1.2.1 过程控制的性能指标
过程控制系统的性能由组成系统的结构、被控过程与过程仪表(测量变送、执行器和控制器)各环节特性所共同决定的。
1.过程控制系统的性能评价
?一个性能良好的过程控制系统,在受到外来扰动作用或给定值发生变化后,应能迅速
(快)、平稳(稳)、准确(准)地达到或趋近给定值。
?过程控制系统性能的评价指标可概括为:
a)系统必须是稳定的(最重要、最基本的需求!)
b)系统应提供尽可能优良的稳态调节(静态指标);
c)系统应提供尽可能优良的过渡过程(动态指标)。
2. 决定过程控制系统性能的因素
?控制系统结构(单回路、串级、前馈-反馈控制等);
?各组成环节特性:
a)被控过程特性(滞后、非线性、时变性和耦合特性);
b)检测环节特性(非线性、间接测量);
c)执行环节特性(非线性);
d)控制器特性。当系统结构和上述三个环节都确定后,控制器特性是决定控制系
统性能指标的唯一因素。这就是参数整定(Tuning)。
稳定是系统性能中最重要、最根本的指标,只有在系统是稳定的前提下,才能讨论静态和动态指标。
3. 性能指标的确定和分析方法
?过程控制系统性能指标应根据生产工艺过程的实际需要来确定。需同时注意静态和动态
性能指标。
?分析方法:
(1).阶跃响应性能指标,系统工程整定时采用;(重点介绍)
(2).偏差积分性能指标,计算机仿真或理论分析时采用。
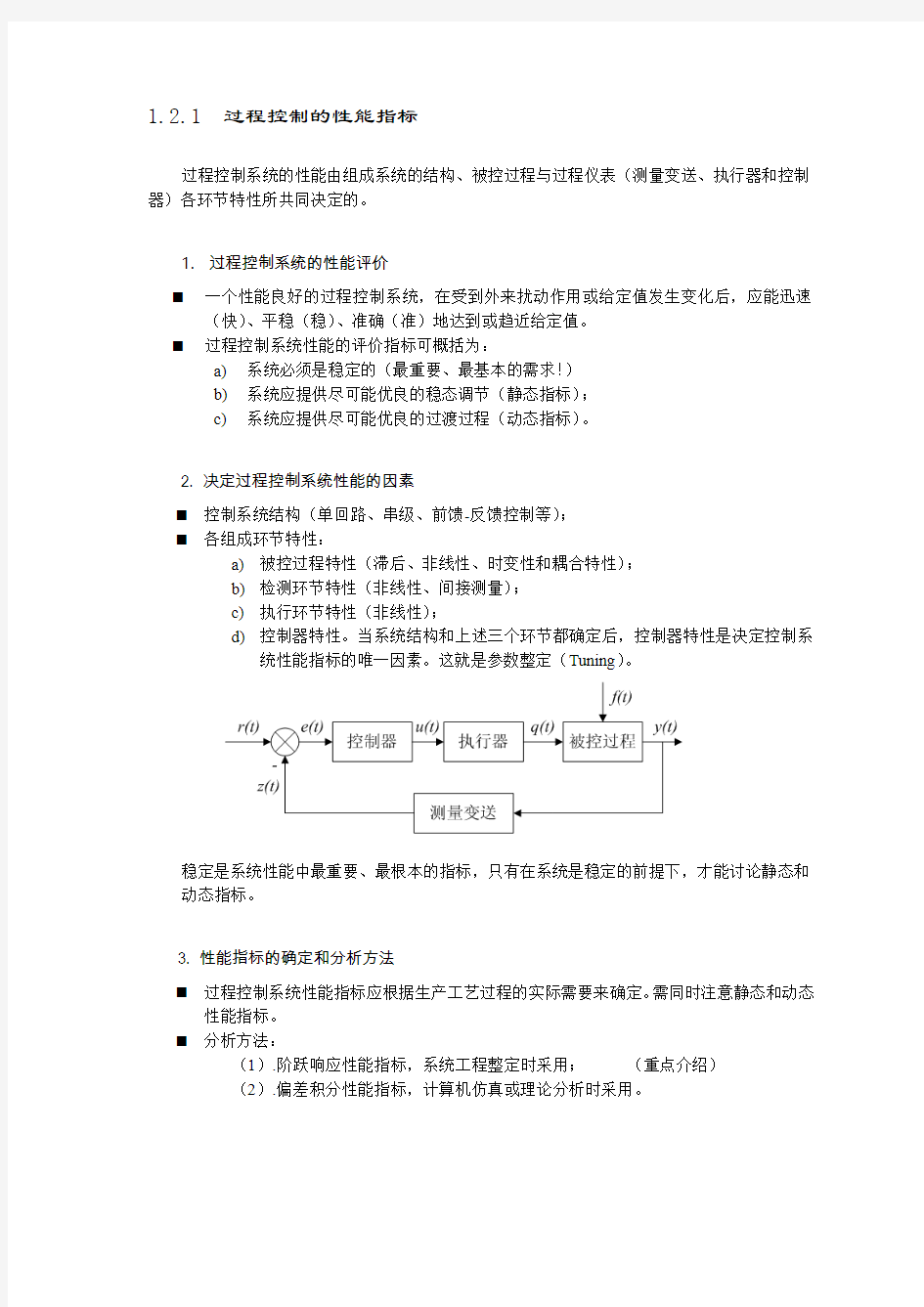
①阶跃扰动作用下控制系统过渡过程曲线
(a)发散振荡程 (b)非振荡发散过程 (c)等幅振荡过程
(d) 衰减振荡过程 (e) 非振荡衰减过程
在阶跃振动作用下,控制系统过渡过程曲线有以上几种典型形式:发散振荡过程、非振荡发散过程、等幅振荡过程、 衰减振荡过程、 非振荡衰减过程
前三者属于不稳定过程→性能指标无从谈起,后两种过程为稳定过程,重点讨论衰减振荡过程的常用性能指标。
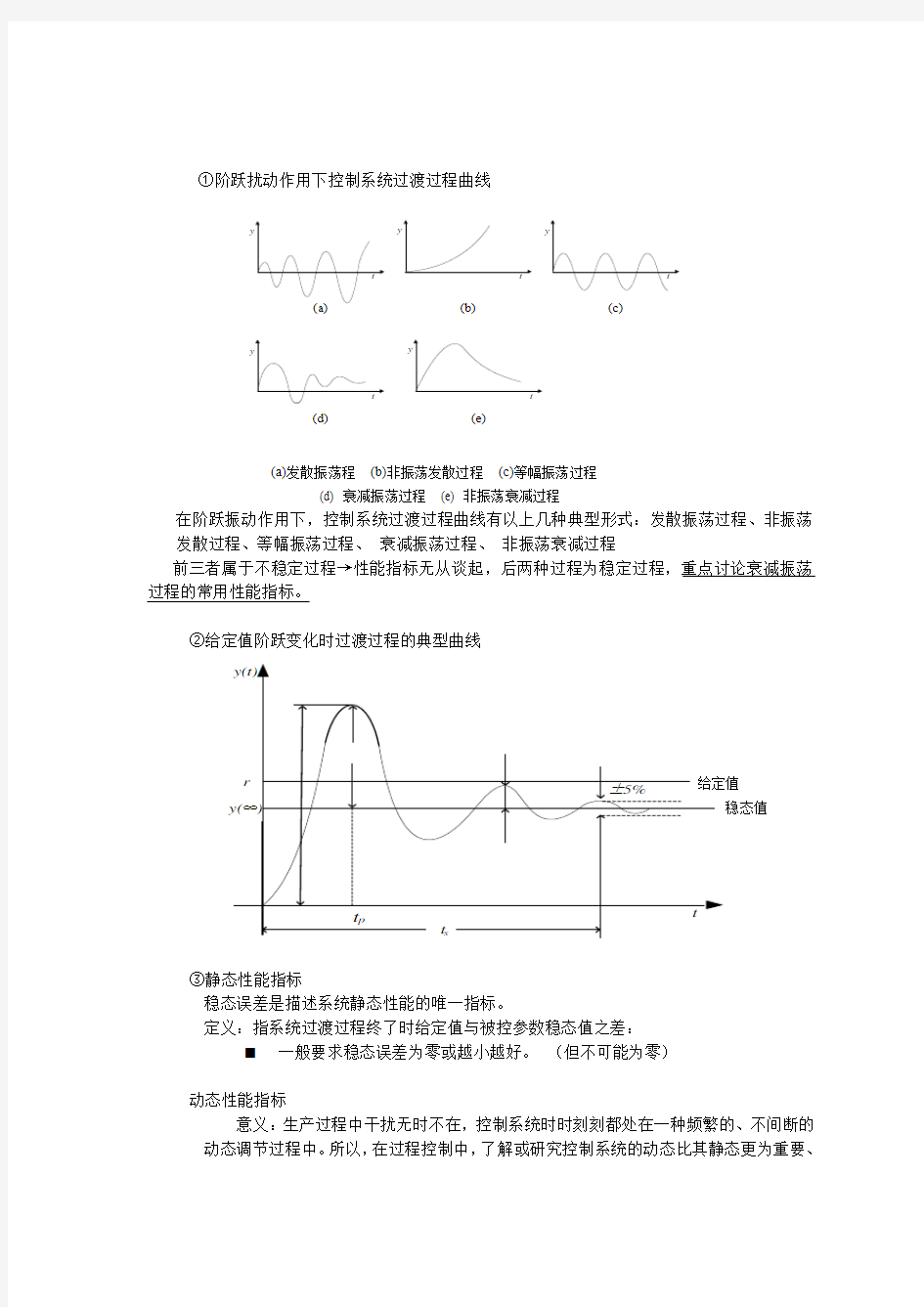
②给定值阶跃变化时过渡过程的典型曲线
③静态性能指标
稳态误差是描述系统静态性能的唯一指标。
定义:指系统过渡过程终了时给定值与被控参数稳态值之差:
一般要求稳态误差为零或越小越好。 (但不可能为零)
动态性能指标
意义:生产过程中干扰无时不在,控制系统时时刻刻都处在一种频繁的、不间断的
动态调节过程中。所以,在过程控制中,
了解或研究控制系统的动态比其静态更为重要、
更有意义。
描述系统动态指标主要包括:
? a.衰减比;b.超调量;c.过渡过程时间
a.衰减比 n
? 衡量系统过渡过程稳定性的一个动态指标:
12
B n B = ? 一般取衰减比为4:1~10:1。其中4:1衰减比常作为评价过渡过程动态性能的一个理想指标。对于缓慢变化过程,可取到10:1
b.超调量σ与过渡过程时间s t
? 超调量: (对于定值系统来说:最大偏差是指被控参数第一个峰值与给定值之差)
()()
100%()p y t y y σ-∞=?∞
? 过渡过程时间s t 指系统从受扰动作用时起,直到被控参数进入新的稳态值±5%(或±2%)的范围内所经历的时间。
? 要求σ、s t 应越小越好。
④ 性能指标之间的关系
a.有些指标之间是相互矛盾的(如超调量与过渡过程时间)。
b 对于不同的过程控制系统,性能指标各有其重要性。
c 应根据工艺生产的具体要求,分清主次,统筹兼顾,保证优先满足主要的性能指标要求。
例题1:
某发酵过程工艺规定操作温度为40±5℃。 试确定该系统的稳态误差、衰减比、超调量和过渡过程时间。
解: 稳态误差e ss
