新联兴精密压铸厂
CNC加工件外观检验通用标准
1.0目的:为了有效检验CNC产品的外观,给判定者提供可靠的依据,特制定此标准.
2.0范围:适用于本公司CNC加工产品外观检验.
3.0检验项目及定义:
1)刀纹:由于刀具磨损或摆动产生的纹路,通常有触感,呈浪状;
2)碰伤:由于操作不当产品发生碰撞或跌落形成塌陷状;
3)擦伤:由于操作不当产品发生摩擦形成线条状缺陷;或由于刀具附有残留切削废料形成螺旋线状缺陷;
4)气孔、沙眼:由于铸造致密度不够,形成不规则孔状缺陷或蜂窝状黑点;
5)段差(台阶);由于刀路衔接不顺畅,形成台阶状缺陷;
6)毛刺:由于刀具径向作用力导致局部切削废料未脱离工件形成锯齿状、或条状缺陷;
7)缺料:由于刀具磨损后切削作用力过大导致产品薄弱处崩边或缺肉;
8)烂牙:由于攻丝底径偏小或偏大、或底孔歪斜、或丝锥磨损导致螺纹局部紊乱或无螺纹或牙型角不符;
9)压伤:由于加工治具存有切削渣料或受外力影响较杂质压人产品内部呈凹陷状缺陷;
10)裂纹:由于铸造致密度不够或刀具磨损导致切削作用力过大造成薄弱处呈撕裂状缺陷;
11)切削不良:由于产品在治具固定位置发生偏移或刀具相对坐标发生变化造成切削量过大或偏小;包括 过切和少切,其中少切可称之为多料。
12)孔偏:由于定位不当或加强柱歪斜甚至压铸产品缩水不均导致孔位与该孔所在加强柱中心发生偏离; 13)倒角不良:由于装配或者安全因素对产品锐边处进行工艺倒角,若图面无特殊要求按照C0.2±0.1管 控,螺纹孔倒角须保证攻丝披锋不高处螺丝柱顶面(即披锋高度要低于倒角高度),倒角 不良分两种状况:a.倒角过大,由于刀具或程序控制存有吃刀过深,造成倒角偏大;倒角 偏小:倒角后存有锐边或翻边披锋;b.倒不均(倒角大小边),由于产品变形,或治具装 夹存有松动,导致倒角宽度存有不规则形状,治具装夹松动常伴随振刀纹路出现。
14)牙平(牙浅):由于螺纹底孔偏大导致螺纹滑牙或扭力不够,目视时螺纹呈锥形平台
15)结构不符:产品与3D存有不相符,常有多料、少料、孔(轴、柱)圆度不符;
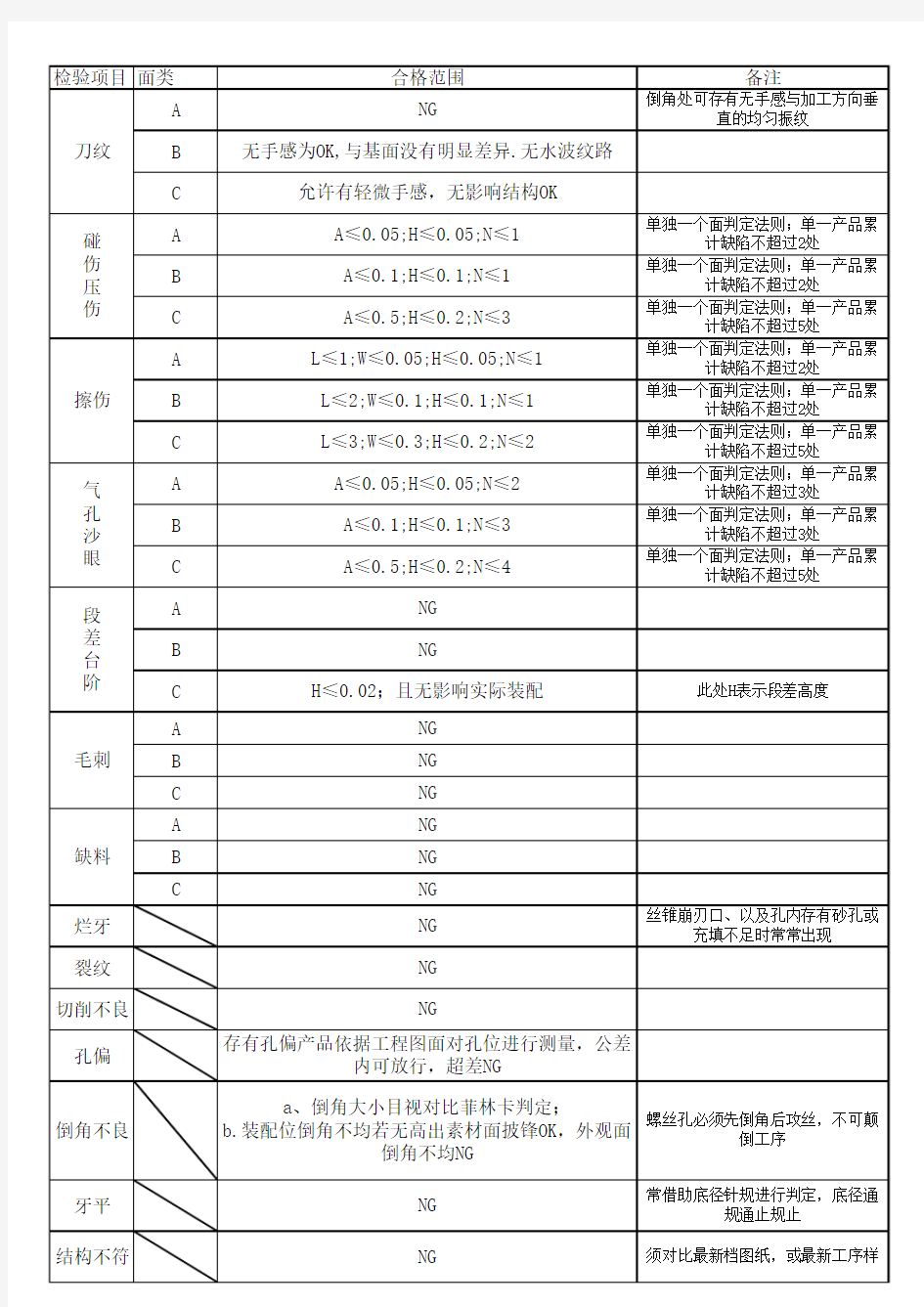
4.0判断方法:
1)A级面,产品经过组装后直接外露的表面,通常讲外观面;
2)B级面,产品经过组装后不直接外露的表面,但旋转一定角度后能直接观察的表面;
3)C级面,产品经过组装后不直接外露的表面且需要拆除某些部件后才能观察到的表面;
线性类缺陷判断法孔状类缺陷判断法
长度*宽度*深度*个数面积*深度*个数
L *W *H *N A *H *N