卡尺千分尺内校作业指导书
- 格式:doc
- 大小:87.00 KB
- 文档页数:4
千分尺校验作业指导书一、背景介绍千分尺是一种常用的测量工具,用于精确测量小尺寸物体的长度、宽度、高度等尺寸。
为了确保测量结果的准确性和可靠性,需要进行千分尺的校验作业。
本指导书将详细介绍千分尺校验的步骤和要求,以确保校验过程的标准化和规范化。
二、校验仪器和设备1. 校验千分尺:使用精确度高、稳定性好的校验千分尺,确保校验结果的准确性。
2. 校验块:使用精确度高、稳定性好的校验块,用于校验千分尺的测量误差。
三、校验步骤1. 准备工作a. 清洁千分尺:使用干净的软布或纸巾擦拭千分尺的测量面和刻度线,确保表面干净无尘。
b. 准备校验块:选择适当的校验块,校验块的尺寸应覆盖千分尺的测量范围。
2. 校验零点a. 将千分尺的测量面与校验块的平面接触,调整千分尺的刻度线,使其与校验块的尺寸相等。
b. 确保千分尺的刻度线与校验块的尺寸完全吻合,即千分尺的零点校验完成。
3. 校验刻度线a. 使用校验块的不同尺寸,分别对千分尺的刻度线进行校验。
b. 将校验块的尺寸与千分尺的刻度线对应,记录下测量结果。
c. 重复以上步骤,校验千分尺的各个刻度线,确保其准确性和一致性。
4. 校验误差计算a. 将校验块的尺寸与千分尺测量结果进行比较,计算出测量误差。
b. 根据测量误差的大小,判断千分尺的准确性和可靠性。
c. 若测量误差超出规定范围,需要进行调整或更换千分尺。
四、校验要求1. 校验环境:校验千分尺的环境应保持干燥、无尘、无振动,确保校验过程不受外界干扰。
2. 操作人员:校验千分尺的操作人员应具备一定的测量经验和技能,能够熟练操作校验仪器和设备。
3. 校验周期:千分尺的校验应定期进行,根据使用频率和重要性确定校验周期,通常为每半年或每年一次。
4. 校验记录:每次校验都应记录校验日期、校验结果、测量误差等信息,以便追溯和分析。
五、安全注意事项1. 校验千分尺时,应注意操作规范,避免碰撞、摔落或损坏千分尺。
2. 使用校验块时,应注意保持其表面的清洁和完整性,避免影响校验结果。
作业指导书 XXXX有限公司千分卡尺内校指导书编写:审核:批准:受控状态:分发号:发放部门:1.目的:确保千分卡尺在使用期间能维持其精密度与准确度。
2.适用范围:本公司内使用的千分卡尺均适用。
3.定义:校正:在特定的条件下为确立量测仪器或量测设备的显示值(或实物量具.参考物质所代表的值)与相应的被测的已知值之间关系的一组操作.4.职责:4.1 品管部:负责千分卡尺校正工作。
4.2 生产制造部、品管部:负责千分卡尺的使用保管日常点检。
5.作业内容:5.1 校正用标准件及辅助工具5.1.1 标准块规一套(47)块。
5.1.2 大理石平台(或稳定的木制桌面)。
5.1.3 98%以上工业酒精。
5.1.4 棉花棒。
5.1.5 棉纱手套、无尘纸。
5.1.6 使用时必须保证手、机工件的清洁。
5.2 准备工作:5.2.1 平台清洁,将待校件放置于平台上。
5.2.2 用棉花棒沾上工业酒精将千分卡尺及块规擦净。
5.2.3 清洁完毕后,将待校件与块规在平台上放置,1小时以上,保证标准件,待校件与校正环境同温.5.3 校正范围:5.3.1 外径量测之校正.5.4 校正步骤:5.4.1外观及各部分相互作用要求检查:外径千分尺表面不应有锈迹、碰伤、镀层脱落及其他影响质量的缺陷,尺身刻线应清晰。
