催化裂化装置吸收解吸系统工艺参数全面分析
及最佳工艺参数的确定
张健民*李松年
(石油化工科学研究院 100083)
摘要利用前文发表的催化裂化吸收解吸系统数学模型进行详细的模拟计算,对包括系统温度、系统压力、吸收塔中段回流流率及回流温度、解吸塔进料入解吸塔温度、解吸塔塔底再沸器热负荷、补充吸收剂流率、吸收塔、解吸塔理论板数、富气入汽液平衡罐温度以及粗汽油入吸收塔位置等再内的工艺参数进行了全面分析,探讨了每一项工艺参数影响吸收解吸系统分离效果的规律。在此基础上,运用正交设计法给出了四种可供新建装置、装置改造或操作优化用以确定其吸收解吸系统工艺参数的最佳方案。
主题词模拟吸收解吸系统分离效果正交设计法
1 前言
目前,国内大多数炼厂的催化裂化装置普遍存在干气中C
3含量偏高、液化气收率偏低以及C
2
脱
除不净导致装置排放不凝气等问题。随着装置处理量增加和MGG技术的实施,进入吸收解吸系统的富气流量将进一步加大,已经暴露出来的问题会更加恶化。因此,明确吸收解吸系统工艺参数的影响规
律,改善吸收解吸系统的分离效果,以提高C
3吸收率和C
2
解吸率,是优化催化裂化装置生产操作、提
高经济效益的重要一环。
近年来,国内外有关催化裂化装置吸收解吸系统工艺参数研究的文章很多[1,2,3,4],文中提出的观点有些相近,有些则相互矛盾。本文以吸收解吸系统中吸收塔和解吸塔为主要研究对象,尽可能多地选取与其分离效果相关的工艺参数加以全面分析,提出了一些不同的观点,并运用正交设计法[5]进行了多因素分析,以期确定吸收解吸系统生产操作的最佳工艺参数,为今后的技术改造及装置新建提供理论依据。
2 模拟计算采用的方法及原始数据的来源
2.1 模拟计算采用的方法
塔的模拟计算以Tomi c h[6]法为依据,汽液平衡常数K值的计算采用C-S[7]法,应用Lee-Erba r-Edmi ster模型[8]计算汽液相焓值。
2.2 模拟计算使用的原始数据
模拟计算使用的原始数据以锦州石化公司第二套催化裂化装置的吸收解吸系统一九九二年标定数据为依据,经过处理后得到。见表1。
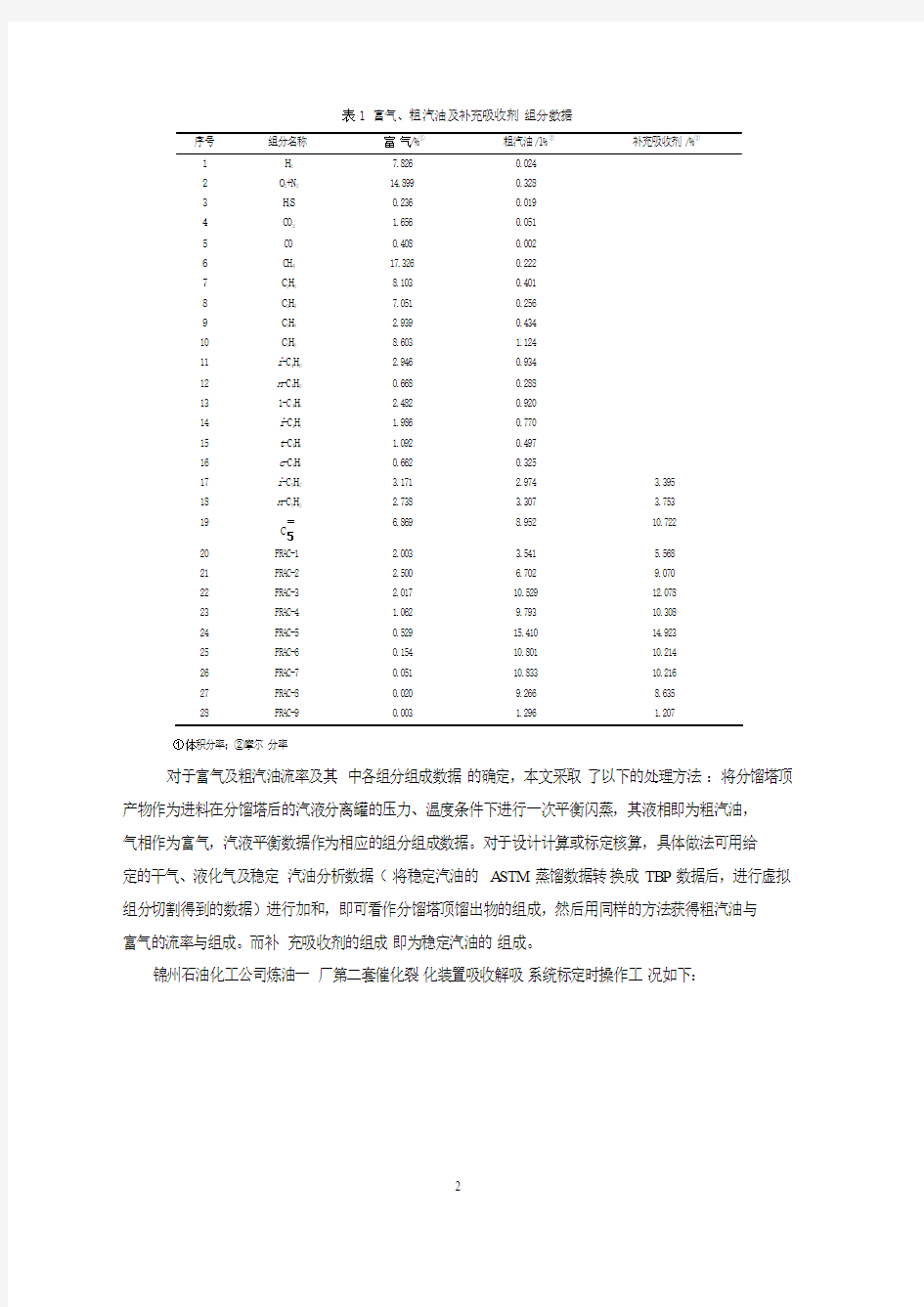
表1 富气、粗汽油及补充吸收剂组分数据
序号 组分名称
富 气/%① 粗汽油/l%② 补充吸收剂/%②
1 H
2 7.826 0.024 2 O 2+N 2 14.899 0.328
3 H 2S 0.236 0.019
4 CO 2 1.656 0.051
5 CO 0.408 0.002
6 CH 4 17.326 0.222
7 C 2H 6 8.103 0.401
8 C 2H 4 7.051 0.256
9 C 3H 8 2.939 0.434 10 C 3H 6
8.603 1.124 11 i -C 4H 10 2.946 0.934 12 n -C 4H 10 0.668 0.288 13 1-C 4H 8
