灰铸铁中的石墨在切削加工过程中的变形规律
及其对切削加工性能的影响
王金国1,逄伟2,于家祥1,姜启川1
(吉林大学,吉林 长春130025;一汽铸造有限公司,吉林 长春 130001)
摘要:对比研究了不同变质处理高强度灰铸铁的组织、力学性能及车削加工过程中切削抗力、车刀磨损和钻削加工过程中的扭矩、钻头磨损,分析了切削加工过程中石墨组织的变形规律,提出了切削加工过程中,在剪切区内石墨将沿剪切面发生规律性变形,在相同石墨体积分数下,细化石墨、增加石墨数量能够降低切削加工过程中的切削抗力、降低切削加工中的能量消耗,提高高强度灰铸铁的切削加工性能。获得高强度易切削加工灰铸铁的组织条件为细小、弯曲、均匀分布的石墨组织与细小片间距的珠光体基体。
关键词:灰铸铁;组织;变形;加工性能
1 引言
灰铸铁是一种传统的结构材料,凭借其低廉的生产成本、优异的铸造性能和加工性能得到了非常广泛的应用,但近些年来考虑到轻量化和强度问题,灰铸铁面临着与铝、镁等轻合金及与球墨铸铁、蠕墨铸铁之间的竞争,其用量有所减少。但由于灰铸铁独特性质,制造如重型卡车发动机的缸体毛坯仍然以高强度灰铸铁为主。研究人员采用各种方法力图保持灰铸铁的铸造成型特性,同时提高灰铸铁的力学性能,开发出各种新型的高强度灰铸铁。一般而言,灰铸铁中由于存在大量的石墨,限制了灰铸铁力学性能的提高,但同时使灰铸铁具有了优良的切削加工性能,随着灰铸铁力学性能的不断提高,灰铸铁的组织形态发生很大的变化,其切削加工性能也受到了很大的影响。本文将对灰铸铁切削加工过程中的石墨变形规律进行分析,探讨影响灰铸铁切削加工过程中的主要影响因素,以此为开发高强度易切削加工的灰铸铁奠定基础。
2 实验方案
采用不同的变质处理方法,获得具有不同微观组织的灰铸铁,通过对灰铸铁基体组织的种类、特征以及石墨的形态、数量和尺寸的分析,结合实验灰铸铁力学性能的测定以及在车削加工和钻削加工过程中的切削抗力、刀具磨损等,考察灰铸铁的组织特征对其切削加工性能的影响机制。
实验采用500kg的工频熔炼炉熔炼铁液,铁液出炉温度1530℃,浇包内孕育及变质,充分搅拌后在树脂砂型中浇注各种性能测定用试样。试样形状及尺寸为:力学性能测定试样Φ30mm×300mm、车削加工性能测定试样Φ60mm×420mm、钻削加工性能测定试样200mm×80mm×40mm。采用ARL4460光谱分析仪分析实验灰铸铁的化学组成,结果如表1所示。采用WDW-300型试验机测定实验灰铸铁的抗拉强度,采用HB-3000型布氏硬度试验机测定实验灰铸铁的硬度,采用奥林巴斯光学数码相机对灰铸铁的基体组织、石墨特征观察分析,采用扫描电镜(Model JSM-5310)对切屑的特征进行分析。
车削加工性能测定采用CA6140车床、使用YG8硬质合金刀具进行,采用YDC-III8902型三向压电车削测力仪测定车削加工过程中的抗力,车削加工条件为ap=0.2mm、f=0.091mm/r、Vc=60m/min,每车削加
工3000mm 后利用激光显微镜观察刀具的磨损状态。
采用YZD-1102型钻削测力仪测定钻削加工过程中的切削力和扭矩,钻头为高速钢材质、钻头直径Φ10mm,钻削加工工艺为f = 0.045 mm/r、n = 450 r/min。每钻削加工深度为40mm 后利用激光显微镜观察刀具的磨损状态。
表1 实验灰铸铁的化学组成
3 实验结果
3.1 实验灰铸铁的组织及力学性能
化 学 成 分 (wt. %)
试样编号
C
Si Mn S P Cr Cu Mo 变质剂 A 3.33 1.9 0.48 0.0750.0130.18 0.58 — 0.45%JF-1 B
3.33
2.0
0.40
0.077
0.013
0.18
0.66
—
0.6%JF-1
(a)0.45wt%JF-1变质处理灰铸铁A (b)0.6wt%JF-1变质处理灰铸铁B
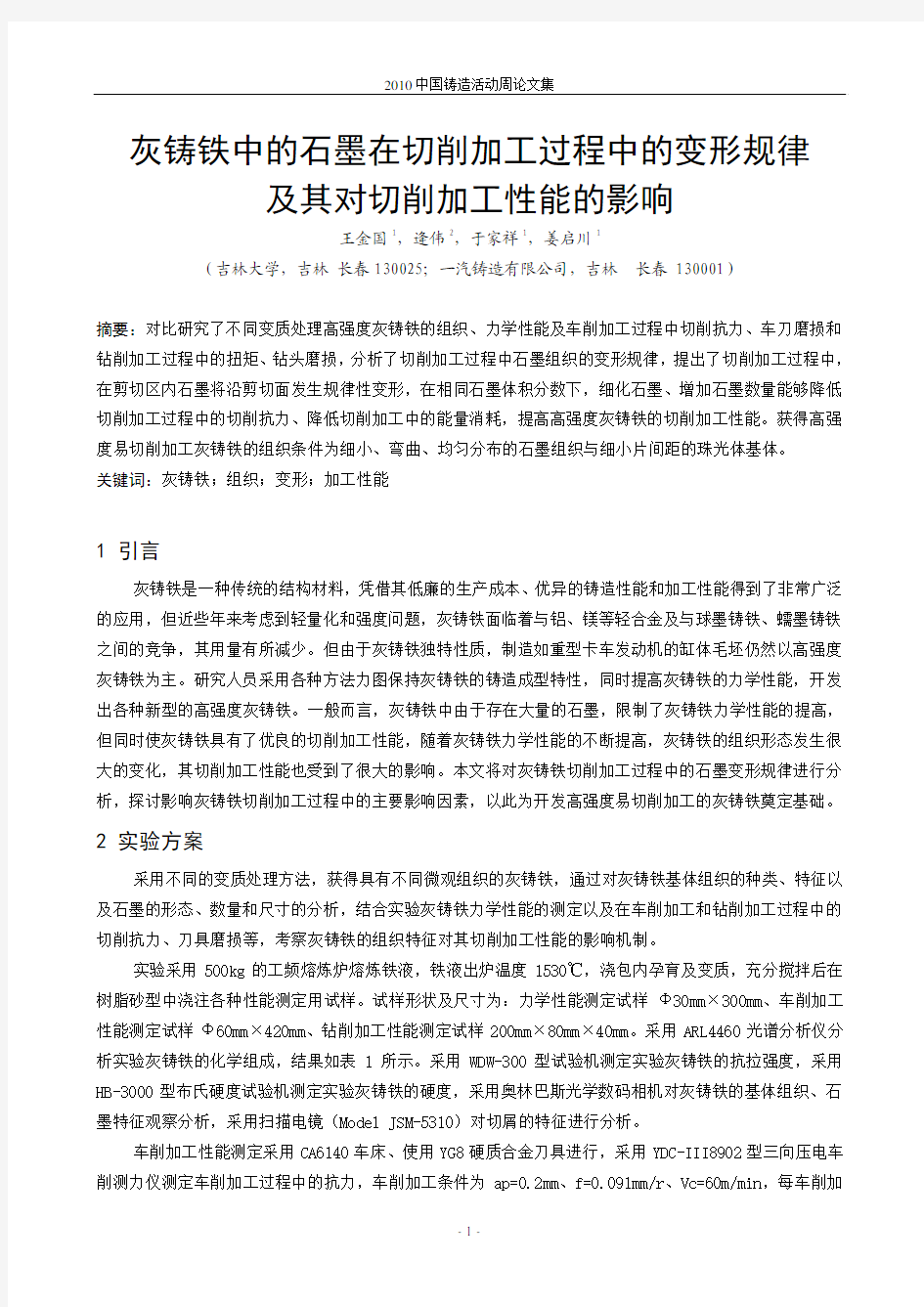
图1 实验灰铸铁的石墨组织
图1为实验灰铸铁的石墨组织照片,可以发现两种实验灰铸铁的石墨都属于A 型石墨,两者之间没有明显的差异,但仔细观察发现实验灰铸铁B 中的石墨相对实验灰铸铁A 而言石墨更加细小、弯曲,而且石墨的数量相对较多。
图2为实验灰铸铁的基体组织照片,两种实验灰铸铁的基体组织主要为珠光体组织,图3为珠光体组织的放大照片,可以发现,经过不同变质处理后,两种实验灰铸铁的基体组织虽然同为珠光体,但珠光体的片间距存在一定的差异,随着变质剂加入量的增多,珠光体的片间距减小。
表2 实验灰铸铁的力学性能
表2为实验灰铸铁的抗拉强度和宏观硬度。实验灰铸铁的抗拉强度与其组织形态相对应,基体组织中珠光体的片间距越细小,则基体组织的强度越高;片状石墨的形态越弯曲、尺寸越细小,则对基体珠光体
试样编号
抗拉强度(MPa)
硬度(HB)
A 305 201 B
323
202
(a)0.45wt%JF-1变质处理灰铸铁A (b)0.6wt%JF-1变质处理灰铸铁B
图2 实验灰铸铁的基体组织
(a)0.45wt%JF-1变质处理灰铸铁A (b)0.6wt%JF-1变质处理灰铸铁B
图3 实验灰铸铁的珠光体组织
组织的割裂作用越小,灰铸铁的抗拉强度也越高。两种实验灰铸铁的宏观硬度基本一致,这是因为两种实验灰铸铁同为珠光体基体,虽然珠光体的片间距有一定差异,但由于石墨的总量基本一致,而测定的宏观硬度是表征材料在宏观上抵抗塑性变形的能力,其中石墨的影响是很重要的。 3.2实验灰铸铁的车削加工性能
表3为实验灰铸铁车削加工过程中的切削抗力。车削加工抗力的大小能够反映材料是否容易被车削加工,车削加工抗力越大,则材料越不容易被车削加工。从实验结果看,无论是主切削抗力Fx、还是进给抗力Fy、以及切深抗力Fz 的测定,实验灰铸铁B 的测定值均低于实验灰铸铁A 的测定值,反映出实验灰铸铁B 较实验灰铸铁A 更容易被车削加工。
表3 实验灰铸铁车削加工过程中的切削抗力
试样编号
主切削力Fx(N)
进给抗力Fy(N)
切深抗力Fz(N)
A 50.0 106.1 108.2 B
46.6
81.7
105.8
图4为车削加工两种实验灰铸铁车削加工距离为8648m 时车刀表面的磨损状态。可以看出,车削加工实验灰铸铁A 时,车刀的磨损程度明显重于车削加工实验灰铸铁B 时车刀的磨损程度。图5为车削加工两种实验灰铸铁车削加工距离与车刀磨损面积的关系,可以看出,在车削加工初期,车削加工两种实验灰铸铁时,车刀的磨损量增加都比较快,属于初期磨损,而当车削加工距离超过1350mm 后,车刀的磨损进入到正常磨损阶段,此阶段刀具的磨损量增加缓慢。当车削距离超过8684mm 后,车削加工实验灰铸铁A 的车刀发生崩刀,无法继续进行车削加工,而车削加工实验灰铸铁B 的车刀仍然可以进行正常的车削加工。表明车削加工实验灰铸铁B 时车刀的磨损程度较小,在相同的车削加工条件下,实验灰铸铁B 的车削加工性能要好。
(a)0.45wt%JF-1变质处理灰铸铁A (b)0.6wt%JF-1变质处理灰铸铁B
图4 实验灰铸铁车削加工车刀的磨损
图5 车削加工过程中车刀磨损面积
0246810
120
2000
4000
6000
8000
10000
12000
3.3实验灰铸铁的钻削加工性能