=41-40=1℃ 衰减比 第一个波峰值=45-41=4℃;第二个波峰值=42-41=1℃
124:1B n B ==
超调量σ=(45-41)/41=9.75%
过渡过程时间=23min (误差带为±2%)。
⑤ 偏差绝对值积分
(a )偏差绝对值积分IAE (Integral of Absolute Error )
定义:偏差绝对值积分IAE ()min 0
J e t dt ∞=→? 适用于衰减和无静差系统,不易用分析方法来求值,但用计算机计算很方便。 (b) 偏差绝对值与时间乘积的积分(ITAE )
定义:偏差绝对值与时间乘积的积分ITAE (Integral of Time and Absolute Error ) ()min 0
J t e t dt ∞=→? 用以降低初始大误差对性能指标的影响;同时强调了过渡过程后期的误差对指标的影响,着重惩罚过渡过程拖得过长。
(c )偏差平方值积分( ISE )
定义:偏差平方值积分ISE ( Integral of Squared Error ) 2()min 0
J e t dt ∞=→? 该性能指标着重于抑制过渡过程中的大误差。
(d )时间乘偏差平方积分(ITSE )
定义:时间乘偏差平方积分ITSE (Integral of Time and Squared Error ) 2()min 0
J te t dt ∞=→? 着重惩罚过渡过程拖得过长和大误差。
⑥ 阶跃响应与偏差积分性能指标的比较
? 阶跃响应性能指标中各单项指标清晰明了,但如何统筹(兼顾偏差和时间),则比较困
难。
? 偏差积分性能指标可综合偏差和时间关系,即可以兼顾衰减比、超调量和过渡过程时间
等各单项指标,属于综合性能指标。
? 一般来说,阶跃响应性能指标便于工程整定,在工程应用中使用广泛;而偏差积分性能
指标则更便于计算机仿真和理论分析。
1.3 过程控制技术的发展
1.3.1过程控制仪表的发展
自20世纪40年代开始,过程控制陆续采用自动检测及控制以取代手工操作。
工业自动化仪表的发展
→
?
?→
?
?
→
?
?→
?
气动电动
现场就地中央控制室控制
仪表盘(屏)上监视计算机操作站操作
模拟信号数字信号
过程控制仪表的发展史
1.3.2计算机在过程控制中的应用及发展表:计算机在过程控制顺的应用及发展组装式仪表
或1~
5V
1.早期:由于计算机价格昂贵,可靠性不高,计算机在过程控制中的应用仅限于取代模
拟PID控制器,监视、记录或报警等,即所谓的计算机直接数字控制(DDC)
2.集散控制系统(DCS)的使用
3.现场总线技术开始实用化
工业过程控制的一个研究热点:以市场为导向的集管理与控制为一体的计算机集成综
合自动化系统。
特点:综合自动化系统应用计算机技术、网络技术、信息技术和自动控制技术,引入实时数据库服务器和关系数据库服务器协同工作的概念,实现生产加工过程、计划调度、
生产工艺操作优化、趋势分析、物质供应、产品质量、办公和财务等整个企业信息
的平台集成和利用,实现全车间,全厂甚至全企业无人或很少人参与操作管理,实
现过程控制最优化与现代化的集中调度管理相结合。
1.3.3过程控制理论的发展
?上世纪40年代至60年代,经典控制理论为主。→(SISO系统)
?60年代后,现代控制理论在生产过程控制中得到了越来越多的应用。
?数学上比较完美的现代控制理论,在过程控制的实际应用中却存在较大的问题,因为它
依赖于被控对象的数学模型。
?近年来,控制理论界已形成一个包括智能控制等在内的多角度、多方位的研究态势。
?目前,在工业过程控制系统中,90%以上还是采用PID控制算法!
