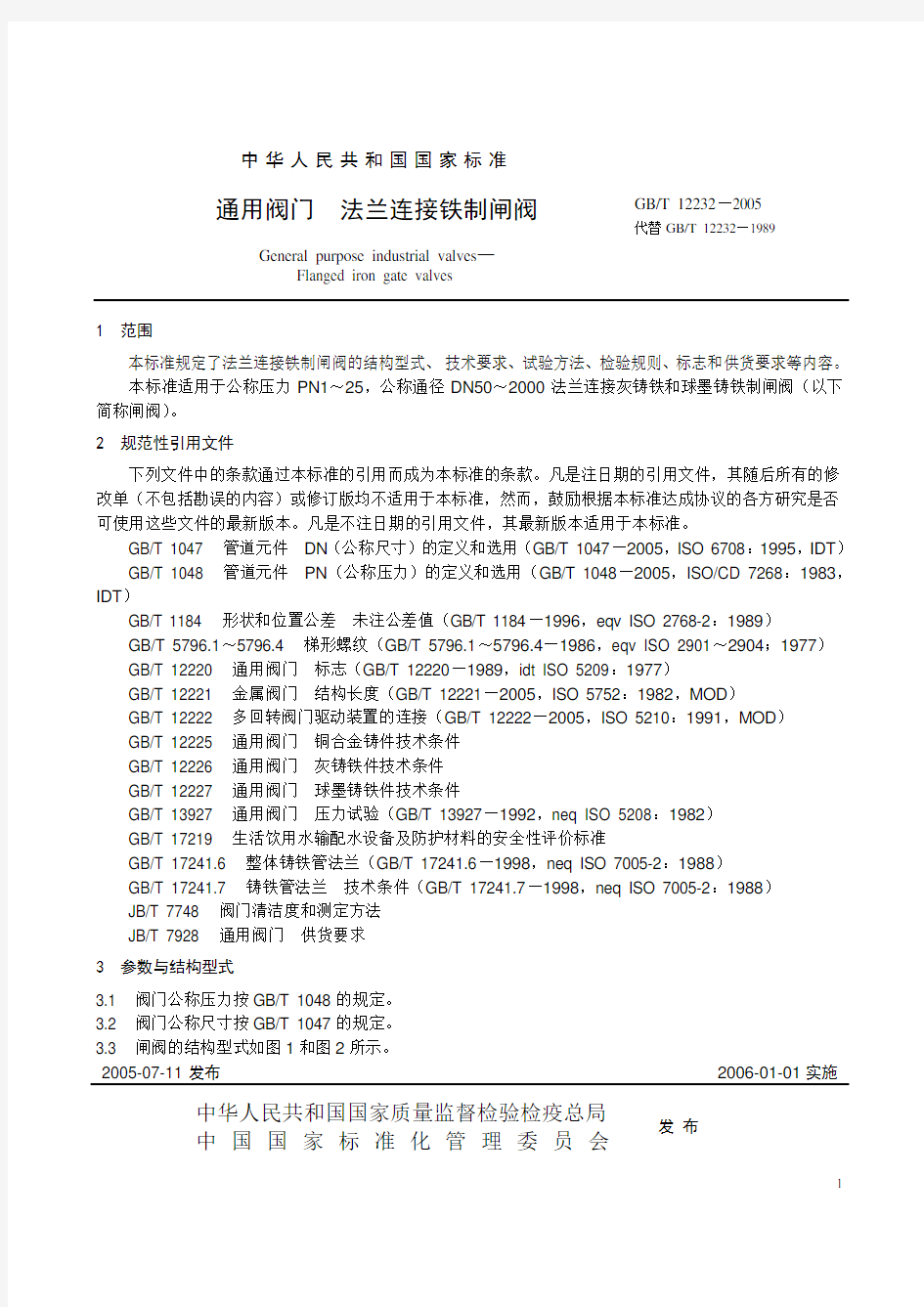
4.2.1 法兰应与阀体铸成整体,其法兰连接尺寸和密封面的形状、尺寸应符合GB/T 17241.6的规定。 4.2.2 结构长度应符合GB/T 12221的规定。 4.2.3 阀体的最小壁厚按表1的规定。
1——阀体;2——阀体密封圈(阀座);3——闸板密封圈;
4——闸板;5——垫片;6——阀杆;7——阀盖; 8——填料垫;9——填料;10——填料压盖;11——支架; 12——阀杆螺母;13——螺母轴承盖;14——手轮。
图1 明杆闸阀结构型式
14 13 12 11 8
7 6 5 4 3 2 1
GB/T 12232—2005
12
11
10
9
8
7
6
5
4
3
2
1
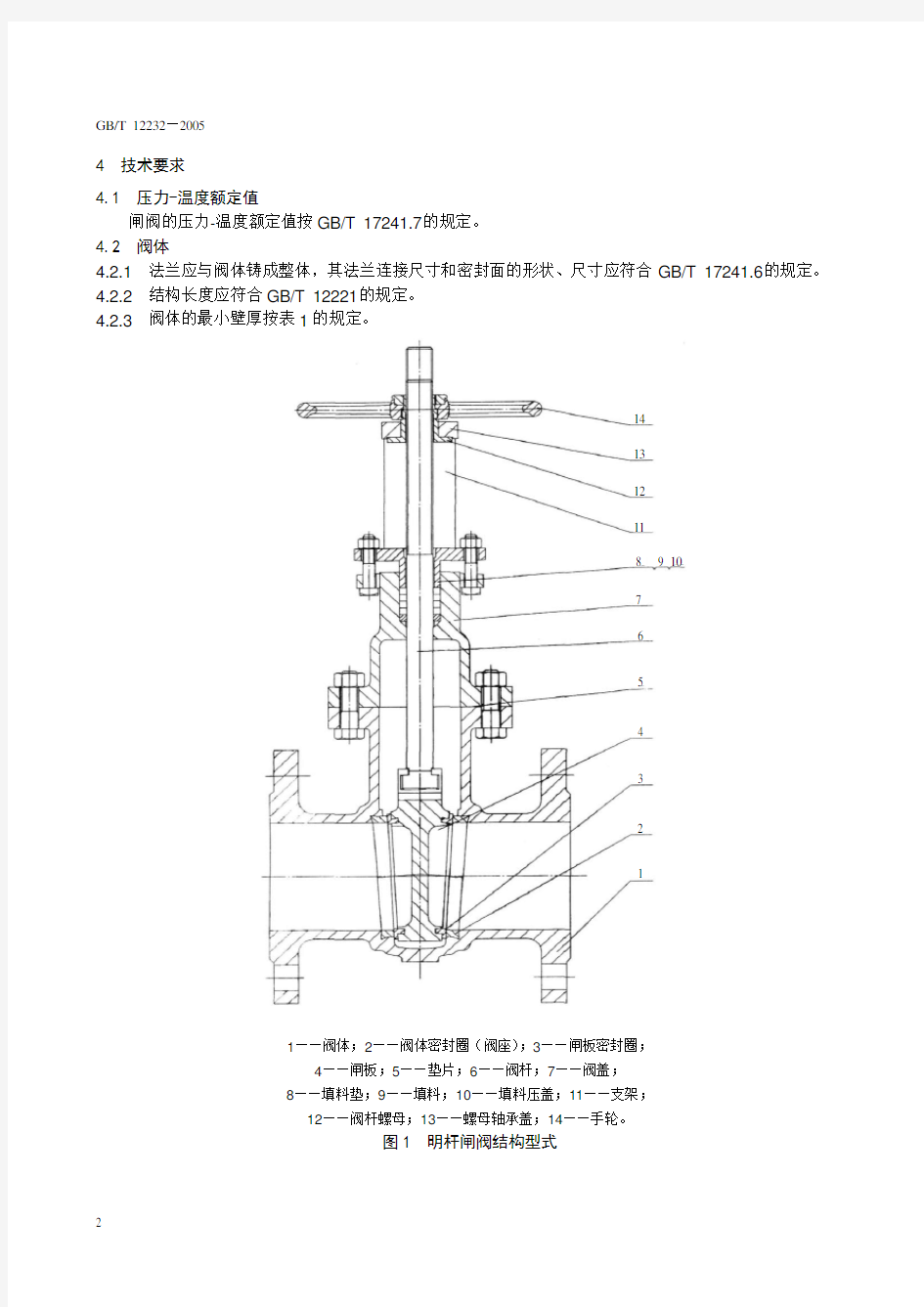
1——阀体;2——阀体密封圈(阀座);3——闸板密封圈;
4——闸板;5——阀杆螺母;6——阀盖;7——阀杆;
8——填料;9——填料箱;10——填料压盖;11——指示牌;12——手轮。
图2 暗杆闸阀结构型式
3
GB/T 12232—2005
4 表1 阀体的最小壁厚单位为毫米
4.2.4 阀座内径应与阀体通径一致。
4.2.5 阀体应保证闸阀在壳体试验及工作条件下不发生任何有害变形。
4.2.6 端法兰密封面应相互平行,其平行度应符合GB/T 1184的12级精度。
4.3 阀盖
4.3.1 阀盖最小壁厚按表1的规定。
4.3.2 阀体与阀盖的连接为法兰式,法兰密封面的型式可采用平面式,也可采用凹凸式、榫槽式或梯形槽式,并在订货合同中注明密封面型式。
4.3.3 阀体连接的螺栓数量不得少于4个。
4.3.4 对公称尺寸DN≥200的闸阀,可在阀盖上加工出一个螺孔,试验完毕后,必须用金属螺塞堵塞。
4.4 闸板
闸板有以下几种型式,应在订货合同中注明:
GB/T 12232—2005
5
a ) 楔式单闸板;
b ) 楔式双闸板;
c ) 平行式双闸板。 4.5 阀体、阀盖和闸板
4.5.1 阀体、阀盖和闸板必须具有导轨或导轨槽,使阀门在启闭过程中,闸板沿着阀体和阀盖的导轨槽移动,以保证闸板在任意位置时,闸板密封面的对称中心线与阀杆轴线成一直线,使密封面的磨损减少到最低程度。
4.5.2 阀体、闸板的密封面可在阀体、闸板上直接加工而成,或堆焊其他金属,其堆焊层加工后的厚度不得小于2 mm ,也可采用其他结合形式。但无论采用哪种结构,都必须保证使用中不松动、不脱落,结合处不渗漏。
4.5.3 闸阀全开时,闸板应高于通道内径。
4.5.4 阀体上的阀座密封面及闸板密封面必须要有足够的宽度,以保证磨损后完全吻合。对于楔式闸阀,当阀门全关时,闸板密封面中心必须高于阀体密封面中心,如图3所示。闸板磨损中的位移余量不得小于表2的规定。
图3 闸板密封面位置图
表2 闸板磨损位移余量 单位为毫米
(新阀门)
(磨损后)
闸板密封面位置
GB/T 12232—2005
4.5.5 双闸板闸阀两块闸板的结合必须牢固可靠,保证使用中不会脱落。
4.6 阀杆与阀杆螺母
4.6.1 最小阀杆直径按表3的规定。
表3 最小阀杆直径单位为毫米
4.6.2 阀杆与闸板的连接应保证操作时闸板不致脱落。
4.6.3 阀杆螺母与阀杆螺纹的基本尺寸和精度按GB/T 5796.1~5796.4的规定。
4.6.4 阀杆与阀杆螺母的旋合长度不得小于阀杆直径的1.4倍。
4.7 填料、填料垫和“O”形密封圈
4.7.1 填料的截面可以是方形、矩形和V形等。当采用方形、矩形时,允许切成45°切口,并按圆周方向120°交叉错开安装。
4.7.2 填料垫应根据填料函尺寸和阀杆直径而确定,并将其放在填料的底部。
4.7.3 阀杆密封采用“O”形密封圈时,应不少于两道密封圈,并设置防尘密封。
4.8 填料压盖
填料压盖应采用带孔整体式或分体式,其螺栓孔不允许采用开口式,连接可用“T”型螺栓,也可用6
GB/T 12232—2005
7
活节螺栓。 4.9 支架
4.9.1 支架可以与阀盖设计成整体,也可以分成两件,由设计者自行确定。 4.9.2 对于用电力、气力和液力驱动的阀门,支架法兰与驱动装置的连接尺寸应符合GB/T 12222的规定。 4.10 手轮
4.10.1 用手轮操作的闸阀,在手轮(包括驱动装置的手轮)轮缘上要有明显的指示闸板关闭方向的箭头和“关”字,且“关”字应放在箭头的前端或带有开关两向的箭头和“开”、“关”字样。 4.10.2 手轮应固定在阀杆螺母或者阀杆上。 4.11 指示器
如果提供指示器,在指示器上应有标明开和关位置的标记。 4.12 内腔清洁度
闸阀产品的内腔清洁度按JB/T 7748的规定。 4.13 壳体和密封试验
闸阀产品的壳体和密封试验要求按GB/T 13927的规定。 4.14 其他
4.14.1 不带齿轮箱、传动装置或指示针的闸阀的最大开启高度按表4的规定,如图4所示。用手轮或手柄操作的闸阀,当面向手轮或手柄时,顺时针方向转动手轮或手柄,阀门为关。
图4 闸阀的最大开启高度简图
h 2
h 1
GB/T 12232—2005
8 表4 闸阀的最大开启高度 单位为毫米
4.14.3 对于大口径闸阀,根据用户需要可设旁通阀,其传动型式与主阀一致,旁通阀的规格可按表5的规定。
表5 旁通阀的规格 单位为毫米
4.14.4 如果需要,可在阀体底部设一个排泄孔,其结构及尺寸由设计者自行决定。 4.14.5 公称通径DN ≥700 mm 时阀门应在阀盖上设置起吊环。
4.14.6 当闸阀用于饮用水领域时,阀门的卫生性能应符合GB/T 17219的规定。 4.15 材料
4.1
5.1 阀体、阀盖、闸板的材料应符合GB/T 12226和GB/T 12227的规定;阀体、闸板密封圈和阀杆螺母如采用铜合金材料时,应符合GB/T 12225的规定。
4.1
5.2 阀体和闸板密封面材料可用本体材料、铜合金或不锈钢制成,但应满足使用条件和设计要求。 4.15.3 阀杆应用不锈钢或铜合金材料制造。
4.1
5.4 阀杆螺母应用强度较高和耐磨性能良好的铜合金或其他材料制成。
GB/T 12232—2005
4.1
5.5 填料应采用缓蚀石棉材料、橡胶或氟塑料、柔性石墨。
4.1
5.6 支架可采用与阀盖相同的材料或性能高于阀盖的材料制成。
4.1
5.7 闸阀主要零件材料可按表6选取,如有特殊要求经供需双方协商在订货合同中注明。
表6 闸阀主要零件材料
5 试验方法
5.1 闸阀产品的压力试验方法按GB/T 13927的规定。
5.2 闸阀产品的内腔清洁度测定方法按JB/T 7748的规定。