各部分相互作用,微分筒转动和测微螺杆的移动应平稳无卡住现象,测微螺杆不应手感觉到的轴向窜动和径向摆动,锁紧装置应切实有效。
5.4.2标尺标记宽度和宽度差检定:用工具显微镜检定,以微分筒的刻线标记各应抽检3条,标记宽度差以受检标记中最大与最小宽度之差确定。
标尺标记宽度差应不大于0.03mm。
5.4.3归零校正:5.4.3.1清洁千分尺两砧面内杂物,旋转微调旋纽,使千分尺两砧面接触,至旋转微调不能前移,并发出三下响声为止。
5.4.3.2观察千分尺显数是否归零,如未归零,应予以调整归零,然后反方向旋转微调,将面砧面分开5MM,再重复5.4.3.1动作检视是否有误差。
卡尺校准作业指导书标题:卡尺校准作业指导书引言概述卡尺是工作中常用的测量工具,准确的卡尺校准对于保证测量结果的准确性至关重要。
本文将为您提供一份卡尺校准作业指导书,帮助您正确进行卡尺的校准工作。
一、准备工作1.1 确认校准设备:在进行卡尺校准之前,首先要确保校准设备的准确性和可靠性,例如标准尺、千分尺等。
1.2 清洁卡尺表面:在校准之前,应该清洁卡尺表面,确保没有灰尘或污垢影响测量准确度。
1.3 确认环境条件:校准卡尺的环境条件也很重要,应该选择干净、安静、无干扰的环境进行校准。
二、校准步骤2.1 校准零点:将卡尺放置在平整的水平面上,使用标准尺或千分尺对卡尺的零点进行校准,确保零点准确无误。
2.2 校准刻度:使用标准尺或千分尺对卡尺的刻度进行校准,检查各个刻度点的准确性,调整不准确的刻度点。
2.3 校准测量范围:对卡尺的测量范围进行校准,分别测量不同长度的标准物体,检查卡尺的测量结果是否准确。
三、校准结果记录3.1 记录校准数据:在进行校准过程中,应该及时记录校准数据,包括零点校准值、刻度校准值、测量范围校准值等。
3.2 记录校准时间:记录校准的时间和日期,以便日后追溯校准情况。
3.3 记录校准人员:记录进行校准的人员信息,确保校准工作的责任清晰。
四、校准周期4.1 定期校准:卡尺是经常使用的测量工具,应该定期进行校准,确保测量结果的准确性。
4.2 校准频率:校准的频率应该根据卡尺的使用频率和环境条件来确定,一般建议每个月进行一次校准。
4.3 校准记录保存:校准结果记录应该保存在指定的文件夹或数据库中,以备日后查阅和追溯。
五、注意事项5.1 注意保养:在日常使用中,应该注意保养卡尺,定期清洁和润滑,确保卡尺的使用寿命和准确性。
5.2 注意存放:卡尺应该存放在干燥、通风的环境中,避免受潮或受到外界影响。
5.3 注意使用:在使用卡尺时,应该避免过度扭转或过度拉伸,以免影响卡尺的测量准确性。
结语通过本文提供的卡尺校准作业指导书,希望能够帮助您正确进行卡尺的校准工作,确保测量结果的准确性和可靠性。
卡尺校正作业指导书一、背景介绍卡尺是一种常用的测量工具,广泛应用于各种工业领域和科学实验中。
为了保证测量结果的准确性,卡尺的校正工作显得尤为重要。
本作业指导书旨在提供卡尺校正的详细步骤和要求,以确保校正工作的准确性和可靠性。
二、校正前准备1. 工具准备:校正卡尺所需的工具包括校准块、千分尺、平行垫片等。
2. 环境准备:校正卡尺的环境应保持干燥、温度适宜,并且没有明显的振动和干扰。