2.482 0.920 14 i -C 4H 8 1.986 0.770 15 t -C 4H 8 1.092 0.497 16 c -C 4H 8 0.662 0.325 17 i -C 5H 12
3.171 2.974 3.395 18 n -C 5H 12 2.738 3.307 3.753 19 C =5 6.869 8.952 10.722 20 FRAC-1 2.003 3.541 5.568 21 FRAC-2 2.500 6.702 9.070 22 FRAC-3 2.017 10.529 12.078 23 FRAC-4 1.062 9.793 10.308 24 FRAC-5 0.529 15.410 1
4.923 25 FRAC-6 0.154 10.801 10.214 26 FRAC-7 0.051 10.833 10.216 27 FRAC-8 0.020 9.266 8.635 28
FRAC-9
0.003
1.296
1.207
① 体积分率;②摩尔分率
对于富气及粗汽油流率及其中各组分组成数据的确定,本文采取了以下的处理方法:将分馏塔顶产物作为进料在分馏塔后的汽液分离罐的压力、温度条件下进行一次平衡闪蒸,其液相即为粗汽油,气相作为富气,汽液平衡数据作为相应的组分组成数据。对于设计计算或标定核算,具体做法可用给定的干气、液化气及稳定汽油分析数据(将稳定汽油的A STM 蒸馏数据转换成TB P 数据后,进行虚拟组分切割得到的数据)进行加和,即可看作分馏塔顶馏出物的组成,然后用同样的方法获得粗汽油与富气的流率与组成。而补充吸收剂的组成即为稳定汽油的组成。
锦州石油化工公司炼油一厂第二套催化裂化装置吸收解吸系统标定时操作工况如下:
表2 标准工艺参数
解吸塔塔底压力指的是解吸塔塔底再沸器内气相的压力;
所有压力均为绝对压力。
3 单因素影响的分析与讨论
单因素影响是指在维持其他工艺参数保持不变的情况下,单独改变某一参数,考察其对吸收解吸系统分离效果的影响结果。以丙烯吸收率和乙烷解吸率来表征吸收解吸系统的分离效果。
3.1 补充吸收剂流率对吸收率、解吸率的影响
从图1可以看出,随着补充吸收剂流率的增加,丙烯吸收率增加,乙烷解吸率下降。这表明,当其他工艺参数保持不变,尤其是解吸塔塔底再沸器热负荷保持不变时,单纯提高补充吸收剂流率并不一定能够保证丙烯吸收率显著提高,却可能造成乙烷解吸率大幅下降。
3.2 理论板数对吸收率、解吸率的影响
从图2可以看出,其他工艺参数保持不变,单纯增加吸收塔理论板数,丙烯吸收率及乙烷解吸率均增加:在板数达到8块以前,增加明显;板数超过8块以后,增势趋缓。图3表示的是解吸塔理论板数的影响情况。从图3可以看出,当解吸塔理论板数低于8块时,丙烯吸收率增加,板数超过8块以后,丙烯吸收率没有明显变化;而乙烷解吸率在此达到最高然后开始下降。这一现象表明,维持其他操作条件不变,单调增加解吸塔理论板数,乙烷解吸率并不单调增加,而是存在极大值。这是因为随
以上的重组分的摩尔流率逐渐减少,即由解吸塔着解吸塔板数的增加,解吸作用增强,解顶气中C
3