6 检验规则
6.1 出厂检验
6.1.1 每台产品必须进行出厂检验,经检验符合要求方可出厂。
6.1.2 出厂检验项目、要求、方法按表7的规定。
表7 出厂检验项目、要求、方法
9
GB/T 12232—2005
6.2 型式试验
6.2.1 有下列情况之一时,应进行型式检验:
a)新产品或老产品转厂生产的试制定型鉴定;
b)正式生产时,定期或积累一定产量后,应周期性进行一次检验;
c)正式生产时,如结构、材料、工艺有较大改变,可能影响产品性能时;
d)产品长期停产后,恢复生产时;
e)出厂检验结果与上次型式检验有较大差异时;
f)国家质量监督机构提出进行型式试验的要求时。
6.2.2 型式检验采取抽样检验。检验样品可从生产厂质检部门检验合格的库存产品中随机抽取,或从已供给用户但未使用的并且保持出厂状态的产品中随机抽取。每一规格供抽样的最少台数和抽样台数按表8的规定。到用户抽样时,供抽样最少台数不受表8的限制,抽样台数仍按表8的规定。对整个系列产品进行质量考核时,根据该范围大小情况从中抽取2~3个典型规格进行检验。
表8 抽样台数
6.2.3 型式试验项目、要求、方法按表7的规定。
6.2.4 型式试验中每台被检闸阀产品的壳体和密封试验结果必须符合表7中的相应技术要求的规定,其余检验项目中若有一台阀门一项指标不符合表7中技术要求的规定,允许从供抽样的闸阀产品中再抽取规定的抽样台数,再次检验时全部检验项目的结果必须符合表7中技术要求的规定,否则判为不合格品。
7 标志和供货要求
7.1 标志
闸阀产品的标志按GB/T 12220的规定。
7.2 供货要求
闸阀产品的供货要求按JB/T 7928的规定。
10
外国阀门标准 标准代号ISO 标准名称 4126 安全阀的一般要求 5208 工业用阀门的压力试验 5209 一般工业用阀门的标志 5210 Pt.1 多回转阀门驱动装置的连接件第一部分:法兰尺寸 5210 Pt.2 多回转阀门驱动装置的连接件第二部分:法兰和接头的连接性能5210 pt.3 多回转阀门驱动装置的连接件第三部分:传动件的尺寸 5211 pt.1 部分回转阀门驱动装置的连接件第一部分:法兰尺寸 5211 pt.2 部分回转阀门驱动装置的连接件第二部分:法兰和接头的连接性能5211 pt.3 多回转阀门驱动装置的连接件第三部分: 传动件的尺寸5752 法兰管路系统中金属阀门的结构长度 ISO 5996 铸铁制闸阀 ISO 6002 阀盖用螺栓连接的钢制闸阀 6552 自动蒸汽疏水阀的术语 6553 自动蒸汽疏水阀的标志 6554 法兰连接自动蒸汽疏水阀的结构长度 6704 自动蒸汽疏水阀的分类 6948 自动蒸汽疏水阀制造和使用特性试验 7121 法兰和对焊接钢制球阀(第四次建议草案) 7259 主要靠手柄操作的地下用铸铁制闸阀 7841 蒸汽漏损试验 标准代号BS 标准名称 BS1212 固定球球阀(朴茨茅斯型) BS1123 储气罐和空压设备用安全阀,仪表和其他安全配件 BS1414 石油,石油化学及有关工业用法兰和对焊接的楔式闸阀 BS1552 低压煤气用调节旋塞阀 BS1570 石油工业用法兰和对焊连接钢制旋塞阀(不包括井口阀和自喷阀) BS1735 石油工业用125磅级1.5''~24''法兰连接明杆楔式铸铁制闸阀BS1868 石油,石油化学及有关工业用法兰和对焊接连接钢制止回阀 BS1873 石油,石油化学及有关工业用法兰和对焊接连接钢制截止阀和止回阀 BS1952 一般用的铜合金制闸阀 BS1953 一般用的铜合金制止回阀 BS1968 铜合金制浮球式球阀 BS2060 一般用螺纹连接铜合金制截止阀 BS2080 石油,石油化学及有关工业用法兰和对焊接连接阀门的结构长度
蝶阀安装 蝶阀安装的质量、直接影响着使用,所以必须认真注意。 (一)方向和位置 蝶阀一般情况没有方向要求。若有要求,应根据蝶阀的工作原理,正确识别。 水平管道上,阀杆方向可按下列顺序确定:垂直向上、水平、向上倾斜45°;不允许垂直向下。 阀门安装的位置,必须方便于操作;即使安装暂时困难些,也要为操作人员的长期工作着想。最好阀门手轮与胸口取齐(一般离操作地坪1.2米),这样,开闭阀门比较省劲。落地阀门手轮要朝上,不要倾斜。靠墙机靠设备的阀门,也要留出操作人员站立余地。要避免仰天操作,尤其是酸碱、有毒介质等,否则很不安全。(二)施工作业 1、安装施工必须小心,切忌撞击蝶阀。 2、安装前,应将阀门作一检查,核对规格型号,鉴定有无损坏,尤其对于阀杆,还要转动几下,看是否歪斜。还要清除阀内的杂物 3、阀门起吊时,绳子不要系在手轮或阀杆上,以免损坏这些部件,应该系在法兰上。
4、对于阀门所连接的管路,一定要清扫干净。可用压缩空气吹去氧化铁屑、泥砂、焊渣和其他杂物。 5、安装法兰阀门时,要注意对称均匀地把紧螺栓。阀门法兰与管子法兰必须平行,间隙合理,以免阀门产生过大压力,甚至开裂 6、须与管子焊接的蝶阀,应先点焊,再将关闭件全开,然后焊死。注意:蝶阀装上后不允许再焊接法兰,以免烫伤橡胶件和防腐覆层。 (三)保护设施 有些阀门还须有外部保护,这就是保温和保冷。 长期不用的水、蒸汽必须放掉积水。 (四)注意事项 1、管道对夹法兰标准必须与蝶阀法兰标准相符;建议使用对焊法兰,蝶阀专用法兰或整体法兰;不得使用平焊法兰(套合式),如果用户使用平焊法兰,必须征得供应商同意。 2、使用安装前应检查使用条件是否与本蝶阀性能相通。 3、安装前应先清理阀门内腔与密封面,不许有污物杂物附着;同时除清管道内的焊渣和其它杂物。 4、安装时蝶板必须处于关闭位置,确保蝶板不与管道法兰等碰撞。
阀门检验标准(新)
一、阀门检验标准 、适用范围 该标准适用于生产的阀门的试验检查项目及有关的方法、判定标准记录等规定。 、试验检查项目 (1)材料检查 (2)外观检查 (3)尺寸检查 (4)构造检查 (5)压力检查 (a) 阀体的耐压检查 (b) 气密检查 (c) 阀体泄露检查 (6)非破坏试验 (7)其他试验 、材料检验 (1)材料检验按照ONS M0004材料管理规定对每一炉必须有相互的制造编号记录表进行管理。 (2)试验方法 (a) 化学成分ONS K 0007 根据材料分析要领书