三、校正步骤1. 清洁卡尺:使用干净的软布或纸巾清洁卡尺的刻度线和测量面,确保表面没有灰尘或杂质。
2. 检查卡尺的刻度线:使用千分尺逐一检查卡尺的刻度线,确保刻度线的精确度和清晰度。
3. 校准卡尺的零点:将卡尺放置在平整的水平面上,使用校准块或平行垫片将卡尺的测量面与水平面保持平行,调整卡尺的零点位置,确保零点的准确性。
4. 校正卡尺的刻度间距:选择合适的校准块或平行垫片,将其夹持在卡尺的两个刻度线之间,使用千分尺测量刻度间距,与卡尺上的刻度进行比较,确保刻度间距的准确性。
5. 检查卡尺的平直度:将卡尺放置在平整的水平面上,使用千分尺测量卡尺的平直度,与卡尺上的刻度进行比较,确保卡尺的平直度符合要求。
四、校正结果记录1. 记录校正日期和校正人员信息。
2. 记录卡尺的型号、编号和所属部门。
3. 详细记录每一步校正的结果,包括零点校正值、刻度间距校正值、平直度校正值等。
4. 如有异常情况或问题,及时记录并报告相关人员。
五、校正周期和要求1. 根据卡尺的使用频率和重要性确定校正周期,一般建议每半年或每年进行一次校正。
2. 校正周期到期前,应定期检查卡尺的使用状况,如发现异常应及时进行校正或更换。
3. 校正过程中,如发现卡尺无法校正或无法满足精度要求,应立即停止使用并报告相关人员。
六、安全注意事项1. 在进行校正工作时,应保持专注和细心,避免疲劳和分心导致的错误。
2. 使用校准块、千分尺等工具时,要注意刀口和锋利边缘,避免划伤皮肤。
千分尺操作及内校指导书(ISO9001-2015)1.0目的确保产品数据的准确性以及千分尺使用方法的规范性。
确保千分尺的准确性及有效性,规范千分尺的校准方法。
2.0适用范围针对本公司塑胶产品和模具零件测量的千分尺。
3.0环境条件温度:20~25°C湿度:≤70%4.0操作步骤4.1首先拿无水酒精,用无尘纸将千分尺表面擦拭干净。
4.2检查千分尺无污渍锈迹,微分筒转动和测微螺杆的移动应平稳无卡住现象。
测量接触面和量杆是否完整无损,定位螺丝是否松动;数显千分尺的显示器显示是否正常。
4.3在测量产品时,先将千分尺归零,转动测力装置,使测微螺杆接触测砧。
待听到响声后目检其微分筒零刻度与固定套管零刻度应对齐;数显千分尺只需要按一下ZERO/ABS归零就可使用。
4.4测量产品时要将千分尺固定牢固,产品要放平,根据产品选取相应量程的千分尺;测量中读取数据时,眼睛要平视刻度线,数显千分尺可以直接看到显示屏上的数据。
4.5将所测到的数据记录好,要把所用千分尺放回原处,防止损坏。
5.0校准作业要求5.1校准条件温度:20~25°C 湿度:≤70%5.2标准件块规(0.5~100mm)编号:THG-01数显卡尺(0~200mm)编号:CA-055.3校准周期:1次/年5.4校准内容与方法5.4.1外观检查:有无变形、弯曲、生锈、字符是否清楚,内径千分尺和外径千分尺有无崩缺或损伤,定位螺丝各螺丝件是否脱落。
5.4.2校准项目:项目标准值(mm)允许误差(mm)备注内测示值 5.12 ±0.00410.24 ±0.00415.36 ±0.00421.5 ±0.00425 ±0.004外测示值105.12 ±0.005110.24 ±0.005115.36 ±0.005121.5 ±0.005125 ±0.0055.4.3校准方法A、保证被检千分尺表面清洁,无污渍锈迹,微分筒转动和测微螺杆的移动手感应平稳无阻滞或松动现象。
