安徽工程大学电气工程学院
设计说明书
题目:基于变频技术的牵引连铸控制技术
参赛学生:袁苑,陶明,吕亚运,王君洪,戴雪梅
指导教师:凌有铸,陈孟元
2014年12月
目录
目录 (2)
1.项目来源 (3)
2. 系统方案 (4)
2.1牵引机构驱动控制系统的设计 (4)
2.1.1变频器节能原理 (4)
2.1.2变频器的选择 (5)
2.1.3调速方式的分析和比较 (6)
2.1.4异步电动机的选型 (7)
2.2牵引连续铸造设备简介 (8)
2.2.1 连续铸造工艺过程 (8)
2.2.2 设备结构 (8)
2.3牵引机构的工艺参数 (8)
2.3.1 牵引周期T (8)
2.3.2反推时间与牵引时间的比值α (9)
2.3.3 牵引停止延时t BC (9)
2.3.4 牵引节矩y (10)
3.控制器的设计 (11)
3.1. 控制要求 (11)
3.2 键盘电路的设计 (11)
3.3 时间显示电路的设计 (12)
3.4 看门狗型复位电路 (12)
3.5 硬件配置及接口电路 (12)
3.6 DSP控制器与VVVF接口电路 (13)
3.7 程序设计 (13)
4.结论 (14)
5.作品的使用说明及介绍 (16)
5.1使用说明 (16)
5.2作品介绍 (16)
6.作品实物图 (18)
参考文献 (20)
1.项目来源
早在19世纪中叶,德国人俾斯麦就在他的专利中提出连续铸造工艺,设备的类型经历了传送带式、振动结晶器式、垂直牵引式、倾斜连铸式和水平牵引式等阶段。我国铜型材加工业经过多年的发展,有了长足的进步,但从总体上看,整个行业是“大而不强”,结构性矛盾十分突出,企业装备水平落后,生产技术与工艺装备水平同国外先进水平相比,还存在较大的差距。这种状况的存在,严重制约着铜型材加工企业市场竞争力的进一步提高。
从国际上来看,近几年来,工业发达国家的铜加工企业的技术和装备水平不断提高,大力发展和采用以大型、高速、节能、环保、连续、自动和精密为特征的先进技术和装备,提高了劳动生产率和产品质量。随着我国市场开放程度的进一步提高,将促进国外的铜加工产品、资本、技术等进入我国,加速我国铜加工业与国际接轨,铜加工业将面临一个新的竞争局面。
目前国外广为流行的水平牵引连铸法,因其产品毋需校直,性能沿长度方向上的一致性和坯件晶粒较高的致密性导致力学性能和电学性能上的改善,在产品质量和生产效率方面的优势甚为明显。而国内多数中、小型铜型材加工企业目前所用的工艺是垂直牵引连铸,设备仍然靠炉振、打链棘轮或时间继电器来实现拉停牵引,用普通交流电机拖动和机械齿轮变速。炉振方式工艺参数繁多,参数之间的配合复杂,难以有科学的工艺,产品质量得不到保障;打链棘轮方式常由于机械磨损或制造精度不够造成参数不准确,产品质量也无从保证;时间继电器方式因难以精确定时,从而工艺失真,产品质量又成问题。用普通交流电机拖动和机械齿轮变速,又存在浪费电能,无法做到无极调速的缺点。鉴于此,开发一种采用直流调速或新型数控交流伺服电机调速的牵引连铸设备,该系统不仅极大地提高成材率避免资源浪费,而且通过变频功能可以节约电能,提高能源利用率。
2. 系统方案
2.1牵引机构驱动控制系统的设计