查标准页码:11/2 、外观检查 外观检查通过目视检查。 (1)铸造品内外面上都不能有有害的缩孔、毛刺、粘壳、夹渣、氧化皮裂缝等欠缺。 (2)铸造品不能有有害的伤痕、花脸、深度拉伤 (3)机械加工面不能有有害的缺陷,不同的光洁度、表面光洁度按图纸指示执行。 (4)阀座面及球垫全部不能有缩孔,伤痕。 (5)两端流量孔要有适度的光洁度。 (6)阀体表面以ONS D 0010阀门表示方法或制作要领书规定的正确表示方法。 、尺寸检查 5.1 尺寸检查使用卡尺、螺纹检规进行检查 (1)法兰尺寸公差参照表1,法兰尺寸公差(JIS),表2法兰尺寸公差(ANSI (2)面间尺寸公差参照表3. (3)两端法兰的平行度及直角度参照表4。 (4)口径(铸造)的公差参照表5。 (5)制作图中没有注明的切削加工公差的参照表6。 (6)制作图中没有注明铸造产品的尺寸公差按照表7。 (7)阀体阀盖结合部的配合公差参照表7。 表3 面间尺寸的公差
密封座的形状 嵌入式 连管焊接式法兰 插管焊接式法兰 一体法兰 a C4C2 C3C1f a f a C4 f 3 C3 d1 D d1T t T t d D a t d D 表1 法兰尺寸公差 (JIS B 2203) 尺寸是关于内径是圆形的情况下时规定。 注 1)阀门原为一体法兰的铸造面的内径d 为s ,为保证壁厚,上记 公差许增加100%。 2)对法兰面间尺寸面一定限制的阀门,法兰厚度t 允许上记公差允 许增加100%。 3)一体法兰及插管焊接式法兰图的一点锁线表示大平面磨的场合。表2法兰允许公差 (ANSI B16.5) (单位㎝) D G t
供热管网阀门、附件及法兰安装施工方案 1、阀门、附件检验 1)、阀门:必须有制造厂的产品合格证和工程所在地阀门检验部门的检验合格证明;选用优质钢制阀门,其允许工作温度应>120°C,允许工作压力≥ 1.6MPa. 2)附件:直埋管道及其附件,如三通、弯头、大小头等选用由专业生产厂家的成品弯头R=2.0D性能符合现行国际《钢板制对焊管件》(GBT13401-2005)要求,弯头、三通管件采用加强弯头和加强三通,三通与管道接头处加强焊。 3)、到场阀门应按国家现行标准《城镇供热管网施工及验收规范》(CJJ28-2004)的规定进行逐个试压; 4)、热力管网主干线所用的阀门及与热力管网主干线直接连通的阀门;支干线首端和热力站入口处起关闭、保护作用的阀门应逐个进行强度和严密性试验,单独存放,定位使用,并填写阀门试验记录。 2、阀门安装 1)、按设计规定校对型号,阀门外观检查应无缺陷、开闭灵活; 2)、清除阀口的封闭物(或档片)和其它杂物; 3)、阀门的开关手轮应放在便于操作的位置。水平安装的闸阀、截止阀、阀杆应处于上半周范围内。阀门应在关闭状态下进行安装; 4)、阀门的操作机构和传动装置应进行清洗检查和调整,达到灵活、可靠、无卡涩现象,开关程度指示标志应准确; 5)、集群安装的阀门应按整齐、美观、便于操作的原则进行排列; 6)、不得用阀门手轮作为吊装的承重点。 3、法兰连接 1)、法兰密封面及密封垫片应进行外观检查,不得有影响密封性能的缺陷存在; 2)、法兰端面应保持平行,偏差应不大于法兰外径的1.5%, 且不大于2mm。不得采用加偏垫、多层垫或强力拧紧法兰一侧螺栓的方法,消除法兰接口端面的缝隙; 3)、法兰连接应保持同轴,螺栓中心偏差不超过孔径的5%并保证螺栓能自
阀门安装 ⒈阀门安装前应检查填料,其压盖螺栓须有足够的调节余量。 ⒉法兰或螺纹连接阀门应在关闭状态下安装。 ⒊焊接时阀门不宜关闭,防止过热变形。 ⒋安装阀门前,应按设计核对型号,并按介质流向确定其安装方向。 ⒌水平管道上的阀门,其阀杆一般应安装在上半周范围内。 ⒍阀门传动杆(深长杆)轴线的夹角不应大于300,其接头应转动灵活。有热位移的阀门,传动杆应有补偿措施。 ⒎阀门的操作机构和传动装置应进行必要调整,使之动作灵活,指示准确。 ⒏安装铸铁阀门时,应避免因强力连接或受力不均引起的损坏。 ⒐安装阀门前,必须复核产品合格证和试验记录。 ⒑阀门的安装位置不应防碍设备、管道及阀门本身的拆装和检修。阀门安装高度应方便操作和检修,一般距地坪1.2m为宜,当阀门中心距地坪1.8m以上时,应集中布置,并设置固定平台。 ⒒并排管线上阀门,其手轮间净距不得小于100mm,为了减小管道间距,并排布置的阀门最好错开布置。 ⒓直通升降式止回阀只能装在水平管道上,立式升降式止回阀及旋启式止回阀可以装在水平管道上,也可以装在介质由下向上流动的垂直管道上。 4.法兰安装
⒈法兰的检验 ①供安装用的法兰应进行检查,其尺寸偏差应符合现行部颁标准,材质应符合设计要求。 ②法兰密封面应平整光洁,不得有毛刺及径向沟槽。法兰螺纹部分应完整、无损伤。凹凸面法兰应能自然嵌合,凸面的高度不得低于凹槽的深度。 ③螺栓及螺母的螺纹完整,无伤痕、无毛刺等缺陷。螺栓与螺母应配合良好,无松动或卡涩现象。 ④石棉橡胶板、橡胶板及软塑料等非金属垫片应质地柔韧,无老化变质或分层现象。表面不应有折损、皱纹等缺陷。 ⑤金属垫片的加工尺寸、精度、光洁度及硬度应符合要求,表面无裂纹、毛刺、凹槽、径向划痕及锈斑等缺陷。 ⑥包金属及缠绕式垫片不应有径向划痕、松散、翘曲等缺陷。 ⒉法兰安装 ①法兰连接时应保持平行,其偏差不大于法兰外径的1.5‰,且不大约2mm。不得用强紧螺栓的方法消除偏斜。 法兰连接应保持同一轴线,其螺孔中心偏差一般不超过孔 径的5%,并保证螺栓自由穿入。 ③法兰垫片应符合标准,不允许使用斜垫片或双层垫片。 ④垫片安装时,可根据需要,分别涂以石墨粉、二硫化钼油脂、石墨机油等涂剂。 ⑤法兰连接应使用同一规格螺栓,安装方向一致,紧固螺栓应对
阀门执行标准大全 标准号标准: GB12220-89《通用阀门标志》GB12245-89《减压阀性能试验方法》 GB12221-89《法兰连接金属阀门的结构长度》GB12246-89《先导式减压阀》 GB12222-89《多回转阀门驱动装置的连接》GB12247-89《蒸汽疏水阀分类》 GB12223-89《部分回转阀门驱动装置的连接》GB12248-89《蒸汽疏水阀术语》 GB12224-89《钢制阀门一般要求》GB12249-89《蒸汽疏水阀标志》 GB12225-89《通用阀门铜合金铸件技术条件》GB12250-89《蒸汽疏水阀结构长度》 GB12226-89《通用阀门灰铸铁件技术条件》GB12251-89《蒸汽疏水阀试验方法》 GB12227-89《通用阀门球墨铸铁件技术条件》GB10868-89《电站减温减压阀技术条件》 GB12228-89《通用阀门碳素钢锻件技术条件》GB10869-89《电站调节阀技术条件》 GB12229-89《通用阀门碳素钢铸件技术条件》GB1348-88《球墨铸铁件》 GB12230-89《通用阀门奥氏体钢铸件技术条件》GB11352-89《铸钢件技术条件》 GB12231-89《阀门铸件外观质量要求》GB596-83《船用外螺纹青铜截止止回阀》 GB12232-89《通用阀门法兰连接铁质闸阀》GB597-83《船用外螺纹青铜止回阀》 GB12233-89《通用阀门铁质截止阀与升降式止回阀》GB1047-70《管子和管路附件的公称通径》 GB12234-89《通用阀门法兰、对焊连接钢制闸阀》GB1048-90《管道元件公称压力》 GB12235-89《通用阀门法兰连接钢制截止阀和升降式止回阀》GB1851-84《船用PN160外螺纹青铜空气截止阀》 GB12236-89《通用阀门钢制旋启式止回阀》GB4213-84《气动调节阀通用技术条件》 GB12237-89《通用阀门法兰和对焊连接钢制球阀》GB8464-87《内螺纹连接闸阀、截止阀、球阀、止回阀通用技术条件》