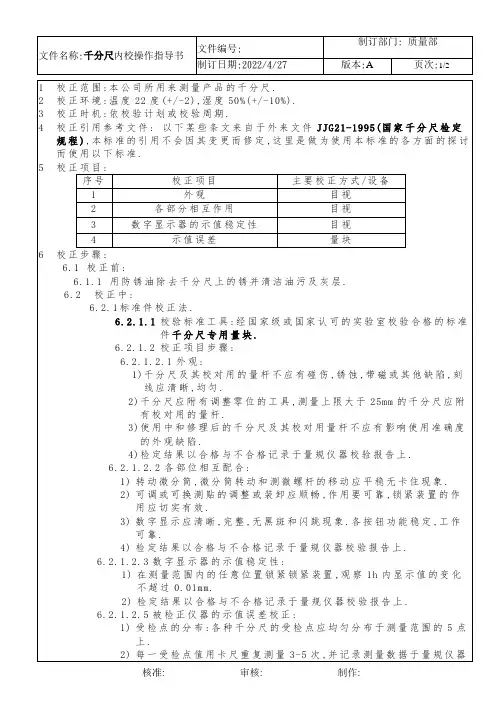
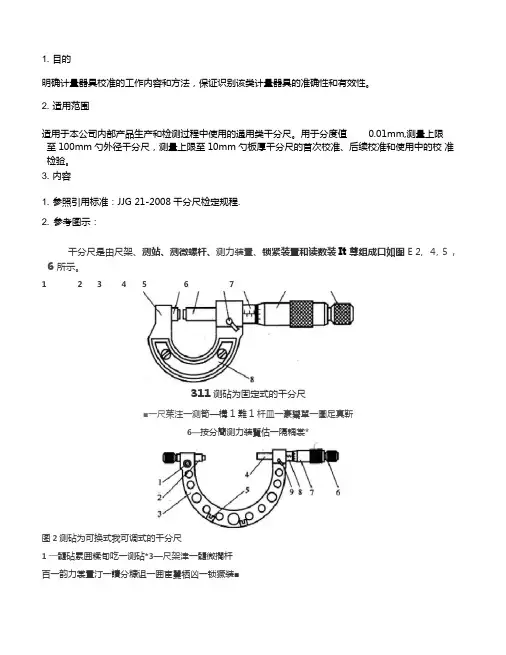
1. 目的明确计量器具校准的工作内容和方法,保证识别该类计量器具的准确性和有效性。
2. 适用范围适用于本公司内部产品生产和检测过程中使用的通用类千分尺。
用于分度值0.01mm,测量上限至100mm勺外径千分尺,测量上限至10mm勺板厚千分尺的首次校准、后续校准和使用中的校准检验。
3. 内容1. 参照引用标准:JJG 21-2008千分尺检定规程.2. 参考图示:千分尺是由尺架、测站、测微螺杆、测力装置、锁紧装置和读数装It尊组成口如图E 2, 4, 5,6 所示。
1 2 3 4 5 6 7311测砧为固定式的千分尺■一尺茱注一测筍—構1難1杆皿一豪鬻單一圖足真靳6—按分簡测力装覽估一隔耦裳*图2测砧为可换式我可调式的千分尺1 一髓砧累囲糅旬吃一测砧*3—尺架津一髓微擱杆百一韵力裳置汀一讀分糠诅一囲宦矍牺凶一锁獗装■图3扳厚千分尺(a)】一尺架肩一测砧V—薦倉郭杆討一焕賊要刻度禹—榕甘订一同定套窃弘亠飲分筒沖一测力装置(b)】一尺架说一测砧4—槽微螺杆M—極垂製置漳一固定廷管帝fflt分側汀一测力鬟覽3. 校正环境:温度(20 ± 5 )C,湿度不超过70%RH校准前应将被校千分尺及其标准器具置于检具室内,平衡温度时间不小于 2小时。
4. 校正步骤4.1外观目视检验4.1.1用汽油或煤油清洗千分尺内外油污,做好清理清洁。
4.1.2用目视检验,千分尺及其校对杆外部不得有碰伤和锈蚀,各部件是否有影响测量精度的缺失,如有零件缺损,配齐。
4.1.3千分尺应有测量装置、调零工具、隔热装置和锁紧装置,标尺刻线应清晰均匀,允许有无影响准确度的外观缺陷。
4.2各部分相互作用4.2.1微分筒转动和测微螺杆的移动应平稳无卡滞现象。
4.2.2调零和锁紧装置的作用应切实有效。
4.2.3带有表盘的板厚千分尺,表针移动应灵活,无卡滞现象。
4.2.4当千分尺测量下限调整正确后,微分筒上的刻线与固定套管纵线应对准相切,压线不大于0.05mm离线不大于0.1mm.4.3示值误差4.3.1外径、壁厚、板厚千分尺的示值误差用2级专用量块进行校准,各种千分尺的受检点分布于测量范围的5点上如表1所示,得出千分尺与量块尺寸的差值,各点上的示值误差应写在内校合格证的背面进行修正。
千分尺校验作业指导书一、任务背景和目的千分尺是一种常用的测量工具,用于精确测量小尺寸物体的长度、宽度和高度。
为了确保千分尺的准确度和稳定性,需要进行定期的校验和调整。
本文旨在提供一份详细的千分尺校验作业指导书,以确保校验工作的标准化和规范化。
二、校验工具和材料1. 校验千分尺:选用精度高、稳定性好的校验千分尺进行校验。
2. 校验块:使用具有已知精度的校验块,如标准块或校验环。
3. 清洁布和清洁剂:用于清洁千分尺表面和校验块。
三、校验步骤1. 准备工作:a. 将千分尺和校验块放置在稳定的工作台上,确保无干扰的环境。
b. 清洁千分尺表面和校验块,确保无灰尘和污垢。