1.3.4我国过程控制技术的发展
1、我国过程控制技术的发展情况
?上世纪50年代末期,主要采用机械式和气动仪表;→起步于20世纪50年代
?60年代广泛采用Ⅰ型电动单元组合仪表;
?70年代中期,Ⅱ型电动单元组合仪表成为过程检测和控制的主流产品;
?80年代初,开始采用Ⅲ型电动单元组合仪表,相继引进了分布式控制系统(DCS)、
可编程序控制器(PLC)和工业PC机(IPC)等。
?目前,控制系统以DCS和PLC-SCADA系统为主。我国已有DCS、PLC的研发和生产能
力。
注:仪表仍大量使用气动、电动单元组合仪表;在控制策略方面,开始采用先进控制策略
2、当前过程控制的几个发展方向
?现场总线控制系统FCS
?PLC-SCADA系统的应用研究
?远程监督与控制
?智能控制应用研究
?过程控制与管理信息集成
1.4本课程的地位和性质
1.4.1本课程的地位
1.过程控制与运动控制的关系
过程控制(Process Control)和运动控制(Motion Control)是自动化专业的主干课程。
二者的区别在于控制对象有所不同:
?过程控制研究化工、石油、冶金、发电等工业生产过程中的温度、压力、流量、
物位、成份等变量的控制;
?而运动控制研究速度和位置控制,如数控机床、航空航天、机器人等等。
可见,过程控制所涉及的行业面广,在国民经济生产中占有极其重要的地位。
2.过程控制的重要地位
(1)过程控制可提高产量、节能降耗、安全生产、减少环境污染,对提高经济效益、社会效益和环境效益具有非常重要的意义。
(2)目前,我国还有许多工业生产过程仍然处于手动或半自动状态,操作水平较低,稳定性差,效益不佳,存在很大的生产技术改造空间。采用过程控制及信息技术改造传统产业,实施生产过程的优化控制和管理,已成为当务之急。
1.4.2本课程的任务
1.工业生产过程中的扰动
?工业生产过程的扰动作用使得生产过程不稳定,主要有:
原材料特性的变化;
产品质量与规格的变化;
生产设备特性的漂移;
装置与装置或工厂与工厂之间的关系等。
?在流程工业中,物料流与能量流在各装置之间或工厂之间有着紧密的关系,由于前
后的联结调度等原因,往往要求生产过程的运行作出相应的改变,以满足整个生产
过程物料与能量的平衡。
?一个局部的扰动,往往会在整个生产过程中传播开来。
2.影响工业生产过程的因素主要有:
1)信号的测量问题;
2)执行器特性;
3)被控过程的滞后特性、非线性特性、时不变性、本征不稳定性和耦合特性。
3. 过程控制的主要任务
?过程控制的主要任务是使生产过程达到安全、平稳、优质、高效(高产、低耗)。
?作为过程控制的最基本目标是使生产过程克服一切扰动,安全(越限报警、联锁)并平
稳地进行。
1.4.3过程控制的设计
1. 过程控制系统设计
?工业生产过程多种多样,非常复杂。因此,在设计工业生产过程控制系统时,必须花大
量的时间和精力了解该工业生产过程的基本原理、操作过程和过程特性,这是设计和实现一个工业生产过程控制系统的首要条件。这就要求从事过程控制的技术人员必须与工艺人员充分交流。
?控制技术人员根据工艺特点,制定控制方案。控制方案设计包括合理选择被控参数和控
制参数、被控参数的测量变送、执行机构的选择、控制规律的选取以及控制结构设计等。
2. 过程控制系统设计的主要内容
?一个完整的过程控制系统从设计到投运,应包括方案设计、工程设计、工程安装与仪表
调校以及控制器参数整定等主要内容。
?其中,控制方案设计和控制器参数整定则是系统设计中的两个核心内容!
?如果控制方案设计不正确,仅凭控制器参数的整定,则不可能获得好的控制质量;反之,
若控制方案设计正确,但控制器参数整定得不合适,也不能使控制系统保持在最佳状态。
3. 一个不当的控制方案设计举例
?目标:破碎过程,腔内料位需要
稳定。
?问题:给矿皮带长,给矿机矿量
改变后传输到破碎机时间长。
?仅测破碎腔内料位,改变给矿机
频率,料位波动很大。必须设计
成串级控制!
?一个需要串级控制而设计成单回
路控制的系统,是无法满足工艺
指标要求的!
注:和前面的一个例子中被控过程一样
本章总结
作业: P16 1-1,1-3,1-4,1-5,1-8
CPU的主要性能参数 主频 通常所说的某某CPU是多少兆赫的,而这个多少兆赫就是“CPU的主频”。主频也叫时钟频率,单位是GHZ,用来表示CPU的运算速度。CPU的主频=外频×倍频系数。 有人以为认为CPU的主频指的是CPU运行的速度,实际上这个认识是很片面的。CPU的主频表示在CPU内数字脉冲信号震荡的速度,与CPU实际的运算能力是没有直接关系的。当然,主频和实际的运算速度是有关的,但目前还没有一个确定的公式能够定量两者的数值关系,因为CPU的运算速度还要看CPU的流水线的各方面的性能指标(缓存、指令集,CPU的位数等等)。由于主频并不直接代表运算速度,所以在一定情况下,很可能会出现主频较高的CPU实际运算速度较低的现象。因此主频仅仅是CPU性能表现的一个方面,而不代表CPU的整体性能。 外频 外频是CPU与主板上其它设备进行数据传输的物理工作频率,也就是系统总线的工作频率。它代表着CPU与主板和内存等配件之间的数据传输速度。单位也是MHz。CPU标准外频主要有66MHz、100MHz、133MHz、166MHz、200MHz几种。 外频也是内存与主板之间的同步运行的速度,在这种方式下,可以理解为CPU的外频直接与内存相连通,实现两者间的同步运行状态。 倍频 倍频系数是指CPU主频与外频之间的相对比例关系。在相同的外频下,倍频越高CPU的频率也越高。但实际上,在相同外频的前提下,高倍频的CPU本身意义并不大。这是因为CPU与系统之间数据传输速度是有限的,一味追求高倍频而得到高主频的CPU就会出现明显的“瓶颈”效应——CPU从系统中得到数据的极限速度不能够满足CPU运算的速度。 理论上倍频是从1.5一直到无限的,但需要注意的是,倍频是以以0.5为一个间隔单位。 倍频一般是不能改的,现在的CPU基本都对倍频进行了锁定。 CPU的其它参数
本章主要内容: 1控制系统的频带宽度 2系统带宽的选择 3确定闭环频率特性的图解方法 4闭环系统频域指标和时域指标的转换 五、闭环系统的频域性能指标
1 控制系统的频带宽度 1 频带宽度 当闭环幅频特性下降到频率为零时的分贝值以下3分贝时,对应的频率称为带宽频率,记为ωb。即当ω> ωb 2。Ig ΦO)∣<20?∣ΦQ,0)∣-3 而频率范围 根据带宽定义,对高于带宽频率的正弦输入信号,系统输岀将呈现较大的衰减,因此选取适当的带宽,可以抑制高频噪声的影响。但带宽过窄又会影响系统正弦输入信号的能力,降低瞬态响应的速度。因此在设计系统时,对于频率宽度的确定必须兼顾到系统的响应速度和抗高频干扰的要求。 2、丨型和II型系统的带宽 Φ(-0 = -―- 凶为开环系s?j?ι翌,,E 所以20 Igl Φ(J?) = 2Glg 1 / JiT応孑=20Ig-L 二阶系虬的例环传禺为, (】)(,¥,〕= — ~ Λ'+2CΓ?1S +Λ?; 1 圜为I (I I(√,3) =L ∕∣ T此∕?>3+4ζ,T?∕∕? = ?∣2 叫=叫[(1 -2√2) + √(l-2ζ*3)2+l P 2、系统带宽的选择 由于系统会受多种非线性因素的影响,系统的输入和输岀端不可避免的存在确定性扰动和随机噪声,因此控制系统的带宽的选择需综合考虑各种输入信号的频率范围及其对系统性能的影响,即应使系统对输入信号具有良好的跟踪能力和对扰动信号具有较强的抑制能力。 总而言之,系统的分析应区分输入信号的性质、位置,根据其频谱或谱密度以及相应的传递函数选择合适带宽,而系统设计主要是围绕带宽来进行的。 3、确定闭环频率特性的图解方法 b)称为系统带宽
管理评审控制程序 文件编号: 版本:A0 编制: 日期: 审核: 日期: 批准: 日期: 深圳市xxx科技有限公司 版本历史