阀门安装施工方法 所有阀门均应有产品合格证,外观检查应无明显缺陷,型号规格应与设计图纸核对无误后方可安装。 阀门安装前,应作强度和严密性试验。试验应在每(同牌号、同型号、同规格)数量中抽查10%,且不少于一个。对于安装在主干管上起切断作用的闭路阀门,应逐个作强度和严密性试验。阀门的强度和严密性试验应符合以下规定:阀门的强度试验压力为公称压力的倍,持续时间不小于5min;严密性试验压力为公称压力的倍;试验压力在试验持续时间内应保持不变,且壳体填料及阀瓣密封面无渗漏。试验合格的阀门应及时排尽内部的积水,密封涂防锈油,阀门的传动装置和操作机构应灵活可靠。只有合格的阀门方能安装使用。 阀门安装时,应注意介质流向,阀门安装高度应方便操作和检修,立管阀门一般距地面米为宜,当阀门中心距地面超过米时,一般应集中不止。水平管上安装阀门的阀杆应上或水平安装。主管安装阀门的阀杆朝向和高度应便于巡视、操作和维护。成排阀门安装,阀杆应成一直线,允许偏差±3mm。管道上的阀门手轮净间距不应小于100mm。 螺纹阀门连接时,要求管道螺纹为锥形螺纹,且螺纹有效长度稍短,螺纹填料应符合介质性能要求,阀门安装时,应用扳手卡住六角体旋转,不可用管子钳。螺纹阀门出口后应安装接头。 法兰阀门连接时,相配的法兰类别、规格应与阀门相符合,螺栓规格与法兰类别、规格相符,螺栓六角必须在相配法兰一侧,螺母在阀门法兰一侧,法兰垫片符合介质性能和压力等级要求,组对法兰的密封面必须保证平行和同心,紧固螺栓时,必须十字交叉,对称、均匀地分2~3次拧紧螺母。铸铁阀门安装时,应避免因强力连接或受力不均匀引起的损坏。 法兰或螺纹连接的阀门应在关闭状态下安装。
阀门标准大全(国标、美标、日标) 本文内容主要发布的阀门制造标准主要有: 中国国家标准(GB) 中国机械部标准(JB) 美国国家标准(ANSI) 美国石油学会标准(API) 美国材料试验协会标准(ASTM) 美国阀门和管件制造厂标准化协会标准(MSS) 日本工业标准(JIS) 德国国家标准(DIN) 法国国家标准(NF) 英国国家标准、欧洲标准(BS、EN) 其他国家阀门标准(ГOCT、IEEE 、UL) 阀门国标标准--GB标准 序 阀门标准代号阀门标准名称 号 1GB12220-1989《通用阀门标志》 2GB12221-1989《法兰连接金属阀门的结构长度》 3GB12222-1989《多回转阀门驱动装置的连接》 4GB12223-1989《部分回转阀门驱动装置的连接》 5GB12224-1989《钢制阀门一般要求》 6GB12225-1989《通用阀门铜合金铸件技术条件》 7GB12226-1989《通用阀门灰铸铁件技术条件》 8GB12227-1989《通用阀门球墨铸铁件技术条件》 9GB12228-1989《通用阀门碳素钢锻件技术条件》 10GB12229-1989《通用阀门碳素钢铸件技术条件》 11GB12231-1989《阀门铸件外观质量要求》 12GB12232-1989《通用阀门法兰连接铁质闸阀》 13GB1047-1970《管子和管路附件的公称通径》 14GB12236-1989《通用阀门钢制旋启式止回阀》
15GB1348-1988《球墨铸铁件》 16GB1048-1990《管道元件公称压力》 17GB11365-1989《锥齿轮和准双曲齿轮精度》 18GB4213-1984《气动调节阀通用技术条件》 19GB12238-1989《通用阀门法兰对夹连接蝶阀》20GB8335-1987《气瓶专业螺纹》 21GB10877-1989《氧气瓶阀》 22GB12239-1989《通用阀门隔膜阀》 23GB12240-1989《通用阀门铁质旋塞阀》 24GB12241-1989《安全阀一般要求》 25GB12242-1989《安全阀性能试验方法》 26GB12243-1989《弹簧直接载荷式安全阀》 27GB11352-1989《铸钢件技术条件》 28GB596—83《船用外螺纹青铜截止止回阀》29GB597-1983《船用外螺纹青铜止回阀》 30GB5796-1986《梯形螺纹》 31GB7306-1987《用螺纹密封的管螺纹》 32GB7307-1987《非螺纹密封的管螺纹》 33GB6414-1986《铸件尺寸公差》 34GB12245-1989《减压阀性能试验方法》 35GB12246-1989《先导式减压阀》 36GB12247-1989《蒸汽疏水阀分类》 37GB12248-1989《蒸汽疏水阀术语》 38GB12249-1989《蒸汽疏水阀标志》 39GB12250-1989《蒸汽疏水阀结构长度》 40GB12251-1989《蒸汽疏水阀试验方法》 41GB10868-1989《电站减温减压阀技术条件》
焊接法兰阀安装 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
⒈阀门安装前应检查填料,其压盖螺栓须有足够的调节余量。 ⒉法兰或螺纹连接阀门应在关闭状态下安装。 ⒊焊接时阀门不宜关闭,防止过热变形。 ⒋安装阀门前,应按设计核对型号,并按介质流向确定其安装方向。 ⒌水平管道上的阀门,其阀杆一般应安装在上半周范围内。 ⒍阀门传动杆(深长杆)轴线的夹角不应大于300,其接头应转动灵活。有热位移的阀门,传动杆应有补偿措施。 ⒎阀门的操作机构和传动装置应进行必要调整,使之动作灵活,指示准确。 ⒏安装铸铁阀门时,应避免因强力连接或受力不均引起的损坏。 ⒐安装阀门前,必须复核产品合格证和试验记录。 ⒑阀门的安装位置不应防碍设备、管道及阀门本身的拆装和检修。阀门安装高度应方便操作和检修,一般距地坪为宜,当阀门中心距地坪以上时,应集中布置,并设置固定平台。 ⒒并排管线上阀门,其手轮间净距不得小于100mm,为了减小管道间距,并排布置的阀门最好错开布置。 ⒓直通升降式止回阀只能装在水平管道上,立式升降式止回阀及旋启式止回阀可以装在水平管道上,也可以装在介质由下向上流动的垂直管道上。