钻削抗力是指轴向抗力,它引起钻头—工件—机床—夹具系统的弹性变形,影响孔的加工质量,还影响机床进给机构强度。扭矩是主运动方向阻力矩,它与主轴转速决定了钻削功率,过大的扭矩会使钻头扭断。可见,钻削加工过程中,钻削抗力与扭矩过大,都会使材料的钻削加工性能变差,使钻削加工的表面粗糙度增加,降低钻削加工的效率。表4为钻削加工两种实验灰铸铁时扭矩和钻削抗力的测定结果。同样可以看出,钻削加工实验灰铸铁B 时牛矩和钻削抗力均低于钻削加工实验灰铸铁A,表明在相同的钻削加工条件下,实验灰铸铁B 的钻削加工性能高于钻削加工实验灰铸铁A。
表4 实验灰铸铁钻削加工过程中的扭矩和钻削抗力
试样编号
扭矩M(N.m)
切削力Fz (N)
A 4.23 510.77 B
3.5
499.9
钻削加工过程中,由于机械摩擦和热效应,钻头将逐渐地被磨损。由于钻头上各切削刃的切削负荷不均匀,因此各部分的磨损也很不均匀,一般情况下,钻头的主切削刃、前刀面、后刀面、棱边和横刃都有磨损,但磨损最大的是处于切削速度与切削温度较高、而强度较弱的钻头外缘处,钻削灰铸铁时,以转角处磨损长度定为磨损标准。影响钻头磨损的因素很多,在钻头材质、热处理状态、钻头几何参数相同的条件下,主要决定于切削条件,即钻削加工孔的类型、孔的深度以及加工工件材质的组织和力学性能。
本实验研究中,钻削加工两种实验灰铸铁的实验条件相同,因此,钻头的磨损程度只决定于钻削加工的灰铸铁材料本身,即钻削加工灰铸铁本身的组织、力学性质决定钻头的磨损程度。
图6为钻削加工累计深度为1840mm 时钻头边缘的磨损程度,可以看出钻削加工实验灰铸铁A 时钻头边缘的磨损程度重于钻削加工实验灰铸铁B 时钻头的磨损程度。图7是钻削加工累计钻削深度与钻头边缘磨损距离的关系。随着钻削距离的增加,钻头边缘的磨损长度增加,钻削加工距离为210mm 之前,钻头的磨损增加比较明显,可以认为属于初期磨损阶段,之后,钻头的磨损进入到正常磨损阶段,钻头边缘的磨损长度与钻削加工距离呈稳定的增长。从图6中可以看出,在钻削加工相同距离条件下,钻削加工实验灰铸铁A 时钻头边缘的磨损长度始终高于钻削加工实验灰铸铁B,也即是表明钻削加工实验灰铸铁A 时,钻头更容易磨损,钻头的使用寿命低于钻削加工实验灰铸铁B 时钻头的使用寿命。
4 分析讨论
一般来说,材料的力学性能越高,则材料的切削加工性能越差,高强度灰铸铁切削加工性能相对较差,这是一个不争的事实。但从本实验研究的结果看,实验灰铸铁B 的抗拉强度高出实验灰铸铁A 的抗拉强度,两种实验灰铸铁的宏观硬度基本一致,但从车削加工实验和钻削加工实验的对比,实验灰铸铁B 的车削加工性能和钻削加工性能都优于实验灰铸铁A 的车削加工性能和钻削加工性能,即实验灰铸铁B 虽然具有较高的力学性能,但其切削加工性能却高于力学性能相对较低的灰铸铁A 的切削加工性能。
(a)0.45wt%JF-1变质处理灰铸铁A (b)0.6wt%JF-1变质处理灰铸铁B
图6 实验灰铸铁钻削加工钻头的磨损
0501001502002503003500
1000
2000
3000
4000
图7钻削加工过程中钻头边缘的磨损长度
图8 切屑形成过程示意图 图9 切削层金属的变形
图10
剪切区内金属剪切滑
对比两种实验灰铸铁的微观组织知道,实验灰铸铁B 具有相对细小、弯曲的石墨,而其基体珠光体的片间距相对较小,这也正是灰铸铁B 的力学性能相对较高的原因。但实验灰铸铁的力学性能高,其切削加工性能也好的真正原因是什么却需要探讨分析的? 4.1 灰铸铁中的石墨在切削加工过程中的变形规律
如图8所示,切屑的形成过程是被切削层金属在刀具的挤压作用下产生塑性变形,主要是以剪切滑移的方式产生塑性变形而形成为切屑。完整的金属切削过程包括三个变形区域,如图9所示。(Ⅰ)区为剪切区,是产生变形的主要区域,直接与切削过程中的切削力及所消耗的功率有关。(Ⅱ)区为刀-屑接触区,是前刀面与切屑产生摩擦的区域,此区域涉及摩擦、润滑和磨损问题,由(Ⅰ)区的变形与(Ⅱ)区的摩擦所产生的切削热直接影响刀具的磨损与耐用度。(Ⅲ)区是刀具-工件接触区,涉及刀具的磨损、工件的尺寸精度及加工表面的粗糙度。
在切削过程中,当切削层金属未达到剪切区之前,基本上只产生弹性变形。而当切削层金属进入剪切区后,则开始发生剪切变形,剪切变形是发生在剪切区内的剪切曲面上。如图10中P 点的剪切滑移过程,P 点向切削刃逼近,到达位置1时,若通过1点的等剪应力曲线OA,其剪切力达到材料的屈服强度,点1在向前移动的同时,也沿OA 面剪切滑移,其合成运动将使点1流动到点2,2`-2就是其滑移量或剪切距离,随着剪切滑移线的产生,剪应力将逐渐增加,直到点4位置,其流动方向与前刀面平行,不再进行剪切滑移。切削层的金属即是通过剪切区后逐渐转变为切屑的。
图11为灰铸铁在切削过程中石墨组织的变形形态。在剪切区以外的区域石墨未发生任何变形,但在剪切区内随着越接近刀具,则石墨的变形程度越严重,而当切削层金属形成切屑的时候,石墨几乎与前刀面呈垂直状态。图12为本实验研究中切屑中石墨的形态。可见,由于剪切变形使灰铸铁组织中的石墨产生了方向性排列。
4.2影响灰铸铁切削加工性能的因素分析
由于剪切力的作用,灰铸铁在切削加工过程中组织中的石墨产生了方向性的排列,由于石墨的强度几乎为零,它的变形是因基体组织的变形引起,同时对基体组织的变形没有抗力,而且它的存在使基体组织的变形变得更加容易。即是灰铸铁中石墨的数量越多,则剪切区的变形越容易进行,所消耗的能量也越低,从而降低切削加工过程中的切削抗力。对于相同体积分数的石墨组织,若石墨的尺寸越细小,则在相同的体积范围内石墨的数量就越多,则使基体组织的变形越容易。
对于相同的珠光体基体而言,珠光体片间距越细小,珠光体的强度和硬度越高,则珠光体的变形变得困难。
所以,灰铸铁切削层金属的变形决定于两方面因素:灰铸铁组织中石墨的数量和基体组织珠光体片间距的尺寸。石墨的数量越多越有利于变形,珠光体的片间距越大,也越有利于变形。
本实验研究中采用不同的变质处理得到实验灰铸铁A 和B,虽然灰铸铁B 基体组织珠光体的片间距相对较小,但由于组织中石墨的数量相对较多,因而,在剪切区内基体组织和石墨更容易发生变形,这也即是切削加工灰铸铁B 时其车削抗力、车刀磨损、钻削加工扭矩、钻削抗力和钻头磨损相对较弱的原因。
图11 灰铸铁组织中石墨的变形形态
图12 实验灰铸铁切屑中的石墨形态
图13为实验灰铸铁车削加工切屑背面的微观照片。能够发现切屑背面的锯齿厚度有一定的差异,如图13中箭头所示。厚度越薄,说明灰铸铁组织中的石墨数量越多,越有利于切削层金属的变形、越有利于降低切削加工过程中的抗力,从而提高灰铸铁的切削加工性能。
5 结论
(1)切削加工过程中,各向分布的石墨在剪切力的作用下,变形为按照剪切面方向排布。
(2)相同体积分数的石墨,尺寸越细小、数量越多,越有利于基体组织的剪切变形,有利于降低切削加工过程中的抗力、降低切削加工过程中的能力消耗,提高材料的切削加工性能。
(3)获得高强度易切削加工灰铸铁的组织条件为:细小、弯曲、均匀分布的石墨组织和具有细小片间距的珠光体基体。
(a)0.45wt%JF-1变质处理灰铸铁A (b)0.6wt%JF-1变质处理灰铸铁B
图13 实验灰铸铁车削加工切屑的形貌