1 目的
对本公司质量管理体系进行评审,确保体系持续的适宜性、充分性和有效性。 2 范围 适用于本公司质量管理体系的评审工作,包括方针和目标的评审。 3 术语与定义 管理评审:最高管理者为评价管理体系的适宜性、充分性和有效性所进行的活动。 4职责 总经理:负责主持管理评审活动。 管理者代表:负责向总经理报告质量管理体系运行情况,提出改进的建议,编写相应的评审报告,负责纠正措施和预防措施实施后的跟踪和验证工作。 行政部:负责管理评审计划的编制和组织工作,收集并提供管理评审所需的资料。 各相关部门:负责准备并提供与本部门工作有关的评审所需的资料,并负责评审中提出的纠正预防和改进措施的实施工作。 5作业内容 管理评审计划 5.1.1年度管理评审计划 管理评审每年至少进行一次,可结合内审后的结果进行,也可根据需要安排,但时间间隔不许超过12个月;一般安排在内审实施后1个月内。 5.1.2适时管理评审计划 1)在下列情况下,由总经理提出,适时制定计划,进行相应的管理评审。 a)当本组织机构、产品、资源等发生重大改变与调整时; b)当发生重大质量事故或相关方连续投诉时; c)当法律、法规、标准及其它要求发生变更时; d)当总经理认为有必要时,如认证前的管理评审。 2)行政部负责编制适时管理评审计划,经管理者代表审核后,提交总经理批准。适时管理评审计划的内容参照年度管理评审计划,但评审的内容一般针对上述 5.1.2---1)中某一具体事项。
一、铸轧产品的板形控制 1 常见铸轧板形 2 评价铸轧坯料板形的主要指标 两边厚差:每块样板距两边部50mm所测厚度的差值,即h1-h2; 中凸度:(中间厚度减去两边厚度的平均值/中点厚度)×100%,即[h0-(h1+h2)/2]/h0×100% 其中: h0为板样中部的厚度值; h1、h2分别为距带材两边50mm处的厚度值。 例如:WS侧边部厚度值为7.206mm,DS侧边部厚度值为7.234mm,中部厚度值为7.258mm,则根据公式,计算其中凸度为0.52% 纵向厚差:在一个轧辊周长沿长度方向上测得的任意两点厚度的最大差值,即沿板材轧制线方向,板材厚度的最大值减去最小值。 同板差:沿宽度方向对称两点差值的最大值的绝对值/中间点厚度值×100%;例如,某板样测量值如下7.206、7.208、7.228、7.236、7.248、7.258、7.246、7.242、7.240、7.238、7.234,则其同板差为(7.238-7.208)/7.258×100%=0.41% 3 板形的测量方法 每块板样从中点向两侧每隔100mm取一点,距两边部50mm各取一点作为测量点,边部第一、二点之间距离小于100mm。
4 板形调整 调整方法如下: 1、在线调整两侧预载力,适合于微调(<0.03mm),大约10T=0.01mm左右; 2、调整楔块:适合于两边厚差>0.03mm的调整。调整前适当降低预载力(不能太低,否则漏铝),然后调整牌坊架两侧的楔块摇杆,每调摇杆一个行程厚度变化约0.01 mm,辊缝减小可使板厚减小,板的中凸度增大;反之可增大板的厚度及减小中凸度。 3、调整铸轧区长度:铸嘴后撤加大铸轧区长度,铸轧区长度加大,中凸度增大;反之中凸度减小。操作时需防止铸嘴与辊的间隙太大造成漏铝。 4、调整速度:速度增大,中凸度减小,同时板的厚度减小;调整速度应点动(提速时,应略提高前箱液面;降速时,应略降低前箱液面),防止粘辊或热带的产生。
ISO9001-2015管理评审控制程序 1、目的 为使最高管理者按策划的时间间隔评审质量管理体系,以确保其持续的适宜性、充分性和有效性,保证质量方针和目标的实现。 2、适用范围 适用于公司总经理对公司质量管理体系适宜性、充分性和有效性的管理评审,包括方针和目标的评审。 3、职责 3.1 总经理负责主持管理评审工作; 3.2 管理者代表负责向总经理报告质量管理体系运行情况,提出改进的建议,编写相应的评审报告,负责组织对评审后的纠正和预防措施进行跟踪和验证; 3.3 各部门负责人提供与本部门有关的质量管理体系运行情况,并负责实施管理评审提出的改进决定和措施; 3.4综合部负责组织实施管理评审活动,保存管理评审记录。 4、工作程序 4.1 一般情况下,管理评审每年进行一次,对该年度的质量管理体系进行情况运行评审。综合部于每年1月份编制年度《管理评审计划》,经管理者代表审核后,提交总经理。 4.2 管理评审计划,内容包括: a)确定评审时间。 b)明确评审的目的。 c)拟定参加评审人员名单。
d)管理评审的内容。 e)管理评审报告分发及保存。 4.3根据确定的评审时间,综合部提前一周通知各相关职能部门主要负责人员,准备参加管理评审的有关资料,按时参与评审工作。 4.4当出现下列情况之一时,可进行追加评审: a)公司发生重大质量事故或顾客有关质量的投诉连续发生时; b)市场要求或公司内部组织结构产品范围、资源配置发生重大变化时; c)社会环境发生重大变化,如社会政治、经济方面、政策、法律有重大调整时;d)即将进行第二、三方审核时。 4.5管理评审输入 a、审核输出结果(包括:内部质量审核结果、外审结果、第二方审核结果); b、顾客反馈,包括意见、建议、投拆、抱怨等,反馈形式包括文字、电话反应,顾客的满意度测量结果及反馈的重要信息; c、过程的业绩和产品的符合性,包括产品实现过程中各环节的不符合规范和不合格产 品等; d、质量方针、质量目标,以及纠正措施和改进措施的实施情况; e、以往管理评审的跟踪的执行情况; f、可能影响质量管理体系的变更,主要包括外部环境的变化,自身的变化等。 g、对质量管理体系改进的建议。 4.6管理评审输出
DrawCall的理解 drawcall是CPU对底层图形绘制接口的调用命令GPU执行渲染操作,渲染流程采用流水线实现,CPU和GPU并行工作,它们之间通过命令缓冲区连接,CPU向其中发送渲染命令,GPU接收并执行对应的渲染命令。 这里drawcall影响绘制的原因主要是因为每次绘制时,CPU都需要调用drawcall而每个drawcall都需要很多准备工作,检测渲染状态、提交渲染数据、提交渲染状态。而GPU本身具有很强大的计算能力,可以很快就处理完渲染任务。 当DrawCall过多,CPU就会很多额外开销用于准备工作,CPU本身负载,而这时GPU可能闲置了。 解决DrawCall:过多的DrawCall会造成CPU的性能瓶颈:大量时间消耗在DrawCall准备工作上。很显然的一个优化方向就是:尽量把小的DrawCall合并到一个大的DrawCall中,这就是批处理的思想。下面是一些具体实施方案: 1. 2. 合并的网格会在一次渲染任务中进行绘制,他们的渲染数据,渲染状态和shader 都是一样的,因此合并的条件至少是:同材质、同贴图、同shader。最好网格顶点格式也一致。 3.
4. 尽量避免使用大量小的网格,当确实需要时,进行合并。 5. 6. 避免使用过多的材质,尽量共享材质。 7. 8. 9. 合并本身有消耗,因此尽量在编辑器下进行合并确实需要在运行时合并的,将静态 的物体和动态的物体分开合并:静态的合并一次就可以,动态的只要有物体发生变换就要重新合并。 FPS(每秒传输帧数(Frames Per Second)) 例如:75Hz的刷新率刷也就是指屏幕一秒内只扫描75次,即75帧/秒。而当刷新率太低时我们肉眼都能感觉到屏幕的闪烁,不连贯,对图像显示效果和视觉感观产生不好的影响。在FPS游戏例如CS中也是一样的,游戏里的每一帧就是一幅静止画面,而“FPS”值越高也就是“刷新率”越高,每秒填充的帧数就越多,那么画面就越流畅。当显卡能提供的“FPS”值不足以满足游戏的“FPS”时玩家就会感觉丢帧,也就是画面不连贯,以至影响游戏操作结果。 主频 主频也叫时钟频率,单位是兆赫(MHz)或千兆赫(GHz),用来表示CPU的运算、处理数据的速度。通常,主频越高,CPU处理数据的速度就越快。CPU的主频=外频×倍频系数。主频和实际的运算速度存在一定的关系,但并不是一个简单的线性关系。所以,CPU的主频与CPU实际的运算能力是没有直