根据最新文献介绍,目前国外牵引机构驱动控制系统的发展趋势是采用工业计算机控制交流伺服电动机取代由晶闸管整流器和直流电机,配以测速发电机构成的闭环直流调速驱动系统[3],其功能强大,先进性明显,但设备的价格也十分昂贵。
通过调研发现,一方面我国的铜型材加工企业为数众多,普遍沿用能耗高、劳动强度大、成材率低的垂直牵引式工艺和设备,在激烈的市场竞争中,迫切需要淘汰落后的铜型材加工工艺和设备,开发先进的铜型材加工设备市场潜力巨大。另一方面我国的铜型材加工企业绝大多数是中、小型企业,它们的经济承受能力有限,采用新型数控交流伺服调速技术,短期内难以打开市场;若采用直流调速技术又面临着将在较短的时间内被交流调速技术淘汰的困境。因此鸿瑞电炉有限公司提出,针对其客户群的实际,开发一种采用新型数控变频技术的牵引连铸设备。综合分析几种方案,从高可靠性和高性价比方面考虑,提出了采用DSP 控制器、VVVF电源、变频调速异步电动机和高达60:1的减速器组成的驱动控制系统,不仅可以完成牵引工艺的四节拍流程,系统还便于维护和调试。这种方案与采用晶闸管整流器和直流电机,配以测速发电机构成闭环直流调速驱动方案相比,在性能和价格相当的条件下,具有可靠性高、节约电能、维护工作量小的优点。与采用工业计算机控制交流伺服电动机的方案比同样具有可靠性高、节约电能、维护工作量小的优点,缺点是功能比较单一,但最大的优点是价格低廉,易于打开市场。由于提出的研究方案充分考虑了市场的需求,鸿瑞电炉有限公司经过论证后同意了方案。
2.1.1变频器节能原理
本设计采用变频技术,提高了电能源利用率,减少了能源消耗,变频节能原理如下:
(1)变频节能:为了保证生产的可靠性,各种生产机械在设计配用动力驱动时,都留有一定的富余量。电机不能在满负荷下运行,除达到动力驱动要求外,多余的力矩增加了有功功率的消耗,造成电能的浪费,在压力偏高时,可降低电机的运行速度,使其在恒压的同时节约电能。当电机转速从 N1 变到 N2时,其电机轴功率(P)的变化关系(1)式。
3
2211P N P N ??= ??? (1)
由此可见降低电机转速可得到立方级的节能效果。
(2)动态调整节能:迅速适应负载变动,供给最大效率电压。变频调速器在软件上设有 5000次/秒的测控输出功能,始终保持电机的输出高效率运行。
(3)通过变频自身的V/F 功能节电:在保证电机输出力矩的情况下,可自动调节V/F 曲线。减少电机的输出力矩,降低输入电流,达到节能状态。
(4) 变频自带软启动节能:在电机全压启动时,由于电机的启动力矩需要,要从电网吸收 7 倍的电机额定电流,而大的启动电流即浪费电力,对电网的电压波动损害也很大,增加了线损和变损。采用软启动后,可以减少了启动电流对电网的冲击,节约了电费,也减少了启动惯性对设备的大惯量的转速冲击,延长了设备的使用寿命。
(5)提高功率因数节能:电动机由定子绕组和转子绕组通过电磁作用而产生力矩。绕组由于其感抗作用。对电网而言,阻抗特性呈感性,电机在运行时吸收大量的无功功率,造成功率因数很低。采用变频节能调速器后,由于其性能已变为:AC -DC -AC ,在整流滤波后,负载特性发生了变化。变频调速器对电网的阻抗特性呈阻性,功率因数很高,减少了无功损耗。