灰铸铁中的石墨在切削加工过程中的变形规律及其对切削加工性能的影
响
作者:王金国, 逄伟, 于家祥, 姜启川
作者单位:王金国,于家祥,姜启川(吉林大学,吉林长春 130025), 逄伟(一汽铸造有限公司,吉林 长春 130001)本文链接:https://www.doczj.com/doc/c617734575.html,/Conference_7366323.aspx
灰铸铁的热处理 退火 1.去应力退火为了消除铸件的残余应力,稳定其几何尺寸,减少或消除切削加工后产生的畸变,需要对铸件进行去应力退火。 去应力退火温度的确定,必须考虑铸铁的化学成分。普通灰铸铁当温度起过550℃时,即可能发生部分渗碳体的石墨化和粒化,使强度和硬度降低。当含有合金元素时,渗碳体开始分解的温度可提高到650℃左右。 通常,普通灰铸铁去应力退火温度以550℃为宜,低合金灰铸铁为600℃,高合金灰铸铁是可提高到650℃,加热速度一般选用60~120℃/h.保温时间决定于加热温度、铸件的大小和结构复杂程度以及对消除应力程度的要求。铸件去应力退火的冷却速度必须缓慢,以免产生二次残余内应力,冷却速度一般控制在20~40℃/h,冷却到200~150℃以下,可出炉空冷。 一些灰铸铁件的去应力退火规范示于表1. 2.石墨化退火灰铸铁件进行石墨化退火是为了降低硬度,改善加工性能,提高铸铁的塑性和韧性。 若铸件中不存在共晶渗碳体或其数量不多时,可进行低温石墨化退火;当铸件中共晶渗碳体数量较多时,须进行高温石墨化退火。 (1)低温石墨化退火,铸铁低温退火时会出现共析渗碳体石墨化与粒化,从而使铸件硬度降低,塑性增加。 灰铸铁低温石墨化退火工艺是将铸件加热到稍低于Ac1下限温度,保温一段时间使共析渗碳体分解,然后随炉冷却。
(2)高温石墨化退火,高温石墨化退火工艺是将铸件加热至高于Ac1上限以上的温度,使铸铁中的自由渗碳体分解为奥氏体和石墨,保温一段时间后根据所要求的基体组织按不同的方式进行冷却。 正火 灰铸铁正火的目的是提高铸件的强度、硬度和耐磨性,或作为表面淬火的预备热处理,改善基体组织。一般的正火是将铸件加热到Ac上限+30~50℃,使原始组织转变为奥氏体,保温一段时间后出炉空冷。形状复杂的或较重要的铸件正火处理后需再进行消除内应力的退火。如铸铁原始组织中存在过量的自由渗碳体,则必须先加热到Ac1上限+50~100℃的温度,先进行高温石墨化以消除自由渗碳体在正火温度范围内,温度愈高,硬度也愈高。因此,要求正火后的铸铁具有较高硬度和耐磨性时,可选择加热温度的上限。 正火后冷却速度影响铁素体的析出量,从而对硬度产生影响。冷速愈大,析出的铁素体数量愈少,硬度愈高。因此可采用控制冷却速度的方法)(空冷、风冷、雾冷),达到调整铸铁硬度的目的。 淬火与回火 1.淬火铸铁淬火工艺是将铸件加热到Ac1上限+30~50℃的温度,一般取850~900℃,使组织转变成奥氏体,并在此温度下保温,以增加碳在奥氏体中的溶解度,然后进行淬火,通常采用油淬。 对于形状复杂或大型铸件应缓慢加热,必要时可在500~650℃预热,以避免不均匀加热而造成开裂。 随奥氏体化温度升高,淬火后的硬度越高,但过高的奥氏体化温度,不但增加铸铁变形和开裂的危险,并产生较多的残留奥氏体,使硬度下降。 灰铸铁的淬透性与石墨大小、形状、分布、化学成分以及奥氏体晶粒度有关。
徐州建筑学院继续教育学院 专业专科毕业论文 机械材料切削加工性能的研究学生姓名: 学号: 指导教师: 专业: 年级: 教学点:江苏省交通技师学院 二0一二年六月
摘要:材料的化学成分不一样, 材料的组织结构不同, 热处理的方法不同, 力学性能也不同, 其切削加工性也完全不同。而切削加工性又会影响刀具的耐用度、零件表面质量、产品的生产率, 甚至使被加工零件变成次品、废品。因此, 必须对影响工件材料切削加工性的因素进行分析, 为以后选择正确的加工工艺路线提供依据。主要对影响工件材料切削加工的各种因素如材料的力学性能、物理性能、化学性能、化学成分、金相组织等进行了较为详细的分析, 并提出了改善工件材料切削加工性的基本途径。 关键词:切削加工、热处理、工艺路线,物理特性 Abstract: Chemical composition is not the same as the organizational structure of the material, heat treatment, mechanical properties, its machinability is also completely different. Cutting would affect the durability of the tool parts surface quality, the product of productivity, even the parts to be processed into defective, waste. Therefore, we must analyze the factors affecting the machinability of the workpiece material to provide a basis for the future to select the correct processing line. On a variety of factors influence the machining of the workpiece material, such as the mechanical properties, physical properties, chemical properties, chemical composition, microstructure, etc. in a more detailed analysis, and basic way to improve workpiece material machinability. Keywords:Machining, heat treatment, process route, the physical characteristics