1.目的 评审质量管理体系和HACCP管理体系的适宜性、充分性和有效性,达到持续不断地改进和完善质量管理体系和HACCP管理体系,确保本公司质量、安全方针和目标的实现,满足顾客要求。 2.适用范围 适用于本公司质量管理体系和HACCP管理体系的评价。 3.发文范围 总经办 奶源部 采购部 生产车间 设备部 品控部 化验室 仓储部 销售部 行政部 4.职责 4.1 总经理批准管理评审计划,主持管理评审会议,审批管理评审报告。 4.2 管理者代表审核管理评审计划,协调管理评审活动的实施,向总经理报告管理体系的运行状况,审核 管理评审报告。 4.3管理者代表组织对评审后各项决议的实施进行检查、监督和验证。 4.4品控部协助管理者代表准备管理评审所需的信息资料,编制管理评审计划。 4.5 各部门第一负责人及相关人员参加管理评审,提供与管理评审输入要求有关的相关资料,并根据评审 报告的要求制定实施本部门的改进措施。 5.内容 5.1 管理的计划与准备: 5.1.1管理评审每年至少进行一次,两次之间间隔不得超过12个月。品控部在管理评审之前(应提前10天) 制定管理评审计划。管理评审计划的主要内容包括: 1)评审时间:管理评审的时间应在第三方审核之前,年度的管理评审时间应依据第三方审核的计划制定。 2)评审目的: 3)评审的范围及评审重点:
4)参加评审部门: 5)评审依据: 6)评审内容: a.内部质量管理体系和HACCP体系审核报告、第三方机构监督审核报告; b.产品质量、卫生安全分析; c.不合格报告及纠正预防措施执行情况; d.公司的反馈信息和要求; e.质量方针、质量目标贯彻实施情况; f.组织机构、职责分配是否恰当及能否发挥作用; g.质量管理体系和HACCP体系的补充调整; 5.1.2管理评审 5.1.3管理者代表审核管理评审计划,总经理批准。 5.1.4管理者代表根据总经理的批示协调评审活动,品控部具体安排。 5.1.5各部门根据各自所承担的职责并按评审计划做好提供相关资料,作为管理评审的输入。 5.1.6当发生下列情况,经总经理批准,可以增加频次: a.质量方针、目标发生重大变化时; b.组织机构发生调整时; c.发生重大质量事故、食品安全问题或严重的顾客投诉; d.第三方审核发现重大不符合时; e.法律、法规、标准及其他要求发生变化; f.总经理认为必要时。 5.2 惯例评审会议: 5.2.1总经理主持召开评审会议,相关部门负责人及有关人员提交议题及报告本部门质量管理体系和 HACCP体系运行情况,对存在的不合格项提出纠正和预防措施,确定责任人和整改时间。5.2.2评审结束时,总经理对所评审的内容应做出评审意见,形成有关改进决策或指令,作为管理评审的 输出,责令有关部门执行。 5.3 管理评审输出 应包括以下有关措施: 体系及过程的改进,包括对质量方针、质量目标、组织机构、过程控制等方面评价; 与顾客要求有关的产品的改进,对现有产品符合要求的评价,包括是否需要进行产品、过程审核的要求;资源要求。
一、填空题 13.1板形是指成品带钢断面形状和平直度两项指标。 13.1带钢断面形状对于不同用途的成品有着不同要求,作为冷轧原料的热带卷,要求有一定凸度,而成品热带卷则希望断面接近矩形。 13.3影响轧辊磨损的主要因素是工作期内实际磨耗量以及磨损的分布特点。 13.3影响辊缝形状的因素有:热辊型、轧制力使辊系弯曲和剪切变形、磨损辊型、原始辊型、CVC或PC辊对辊型的调节、弯辊装置对辊型的调节。 二、判断题 13.1理论上残余压应力将使带钢产生翘曲(浪形),实际上,由于带钢自身的刚性,只有当内部残余应力大于某一临界值后,才会失去稳定性,使带钢产生翘曲(浪形)。此临界值与带钢厚度、宽度有关。(√) 13.2在来料平直度良好时,入口和出口相对凸度相等,这是轧出平直度良好的带钢的基本条件。(√) 13.2为了保证操作稳定,轧制过程中的辊缝必须是凸形的。(√) 13.2违背了“板凸度一定”原则,一定会出现浪形或瓢曲。(×) 13.2板带愈薄,保持良好板形的困难也就愈大。(√) 13.2 12rnm以上厚度时相对凸度的改变受到限制较小,即不会因为适量的相对凸度改变而破坏平直度。因此将会允许各小条有一定的不均匀延伸而不会产生翘曲。(√) 13.2厚度6~12mm时不存在横向流动,因此应严格遵守相对凸度恒定条件以保持良好平直度。(×) 13.3支承辊的弹性弯曲以及支承辊与工作辊间的相互弹性压扁的不均匀性决定了工作辊的弯曲挠度。(√) 三、单选题 13.1作为冷轧原料的热带卷要求带钢断面形状呈()。 A、接近矩形; B、矩形; C、凸形; D、凹形 答案:C 13.1作为成品热带卷要求带钢断面形状呈()。 A、接近矩形; B、矩形; C、凸形; D、凹形 答案:A 13.1 带钢边部厚度测量时一般取()。 A、离实际带边10mm处; B、离实际带边20mm处; C、离实际带边30mm处; D、离实际带边40mm处 答案:D 13.1带钢边部减薄形成的原因是()。 A、弯曲挠度; B、磨损; C、弹性压扁; D、热凸度 答案:C 13.1一个I单位相当于相对长度差为()。 A、10-6; B、10-5; C、105; D、106 答案:B 13.1以I为单位表示的板形数量值为相对长度差的倍数为()。 A、10-6; B、10-5; C、105; D、106 答案:C
作业一 1、计算机的主要性能指标包括哪些? [参考答案]: 计算机的主要技术性能指标有下面几项:主频、字长、存储容量、存取周期和运算速度等。 (1)主频:主频即时钟频率,是指计算机的CPU在单位时间内发出的脉冲数。 (2)字长:字长是指计算机的运算部件能同时处理的二进制数据的位数,它与计算机的功能和用途有很大的关系。字长决定了计算机的运算精度,字长长,计算机的运算精度就高。字长也影响机器的运算速度,字长越长,计算机的运算速度越快。 (3)存储容量:计算机能存储的信息总字节量称为该计算机系统的存储容量存储容量的单位还有MB(兆字节)、GB(吉字节)和TB(太字节)。 (4)存取周期:把信息代码存入存储器,称为“写”;把信息代码从存储器中取出,称为“读”。存储器进行一次“读”或“写”操作所需的时间称为存储器的访问时间(或读写时间),而连续启动两次独立的“读”或“写”操作(如连续的两次“读”操作)所需的最短时间,称为存取周期(或存储周期)。 (5)运算速度:运算速度是一项综合性的性能指标。衡量计算机运算速度的单位是MIPS(百万条指令/秒)。因为每种指令的类型不同,执行不同指令所需的时间也不一样。过去以执行定点加法指令作标准来计算运算速度,现在用一种等效速度或平均速度来衡量。等效速度由各种指令平均执行时间以及相对应的指令运行比例计算得出来,即用加权平均法求得。 2、说明常见的计算机分类方法及其类型。 [参考答案]: 计算机有多种分类方法。常见的分类方法有以下几种: (1)按处理的信息形式分。可分为数字计算机和模拟计算机。用脉冲编码表示数字,处理的是数字信息,这类计算机是数字计算机;处理长度、电压、电流等模拟量的计算机称为模拟计算机。本书介绍的是数字计算机的组成原理。 (2)按字长分。可分为 8 位机、16位机、32位机和64位机等。 (3)按结构分。可分为单片机、单板机、多芯片机与多板机。 (4)按用途分。可分为工业控制机与数据处理机等。 (5)按规模分。可分为巨型机、小巨型机、大中型机、小型机、工作站和微型机(PC 机)六类。 作业二 1、计算机中为什么采用二进制数码?