2. 初始校验:a. 将校验千分尺的底座固定在工作台上,确保千分尺的稳定性。
b. 使用校验块进行初始校验,将校验块放置在千分尺的测量范围内。
c. 读取千分尺上的测量值,并与校验块的已知值进行比较。
d. 如果千分尺的测量值与校验块的已知值相符,则千分尺通过初始校验;否则,进行调整和重新校验。
3. 调整和重新校验:a. 如果千分尺未通过初始校验,需要进行调整和重新校验。
b. 根据千分尺的调整方式,进行相应的调整操作。
例如,如果千分尺有调整螺丝,可以通过旋转螺丝来调整测量值。
c. 调整完成后,重新进行校验步骤2中的初始校验,直到千分尺的测量值与校验块的已知值相符为止。
4. 记录和报告:a. 在校验作业指导书上记录每次校验的日期、千分尺的型号和序列号、校验块的已知值以及千分尺的测量值。
b. 如果千分尺未通过校验,记录调整的方式和结果。
c. 根据记录的数据,生成校验报告,并保存在指定的文件夹中。
四、注意事项1. 校验千分尺和校验块应定期进行检查和校准,以确保其准确度和稳定性。
2. 在校验过程中,应避免使用力度过大或过小,以免损坏千分尺或影响测量结果。
3. 在每次校验前,应先清洁千分尺表面和校验块,以确保无灰尘和污垢的影响。
4. 在记录和报告中,应详细记录每次校验的数据和结果,以便追溯和分析。
千分尺游标卡尺内校规程文件名称:千分尺、卡尺内校指导书文件编号:3,品管,05 制订部门:品管部制订日期:2001年月日页数:6文件制修订记录1.目的:为确保千分尺、卡尺精密度符合要求,及经常保持正常状态,以验证产品品质,使仪器能事前保养重于事后故障维修。
2.范围:本公司所有千分尺、卡尺维护与校验(含外借)均适用。
3.作业内容:3.1千分尺校验指导书3.1.1千分尺外观检验:3.1.1.1利用目视,各部的的涂层及电镀层,不得脱落及生锈。
3.1.1.2各部的形状,抛光情况,打印,分度等不得有缺点,注:分度面应施无光处理,分度打印应使用黑色。
3.1.1.3利用目视,螺纹部分应良好,全程应圆滑,而且动作应敏捷。
3.1.1.4视筒与套筒的间隙应均一,回程时套筒所生之振摆应不显明。
3.1.1.5心轴与砧座闭合误差,不得防碍使用。
3.1.1.6手动套筒之扫零调整应容易确实,视筒分度刻线应与套筒读取值一致。
3.1.1.7棘轮弹簧钮之旋转应圆滑。
3.1.1.8固定钮夹紧心轴应简单确实。
3.1.2综合经度之检验:以块规覆验校正千分尺标准10mm 20mm及块规。
3.1.3判定标准:3.1.3.1最小刻度为百分之一公厘,其误差在?0.03mm内为合格。
最小刻度为千分之一公厘,其误差在?0.05mm内为合格。
3.2游标卡尺内校作业指导书3.2.1校验前:3.2.1.1以目视检视,外部不得有弯曲变形。
3.2.1.2检验游标卡尺与本尺全程滑动时是否顺畅。
3.2.1.3扫零后以目视观察内外侧量面是否密合。
3.2.1.4检查深度测定杆之磨损状况。
3.2.1.5做好游标卡尺之积屑清洁,上油保养等工作。
3.2.2校验中:3.2.2.1校验时必须要戴手套(皮质).3.2.2.2游标卡尺校验点为下列几点:150mm:41.2 81.5 121.5mm200mm:20 41.2 121.5 191.8mm300mm:41.2 81.5 121.5 191.8 291.8mm 300mm以上:以上述类推3.2.3标准判定:校验结果之误差值应在附表之误差范围内方为合格。