⒈法兰的检验 ①供安装用的法兰应进行检查,其尺寸偏差应符合现行部颁标准,材质应符合设计要求。 ②法兰密封面应平整光洁,不得有毛刺及径向沟槽。法兰螺纹部分应完整、无损伤。凹凸面法兰应能自然嵌合,凸面的高度不得低于凹槽的深度。 ③螺栓及螺母的螺纹完整,无伤痕、无毛刺等缺陷。螺栓与螺母应配合良好,无松动或卡涩现象。 ④石棉橡胶板、橡胶板及软塑料等非金属垫片应质地柔韧,无老化变质或分层现象。表面不应有折损、皱纹等缺陷。 ⑤金属垫片的加工尺寸、精度、光洁度及硬度应符合要求,表面无裂纹、毛刺、凹槽、径向划痕及锈斑等缺陷。 ⑥包金属及缠绕式垫片不应有径向划痕、松散、翘曲等缺陷。 ⒉法兰安装 ①法兰连接时应保持平行,其偏差不大于法兰外径的‰,且不大约2mm。不得用强紧螺栓的方法消除偏斜。 法兰连接应保持同一轴线,其螺孔中心偏差一般不超过孔 径的5%,并保证螺栓自由穿入。 ③法兰垫片应符合标准,不允许使用斜垫片或双层垫片。 ④垫片安装时,可根据需要,分别涂以石墨粉、二硫化钼油脂、石墨机油等涂剂。
阀门国家标准 1 GB/T1047-1995 管道元件的公称通径 2 GB/T1048-1990 管道元件公称压力 3 GB/T11698-1989 船用法兰连成一片接金属阀门的结构长度 4 GB/T12220-1989 通用阀门标志 5 GB/T12221-1989 法兰连接金属阀门结构长度 6 GB/T12222-1989 多回转阀门驱动装置的连接 7 GB/T12223-1989 部分回转阀门驱动装置的连接 8 GB/T12224-1989 钢制阀门一般要求 9 GB/T12247-1989 蒸汽疏水阀分类 10 GB/T12248-1989 蒸汽疏水阀术语 11 GB/T12249-1989 蒸汽疏水阀标志 12 GB/T12250-1989 蒸汽疏水阀结构长度 13 GB/T12712-1991 蒸汽供热系统凝结水回收及蒸汽疏水阀技术管理要求 14 GB/T15188.1-1994 阀门的结构长度对焊连接阀门 15 GB/T15188.2-1994 阀门的结构长度对夹连接阀门 16 GB/T15188.3-1994 阀门的结构长度内螺纹连接阀门 17 GB/T15188.4-1994 阀门的结构长度外螺纹连接阀门 18 GB/T12225-1989 通用阀门铜合金铸件技术条件 19 GB/T12226-1989 通用阀门灰铸铁件技术条件 20 GB/T12227-1989 通用阀门球墨铸铁件技术条件 21 GB/T12228-1999 通用阀门碳素钢锻件技术条件 22 GB/T12229-1989 通用阀门碳素钢铸件技术条件 23 GB/T12230-1999 通用阀门奥式体钢铸件技术条件 24 GB/T4213-1992 气动调节阀 25 GB/T7512-1999 液化石油气瓶阀 26 GB/T8464-1998 水暖用内螺纹连接阀门 27 GB10877-1989 氧气瓶阀 28 GB10879-1989 溶解乙炔气瓶阀 29 GB/T12232-1989 通用阀门法兰连接铁制闸阀 30 GB/T12233-1989 通用阀门铁制截止阀与升降式止回阀 31 GB/T12234-1989 通用阀门法兰和对焊连接钢制闸阀 32 GB/T12235-1989 通用阀门法兰连接钢制截止阀和升降式止回阀 33 GB/T12236-1989 通用阀门钢制旋启式止回阀 34 GB/T12237-1989 通用阀门法兰和对焊连接钢制球阀 35 GB/T12238-1989 通用阀门法兰和对夹连接蝶阀 36 GB/T12239-1989 通用阀门隔膜阀 37 GB/T12240-1989 通用阀门铁制旋塞阀 38 GB/T12241-1989 安全阀一般要求 39 GB/T12243-1989 弹簧直接载荷式安全阀 40 GB/T12244-1989 减压阀一般要求 41 GB/T12246-1989 先导式减压阀 42 GB/T13438-1992 氩气瓶阀 43 GB/T13439-1992 液氯瓶阀
项目二:更换法兰阀门 (一)考核内容 考核选手在更换法兰阀门过程中,工、用、量具使用;垫片制作水平;阀门安装质量和操作熟练程度。 (二)考试方式及时间 考试方式:现场操作。 考核时间:15min。 (三)基本要求 1、测量准确。 2、制作合格的法兰垫片。 3、正确更换法兰阀门后。 4、试压达到不渗不漏。 (四)工具准备 1、材料准备(单工位)
22、工具准备(单工位) (五)配分和评分标准 更换法兰阀门配分和评分标准
更换法兰阀门操作详细说明 (1)准备工作: 时间:操作时间25秒,完成时间25秒。 要求:1、观察工具摆放位置(必须认真记住工具摆放位置)
工具准备如下:活动扳手(250、300mm)各一把、螺丝刀(200mm ×6)一把、刮刀(300mm)一把、撬杠(500mm)一个、划规(200mm)一把、钢板尺(300mm)一把、F型扳手(500mm)一把、剪刀一把、润滑脂一盒、标准石棉垫片两个、制作石棉垫一个、棉纱若干、阀门(DN50,J41H-16)一个。 更换阀门工具材料摆放图 规格:1500×900 2、注意检查工具:水桶内有无水,活动扳手好坏及是否灵活好用,剪刀及划规灵活情况,阀门是否灵活好用,垫子及垫片摆放位置。 3、先将安全帽和手套戴好,必须站在报告位上举手示意裁判发出指令后方可操作。 4、工具摆放在操作垫上的两侧(水桶摆放在放空阀门处;其它工具用托盘摆放在另一侧;阀门摆放在托盘旁边),工具摆放整齐,不能丢落工具。 特别提醒:准备工具时禁止踩踏工具垫。 (2)制作垫片:(每天交垫子10个,每个选手每剪一个垫子时请认真计好时间) 时间:操作时间1分45秒,完成时间2分10秒。 要求:划规划垫子时间为30秒,用剪刀剪垫子时间为1分15秒;