管理评审控制程序 1 目的 为确保质量管理体系持续的适宜性、充分性和有效性,依据GB/T19001-20**标准编制本程序。 2 范围 适合于本公司对质量管理体系运行现状及质量方针和目标的综合效果的管理评审。 3 职责 3,1公司总经理主持管理评审会议。 3.2质量负责人负责组织管理评审会议。 3.3综合管理部负责检查和跟踪有关纠正和预防措施,并随时向总经理或质量负责人报告。 4 工作程序 4.1管理评审会议每年至少进行一次,但遇到下列情形,应进行不定期评审:a)社会环境、市场需求发生重大变化时; b)质量方针和质量目标需要调整时; c)组织结构需要调整时; d)销售模式、流程、方法发生改变时; e)连续出现重大质量事故或顾客投诉时。 4.2管理评审准备: 4.2.1综合管理部制定“管理评审计划”,其内容包括评审的内容、时间、涉及范围、参加部门及人员。 4.2.2“管理评审计划”经质量负责人审核,总经理批准后,由综合管理部通知有关与会部门及人员,各部门提前准备书面汇报资料。 4.3管理评审的基本内容: 4.3.1质量管理体系的适宜性评审: a)综合管理部负责自我评价组织人员培训考核、变动情况,负责法律、法规、标准的变化的评价;负责供方控制的评价; b)管理层负责市场、顾客的变化情况的评价;
c)技术开发部负责产品符合性评价评价,负责销售过程质量控制的评价。 4.3.2质量管理体系的充分性评审: a)管理层负责市场调查结果与顾客潜在的和未来的需求和期望的评价。负责市场、顾客的变化情况的评价,负责销售过程控制及质量策划结果的评价。 b)质量负责人负责评价质量管理体系各过程的运行状况。 c)质量负责人负责评价质量方针和质量目标是否符合市场和顾客潜在的和未来的需求和期望。 4.3.3质量管理体系的有效性评审: a)综合管理部负责内、外部质量审核结果的评价;负责不合格的纠正和预防措施的实施情况及效果的评价;负责人力资源培训、考核与控制;供方过程业绩控制、过程异常等的纠正和预防措施的实施、效果的评价。 b)管理层负责顾客投诉、顾客满意程度测量结果的评价。 c)质量负责人负责质量目标完成情况的评价; d)各部门负责本部质量管理体系运行情况的报告。 4.4管理评审会议 4.4.1质量负责人根据会议内容编写管理评审原始会议记录。 4.4.2与会人员需在会议记录上签字。 4.5评审报告: 4.5.1质量负责人根据管理评审原始记录编写书面报告“管理评审报告”,经总经理批准后发至有关部门。管理评审报告包括评审时间、主持人、会议地点、参加人员、评审项目、评审结果等内容。 4.5.2综合管理部保存管理评审会议原始记录及管理评审报告。 4.6管理评审需采取的相关措施: a)质量管理体系及其过程的改进; b)与顾客要求有关的产品的改进; c)资源需求; d)对现有质量管理体系(包括质量方针和质量目标)的评价结论; e)对现有产品符合要求的评价。
CPU的簡介及主要性能指標 什麽是CPU? CPU是英語※Central Processing Unit/中央處理器§的縮寫, CPU一般由邏輯運算單元、控制單元和存儲單元組成。在邏輯運算和控制單元中包括一些寄存器,這些寄存器用於CPU在處理資料過程中資料的暫時保存。 CPU主要的性能指標有: 主頻即CPU的時鐘頻率(CPU Clock Speed)。 這是我們最關心的,我們所說的233、300等就是指它,一般說來,< 主頻越高,CPU的速度就越快,整機的就越高。 時鐘頻率: CPU的外部時鐘頻率,由電腦主板提供,以前一般是66MHz,也有主板支援75各83MHz,目前Intel公司最新的晶片組BX以使用100 MHz的時鐘頻率。另外VIA 公司的MVP3、MVP4等一些非Intel的晶片組也開始支援100MHz的外頻。精英公司的BX主板甚至可以支援133 MHz的外頻。 內部緩存(L1 Cache): 封閉在CPU晶片內部的快取記憶體,用於暫時存儲CPU運算時的部分指令和資料,存取速度與CPU主頻一致,L1緩存的容量單位一般爲KB。L1緩存越大,CPU 工作時與存取速度較慢的L2緩存和記憶體間交換資料的次數越少,相對電腦的運算速度可以提高。 外部緩存(L2 Cache): CPU外部的快取記憶體,PentiumPro處理器的L2和CPU運行在相同頻率下的,但成本昂貴,所以 PentiumII運行在相當於CPU頻率一半下的,容量爲512K。爲降低成本Inter公司生産了一種不帶L2的CPU命爲賽揚,性能也不錯。 MMX技術是※多媒體擴展指令集§的縮寫。 MMX是Intel公司在1996年爲增強Pentium CPU在音像、圖形和通信應用方面而採取的新技術。爲CPU增加57條MMX指令,除了指令集中增加MMX指令外,還將CPU晶片內的L1緩存由原來的 16KB增加到32KB(16K指命+16K資料),因此MMX CPU 比普通 CPU在運行含有MMX指令的程式時,處理多媒體的能力上提高了 60%左右。
微型计算机的主要性能指标 (1)运算速度:通常所说的计算机运算速度(平均运算速度),是指每秒钟所能执行的指令条数,一般用“百万条指令/秒”(mips,Million Instruction Per Second)来描述。 (2)主频:微型计算机一般采用主频来描述运算速度,例如,Pentium/133的主频为133 MHz,Pentium 4 1.5G的主频为1.5 GHz。一般说来,主频越高,运算速度就越快。 (3)字长。一般说来,计算机在同一时间内处理的一组二进制数称为一个计算机的“字”,而这组二进制数的位数就是“字长”。在其他指标相同时,字长越大计算机处理数据的速度就越快,精度越高。 (4)内存储器的容量。内存储器,也简称主存,是CPU可以直接访问的存储器,需要执行的程序与需要处理的数据就是存放在主存中的。内存储器容量的大小反映了计算机即时存储信息的能力。内存容量越大,系统功能就越强大,能处理的数据量就越庞大。 (5)外存储器的容量。外存储器容量通常是指硬盘容量(包括内置硬盘和移动硬盘)。外存储器容量越大,可存储的信息就越多,可安装的应用软件就越丰富。 (6)存取周期:把信息代码存入存储器,称为“写”,把信息代码从存储器中取出,称为“读”。存储器进行一次“读”或“写”操作所需的时间称为存储器的访问时间(或读写时间),而连续启动两次独立的“读”或“写”操作(如连续的两次“读”操作)所需的最短时间,称为存取周期。 (7) I/O的速度:主机I/O的速度,取决于I/O总线的设计。这对于慢速设备(例如键盘、打印机)关系不大,但对于高速设备则效果十分明显。 (8) 性价比:性价比=性能/价格。商品品质好、性价比高。
计算机性能指标 (1)运算速度。运算速度是衡量计算机性能的一项重要指标。通常所说的计算机运算速度(平均运算速度),是指每秒钟所能执行的指令条数,一般用“百万条指令/秒”(mips,Million Instruction Per Second)来描述。同一台计算机,执行不同的运算所需时间可能不同,因而对运算速度的描述常采用不同的方法。常用的有CPU时钟频率(主频)、每秒平均执行指令数(ips)等。微型计算机一般采用主频来描述运算速度,例如,Pentium/133的主频为133 MHz,Pentium Ⅲ/800的主频为800 MHz,Pentium 4 1.5G的主频为1.5 GHz。一般说来,主频越高,运算速度就越快。 (2)字长。计算机在同一时间内处理的一组二进制数称为一个计算机的“字”,而这组二进制数的位数就是“字长”。在其他指标相同时,字长越大计算机处理数据的速度就越快。早期的微型计算机的字长一般是8位和16位。目前586(Pentium, Pentium Pro, PentiumⅡ,PentiumⅢ,Pentium 4)大多是32位,现在的大多数人都装64位的了。 (3)内存储器的容量。内存储器,也简称主存,是CPU可以直接访问的存储器,需要执行的程序与需要处理的数据就是存放在主存中的。内存储器容量的大小反映了计算机即时存储信息的能力。随着操作系统的升级,应用软件的不断丰富及其功能的不断扩展,人们对计算机内存容量的需求也不断提高。目前,运行Windows 95或Windows 98操作系统至少需要 16 M的内存容量,Windows XP则需要128 M以上的内存容量。内存容量越大,系统功能就越强大,能处理的数据量就越庞大。 (4)外存储器的容量。外存储器容量通常是指硬盘容量(包括内置硬盘和移动硬盘)。外存储器容量越大,可存储的信息就越多,可安装的应用软件就越丰富。目前,硬盘容量一般为10 G至60 G,有的甚至已达到120 G。 (5)I/O的速度 主机I/O的速度,取决于I/O总线的设计。这对于慢速设备(例如键盘、打印机)关系不大,但对于高速设备则效果十分明显。例如对于当前的硬盘,它的外部传输率已可达20MB/S、4OMB/S以上。 (6)显存