2.1.2变频器的选择
实现对于异步电机的变压变频调速,必须具备能够同时控制电压幅值和频率的交流电源,而电网提供的是恒压恒频的电源,因此应该配置变压变频器,又称VVVF (Variable V oltage Variable Frequency )装置。
在变频调速中使用最多的VVVF 装置是电压型变频器,由整流器、滤波环节和逆变器三部分组成。工作时首先将工频三相交流电经桥式整流为直流电,脉动的直流电压经电容滤波后在微处理器的调控下,用逆变器将直流电再逆变为电压和频率可调的三相交流电源,施加到需要调速的电动机上。由电机原理可知电机的转速与电源频率成正比, 通过变频器可实现电机平滑的无级调速。
根据控制功能可将通用变频器分为三种类型:普通功能型U/F 控制变频器、具有转矩控制功能的高性能型U/F 控制变频器和矢量控制型高性能变频器。变频器类型的选择要根据负载的要求进行。对于风机、泵类负载,低速下负载转矩较小,通常可选择普通功能型的变频器。对于恒转矩类负载或有较高静态转速精度要求的机械采用具有转矩控制功能的高功能型变频器则是比较理想的。因为这种变频器低速转矩大,静态机械特性硬度大,不怕负载冲击,具有挖土机特性。对
于要求精度高、动态性能好、响应快的生产机械(如造纸机械、轧钢机等),应采用矢量控制型高功能变频器。
因为电动机的功率是 3.0kW,所以所选用变频器的额定容量也必须大于3.0kW,选择三菱公司A500系列的FR—A540—3.7K变频器。主要技术参数为:
额定电流9A
输出频率0 ~ 120 Hz
过载能力150%,60s,200%,0.5s
电网输入电压323~528V , 50/60Hz
电网频率允许波动 5%
其控制回路相关端子的符号和功能如表1所示。
表1 FR-A540-3.7K变频器控制回路相关端子功能端子
字符
端子名称功能说明
STF 正转控制端
STF与+15v电源接通时正转,断开时停止
STR 反转控制端
STR与+15v电源接通时反转,断开时停止
SD 公共端公共端
2 转速设定输入端
输入电压愈高设定转速愈高,5v时达到最大
5 5v电源(+)端提供速度设定电源
10 5v电源(-)端提供速度设定电源
STF与STR的电平状态与电动机运行状态间的关系如表2所示。
表2 STF与STR的电平逻辑与电动机运行状态的关系
序号STF STR 电动机状态
1 H L 正转
2 L H 反转
3 H H 停止
4 L L 停止
2.1.3调速方式的分析和比较
调速系统可以分为直流调速系统和交流调速系统。直流调速系统在理论与实践应用上都比较成熟,它具有良好的起、制动性能,宜于在大范围内平滑调速,
在许多需要调速或快速正反向的电力拖动领域中得到了广泛的应用。然而其本身也存在很多不足之处。例如,具有电刷和换相器因而必须经常检查和维修,换相火花使它的应用环境受到限制,换相能力限制了直流电动机的容量和速度不能向高转速、大容量发展。体积、重量与价格比同等容量的交流电机要大得多等等。