1.灰铸铁中锰、硫的特性及作用 灰铸铁中的锰、硫是一对非常特殊的元素,由于锰、硫要形成MnS夹杂物,这就使得锰、硫的作用变得有些特殊。 ⑴锰我们一直把锰作为一个合金化元素来用,认为加锰能提高灰铸铁的强度和硬度,这种观点很少有人怀疑过。但是,通过试验却发现事实并非如此。在碳硅量高,硫量也较高的前提下,加锰后灰铸铁的性能并没有提高,反而下降。由于加锰反而使性能降低,因此,在碳硅量高、硫量也较高的情况情况下,w(Mn)控制在0.4%~0.5%的范围内有利于生产高强度灰铸铁。 ⑵硫灰铸铁中的硫究竟是有利还是有害,对硫的认识经过了一个逐步提高的过程;从认为硫是有害元素,到灰铸铁中要加入一定量的硫来改善切削性能,改善孕育效果和石墨形态。我们逐步认识了灰铸铁中硫在一定含量范围内是有利的,这个w(S)范围是0.08%~0.12%。 灰铁液中的硫过低是不利的:石墨形态差,孕育的效果也不好。但对于这一点,仍有很多人认识不足。当w(S)小于0.05%时,一定要进行增硫处理,否则,孕育效果差。 许多人已经知道灰铸铁中加硫会发改善切削性能,而除此之外,加硫还能提高灰铸铁的性能⑴改善石墨形态是提高切削性能的重要措施。 石墨是灰铸铁切削过程中裂纹扩展及断屑的重要因素,因此改善石墨形态是提高切削能最重要的措施。冲天炉熔炼要做到高温熔炼,因为高温熔炼促进增碳的最好措施也能减少铁液氧化倾向。因此热风冲天炉是必要的硬件条件;对于电炉熔炼,增碳工艺是最好的工艺,也是改善切削性能的最重要的措施。 ⑵随流孕育很重要,但要适量,不能过量。 随流孕育也改善石墨形态的重要手段,而且建议使用进口的随流孕育剂,但是随流孕育不能过量。我们很多人只看到随流孕育的好处,但是加入量太大,会增加铁素体的数量,提高材料的韧性,这对高速切削的断屑性能是不利的。 ⑶合金化不能以加铜为主,要适当增加微小硬质点的数量。 这也是我们以前走过了弯路后得到的经验,对硬质点的过分担心缘于我们推理的错误,认为刀具一定要切过硬质点,而硬质点又是那么硬,所以要打刀。实际上分布在晶间的微小硬质点增加了材料的断屑性能,适当提高了材料的脆性,这一点也是使高速切削性能提高的重大突破。多加铜会提高材料的韧性,并不能改善决屑性能。 ⑷原材料中要严格控制有害元素的含量。 ⑵提高原铁液的硅量,控制孕育量。 灰铸铁中的硅一部分是原铁液中的硅,一部分是孕育带入的硅。 许多人喜欢原铁液中的硅低点,然后用很大的孕育量孕育,这种做法并不科学:大量的孕育是不可取的,这会增大收缩倾向。孕育是为了增加结晶核心的数量,促进石墨化,少量的孕育(0.2%~0.4%)就可以达到这个目的。从工艺控制来说,孕育量应该相应稳定,不能有过大的变化。这就要求原铁液的硅量也要相应稳定。提高原铁液的硅量,既可以减少白口和收缩倾向,又能发挥硅固溶强化基体的作用,性能反而不降低。目前比较科学的做法是提高灰铸铁原铁液的含硅量,孕育量控制在0.3%左右,这样可以发挥硅的固溶强化作用,对提高强度有利,也对减少铸件收缩有利。 ⑶合金化的方法对铁液收缩有很大影响。 合金化能有效提高铸铁的性能,我们常用的合金元素是铬、钼、铜、锡、镍。 铬:铬能有效地提高灰铸铁的性能,随着加入量的增加,性能会一直提高。铬的白口倾向比较大,这是大家最顾忌的问题。加入量太大,会出现碳化物。至于铬量的上限如何控制,不同的加铬工艺,上限有所不同,如果铬加入到原铁液中,其上限不要超过0.35%,提高原铁
铸铁的分类及特性 从铁碳相图中知道,含碳量大于 2.06%的铁碳合金称为铸铁 尽管铸铁强度、塑性、韧性较差,不能进行锻造,但它具有优良的铸造性、减摩性、切削加工等一系列性能特点;另外其生产设备和工艺简单、价格低廉,因此得到了广泛的应用。 1.铸铁的分类 铸铁的常用分类方法有两种:一是按石墨化程度;二是按石墨结晶形态。 按石墨化程度可分为: ①灰口铸铁:即在第一和第二阶段石墨化过程中都得到了充分石墨化的铸铁,其断口呈暗灰色。 ②白口铸铁:即第一、二和三阶段的石墨化全部被抑制,完全按Fe—Fe s C相图进行结晶而得到的铸铁。 ③麻口铸铁:即在第一阶段的石墨化过程中便未得到充分石墨 化的铸 铁。 按石墨结晶形态分: ①灰口铸铁:铸铁组织中的石墨形态呈片状结晶。 ②可锻铸铁:铸铁组织中的石墨形态呈固絮状。 ③球墨铸铁:铸铁组织中的石墨形态呈球状。 2.铸铁的编号基本性能及用途
(1)灰口铸铁:根据GB976 —67所规定的编号、牌号用“HT 表示灰口铸铁,后面两项数字分别表示其抗拉和抗弯强度的最低值。女口HT20 —40表示抗拉强度和抗弯强度最低值为200MN/m2 和 400MN/m2。 灰口铸铁具有优良的铸造性、切削加工性,优良的减摩性。 良好的消震性和缺口敏感性,故而灰口铸铁主要用于制造各种承受压力和要求消震性的床身、机架、复杂的箱体、壳体和经受磨擦的导轨、罐体等。 (2)可锻铸铁:按GB978 —67规定牌号以“ KT”和 “ KTZ ” 表示可锻铸铁,其中“ KT”表示铁素体可铸铸铁, “ KTZ ”表示珠光体可锻铸铁,牌号中的两项数字表示其最低抗拉强度和延伸率。 可锻铸铁的机械性能,特别是冲击韧性普遍较灰口铸铁高,但由于其成本高,故而应用不是很广泛,主要用于制造一些小型铸铁。 (3)球墨铸铁:按GB1348—78规定,球墨铸铁以“ QT” 表示,后面数字同可锻铸铁一样。 球墨铸铁不仅具有远远超过灰铁的机械性能,而且同样也具有灰铁的优点,如良好的减摩性、切削加工性及低的缺口敏感性,甚至可与锻钢媲美,如疲劳强度大致与中碳钢相近,耐磨性优于表面淬火钢等。此外,球墨铸铁还可适应各种热处理,使其机械性能提高到更高的水平。 球铁主要用来代替钢,如铁素体球墨铁可代替35、40#钢,珠 35CrMo、40CrMnMo 及20CrMnTi。 光体铸铁可代替
1.0影响材料性能的因素 2.01.1碳当量对材料性能的影响字串9 决定灰铸铁性能的主要因素为石墨形态和金属基体的性能。当碳当量()较高时,石墨的数量增加,在孕育条件不好或有微量有害元素时,石墨形状恶化。这样的石墨使金属基体能够承受负荷的有效面积减少,而且在承受负荷时产生应力集中现象,使金属基体的强度不能正常发挥,从而降低铸铁的强度。在材料中珠光体具有好的强度、硬度,而铁素体则质底较软而且强度较低。当随着 C、Si的量提高,会使珠光体量减少,铁素体量增加。因此,碳当量的提高将在石墨形状和基体组织两方面影响铸铁铸件的抗拉强度和铸件实体的硬度。在熔炼过程控制中,碳当量的控制是解决材料性能的一个很重要的因素。 1.2合金元素对材料性能的影响 在灰铸铁中的合金元素主要是指Mn、Cr、Cu、Sn、Mo等促进珠光体生成元素,这些元素含量会直接影响珠光体的含量,同时由于合金元素的加入,在一定程度上细化了石墨,使基体中铁素体的量减少甚至消失,珠光体则在一定的程度上得到细化,而且其中的铁素体由于有一定量的合金元素而得到固溶强化,使铸铁总有较高的强度性能。在熔炼过程控制中,对合金的控制同样是重要的手段。 1.3炉料配比对材料的影响字串4 过去我们一直坚持只要化学成分符合规范要求就应该能够获得符合标准机械性能材料的观点,而实际上这种观点所看到的只是常规化学成分,而忽略了一些合金元素和有害元素在其中所起的作用。如生铁是Ti的主要来源,因此生铁使用量的多少会直接影响材料中Ti的含量,对材料机械性能产生很大的影响。同样废钢是许多合金元素的来源,因此废钢用量对铸铁的机械性能的影响是非常直接的。在电炉投入使用的初期,我们一直沿用了冲天炉的炉料配比(生铁:25~35%,废钢:30~35%)结果材料的机械性能(抗拉强度)很低,当我们意识到废钢的使用量会对铸铁的性能有影响时及时调整了废钢的用量之后,问题很快得到了解决,因此废钢在熔化控制过程中是一项非常重要的控制