千分尺校验作业指导书一、背景介绍千分尺是一种常用的测量工具,用于精确测量小尺寸物体的长度、宽度和深度。
为了确保千分尺的测量结果准确可靠,需要进行定期的校验。
本文将详细介绍千分尺校验的步骤和方法,以确保校验的准确性。
二、校验前准备1. 确认校验设备:校验千分尺需要使用精密的校验设备,如长度标准尺、平行尺等。
确保这些设备的准确性和可靠性。
2. 清洁千分尺:在校验之前,需要确保千分尺表面干净,没有灰尘和污垢,以免影响测量的准确性。
3. 确认环境条件:校验千分尺需要在稳定的环境条件下进行,避免温度、湿度等因素对测量结果的影响。
三、校验步骤1. 零位校验:将千分尺的测量头置于校验设备上,并调整到零位。
确保千分尺的测量头与校验设备的表面接触良好。
2. 读数校验:随机选择一组标准尺进行校验。
将标准尺的一端对准千分尺的测量头,并记录千分尺的读数。
重复多次,取平均值作为校验结果。
3. 精度校验:使用平行尺等设备,将其放置在千分尺的两个测量头之间,调整到合适的位置。
记录千分尺的读数,并与平行尺的标准值进行比较,判断千分尺的精度是否符合要求。
4. 滑动力校验:将千分尺的测量头放置在水平表面上,轻轻滑动测量头,观察是否滑动平稳,无卡阻现象。
确保千分尺的滑动力符合要求。
四、校验结果记录与处理1. 记录校验数据:将每次校验的数据记录下来,包括千分尺的读数、校验设备的标准值等信息。
2. 处理校验结果:根据校验数据,计算出千分尺的误差值,并与规定的误差范围进行比较。
如果误差值在范围内,则千分尺合格;如果误差值超出范围,则需要进行调整或更换。
五、校验频率与注意事项1. 校验频率:千分尺的校验频率应根据使用频率和重要性来确定。
一般来说,常用的千分尺每年进行一次校验即可,而高精度要求的千分尺可能需要更频繁的校验。
2. 注意事项:a. 校验设备的准确性和可靠性是保证校验结果准确的前提,需要定期检查和校准。
b. 在校验过程中,要注意操作的稳定性,避免人为因素对校验结果的影响。
千分尺校验作业指导书一、任务目的本指导书旨在提供千分尺校验作业的具体步骤和操作规范,确保校验结果的准确性和可靠性。
二、任务背景千分尺是一种常用的精密测量工具,用于测量物体的尺寸和间距。
为了确保千分尺的准确性,需要定期进行校验。
本次校验作业旨在检查千分尺的读数是否准确,并对不准确的千分尺进行调整或更换。
三、校验工具和材料1. 千分尺:用于测量物体尺寸和间距的工具。
2. 校验块:具有已知尺寸的块状物体,用于校验千分尺的准确性。
3. 清洁布:用于清洁千分尺和校验块。
四、校验步骤1. 准备工作:a. 确保校验环境整洁,无灰尘和杂物。
b. 检查千分尺和校验块的表面是否清洁,如有污垢需用清洁布进行清洁。
c. 确保千分尺和校验块的温度与环境温度相同,以避免温度差异对校验结果的影响。
2. 校验千分尺的零点:a. 将千分尺放置在水平的工作台上。
b. 轻轻移动千分尺的滑动梁,使其接触到校验块的表面。
c. 调整千分尺的滑动梁,使其读数为零。
d. 重复上述步骤,确保千分尺的零点稳定并准确。
3. 校验千分尺的读数准确性:a. 将校验块放置在千分尺的滑动梁上。
b. 轻轻移动滑动梁,使其接触到校验块的表面。