交流电动机变频调速是在现代电子技术基础上发展起来的新技术,它不但比传统的直流电机调速优越,而且也比常规的交流电机调压调速、变极调速、串级调速等方式优越。它的特点是调速平滑、调速范围宽、效率高、特性好、结构简单、机械特性硬、保护功能齐全,运行平稳安全可靠,在生产过程中能获得最佳速度参数,是理想的调速方式。
交流调速拖动在节约能源方面也起着重要的作用,工业生产广泛使用电力拖动,电力拖动的耗电量占了工业生产总耗电量的一半,而电力拖动又离不开调速,选用先进的调速技术节省电能是节能降耗的重要措施。交流拖动本身又存在着很大的可以挖掘的节电潜力,因为在许多交流拖动装置中,交流电动机及其所拖动的机械在选用时,往往都留有一定的余量,而且也不总是在最大负荷下运行;在轻载时,如果通过对电机的速度进行控制,改变工作机械的工况,就可以达到节电的目的。例如工业上大量使用的风机、水泵、压缩机等都是采用交流电机拖动,其用电量约占工业用电的一半,过去大都靠调节风门或阀门来改变流量,使得大量电能被白白浪费,若采用电动机调速来改变流量,则其效率可以大大提高。应用实践证明,交流电机变频调速一般节电30%,目前工业发达国家已广泛采用变频调速技术,在我国变频调速技术也是国家重点推广的节电新技术。
2.1.4异步电动机的选型
铜型材加工工艺不仅要求拖动电机频繁正、反转,对电机的起、制动性能要求很高,而且因为所加工的铜型材外形和规格尺寸差异较大,对调速范围要求较高,调频范围在5~80Hz。如选用一般电动机,则在低频时无法很好的散热,从而降低电动机的带负载能力,严重时会导致电动机烧毁,故须采用带专用冷却风扇的变频调速电动机。变频调速电动机和普通电动机相比,具有以下优点:(1)针对普通电动机在低速时的散热条件比较差的特点,变频电动机在外部附加一个接至工频电源的风扇,实行强制通风。
(2)针对普通电动机在V/F控制时磁路容易饱和的特点,变频电动机加大了电磁负荷的裕量,使磁路不易饱和。
(3)针对普通电机在脉冲波作用下绝缘材料容易被击穿的特点,变频电机加强了槽间绝缘。
变频电机容量选择的依据是保证其生产上限规格产品时,也能输出足够的牵
引力矩。可参照下式选择。 m m P kF V (2)
(2)式中F m 为铸锭牵引或推入结晶器时的最大摩擦阻力, k 为大于1的裕量系数。由于电动机的价格在整个硬件配置中只占较小的比例,选取较大的k 值,即功率等级裕量上的放宽所引起的投资增量微乎其微,但系统工作的可靠性却大大提高,便选用了功率裕量较大的6极YVP 系列3.0kW 电动机。
2.2牵引连续铸造设备简介
2.2.1 连续铸造工艺过程
连续铸造工艺指的是将具有合适温度的待铸熔体导入通水强迫冷却的结晶器中,当熔体凝固成具有一定强度的凝壳后,借助于引锭杆和牵引辊将已凝固的坯料连续地拉出结晶器,而当坯料达到其所设定的长度时,将被同步地自动切断。
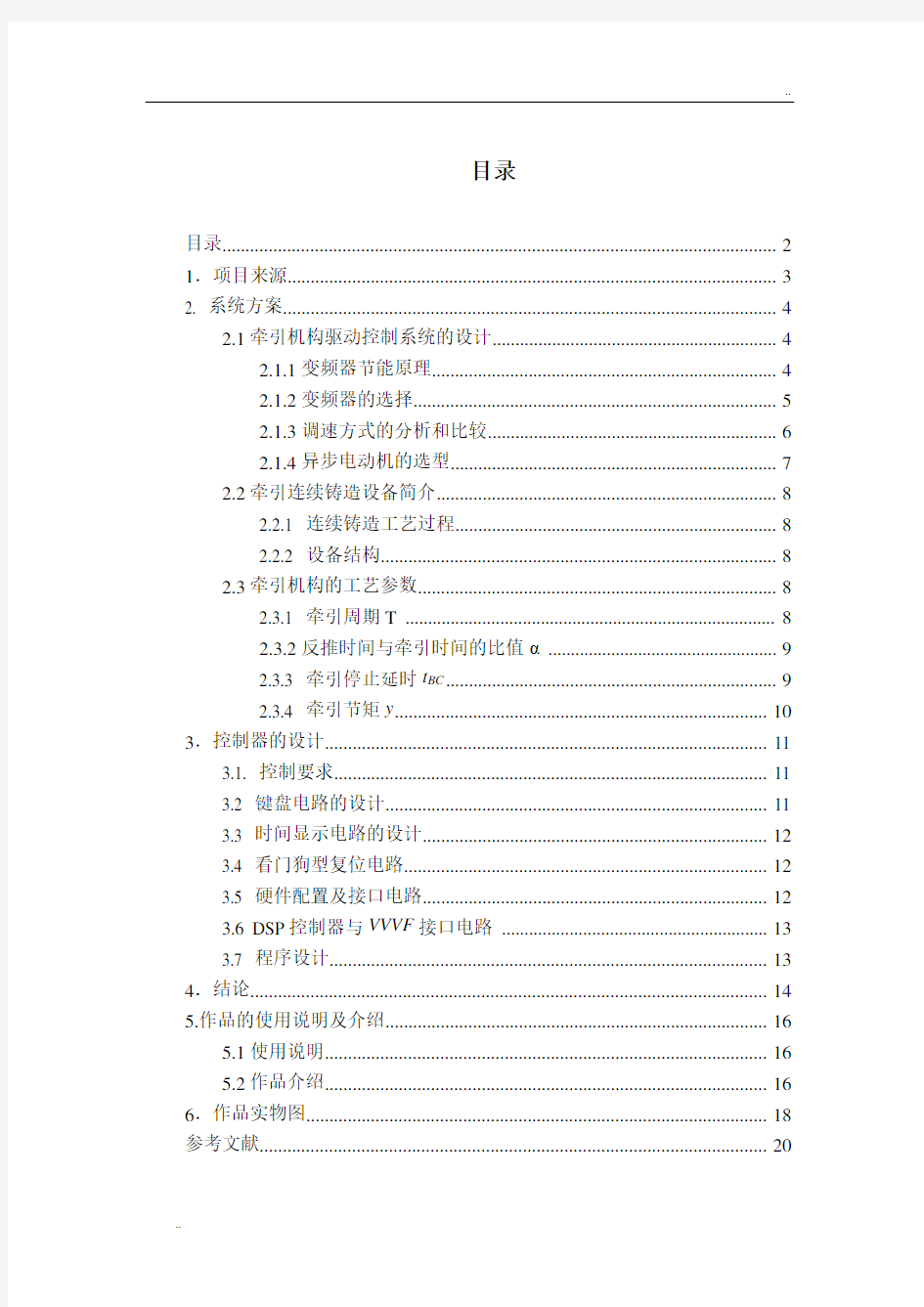
2.2.2 设备结构
设备结构如图1所示,其中1是工频感应线圈,2是炉体,3是结晶器,4是牵引机构,5是自动锯,6是导轨。
图1牵引连续铸造设备示意
2.3牵引机构的工艺参数
2.3.1 牵引周期T
牵引机构在每个周期中速度的变化规律包含四个时段,如图2所示。图中