以上的重组分逐渐减少,对于操作工况一定的吸收塔来说,将有更多的乙烷组分被吸进入吸收塔的C
3
收,这样,由吸收塔顶出去的乙烷组分将减少,必然导致乙烷解吸率的下降。因此,对应于某个确定的吸收塔理论板数,存在一个最佳的解吸塔理论板数与之相匹配,只有满足这种最佳匹配,才能使得丙烯吸收率和乙烷解吸率均达到最佳。
3.3 系统温度对吸收率、解吸率的影响
系统温度指补充吸收剂、粗汽油及中一、中二回流的入塔温度。从图4可以看出,随着系统温度的不断降低,丙烯吸收率和乙烷解吸率逐渐提高。
3.4 解吸塔塔底再沸器热负荷对吸收率、解吸率的影响
从图5可以看出,再沸器热负荷增加,乙烷解吸率增加,丙烯吸收率下降。再沸器热负荷与补充吸收剂流率之间存在藕连作用,对于一定的补充吸收剂流率,存在一个较佳的再沸器热负荷与之相对应。在这种情况下,丙烯吸收率和乙烷解吸率均可达到较为满意的结果。
■丙烯吸收率;▲乙烷解吸率■丙烯吸收率;▲乙烷解吸率
3.5 解吸塔进料入解吸塔温度对吸收率、解吸率的影响
从图6可以看出,解吸塔进料入塔温度的变化会引起乙烷解吸率的急剧变化:当解吸塔进料入解吸塔温度由40℃升至73℃时,乙烷解吸率升幅显著,而丙烯吸收率的变化不十分明显。因此,为保证乙烷解吸率满足要求,应控制解吸塔进料入塔温度,且不应低于70℃。
■丙烯吸收率;▲乙烷解吸率■丙烯吸收率;▲乙烷解吸率
3.6 系统压力对吸收率、解吸率的影响
从图7可以看出,系统压力指压缩机出口压力。可以看出,压缩机出口压力的影响十分显著。随着压力提高,丙烯吸收率增加,乙烷解吸率下降。当压力低于1.2MPa时,丙烯吸收率升幅明显,乙烷解吸率下降缓慢。当压力超过1.2MPa时,丙烯吸收率增势趋缓,而乙烷解吸率降幅明显。
为进一步考察补充吸收剂流率及解吸塔塔底再沸器热负荷在压缩机出口压力影响下的变化规律,进行了如下计算:保证其他操作条件不变,通过改变压缩机出口压力计算在完成同样的分离任务所需要的补充吸收剂流率及解吸塔塔底再沸器热负荷。从图8可以看出,随着压缩机出口压力提高,补充吸收剂流率与塔底再沸器热负荷同时下降:前者下降均匀,后者却并非均匀一致:压力低于1.2M Pa时,下降较快,压力超过1.2MPa后,降速趋缓。
对于新建装置,压缩机出口压力不应低于1.2MPa。对于现有装置,在允许的范围内应最大限度地提高压缩机出口压力,并维持在较高的出口压力下进行生产操作。
3.7 富气入罐温度对吸收率、解吸率的影响
从图9可以看出,随着富气入罐温度的降低,丙烯吸收率几乎没有变化,而乙烷解吸率升幅极小。这说明,富气入罐温度的变化对丙烯吸收率和乙烷解吸率没有明显影响。
3.8 中段回流对吸收率、解吸率的影响
从图10可以看出,在某一确定的回流入塔温度下,中段回流流率的改变对丙烯吸收率及乙烷解吸率没有明显的影响。从图11可以看出,中段回流入塔温度下降,丙烯吸收率和乙烷解吸率上升,但变化较为明显。进一步考察发现,两段回流的取热量变化幅度的大小是产生上述结果的直接原因。两段回流的取热量随其入塔温度变化的幅度明显大于随两段回流流率变化的幅度,因此,对丙烯吸收率和乙烷解吸率的影响即是前者大于后者。因此,在生产操作中,通过调节两段回流流率改善吸收效果意义不大,而应采取降低回流入塔温度的方法来提高塔的吸收效果。