阀门国家标准 1GB/T1047-1995管道元件的公称通径 2GB/T1048-1990管道元件公称压力 3GB/T11698-1989船用法兰连成一片接金属阀门的结构长度 4GB/T12220-1989通用阀门标志 5GB/T12221-1989法兰连接金属阀门结构长度 6GB/T12222-1989多回转阀门驱动装置的连接 7GB/T12223-1989部分回转阀门驱动装置的连接 8GB/T12224-1989钢制阀门一般要求 9GB/T12247-1989蒸汽疏水阀分类 10GB/T12248-1989蒸汽疏水阀术语 11GB/T12249-1989蒸汽疏水阀标志 12GB/T12250-1989蒸汽疏水阀结构长度 13GB/T12712-1991蒸汽供热系统凝结水回收及蒸汽疏水阀技术管理要求14GB/T15188.1-1994阀门的结构长度对焊连接阀门 15GB/T15188.2-1994阀门的结构长度对夹连接阀门 16GB/T15188.3-1994阀门的结构长度内螺纹连接阀门 17GB/T15188.4-1994阀门的结构长度外螺纹连接阀门 18GB/T12225-1989通用阀门铜合金铸件技术条件 19GB/T12226-1989通用阀门灰铸铁件技术条件 20GB/T12227-1989通用阀门球墨铸铁件技术条件 21GB/T12228-1999通用阀门碳素钢锻件技术条件 22GB/T12229-1989通用阀门碳素钢铸件技术条件 23GB/T12230-1999通用阀门奥式体钢铸件技术条件 24GB/T4213-1992气动调节阀 25GB/T7512-1999液化石油气瓶阀 26GB/T8464-1998水暖用内螺纹连接阀门 27GB10877-1989氧气瓶阀 28GB10879-1989溶解乙炔气瓶阀 29GB/T12232-1989通用阀门法兰连接铁制闸阀 30GB/T12233-1989通用阀门铁制截止阀与升降式止回阀 31GB/T12234-1989通用阀门法兰和对焊连接钢制闸阀 32GB/T12235-1989通用阀门法兰连接钢制截止阀和升降式止回阀 33GB/T12236-1989通用阀门钢制旋启式止回阀 34GB/T12237-1989通用阀门法兰和对焊连接钢制球阀 35GB/T12238-1989通用阀门法兰和对夹连接蝶阀 36GB/T12239-1989通用阀门隔膜阀 37GB/T12240-1989通用阀门铁制旋塞阀 38GB/T12241-1989安全阀一般要求 39GB/T12243-1989弹簧直接载荷式安全阀 40GB/T12244-1989减压阀一般要求 41GB/T12246-1989先导式减压阀 42GB/T13438-1992氩气瓶阀 43GB/T13439-1992液氯瓶阀
阀门安装施工方案 1 地上部分阀门安装施工方法 1.1 地上燃气管道上的阀门,管径≥DN65 时,一般采用法兰球阀;管径≤DN50 采用螺纹球阀。进气管总阀门一般安装在总立管上,距地面 1.5m~ 2.2m,其轴线只准与墙面垂直。 1.2 阀门应选用现行国家标准中适用于输送燃气介质,并且具有良好密封性和耐腐蚀性的阀门。阀门的规格型号应符合设计要求。其外观要求:阀体铸造规矩,表面光洁,无裂纹、气孔、缩孔、渣眼;密封面表面不得有任何缺陷。 1.3 阀门表面粗糙度和吻合度满足标准规定的要求。 1.4 直通式阀门的连接法兰的密封面应相互平行。 1.5 直通式阀门的内螺纹接头中心线应在同一直线上,角度偏差不得超过2°。 1.6 直角式阀门的内螺纹接头中心线的不垂直度,其偏差不得超过2°。 1.7 填料压入后的高度和紧密度,应保持密封和不妨碍阀杆运动,并留有一定的调整余量。 1.8 旋塞阀的塞子上应有定位标记,并且全开到全关闭应限制在90°范围内放置。开关灵活,关闭严密,填料密封完好无渗漏,手轮完整无损坏。 1.9 阀门安装前还应作强度试验和严密性试验,试验不合格者不得安装。 2 地下部分阀门安装施工方法 2.1 阀门的选用:公称直径Dn110及以下的阀门采用PE球阀,Dn110以上的阀门采用PE接头的钢制闸板阀。聚乙烯管与聚乙烯阀门、PE接头的钢制闸板阀连接应采用电熔连接。阀门两侧应设放散管,阀门及放散管安装应按《深圳市燃气管道工程安装通用图、阀门安装》执行。深圳市所有燃气工程的阀门均由燃气集团统一供应。 2.2 外观检查:阀门在安装前应根据设计核对阀门的型号以及法兰、螺栓的规格和数量,复核产品合格证和试验记录。阀门各部件不得有裂纹、气孔、砂眼、浇铸不足等缺陷。密封表面不得有任何缺陷,光洁度和吻合度(径向最小接触宽度与阀门体密封面宽度之比)应满足下列要求: 1 表面光洁度:当公称直径<400mm时,不低于▽ ;当公称直径≥400mm 7
阀门与法兰安装 WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-
阀门安装 ⒈阀门安装前应检查填料,其压盖螺栓须有足够的调节余量。⒉法兰或螺纹连接阀门应在关闭状态下安装。⒊焊接时阀门不宜关闭,防止过热变形。 ⒋安装阀门前,应按设计核对型号,并按介质流向确定其安装方向。 ⒌水平管道上的阀门,其阀杆一般应安装在上半周范围内。⒍阀门传动杆(深长杆)轴线的夹角不应大于300,其接头应转动灵活。有热位移的阀门,传动杆应有补偿措施。 ⒎阀门的操作机构和传动装置应进行必要调整,使之动作灵活,指示准确。 ⒏安装铸铁阀门时,应避免因强力连接或受力不均引起的损坏。⒐安装阀门前,必须复核产品合格证和试验记录。 ⒑阀门的安装位置不应防碍设备、管道及阀门本身的拆装和检修。阀门安装高度应方便操作和检修,一般距地坪为宜,当阀门中心距地坪以上时,应集中布置,并设置固定平台。 ⒒并排管线上阀门,其手轮间净距不得小于100mm,为了减小管道间距,并排布置的阀门最好错开布置。 ⒓直通升降式止回阀只能装在水平管道上,立式升降式止回阀及旋启式止回阀可以装在水平管道上,也可以装在介质由下向上流动的垂直管道上。 4.法兰安装 ⒈法兰的检验 ①供安装用的法兰应进行检查,其尺寸偏差应符合现行部颁标准,材质应符合设计要求。 ②法兰密封面应平整光洁,不得有毛刺及径向沟槽。法兰螺纹部分应完整、无损伤。凹凸面法兰应能自然嵌合,凸面的高度不得低于凹槽的深度。 ③螺栓及螺母的螺纹完整,无伤痕、无毛刺等缺陷。螺栓与螺母应配合良好,无松动或卡涩现象。 ④石棉橡胶板、橡胶板及软塑料等非金属垫片应质地柔韧,无老化变质或分层现象。表面不应有折损、皱纹等缺陷。 ⑤金属垫片的加工尺寸、精度、光洁度及硬度应符合要求,表面无裂纹、毛刺、凹槽、径向划痕及锈斑等缺陷。 ⑥包金属及缠绕式垫片不应有径向划痕、松散、翘曲等缺陷。⒉法兰安装 ①法兰连接时应保持平行,其偏差不大于法兰外径的‰,且不大约2mm。不得用强紧螺栓的方法消除偏斜。