c. 读取千分尺的读数,并记录下来。
d. 移除校验块,检查千分尺的读数是否返回到零点。
e. 重复上述步骤,使用不同尺寸的校验块,以确保千分尺在不同尺寸范围内的读数准确性。
4. 结果记录与处理:a. 将校验过程中的读数记录在校验记录表中,包括校验块尺寸和对应的千分尺读数。
b. 检查记录表中的数据,判断千分尺的准确性。
如果读数偏差较大,可能需要调整或更换千分尺。
c. 根据校验结果,制定相应的措施,如调整千分尺的零点,更换千分尺等。
五、注意事项1. 在校验过程中,应尽量避免触碰千分尺的刻度线,以免造成误差。
2. 校验块的表面应保持清洁,避免污垢对校验结果的影响。
3. 校验过程中,应注意保持千分尺和校验块的温度稳定,避免温度差异对校验结果的影响。
1 目的确保公司所使用的千分尺符合测量产品的要求,保证千分尺精度,使千分尺的误差在规定范围内。
2 范围本公司所使用的千分尺皆适用。
3 校验标准件(mm )量块 5.12-100 (0-300mm )刀口尺 75平行平晶 15.37-95.87 (0-100mm )4 校验条件温度20±5℃ 湿度60%±20%5 检验步骤5.1 外观检定:千分尺外观应无锈蚀,刻线和数字必须清晰。
后续检定和使用中检定的千分尺及其校对杆不应有影响使用准确度的外观缺陷。
5.2 千分尺各部分相互作用:微分筒转动和测微螺杆的移动必须平稳,无卡滞现象,锁紧装置必须可靠。
5.3 测微螺杆的轴向窜动和径向摆动:一般情况下用手感检查测微螺杆的轴向窜动和径向摆动。
5.4 测力用分度值不大于0.2N 的专用测力计检定,一般听棘轮的声音可分辨出。
5.3 微分筒锥面的端面现固定套管毫米刻线的相对位置检定:当测量下限调整正确后,使微分筒固定套管任意毫米刻线的右边缘相切,读取微分筒的零刻线与固定套管纵刻线偏移量。
5.4 测量面的平面度: 见图1图1后续检定和使用中的检定可用刀口尺用光隙法检定,在距离测量面边缘0.4mm 范围内的平面度忽略不计页 数文件名称千分尺检定、校准作业指导书生效日期刀口尺平放在千分尺的工作面上页数文件名称千分尺检定、校准作业指导书生效日期5.5 数显千分尺的示值重复性:在相同条件下重复测量5次分别读数,示值重复性以最大与最小读数的差值确定。
5.6 数显千分尺任意位置的数值漂移:在测量范围内的任意位置锁紧测微螺杆,观察1h内显示值的变化不超过规定值。
5.7两测量面的平行度:见图2右手轻轻转动平晶,尽量使干涉带数目减至最少图2依次将4块厚度差1/4螺距的平行平晶放入两测量面间,使两测量面与平行平晶接触,转动棘轮机构,并轻轻转动平晶,使两测量面出现的干涉环和干涉带数目减至最少。
分别读取两测量面的上的干涉纹数,取两测量面上的干涉条纹数目之和与所用光的波长值的计算结果作为两测量面的平行度。
深圳市茂盛荣鑫科技有限公司
公司管理制度
文件名称:卡尺/千分尺内校作业指导书
文件编号:SRX-WI-010
编写单位:品质部
版 本:A
发行日期:2012.08.01
机密等级: 绝密 机密 普通
合计页数:共 3页
核准 复核 审核 制订
颜国林 郑建华
SRX
公司管理制度
文件类別 品质管理类
文件编号 SRX-WI-010
版本/改次 A
深圳市盛荣鑫科技有限公司
卡尺/千分尺内校作业指导书