高铬铸铁的切削用量优化计算 来源:数控机床网 作者:数控车床 栏目:行业动态 高铬白口铸铁是一种具有很高硬度和强度的抗腐耐磨材料,其抗拉强度为650~850MPa,铸态硬度为HRC48~55,淬火硬度为HRC55~6 2。但这种材料又硬又脆,切削状态极不平稳,如果不能很好地解决切削加工问题,其应用将会受到很大的限制。试验表明,用硬质合金刀具加工高铬铸铁,刀具磨损极快,切削容易形成崩脆切削,表面粗糙度大,只能用于一般的粗加工。对于高铬铸铁的精加工,用陶瓷刀具可以取得较低的粗糙度。但是陶瓷刀具的抗冲击能力较弱,对于切削高铬铸铁这种脆性材料更容易受到冲击,引起崩刃等刀具的破坏。由于陶瓷刀具价格较贵,应尽量避免被破坏,因此正确合理地选择切削用量是避免刀具发生冲击崩刃破坏的有效途径。本文在考虑刀具动态强度经济性的条件下,对用复合陶瓷刀具车削高铬铸铁渣浆阀门阀板零件外圆的切削用量进行了优化计算。 1 切削温度对复合陶瓷刀具动态性能的影响 切削温度对刀具动态性能的影响,主要表现在对刀具材料机械性能的影响及切削温度场产生的附加热应力。 温度对复合陶瓷刀具机械性能的影响 复合陶瓷的物理机械性能在一般情况下,都随切削温度的升高而降低。试验表明,在一定范围内,加工钢铁零件时,复合陶瓷刀具的各项机械性能指标与温度有下列经验公式 sbt=sbo(1-bt) (1) sst=ssoexp(1-ct) (2) Et=Eoexp(-dt) (3) Ht=Ho(1-kt) (4)式中:sbt,sst,Et,Ht分别为复合陶瓷刀具在温度为t时的抗拉强度、屈服极限、弹性模量和硬度:sbo,sso,Eo,Ho分别为常温下的抗拉强度、屈服极限、弹性模量和硬度:b、c、k、d为试验确定的常数。 切削温度场产生的附加热应力 在连续车削加工中,当切削用量及外部环境条件不变时,可以认为在刀具前后刀面上作用有稳态热源,刀具上的切削温度场可以采用三维热传导的有限元法计算。 由于刀具是在弹性范围内工作,因此由温度引起的附加热应力为 st=at(t-t0)E (9)式中:t0为无应力时的温度:at为复合陶瓷的线膨胀系数。 2 复合陶瓷的动态应力及动态强度 对复合陶瓷刀具的动态应力,采用三维有限元法计算,模型如图1。切削力Fz作用在切削刃中部,单元采用八节点三维块体元,刀具与刀体接触边为弹性约束,其余为自由边。计算此条件下的最大应力与一般固体力学的求解方法完全相同,但考虑到温度的影响,对每个单元有 (10) 以此组方程构成弹性阵,进行有限元求解,可得刀具在切削力与温度场共同作用下的最大动态应力smax,若陶瓷刀具在前刀面温度为t时的强度为[st],则其动态强度条件为 smax≤[st] (11) 图1 应力等值图 图2 计算框图 3 复合陶瓷刀具材料切削用量的优化计算 目标函数 切削用量的优化计算是以加工成本为目标函数,生成一个零件主要包括下列费用: 材料费用(Cc)构成一个零件毛坯的费用: 机床费用(Cj)机床单位工时费用,包括机床的折旧费等: 工装费用(Cg)生产工人及管理与辅助人员的单位工时工资: 换刀及磨刀费用(Cd)生产一个零件的总费用为 Cw=Cc+(Cj+Cg)(tz+tj)+Cdtj/T (12)式中:tz为准备时间:tj为有效切削时间:T为刀具耐用度,单位皆为min。由泰勒公式计算 T=CV+V-1/mf-1/nap-1/p (13) 基本切削时间为 tj=kV(Vfap) (14) 上两式中:CV为常数:ap为余量。将式(13)、式(14)代入式(12)得 Cw=Cc+tzCm+kvCm/(Vfap)+kvCd/[CVf(-1/n)+V(1-1/m)ap(1-1/p) ] (15)式中:Cm=Cj+Cg。式(15)即为刀具切削用量优化计算的成本目标函数。 约束函数 切削用量优化计算的约束函数主要有以下几个方面: 切削用量取值约束。若机床的切削速度,进给量的取值范围为(Vmax,Vmin),( fmax,fmin),则有下面的约束函数 G1(f,V)=V-V max≤0 (16) G2(f,V)=Vmin-f≤0 (17) G3(f,V)=fmax-f≤0 (18) G4(f,V)=f-fmax≤0 (19) 精度约束。若给定的表面粗糙度为Ra,则有约束函数 G5(f,V)=f-(8Rar)½≤0 (20) 机床功率约束。若机床的许用功率为p,则有下面的约束 G6(f,V)=VFz1+zfFzy-p/CFzaKFz≤0 (21) 刀具耐用度约束 G7(f,V)=V1/mf1/nap1/p-CV/T0≤0 (22)上面各式中,XFz,yFz,KFz,CFz为试验常数。 刀具动态强度约束函数 G8(f,V)=smax-st≤0 smax为切削用量通过有限元计算的最大动态应力。 优化计算 由于刀具的最大动态应力是用有限元计算的,没有定量的解析函数。在优化计算中无法引入约束函数G8,因此在计算中我们先不考虑G8,优化出一组切削用量,再根据此组优化切削用量,用有限元法计算刀具的最大动态应力。如满足动态强度,则此切削用量为最优,如不满足,则减小切削用量直到满足动态强度为止,此时得到的切削用量参数为最合理的切削用量。计算框图如图2。 图3 刀具几何尺寸 4 计算结果与试验 原始参数 机床:CA6140,转速范围,N=12~1200r/min,进给量范围f=0.08~1.59mm/r,功率P=7.5kW。 刀具:AG2复合陶瓷,力学参数:e=4550kg/m2,导热系数为22.93W/m·k,热膨胀系数a=8×10-6(℃)-1,抗弯强度 =800MPa,弹性模量E=420GPa,柏松比µ=0.24,硬度HV2400。
论文 金属切削过程中的三个变形区 系别 专业年级 学生姓名 学号 指导教师 年月日
金属切削过程中的三个变形区 摘要:金属切削过程是指道具与工件相互作用形成切屑的过程,本文主要叙述了金属切削加工过程中的三个变形区的形成及相互联系,并分析了与这三个变形区有关的反映金属变形程度的相关参数,同时加以总结。 关键词:金属切削,三个变形区,金属变形程度 Abstract: the process of metal cutting refers to tools and the workpiece interact to form a cutting process, this paper mainly describes the process of metal machining three deformation zone was formed and interconnected, and analyzed and the three deformation zone related to reflect the extent of metal distortion of the relevant parameters, at the same time to sum up. Keywords:metal cutting, three deformation zone, extent of metal distortion 引言 金属切削过程是机械制造过程的一个重要组成部分。金属切削过程是指将工件上多余的金属层,通过切削加工被刀具切除而形成切屑并获得几何形状、尺寸精度和表面粗糙度都符合要求的零件的过程。在这一过程中,始终存在着刀具切削工件和工件材料抵抗切削的矛盾,从而产生一系列现象,如切削变形、切削力、切削热与切削温度以及有关刀具的磨损与刀具寿命、卷屑与断屑等。对这些现象进行研究,揭示其在的机理,探索和掌握金属切削过程的基本规律,从而主动地加以有效的控制,对保证加工精度和表面质量,提高切削效率,降低生产成本和劳动强度具有十分重大的意义。总之,金属切削过程的优劣,直接影响机械加工的质量、生产率与生产成本。因此,必须进行深入的研究。 一、切屑形成过程及变形区的划分 1、切削变形金属的切削过程与金属的挤压过程很相似。金属材料受到刀具的作用以后,开始产生弹性变形;虽着刀具继续切入,金属部的应力、应变继续加大,当达到材料的屈服点时,开始产生塑性变形,并使金属晶格产生滑移;刀具再继续前进,应力进而达到材料的断裂强度,便会产生挤裂。 2、变形区的划分大量的实验和理论分析证明,塑性金属切削过程中切屑的形成过程就是切削层金属的变形过程。切削层的金属变形大致划分为三个变形区:第一变形区(剪切滑移)、第二变形区(纤维化)、第三变形区(纤维化与加工硬化)。