六、对夹式软密封蝶阀D71X/J -6/10/16 Q.C.P.R系列连接尺寸: 公称通径结构长度(标准 值) 外形尺寸(参考值) 连接尺寸(标准值) 0.6MPa 1.0MPa 1.6MPa 毫米英寸L H H0 A B D0 n-d D0 n-d D0 n-d 50 2 43 63 235 270 65 110 4-14 125 4-18 125 4-18 65 2 1/2 46 70 250 270 65 130 4-14 145 4-18 145 4-18 80 3 46 73 275 270 65 150 4-18 160 8-18 160 8-18 100 4 52 105 316 270 65 170 4-18 180 8-18 180 8-18 125 5 56 115 340 310 65 200 8-18 210 8-18 210 8-18 150 6 56 137 376 310 65 225 8-18 240 8-22 240 8-22 七、对夹式软密封蝶阀D371X/J -6/10/16 Q.C.P.R系列连接尺寸: 公称通径结构长度(标 准值) 外形尺寸(参考值) 连接尺寸(标准值) 0.6MPa 1.0MPa 1.6MPa 毫米英寸L H H0 A B D0 n-d D0 n-d D0 n-d 50 2 43 63 306 180 200 110 4-14 125 4-18 125 4-18 65 2 1/2 46 70 321 180 200 130 4-14 145 4-18 145 4-18 80 3 46 83 346 180 200 150 4-18 160 8-18 160 8-18 100 4 52 105 387 180 200 170 4-18 180 8-18 180 8-18 125 5 56 115 411 180 200 200 8-18 210 8-18 210 8-18 150 6 56 137 447 270 280 225 8-18 240 8-22 240 8-22 200 8 60 164 572 270 280 280 8-18 295 8-22 295 12-22 250 10 68 206 646 270 280 335 12-18 350 12-22 355 12-26 300 12 78 230 738 380 420 395 12-22 400 12-22 410 12-26 350 14 78 248 761 380 420 445 12-22 460 16-22 470 16-26 400 16 102 289 877 450 470 495 16-22 515 16-26 525 16-30 450 18 114 320 938 480 490 550 16-22 565 20-26 585 20-30 500 20 127 343 993 480 490 600 20-22 620 20-26 650 20-33 600 24 154 413 1131 480 490 405 20-26 725 20-30 770 20-36 700 28 165 478 1476 640 660 810 24-26 840 24-30 840 24-36 800 32 190 525 1533 640 660 320 24-30 950 24-33 950 24-39 900 36 203 585 1655 750 860 1020 24-30 1050 28-33 1050 28-39 1000 40 216 640 1765 850 900 1120 28-30 1160 28-36 1170 28-42 1200 48 254 755 1995 850 900 1340 32-33 1380 32-39 1390 32-48 1400 56 279 910 2310 1000 925 1560 36-36 1590 36-42 1590 36-48 1600 64 318 1030 2595 1000 925 1760 40-36 1820 40-48 1820 40-56 1800 72 356 1140 2810 1100 980 1970 44-39 2020 44-48 2020 44-56 2000 80 406 1250 3100 1100 980 2180 48-42 2230 48-48 2230 48-62
目录 一、工程概况 (3) 二、编制依据 (3) 三、施工部署 (3) 四、关键工序、重要工序的实施措施 (7) 五、质量保证体系及措施 (10) 六、安全保证措施 (12) 七、试压阀门统计....................... 错误!未定义书签。
一、工程概况 亚通石化有限公司80万吨/年重油快速裂解装置的阀门试压,种类包括闸阀、疏水阀、截止阀。为保证工程施工质量,确保装置投运一次成功,所有阀门均经100%检验、试压合格后方可安装。其检验、试压必须按照设计文件、施工规范及本措施中的要求执行,其规格、数量见附表。 二、编制依据 2.1 亚通石化有限公司80万吨/年重油快速裂解装置工艺管道施工图及设备材料规格表。 2.2 GB50235-97《工业金属管道工程施工及验收规范》。 2.3 SH3064—2003《石油化工钢制通用阀门选用、检验及验收》。 2.4 SH3501-2001《石油化工剧毒、可燃介质管道工程施工及验收规范》。 2.5 SH3518-2000《阀门检验与管理规程》。 2.6 SH/T3517-2001 《石油化工钢制管道工程施工工艺标准》。 三、施工部署 3.1常用阀门试压遵循以下施工程序 3.2试压准备 3.2.1阀门试压场地应宽敞明亮,且具备防风、防沙、防雨等基本条件。 3.2.2阀门试压场地应设有原料存放区、试压区、试压合格区和不合格区。 3.2.3阀门试压机具符合试压要求。试验用压力表必须经检验合格,压力表量程为试 验压力的1.5~2倍,精度不得少于1.6级。压力表不应少于2块,分别在贮存罐及被测定的阀门入口处各装一块。 3.2.4对施工人员作好技术交底,使其明确施工内容,并作好技术准备。 3.2.5阀门的试压介质为洁净水。 3.3施工劳动力计划
金属结构设备安装工程 施工方案 文件编码(008-TTIG-UTITD-GKBTT-PUUTI-WYTUI-8256)
金属结构设备安装工程分部工程施工方法 一、工程概况 本分部工程共涉及阀件数量为:手动双偏心蝶阀(DN2200、DN500)16套、双法兰传力接头C2F(、)19套、复合式进排气阀(DN250、DN300,36套、手动暗杆式闸阀((Z45X-10Q DN500、DN300、DN250)40套、各类法兰(含盲板、法兰盖)128片。 二、阀门安装 安装原则为:安装顺序本着分片区、分系统,先大直径后小直径,先下层后上层,先难后易,先上管廊后连设备,与设备相连接的管道原则上是从里向外配,以减少焊接应力对设备安装精度的影响,室内与室外管线的碰口应留在室外。 1、蝶阀安装 安装前的检查 安装前检查,检查操作方向,通径,是否符合铭牌标示,密封面是否在运输中损伤,密封面是否裂开;阀杆是否弯曲,手轮是否损坏,断裂;螺栓数量是否合适;是否有丢失零件或部件的情况;有无违反操作的证据等。 检查阀门配合法兰是否有污物及夹杂物,检查管道内部是否清洗干净。 (3)安装前每个阀件进行全关或全开的操作测试,检查阀门启闭是否灵活、止水橡胶带是否牢固,关闭是否严密。 安装工艺 (1)蝶阀安装包含手动蝶阀及所需螺栓、垫圈、埋件、支架等配件的安装、防腐、埋设、清扫、试验、保护等。 (2)安装要求必须认真学习阀门制造厂家的产品合格证书、产品说明书并在在蝶阀厂家技术人员的指导下进行。 (3)安装时必须在管道法兰焊接完毕并冷却至常温后,将阀门安装于管线上。