修改日期
生效日期 2012.08.01
页次/页数 1/3
修订履历
制/修订日期 修订內容 制/修订者
审核 核准
2012-08-01 初次制定 郑建华 颜国林
SRX
公司管理制度
文件类別 品质管理类
文件编号 SRX-WI-010
版本/改次 A
深圳市盛荣鑫科技有限公司 卡尺/千分尺内校作业指导书
修改日期
生效日期 2012.08.01
页次/页数 2/3
1.目的:
制定本档是确保所有用于检定、测定或实验之仪器符合使用要求。
2.范围:
本规程适用于所有测试及检验之千分尺/卡尺(外径千分尺、电子千分尺、带表卡尺、
卡尺)量具。
3.作业内容
3.1计量用基准量具
经国家计量单位检定合格且在有效期内的标准量块,经内校贴有“计量合格证”的电子千分
尺及投影仪。
3.2操作环境
干净无尘,光线适中的室内,温室在20°±5°范围,湿度65%±5%,仪校员必须载手进行。
3.3内容
3.3.1选取水平玻璃平面作为工作平台;
3.3.2长度视被计量的千分尺/卡尺之长度及A.B,C三种规格的量块,(A.B.C)其中A量块长度
规格选取为千分尺/卡尺最小量程,B量块长度规格选取千分尺/卡尺量程一半左右,C量块选取
满量程附近;
3.3.3计量A.B.C任取一长度规格量块,将量块的标准尺寸填入《校验记录表》标准仪器设备项
内,用被计量千分尺/卡尺的内、外端间三次测量任一长度规格量块,将三次实测值分别填入《校验
记录表》X1-X3项目内,误差值确定方法以千分尺/卡尺读数与标准量块尺寸之差确定
3.3.4卡尺内量(内径)尺寸检定:将一块为10MM的2级量块长边持于两外测量面之间,坚固螺
钉,用需计量卡尺测刀口内量的尺寸,量测三次,计算出平均值x。误差值确定方法以平均值与
标准量块尺寸之差确定。
3.3.5卡尺深度的检定:将1块为10MM的2级量块长边持于两测量面之间,紧固螺钉,用需计
量卡尺身端面至深度尺端面的距离,读取卡尺示值。量测三次,计算出平均值X,误差值确定方
法以平均值与量块尺寸之差确定;
3.3.6卡尺外量合并间隙的检定:移动尺框,使两侧量面至手感接触,观察两测量硕间的间隙,
以光隙法检定。
制订 郑建华 审核 颜国林 核准
SRX
公司管理制度
文件类別 品质管理类
文件编号 SRX-WI-010
版本/改次 A
深圳市盛荣鑫科技有限公司 卡尺/千分尺内校作业指导书
修改日期
生效日期 2012.08.01
页次/页数 3/3
3.4计量结果
3.4.1对于三个计量点的误差值在允许范围内的千分尺/卡尺,签贴“合格标签”交付使用(外
径千分尺允差值±0.01mm,电子千分尺允差值±0.001mm,卡尺允差值±0.02mm);
3.4.2对于个别计量点超出允许差范围的卡尺/千分尺,作限制使用,在合格标签备注栏注明“限
制使用”(根据产品的公差要求定);
3.4.3对于误差值过大,不能作限制使用及损坏的千分尺,通过修理校正后仍不能达到使用要
求的,给报处理,并作档案记录;
3.4.4 对于新购有千分尺/卡尺必须有制造厂商的合格证并包装完善,经过计量人员计量后贴
上检定合格标签后,才能交付使用,对于要外校的卡尺必须根据国家计量单位检定合格,有“检
定合格证书”的卡尺由计量人员经外观检验,并贴上计量合格标签交付使用。
制订 郑建华 审核 颜国林 核准