铸铁的分类及其性能特点 一、铸铁的分类 铸铁是含碳量大于2.11%的铁碳合金。工业用铸铁是以铁、碳、硅为主要组成元素并含有锰、磷、硫等杂质的多元合金。普通铸铁的成分大致为2.0~4.0%C、0.6~3.0%Si、0.2~1.2%Mn\0.1~1.2%P、0.08~0.15%S。有时为了进一步提高铸铁的性能或得到某种特殊性能,还加入Cr、Mo、V、Al等合金元素或提高Si、Mn、P等元素含量,这种铸铁称作合金铸铁。 碳在铸铁中,除少量溶于基体外,绝大部分是以石墨或碳化物的形式存在于铸铁中。根据碳的存在形式不同,可将铸铁区分为白口铸铁和灰口铸铁两大类。 1.白口铸铁碳全部以渗碳体形式存在的铸铁称白口铸铁,断口呈银白色。这种铸铁组织中含有大量渗碳体和莱氏体共晶,因而其性能既硬又脆,所以不宜用作结构材料,一般都用作炼钢原料。 2.灰口铸铁碳全部或大部分以石墨形式存在的铸铁,称作灰口铸铁,其断口呈灰暗色。生产中多用来铸造各种机械零件。 按石墨的形态不同,灰口铸铁又可分为普通灰口铸铁,可锻铸铁及球墨铸铁。 (1)普通灰口铸铁其中碳大部分或全部以片状形式的石墨存在于铸铁中它也常简称为灰铸铁。一般情况下,其石墨片都比较粗大。但若在铁水浇注前,向铁水中加入一些能起形核作用的所谓孕育剂(通常是加入硅铁),将增加并加快石墨的形核,从而使石墨细化并且分布均匀。这种处理称作孕育处理,经过这种处理的灰口铸铁即称孕育铸铁。 (2)可锻铸铁它是由一定成分的白口铸铁经石墨化退火后形成。其中的碳全部或大部以团絮状石墨形式存在于铸铁中。它又称韧性铸铁或马铁。可锻铸铁实际上并不可锻,只不过具有一定塑而已。 (3)球墨铸铁简称球铁,其中的碳全部或大部分以球状石墨形式存在于铸铁中。它是灰口铸铁中机械性能最好的一种。 二、灰口铸铁的组织及性能特点 1.铸铁的石墨化过程在铸铁的冷凝过程中,原则上碳既可以渗碳体的形式析出,形成白口铸铁;也可以石墨的形式析出,形成灰口铸铁。析出石墨碳的过程,即称为石墨化。 至于碳究竟以哪种形式析出,主要取决于铸铁的化学成分及冷却速度。铝、碳及硅是最强烈促进石墨化的元素,而铬、硫及锰等是阻碍石墨化的元素。铸铁冷凝时,冷却速度愈慢,则愈易石墨化,反之愈易形成渗碳体。 一般的铁碳合金结晶时,照例是不易析出石墨的,但当含有足量的碳及硅时,在合金结晶时,就可能从液相中直接析出石墨碳(称为初生石墨)。合金在共晶线与共析线之间冷却时,既可以从奥氏体中直接析出石墨附着在初生石墨上,使之长大;也可能先析出渗碳体,而这渗碳体在缓慢的冷却过程中或恒温保温下,分解成铁素体和石墨。在这温度范围内的石墨化,常称作第一阶段石墨化。同理,在共析线以下冷却时,既可以由奥氏体直接共析分解为石墨和铁素体,也可以先形成珠光体,然后珠光体中的渗碳体再在保温过程中分解为石墨和铁素体,这称之为第二阶段石墨化。 石墨化过程有赖于碳原子的扩散,所以第一阶段石墨化由于温度较高,扩散条件较好,容易进行得比较完全。而第二阶段石墨化则由于温度角度,扩散条件较差,往往不能充分进行。在冷速较大时,只能部分石墨化或根本不能进行。
1.0 影响材料性能的因素 2.01.1 碳当量对材料性能的影响字串9 决定灰铸铁性能的主要因素为石墨形态和金属基体的性能。当碳当量()较高时,石墨的数量增加,在孕育条件不好或有微量有害元素时,石墨形状恶化。这样的石墨使金属基体能够承受负荷的有效面积减少,而且在承受负荷时产生应力集中现象,使金属基体的强度不能正常发挥,从而降低铸铁的强度。在材料中珠光体具有好的强度、硬度,而铁素体则质底较软而且强度较低。当随着 C、Si的量提咼,会使珠光体量减少,铁素体量增加。因此,碳当量的提咼将在石墨形状和基体组织两方面影响铸铁铸件的抗拉强度和铸件实体的硬度。在熔炼过程控制中,碳当量的控制是解决材料性能的一个很重要的因素。 1.2 合金元素对材料性能的影响 在灰铸铁中的合金元素主要是指Mn、Cr、Cu、Sn、Mo 等促进珠光体生成 元素,这些元素含量会直接影响珠光体的含量,同时由于合金元素的加入,在一定程度上细化了石墨,使基体中铁素体的量减少甚至消失,珠光体则在一定的程度上得到细化,而且其中的铁素体由于有一定量的合金元素而得到固溶强化,使铸铁总有较咼的强度性能。在熔炼过程控制中,对合金的控制同样是重要的手段。 1.3 炉料配比对材料的影响字串4 过去我们一直坚持只要化学成分符合规范要求就应该能够获得符合标准机械性能材料的观点,而实际上这种观点所看到的只是常规化学成分,而忽略了一些合金元素和有害元素在其中所起的作用。如生铁是Ti的主要来源,因此生铁使用量的多少会直接影响材料中Ti的含量,对材料机械性能产生很大的影响。同样废钢是许多合金元素的来源,因此废钢用量对铸铁的机械性能的影响是非常直接的。在电炉投入使用的初期,我们一直沿用了冲天炉的炉料配比(生铁:25~35%,废钢:30~35%)结果材料的机械性能(抗拉强度)很低,当我们意识到废钢的使用量会对铸铁的性能有影响时及时调整了废钢的用量之后,问题很快得到了解决,因此废钢在熔化控制过程中是一项非常重要的控制 参数。因此炉料配比对铸铁材料的机械性能有着直接的影响,是熔炼控制的重点。
1绪论 金属切削是机械制造行业中的一类重要的加工手段。美国和日本每年花费在切削加工方面的费用分别高达1000 亿美元和10000亿日元。中国目前拥有各类金属切削机床超过300 万台, 各类高速钢刀具年产量达3.9 亿件, 每年用于制造刀具的硬质合金超过5000吨。可见切削加工仍然是目前国际上加工制造精密金属零件的主要办法。19世纪中期, 人们开始对金属切削过程的研究, 到现在已经有一百多年历史。由于金属切削本身具有非常复杂的机理, 对其研究一直是国内外研究的重点和难点。过去通常采用实验法, 它具有跟踪观测困难、观测设备昂贵、实验周期长、人力消耗大、综合成本高等不利因素。本文利用材料变形的弹塑性理论, 建立工件材料的模型,借助大型商业有限元软件ANSYS, 通过输入材料性能参数、建立有限元模型、施加约束及载荷、计算, 对正交金属切削的受力情况进行了分析。以前角10°、后角8°的YT 类硬质合金刀具切削45号钢为实例进行计算。切削厚度为2 mm时形成带状切屑。提取不同阶段应力场分布云图, 分析了切削区应力的变化过程。这种方法比传统实验法快捷、有效, 为金属切削过程的研究开辟了一条新的道路。 2设计要求 根据有限元分析理论,根据ANSYS的求解步骤,建立切削加工的三维模型。对该模型进行网格划分并施加约束边界条件,最后进行求解得出应力分布云图,并以此云图分析得出结论。 3金属切削简介[3] 金属切削过程,从实质讲,就是产生切屑和形成已加工表面的过程。产生切屑和形成已加王表面是金属切削时密切相关的两个方面。 3.1切削方式 切削时,当工件材料一定,所产生切屑的形态和形成已加工表面的特性,在很大程度上决定于切削方式。切削方式是由刀具切削刃和工件间的运动所决定,可分为:直角切削、斜角切削和普通切削三种方式。 3.2切屑的基本形态 金属切削时,由于工件材料、刀具几何形状和切削用量不同,会出现各种不同形态的切屑。但从变形观点出发,可归纳为四种基本形态。 1.带状切屑切屑呈连续状、与前刀面接触的底层光滑、背面呈毛葺状。