(3)法兰的焊接表面必须经过处理,去除焊渣及毛刺,避免刮伤弹性阀座。 (4)法兰的密封面保证没有损坏变形,去除铁锈及其他杂物,避免产生阀门和法兰密封面之间的外部泄露。 (5)安装前彻底清除法兰及管线内腔,不得有焊渣、水垢及其他附着物存在。 (6)阀门安装时仔细放入以避免法兰面碰伤弹性阀座,注意阀体所标流向箭头与管道介质流向一致,碟板开启10°左右。然后确保阀门和管线的准确对中,并装入所有法兰螺栓,拧紧法兰楼栓。 (7)尝试开关阀门以检测阀瓣与法兰之间是否碰壁,然后是阀门处于全开状态。 (8)该蝶阀为单向使用,安装时注意阀体上箭头表示为介质密封关闭压力方向。 (9)安装时阀板应停在关闭但不关紧的位臵上或根据供货商要求,蝶阀关闭安装为宜,使用时再将蝶阀打开。 (10)安装时,保持法兰端面保持清洁,法兰间加密封垫片,并使密封垫片在两法兰盘的凸部密封面对中。 (11)重量大的蝶阀,应放置在牢固的基础上。 (12)在紧固法兰连接螺栓、螺母时,按对角交替均匀紧固,最好使用测力扳手,使螺栓达到要求的力矩避免强力、受力不均匀连接。 (13)安装时,不可使蝶阀阀体、传动装置受到撞击。 (14)蝶阀横向中心线与设计中心线的偏差不大于15mm,蝶阀的水平与垂直度,在法兰焊接后其偏差不大于1mm/m。 (15)蝶阀安装后,应进行阀门的开、闭测试,阀门开启时应到位,阀门关闭时,应无渗漏现象。 2、伸缩节接头 安装要求伸缩节接头的安装应按图纸要求、设备安装说明书和监理人的指示进行。
阀门安装方案 1、阀门检验 此热力管网工程所用的阀门为球阀及涡轮传动法兰球阀两种,必须有制造厂的产品合格证和工程所在地阀门检验部门的检验合格证明; 到场阀门应按国家现行标准《城镇供热管网施工及验收规范》(CJJ28-2004)的规定进行逐个试压; 热力管网主干线所用的阀门及与热力管网主干线直接连通的阀门;支干线首端和热力站入口处起关闭、保护作用的阀门应逐个进行强度和严密性试验,单独存放,定位使用,并填写阀门试验记录。 2、阀门安装 按设计规定校对型号,阀门外观检查应无缺陷、开闭灵活,清除阀口的封闭物(或档片)和其它杂物; 阀门的开关手轮应放在便于操作的位置。水平安装的闸阀、截止阀、阀杆应处于上半周范围内。阀门应在关闭状态下进行安装; 阀门的操作机构和传动装置应进行清洗检查和调整,达到灵活、可靠、无卡涩现象,开关程度指示标志应准确; 安装的阀门应按整齐、美观、便于操作的原则进行排列;不得用阀门手轮作为吊装的承重点。 3、法兰连接 法兰密封面及密封垫片应进行外观检查,不得有影响密封性能的缺陷存在; 法兰端面应保持平行,偏差应不大于法兰外径的1.5%,且不大于2mm。不得采用加偏垫、多层垫或强力拧紧法兰一侧螺栓的方法,消除法兰接口端面的缝隙;法兰连接应保持同轴,螺栓中心偏差不超过孔径的5%并保证螺栓能自由穿入; 垫片的材质和涂料应符合设计规定,大口径垫片需要拼接时,应采用斜口
拼接或迷宫形式的对接,不得直缝对接。垫片尺寸应与法兰密封面相等;严禁采用先加好垫片并拧紧法兰螺栓,再焊接法兰焊口的方法进行法兰焊接;螺栓宜涂以二硫化钼油脂或石墨机油加以保护; 法兰连接应使用同一规格的螺栓,安装方向应一致,紧固螺栓时应对称、均匀的进行、松紧适度。紧固后丝扣外露长度,应不超过2~3倍螺距,需要用垫圈调整时,每个螺栓只能用一个垫圈。 原有管线连接处釆用法兰连接,法兰为碳钢,紧固螺栓为不锈钢。
---------------------考试---------------------------学资学习网---------------------押题------------------------------ 安装程序1.1 作业方法1.2 材料验收1.2.1 麻点、结疤、全部管子应进行外观检查,其表面应无裂纹、(1) 夹杂物、折皱、重皮、划痕、严重锈蚀等缺陷。对玻璃钢复合管不能有压碎、断裂、凿痕等现象。检查直径、各种材质与规格的管子应按规范规定进行检查,)(2 壁厚、弯曲度等,均应符合材料标准的规定。全部阀门应做外观检查,检查项目包括:(3)阀门型号、规格、铭牌、编号、压力等级、材质标注应符(A) 合图纸设计要求。外部和可见的表面,螺纹、密封面应无损伤、锈蚀现象,(B) 铸造阀体应无砂眼、缩孔、气孔、裂纹等有害性缺陷,锻体阀件应无裂纹、折皱、重皮、锈蚀、凹陷等。同一规格、应根据该批的同一制造厂、)该批阀门到现场后,(4 同一型号按比例进行抽查强度试验和严密性试验。材料的存放1.2.2 各种材质的管道均应分根据本工程工艺管道材质的区别,(1)开堆放,碳钢管允许露天存放,但要垫平道木和盖篷布,所有阀门要检查两端口封闭状况,小型管件和阀门要放在货架上。所有存放的材料均要作出明显标识,注明规格、材质、合(2)格证号、数量等内
容。)焊材的存放(3 现场设立焊条二级库,有专人看管,库内应装有性能良好(A) 的去湿机、通风机、干(湿)温度计及焊条烘烤设备,并挂有产品合格证和校验合格证。(B) 焊条严格按规范要求分类,按规格摆放整齐,挂标识。(C) 焊条库应建立一套完整的焊条保管、发放制度。 1.2.3 管子加工所有管子按单线图下料,必须进行钢号移植。各种材质的)(1 管道预制时分开进行,预制完毕要作好标记。切割(2)(A) 碳钢管道可采用氧乙炔焰或用机械(砂轮切割机)切割下料。切割后的坡口要平整,坡口表面要清理干净,碳钢管用锉(B) 刀和砂轮机清理。坡口的制备及管子的组对)(3 焊接坡口采用V型坡口。坡口形式如右图所示(A) 对焊壁厚相同的管子、管件时,其内壁要做到平齐,内壁(B) 错边量应符合规范规定。对焊壁厚不同的管子、管件时,如果厚度差在外表面大于(C) 时,按下图修整较厚的管端,在修整较3mm或在内表面大于1.5mm 根据本工程的厚的管端,修理的和非修整件之间,修整坡度应(1 )施工特点,管道的制作、加工采取在施工现场加工。施工时,在现场搭设一座简易的管道预制场地,以保证管道的预制深度。(2)管道预制过程中要充分考虑现场条件,按照方便运输和安装的