第42卷第4期2007年4月 钢铁 Iron and Steel Vol. 42, No. 4 April 2007 2250mm 带钢热连轧机板形调控性能改善与提高 魏钢城, 张清东, 陈先霖 (北京科技大学机械工程学院, 北京100083 摘要:以2250mm 热连轧精轧机为对象, 通过有限元仿真, 针对末机架在轧制薄带钢时因出现工作辊端部压靠而引起的整机板形控制性能劣化问题, 进行了多种工况的定量研究, 得出轧件规格和轧制力对工作辊端部压靠的产生及压靠程度的影响, 揭示了工作辊端部压靠对轧机板形控制性能的严重负面影响。通过比较研究轧机抵抗工作辊端部压靠的能力, 提出了采用基于变接触轧制策略的变接触支承辊初始辊形设计的技术对策, 并在投入实际生产使用后取得了明显效果。 关键词:轧辊压靠; 板形调控性能; 有限元; 热连轧机 中图分类号:T G335. 11文献标识码:A 文章编号:04492749X (2007 0420046204 Improvement on Shape Control Perform ance on Finishing T rain of 2250mm H ot Steel Strip Mill WEI Gang 2cheng , ZHAN G Qing 2dong , CH EN Xian 2(School of Mechanical Engineering , University of Science and , 100083, China Abstract :For
2250mm hot continuous rolling mill ,the to study on the work roll end contact during rolling at last stand using Finite contact deteriorates shape controling performance. The influence of strip on roll contact was obtained by calculation , and negative effect of performance was also revealed. By comparative study , varying contact 2length ( a technical countermeasure was proposed and , good effect was obtained in pro 2duction. K ey w ords :roll contact ; flatness control performace ; FEM ; hot continuous rolling mill 作者简介:魏钢城(19642 , 男, 博士生, 高级工程师; E 2m ail :zhang_qd@https://www.doczj.com/doc/c44305287.html,tb. edu. cn ; 修订日期:2006210210 2250热连轧机是国内最宽的热带钢连轧机, 工作辊因可以使用CVC 技术使辊身长度达2550mm , 可轧带钢宽度最大为2100mm 。投产后发现, 轧制薄规格带钢时, 工作辊弯辊的板形调控作用明显减弱, 浪形趋向复合浪, 板形控制变得困难, 导致实物板形质量下降。而且带钢越薄, 问题越严重。针对这一问题展开调查研究, 发现轧机在轧制薄规格带钢时上下工作辊端部发生压靠接触是主要原因。 在宽带钢轧制过程中, 轧辊的挠曲变形和表面接触压扁变形[1]使轧机上下工作辊围成的辊缝开度不均匀, 越靠近端部辊缝开度越小。随着带钢厚度的减小或轧辊挠度的增大, 轧机上下工作辊可能相互接触。这一接触首先发生在端部并随着压靠程度的加重不断向中部区域扩展。轧辊压靠造成的辊间接触力作为无效轧制力既会改变总轧制力和辊系的受力状态, 也会改变辊系的变形[2]。在铝箔轧制中, 辊端压靠可以是一种稳定轧制的手段[3], 但在薄宽带钢轧制中辊端压靠是板形控制的消极影响因素。 1工作辊端部压靠过程有限元仿真 1. 1辊端压靠的描述 采用压靠区域和压靠力2个指标来描述工作辊端部压靠的程度, 压靠区域为轧机上下工作辊发生相互接触区域的轴向长度; 压靠力为轧机上下工作辊相互接触区
计算机系统组成及主要性能指标 一、计算机系统的组成 计算机是一个完整的系统.是山若「个既相互独立又相互联系的部分组成.亦即是由硬件系统和软件系统组成。硬件系统和软件系统相互依籁、不可分俐.其中硬件系统是山电子部件和机电装牲所组成的计算机实体.丛本功能是接受计算机程序.并在程序的控制下完成数据愉人、数据处理和愉出结果等任务.软件系统是指为计算机运行工作服务的全部技术资料和齐种程序.从本功能足保证计算机硬件的功能得以充分发挥.并为川户提供一个宽松的工作环境。i l'算饥的硬件和软件二者缺一不可.否U不能正常工作。 二、计算机的主要性能指标 计算机的技术性能指标标志打计算机的性能优劣和应川范l祠的广度.在实际应川中,比较常见的计算机评价指标主要有以下几种:川位,宇竹、字及字长①位:.位,指一个二进制位,是计算机中所表示的址从本的、址小的效据单元.灿计算机中信息存储的从小单位。O字节:.字节“衍相邻的8个二进制位.址计算机中通用的从本单元。 (1)字和字长:是计算机内部进行数据传递处理的鉴本单位.通常它与计算机内部的寄存器、运算装代、总线宽度相一致“字长”适衍计算机在交换、加工和存放信息时的鼓从本的长度。 (2)速度:计算机中的速度折标可以川主叔及运算速度等进行综合评价.其中主孩也称 时钟频率,是指计算机中时钟脉冲发生器所产生的倾华,常以兆赫兹(MHz)为单位.址决定计算机速度的T(要衍标之一。主孩越高,计算机速度越快。运算速度常以征秒百万折令数为单位.这个指标较主预更能直观地反映计界机的速度。 (3)存储系统容员:是指所能访问的存储单元数。存储系统主要包括主存(也称内存》和辅存(也称外存》。存储容址通常以字节(I”为单位.由于存储容址一般都很大.所以实用单位常川T.叮笋节(KB)、兆字节(MB)或占字j5((;13)表示。I KB=1024B.I MB=1024KB.I(;B=1024M1B. (4)可轶性:指计算机在规定时间和条件下正常I:作不发生故障的概率.常以平均无故WII.fPi1(MTBF)表示。MTBF烤大.系统性能越好。 (5)兼容性:指计葬机硬件设备和软件程序可川于其他多种系统的性能。 (6)性能/价格比:是衡峨计算机产品优劣的综合性指标。性能代表系统的使用价fl,包括计算机的速度、内存容胜、输人愉出设备的配祝及叮铭性等。价格则是衍计算机的冉价。性价比越高.则表明计算机系统越好。 三、计算机的特.点 计算御L作为一种高速、枯确进行信息处理的机器-it有共他机器所无法比拟的诸多特点.梦1纳起来讲.主要有以下几个方面: 1.达并迷度诀 计算机能以极快的速度进行运算。现在普通的微R4计算机侮秒可执行几十万条指令.而巨ki机则达到III秒儿!·亿次战至儿(ri亿次的运算速度。随粉计算机技术的发展.汁芥机的运算速度还在提高。例如天气预报.山于需要分析大址的
电脑cpu的性能指标基础知识介绍 2010年02月20日 17时20分26秒组装电脑配置网 CPU主要的性能指标有以下几点: (1)主频,也就是CPU的时钟频率,简单地说也就是CPU的工作频率。 一般说来,一个时钟周期完成的指令数是固定的,所以主频越高,CPU的速度也就越快了。不过由于各种CPU的内部结构也不尽相同,所以并不能完全用主频来概括CPU的性能。至于外频就是系统总线的工作频率;而倍频则是指CPU 外频与主频相差的倍数。用公式表示就是:主频=外频×倍频。我们通常说的赛扬433、PIII 550都是指CPU的主频而言的。 (2)内存总线速度或者叫系统总路线速度,一般等同于CPU的外频。 内存总线的速度对整个系统性能来说很重要,由于内存速度的发展滞后于CPU的发展速度,为了缓解内存带来的瓶颈,所以出现了二级缓存,来协调两者之间的差异,而内存总线速度就是指CPU与二级(L2)高速缓存和内存之间的工作频率。 (3)工作电压。工作电压指的也就是CPU正常工作所需的电压。 早期CPU(386、486)由于工艺落后,它们的工作电压一般为5V,发展到奔腾586时,已经是3.5V/3.3V/2.8V了,随着CPU的制造工艺与主频的提高,CPU 的工作电压有逐步下降的趋势,Intel最新出品的Coppermine已经采用1.6V的工作电压了。低电压能解决耗电过大和发热过高的问题,这对于笔记本电脑尤其重要。 (4)协处理器或者叫数学协处理器。在486以前的CPU里面,是没有内置协处理器的。 由于协处理器主要的功能就是负责浮点运算,因此386、286、8088等等微机CPU的浮点运算性能都相当落后,自从486以后,CPU一般都内置了协处理器,协处理器的功能也不再局限于增强浮点运算。现在CPU的浮点单元(协处理器)往往对多媒体指令进行了优化。比如Intel的MMX技术,MMX是“多媒体扩展指令集”的缩写。MMX是Intel公司在1996年为增强Pentium CPU在音像、图形和通信应用方面而采取的新技术。为CPU新增加57条MMX指令,把处理多媒体的能力提高了60%左右。 (5)流水线技术、超标量。流水线(pipeline)是 Intel首次在486芯片中开始使用的。 流水线的工作方式就象工业生产上的装配流水线。在CPU中由5~6个不同功能的电路单元组成一条指令处理流水线,然后将一条X86指令分成5~6步后再由这些电路单元分别执行,这样就能实现在一个CPU时钟周期完成一条指令,因此
管理评审控制程序 1.目的: 确保质量管理体系运行的适宜性、充分性和有效性,并与公司的战略方向保持一致? 2.适用范围: 适用于本公司最高管理者对质量管理体系(ISO9001)系统、方针和目标、经营计划的实施情况的评审? 3.定义: 无 4.职责分配: 4.1总经理主持管理评审会议,批准管理评审计划和管理评审报告? 4.2管理者代表或其授权人负责组织编写管理评审计划,并组织管理评审所需要的材料,负责将管 理评审会议的记录并对最高管理者在管理评审过程中提出的要求和问题点的整改和效果确认? 4.3各部门负责人总结本部门在体系运行中的绩效,并在管理评审会议上向管理评审会议报告?