2 F 型石墨(星状) E 型石墨(枝晶片状) D 型石墨(枝晶点状) C 型石墨(块片状) B 型石墨(菊花状) A 型石墨(片状) 1.2.1 灰铸铁的组织与性能 (1) 石墨的形态 第二节 灰铸铁 ? 灰铸铁的组织与性能 ? 提高灰铸铁性能的途径 ? 灰铸铁研究和生产的新进展
(3) 灰铸铁的性能特点 ① 力学性能 ? 灰铸铁的机械性能首先取决于石墨的形状、数量、尺寸与分布,其次取决于基体组织。 ? 灰铸铁的机械性能利用率仅有30%(与钢比) 表 灰铸铁与铸造碳钢力学性能比较 4 性能指标 抗拉强度 σb / MPa 延伸率 / % 冲击韧性 αk / J 弹性模量 E/ MPa 铸造碳钢 400~650 10~25 20~60 20×104 灰铸铁 100~400 ~0.5 ~5.0 (7~16)×104 3 P+G 片 F+P+G 片 F+G 片 (2) 基体组织
(4) 灰铸铁的国家标准 标准号:GB/T 9439-2010 φ30mm 单铸试棒的抗拉强度和布氏硬度 6 牌号 最小抗拉强度Rm (MPa ) 布氏硬度(HBW) HT100 100 ≤170 HT150 150 125-205 HT200 200 150-230 HT225 225 170-240 HT250 250 180-250 HT275 275 190-260 HT300 300 200-275 HT350 350 220-290 ② 减震性好 用于机床、缸体、缸套 ③ 导热性好 用于缸体、缸套、排气管、铁锅 ④ 加工性能好 硬度HB170~250 ⑤ 铸造性能好。可浇注复杂和薄壁铸件 ⑥ 成本较低 成本仅为锻钢1/3 ~1/4 钢、球铁、灰铸铁振动衰减图 5
综合实验:灰铸铁力学性能测试 一、实验目的: 目的是培养学生,理论联系实际的学风,独立动脑分析问题,独立动手解决问题,独立设计实验方案,独立完成实验全过程,独立总结实验过程的实际工作能力和初步的创新能力。 二、实验内容 我们小组拿到的是灰铸铁试样,由小组8人进行不同的热处理工艺,如表所示:工艺编号 1 2 3 4 5 6 7 8 正火℃无860 无无无无无无 淬火℃无无860 (水) 860 (水) 860 (油) 860 (油) 860 (油) 860 (油) 回火℃无无无560 无560 460 260 我选择的工艺是第7组. 二、实验步骤: 2.对灰铸铁进行淬火,温度860℃,保温10分钟,淬火介质为油。 3.测试淬火后试样的硬度值(洛氏硬度试验机)。 4.对试样进行回火处理,温度460℃,保温60分钟,取出后空冷。 5.测试回火后的试样硬度值(洛氏硬度试验机)。 6.通过打磨、研磨、抛光、侵蚀,在金相显微镜下观察试样经过处理后的金相组织,观察后拍照。 三、实验结果: 1.试样硬度表(HRC) 试 样编号 次数 1 2 3 4 5 6 7 8 120.9 11.6 42.7 -10.0 —-5.5 8.9 28 221.0 13.3 41.9 0.0 —-6.3 4.7 31.2 319.6 11.1 40.6 -8.5 —-4.7 8.8 26.1 422.9 10.0 35 -20.0 —-3.7 7.0 30.9 521.7 10.3 54.6 -11.3 —-6.5 8.0 31.5
平均21.22 11.26 42.96 -9.96 23.01-5.34 7.48 29.54 45#2—15.0 60.0 21.0 26.0 16.0 —— 1、此数据为我的式样测得的平均值; 2、45钢的硬度数据综合了其他组同学的数据; 3、一般资料上面对于铸铁硬度的表示采用的是布氏硬度,但由于布氏硬度测量麻烦,故我们采用洛氏硬度表示,必要时可进行硬度换算。 四、实验分析: 灰口铸铁是指含有片状石墨组织的铸铁,这种铸铁因其断面呈灰黑色而得名,其基体组织则分为三种类型:铁素体、珠光体及铁素体+珠光体,从组织可以看出灰口铸铁中的碳大部或全部以片状石墨形式存在(如图8),片状石墨单晶体是由许多薄片晶层叠集而成,薄片晶之间存在着许多亚结构,普通铸铁的石墨晶体中,总是存在许多晶体缺陷。灰口铸铁中的石墨与钢的基体相比,可以把灰铸铁的组织看做是“钢的基体”加上片状石墨的夹杂,石墨的力学性能几乎可以看做为“0” ,而片状石墨的存在相当于基体中许多小的裂纹,破坏了材料的连续性和整体性,减少了基体受力的有效面积,而且很容易在石墨片的尖端形成应力集中,是材料形成脆性断裂,所以灰铸铁的抗拉强度、塑性和韧性比钢低得多,石墨片的量愈多,尺寸愈大,其其影响也愈大。石墨虽然降低了铸铁的力学性能,但使铸铁获得了许多钢没有的优良性能。 灰铸铁的金属基体与碳钢基本相似,但由于灰铸铁内的硅、锰含量与碳钢相比较高,它们能溶解于铁素体中使铁素体得到强化。因此,铸铁中就金属基体而言,其本身的强度比碳钢要高。例如,碳钢中铁素体的硬度约为80HBS,而灰铸铁中铁素体的硬度约为100HBS,一般情况下铁素体灰口铸铁的硬度在143~229HBS(<0.9~22.5HRC)[布氏硬度值数据来自参考资料6,175页表7-1]。灰铸铁通常测定布氏硬度,因为布氏硬度试验范围适合测定铸铁,而且压痕面积大,能够覆盖较多显微组织,反映多相组织硬度综合值。但是由于实验室设备有限,以及我们操作能力不足,故而测定的是灰铸铁的洛氏硬度HRC,在必要条件下可通过查表换算出其大概的布氏硬度。有教材上说[7] ,灰口铸铁的布氏硬度值与同样基体的正火钢相近,这在上面硬度表中似乎得到说明。 基于以上原因老师指导我们按照45钢的热处理工艺处理灰铸铁,我们首先对灰铸铁试样进行了分析,在做金相分析后确定我们拿到的试样是铁素体基灰铸铁,如图1。我的试样按照预先设定的实验步骤进行处理。最后打硬度平均值为7.48,相当与布氏硬度170左右,属于143~229HBS范围之内,拍金相照片得到图6。 以下是不同工艺后拍的金相图片:
一、影响灰铸铁力学性能的主要因素: 化学成分(C、Si、Mn、P、S合金元素)灰铸铁的力学性能金相组织 石墨的形状、大小、分布工艺因素和冶金因素 和数量以及基体组织 工艺、冶金因素:主要有冷却速度,铁液的过热处理、孕育处理、炉料特性等(1)关于冷却速度的影响铸铁是一种对冷却速度敏感性很大的材料,同一铸件的厚壁和薄壁部分,内部和外表都可能获得相差悬殊的组织,俗称为组织的不均匀性。因为石墨化过程在很大程度上取决于冷却速度。影响铸件冷却速度的因素较多:铸件壁厚和重量、铸型材料的种类、浇冒口和重量等等。由于铸件的壁厚、重量和结构取决于工作条件,不能随意改变,故在选择化学成分时应考虑到它们对组织的影响。 (2)关于铁液孕育处理的影响孕育处理就是在铁液进入铸件型腔前,把孕育剂附加到铁液中以改变铁液的冶金状态,从而可改善铸铁的显微组织和性能。 对灰铸铁而言,进行孕育处理是为了获得A型石墨、珠光体基体、细小共晶团的组织,以及减少铸件薄壁或边角处的白口倾向和对铸件壁厚的敏感性;对可锻铸铁而言,是为了缩短短退火周期,增大铸件的允许壁厚和改善组织的结构;对球墨铸铁而言,是为了减少铸件白口倾向,提高球化率和改善石墨的圆整性。 (3)关于铁液过热处理的影响。提高铁液过热温度可以:①增加化合碳含量和相应减少石墨碳含量,②细化石墨,并使枝晶石墨的形成,③消除铸铁的“遗传性”,④提高铸件断面上组织的均匀性,⑤有利于铸件的补缩。同样,铁液保温也有铁液过热的类似作用。 (4)关于炉料特性的影响实际生产中往往发现改变金属炉料(例如采用
不同产地的生铁或改变炉料的配比等)而化学成分似乎无变化的情况下铸铁具有不同的组织和性能,这说明原材料的性质直接影响着用它熔炼出来的铸铁的性质,称为铸铁的:“遗传性”为此,采用提高铁液温度和使用多种铁料配料可消除这种“遗传性”,并改善铸铁的组织和性能。 综上所述,铸铁的工艺因素和冶金因素对铸铁的力学性能有着很大的影响,因此,不应忽视对这些影响因素的控制。 二、灰铸铁不可用热处理的方法来达到牌号要求 一般说来,热处理能在很大程度上改善铸造合金的组织和性能,但在灰铸铁条件下,热处理所能发挥的作用相对较小。在灰铸铁中,石墨对铸铁性能的影响很大,而任何的热处理方法都不能改变石墨的形态和分布,故不可通过热处理来有效地提高灰铸铁的性能使之达到牌号要求。 但是,提高灰铸铁力学性能的方法很多,如合理选配化学成分、改变炉料组成、过热处理铁液、孕育处理、微量或低合金化等,都可取得很好效果。 三、生产高牌号灰铸铁(孕育铸铁)的注意事项 生产产高牌号灰铸铁(一般指HT200以上)时,为了获得高的力学性能,必须尽可能地减少石墨的数量、减小石墨的长度。传统的方法就是降低铁液的碳、硅含量、提高铁液的冷凝速度,但幅度稍大时就会出现D型过冷石墨及白口,反而降低灰铸铁的力学性能。 在炉前或在浇注前往铁液中添加适量的、以硅铁为主的铁合金碎粒被称作孕育处理。孕育处理在铁液中提供大量的、石墨借以生核的生核质点。有效的孕育将促进石墨的析出,从而消除白口、细化片状石墨并使过冷石墨转变为无方向性均布石墨(A型石墨),不但可大幅度地提高综合力学性能,同时还提高铸
网络教育学院 本科生毕业论文(设计) 题目:切削加工表面完整性研究现状 学习中心: 层次:专科起点本科 专业:机械设计制造及其自动化 年级:年季 学号: 学生: 指导教师: 完成日期:年月日
内容摘要 机械加工得到的零件表面完整性特征可分为三类:(1)表面形貌特征:表面缺陷、表面纹理和表面粗糙度等;(2)表面机械性能:残余应力和显微硬度等;(3)金相组织变化:加工变质层、白层、夹杂物等。本文围绕切削加工后零件表面完整性三类特征指标,系统论述了各自的研究发展历程,重点对表面粗糙度、残余应力、显微硬度、白层及变质层进行了归纳,概括了各自的研究方案、技术手段及研究成果。 关键词:切削加工;表面完整性;研究现状
目录 内容摘要 ........................................................................................................................... I 前言 .. (1) 1 切削加工表面完整性研究的发展 (2) 1.1 表面完整性的提出及发展 (2) 1.2 表面完整性研究意义 (2) 2 表面粗糙度研究 (3) 3 残余应力研究 (4) 3.1 残余应力的生成机理研究 (4) 3.2 残余应力影响因素的实验研究 (4) 4 加工硬化研究 (5) 4.1加工硬化的影响因素研究 (5) 4.2 材料特性对工件加工硬化的影响 (5) 4.3 显微硬度沿工件深度方向的分布规律研究 (5) 5 切削加工白层研究 (6) 5.1 白层的形成机制 (6) 5.2 白层的影响因素研究 (6) 5.2.1 切削参数对白层的影响 (6) 5.2.2 工件材料特性对白层的影响 (7) 6 变质层研究 (8) 6.1 变质层的组织特点 (8) 6.2 切削参数对变质层的影响 (8) 参考文献 (9)
灰铸铁缺陷产生的原因分析及预防措施 一、影响灰铸铁力学性能的主要因素: 化学成分(C、Si、Mn、P、S合金元素)灰铸铁的力学性能金相组织 石墨的形状、大小、分布工艺因素和冶金因素 和数量以及基体组织 工艺、冶金因素:主要有冷却速度,铁液的过热处理、孕育处理、炉料特性等(1)关于冷却速度的影响铸铁是一种对冷却速度敏感性很大的材料,同一铸件的厚壁和薄壁部分,部和外表都可能获得相差悬殊的组织,俗称为组织的不均匀性。因为石墨化过程在很大程度上取决于冷却速度。影响铸件冷却速度的因素较多:铸件壁厚和重量、铸型材料的种类、浇冒口和重量等等。由于铸件的壁厚、重量和结构取决于工作条件,不能随意改变,故在选择化学成分时应考虑到它们对组织的影响。 (2)关于铁液孕育处理的影响孕育处理就是在铁液进入铸件型腔前,把孕育剂附加到铁液中以改变铁液的冶金状态,从而可改善铸铁的显微组织和性能。 对灰铸铁而言,进行孕育处理是为了获得A型石墨、珠光体基体、细小共晶团的组织,以及减少铸件薄壁或边角处的白口倾向和对铸件壁厚的敏感性;对可锻铸铁而言,是为了缩短短退火周期,增大铸件的允许壁厚和改善组织的结构;对球墨铸铁而言,是为了减少铸件白口倾向,提高球化率和改善石墨的圆整性。 (3)关于铁液过热处理的影响。提高铁液过热温度可以:①增加化合碳含量和相应减少石墨碳含量,②细化石墨,并使枝晶石墨的形成,③消除铸铁的“遗传性”,④提高铸件断面上组织的均匀性,⑤有利于铸件的补缩。同样,铁液保
温也有铁液过热的类似作用。 (4)关于炉料特性的影响实际生产中往往发现改变金属炉料(例如采用不同产地的生铁或改变炉料的配比等)而化学成分似乎无变化的情况下铸铁具有不同的组织和性能,这说明原材料的性质直接影响着用它熔炼出来的铸铁的性质,称为铸铁的:“遗传性”为此,采用提高铁液温度和使用多种铁料配料可消除这种“遗传性”,并改善铸铁的组织和性能。 综上所述,铸铁的工艺因素和冶金因素对铸铁的力学性能有着很大的影响,因此,不应忽视对这些影响因素的控制。 二、灰铸铁不可用热处理的方法来达到牌号要求 一般说来,热处理能在很大程度上改善铸造合金的组织和性能,但在灰铸铁条件下,热处理所能发挥的作用相对较小。在灰铸铁中,石墨对铸铁性能的影响很大,而任何的热处理方法都不能改变石墨的形态和分布,故不可通过热处理来有效地提高灰铸铁的性能使之达到牌号要求。 但是,提高灰铸铁力学性能的方法很多,如合理选配化学成分、改变炉料组成、过热处理铁液、孕育处理、微量或低合金化等,都可取得很好效果。 三、生产高牌号灰铸铁(孕育铸铁)的注意事项 生产产高牌号灰铸铁(一般指HT200以上)时,为了获得高的力学性能,必须尽可能地减少石墨的数量、减小石墨的长度。传统的方法就是降低铁液的碳、硅含量、提高铁液的冷凝速度,但幅度稍大时就会出现D型过冷石墨及白口,反而降低灰铸铁的力学性能。 在炉前或在浇注前往铁液中添加适量的、以硅铁为主的铁合金碎粒被称作