6.流程图: 7.程序内容: 7.1编制管理评审计划 7.1.1管理评审频次 一般情况下,公司于每年的1月份就上一年的工作进行年终总结(管理评审)。在下列情况下,由公司总经理提出,适时进行阶段总结(管理评审): 1)当公司的组织结构、产品结构发生重大调整、市场环境条件发生重大变化时; 2)当公司发生重大质量事故、顾客有重大投诉时 3)当总经理认为必要时 7.1.2在实施管理评审的前2周,管理者代表编制管理评审计划,内容包括:评审目的、评审内 容、评审人员、评审方法、时间安排、评审输入的准备等。 7.1.3管理评审计划经总经理批准后下发给参加管理评审的有关人员。 7.2管理评审的输入 7.2.1 管理评审的准备 参加管理评审的人员在收到管理评审计划后,在1周内按以下准备管理评审输入报告:
7.2.2评审输入资料的提交 7.2.2.1各职能部门/人员应于收到管理评审计划后的一周内将管理评审输入报告提交给管理 者代表。管理者代表在此基础上,准备全面的质量管理体系运行情况总结报告。 7.2.2.2各职能部门/人员应在管理评审实施前1周,将其管理评审输入报告发送给所有参加管 理评审的人员。 7.3召开管理评审会 7.3.1 按管理评审计划中确定的时间召开管理评审会。管理评审会由总经理主持,管理者代表负责 会议的准备工作,做好会议签到和会议记录并予以保持。 7.3.2 管理评审的内容。参加管理评审会议的人员,结合各部门提交的管理评审输入报告,就以下
板材理论重量计算 1、钢板理论重量计算公式:厚度(单位mm)×宽度(单位mm)×长度(单位mm)×7.85(国标密度)÷1000000000壹后面九个零=重量(单位吨)钢板四切边是理论计算重量,毛边或者两切是过磅计重。压力容器用钢板理论计算重量附加值请点击这里参阅。 2、方钢每米重量=0.00786×边宽×边宽 3、六角钢每米重量=0.0068×对边直径×对边直径 4、八角钢每米重量=0.0065×直径×直径 5、螺纹钢每米重量=0.00617×直径×直径 6、等边角钢每米重量=边宽×边厚×0.015 7、扁钢每米重量=0.00785×厚度×宽度 8、无缝钢管每米重量=0.02466×壁厚×(外径-壁厚)9、电焊钢每米重量=无缝钢管 10、圆钢每米重量=0.00617×直径×直径11、黄铜管:每米重量=0.02670*壁厚*(外径-壁厚) 12、紫铜管:每米重量=0.02796*壁厚*(外径-壁厚)13、铝花纹板:每平方米重量=2.96*厚度 14、有色金属比重:紫铜板8.9黄铜板8.5锌板7.2铅板11.3715、有色金属板材的计算公式为:每平方米重量=比重*厚度 16、方管: 每米重量=(边长+边长)×2×厚×0.0078517、不等边角钢每米重量=0.00785×边厚(长边宽+短边宽--边厚) 18、工字钢每米重量=0.00785×腰厚[高+f(腿宽-腰厚)]19、槽钢每米重量=0.00785×腰厚[高+e(腿宽-腰厚)] 专业术语: 1、两切 2、四切 3、两毛 4、四切三探正火(容器板) 5、热轧卷 6、开平理计 基础知识: 1、按厚度分类:薄板4mm、中板4—20mm、厚板20—60mm、特厚板60mm以上 2、按生产分类:热轧钢板、冷轧钢板 3、表面特性分类:(1)、镀锌板(热镀锌板、电镀锌板)(2)、镀锡板(3)、复合钢板、(4)、 彩色涂层钢板 4、用途分类:桥梁钢板、锅炉钢板、造船钢板、装甲钢板、汽车钢板、屋面钢板、结构钢 板、电工钢板(电工板)、弹簧钢板 钢板材质 普板Q235B、锰板Q345B、Q345C、Q345D、SM490A、Q390GJD—Z25、Q420GJC—Z15、容器板Q345R、碳结板S50C、碳结板45#、 Q345D钢板
CPU的性能指标: 1.主频 主频也叫时钟频率,单位是MHz,用来表示CPU的运算速度。CPU的主频=外频×倍频系数。很多人以为认为CPU的主频指的是CPU运行的速度,实际上这个认识是很片面的。CPU的主频表示在CPU内数字脉冲信号震荡的速度,与CPU实际的运算能力是没有直接关系的。 当然,主频和实际的运算速度是有关的,但是目前还没有一个确定的公式能够实现两者之间的数值关系,而且CPU的运算速度还要看CPU的流水线的各方面的性能指标。由于主频并不直接代表运算速度,所以在一定情况下,很可能会出现主频较高的CPU实际运算速度较低的现象。因此主频仅仅是CPU性能表现的一个方面,而不代表CPU的整体性能。 2.外频 外频是CPU的基准频率,单位也是MHz。外频是CPU与主板之间同步运行的速度,而且目前的绝大部分电脑系统中外频也是内存与主板之间的同步运行的速度,在这种方式下,可以理解为CPU的外频直接与内存相连通,实现两者间的同步运行状态。外频与前端总线(FSB)频率很容易被混为一谈,下面的前端总线介绍我们谈谈两者的区别。 3.前端总线(FSB)频率 前端总线(FSB)频率(即总线频率)是直接影响CPU与内存直接数据交换速度。由于数据传输最大带宽取决于所有同时传输的数据的宽度和传输频率,即数据带宽=(总线频率×数据带宽)/8。外频与前端总线(FSB)频率的区别:前端总线的速度指的是数据传输的速度,外频是CPU与主板之间同步运行的速度。也就是说,100MHz外频特指数字脉冲信号在每秒钟震荡一千万次;而100MHz前端总线指的是每秒钟CPU可接受的数据传输量是100MHz×64bit÷8Byte/bit=800MB/s。 4.倍频系数 倍频系数是指CPU主频与外频之间的相对比例关系。在相同的外频下,倍频越高CPU的频率也越高。但实际上,在相同外频的前提下,高倍频的CPU本身意义并不大。这是因为CPU 与系统之间数据传输速度是有限的,一味追求高倍频而得到高主频的CPU就会出现明显的“瓶颈”效应—CPU从系统中得到数据的极限速度不能够满足CPU运算的速度。 5.缓存 缓存是指可以进行高速数据交换的存储器,它先于内存与CPU交换数据,因此速度很快。L1 Cache(一级缓存)是CPU第一层高速缓存。内置的L1高速缓存的容量和结构对CPU的性能影响较大,不过高速缓冲存储器均由静态RAM组成,结构较复杂,在CPU管芯面积不能太大的情况下,L1级高速缓存的容量不可能做得太大。一般L1缓存的容量通常在32—256KB. L2 Cache(二级缓存)是CPU的第二层高速缓存,分内部和外部两种芯片。内部的芯片二级缓存运行速度与主频相同,而外部的二级缓存则只有主频的一半。L2高速缓存容量也会影响CPU的性能,原则是越大越好,现在家庭用CPU容量最大的是512KB,而服务器和工作站上用CPU的L2高速缓存更高达1MB-3MB。 6.CPU扩展指令集 CPU扩展指令集指的是CPU增加的多媒体或者是3D处理指令,这些扩展指令可以提高CPU 处理多媒体和3D图形的能力。著名的有MMX(多媒体扩展指令)、SSE(因特网数据流单指令扩展)和3DNow!指令集。 7.CPU内核和I/O工作电压 从586CPU开始,CPU的工作电压分为内核电压和I/O电压两种。其中内核电压的大小是根据CPU的生产工艺而定,一般制作工艺越小,内核工作电压越低;I/O电压一般都在1.6~3V。