3.9 粗汽油入塔位置对吸收率、解吸率的影响
从图12可以看出,随着粗汽油入塔位置的逐步下移,丙烯吸收率在第3块板处出现了极大值,同时,乙烷解吸率先上升而后趋于平稳。因此,可以认为吸收塔第3块理论板为粗汽油最佳入塔位置。
■丙烯吸收率;▲乙烷解吸率■丙烯吸收率;▲乙烷解吸率
■丙烯吸收率;▲乙烷解吸率■丙烯吸收率;▲乙烷解吸率
4 最佳工艺参数的确定
运用正交设计法对吸收解吸系统的某些影响显著的因素进行了正交模拟计算,以确定最佳工艺参数。在确定最佳工艺参数时未考虑经济因素的影响,只以丙烯吸收率和乙烷解吸率是否达到最好作为衡量标准。
4.1 因素与水平的确定
根据单因素影响的分析结果,将吸收塔理论板数和解吸塔理论板数均设定为8块,其中解吸塔理论板数包括塔底再沸器。将系统温度、压缩机出口压力、补充吸收剂流率、解吸塔底再沸器热负荷和解吸塔进料入解吸塔温度定为因素,每个因素均取4个水平。见下表。
表3 吸收解吸系统正交模拟计算因素水平
序号补充吸收剂/×103kg·h-1再沸器热负荷/×107kJ·h-
1压缩机出口压力/MP a系统温度/℃解吸塔进料入塔温度
/℃
1 16 1.26 1.1 20 68
2 18 1.28 1.2 25 70
3 20 1.30 1.3 30 72
4 22 1.32 1.4 3
5 74 4.2 正交模拟计算结果分析与最佳工艺参数的确定
根据表3安排了L
16
45的正交模拟计算,计算结果见表4。
表4 正交模拟计算结果
1 2 3 4 5
1 1 1 1 1 1 71.9599.99
2 1 2 2 2 2 86.9099.97
3 1 3 3 3 3 95.2899.77
4 1 4 4 4 4 96.9793.35
5 2 1 2 3 4 91.4599.91
6 2 2 1 4 3 60.2699.98
7 2 3 4 1 2 98.8969.43
8 2 4 3 2 1 98.1086.40
9 3 1 3 4 2 97.5368.73
10 3 2 4 3 1 98.5551.62
11 3 3 1 2 4 67.6999.99
12 3 4 2 1 3 97.1199.85
13 4 1 4 2 3 99.0446.64
14 4 2 3 1 4 98.9571.39
15 4 3 2 4 1 97.0579.24
16 4 4 1 3 2 89.8999.93
从表4中可以看出,计算序号为3,4,5,12(以下简称方案3,4,5,12)的丙烯吸收率和乙烷解吸率相对较好。其中方案12丙烯吸收率和乙烷解吸率最好,且不需要采用出口压力更高的压缩机,但需要增加制冷系统;方案4丙烯吸收率和乙烷解吸率虽然也较高,但操作条件较苛刻;方案3和方案5工艺参数的要求不苛刻,且均可以进行适当改进,通过降低解吸塔进料入塔温度提高丙烯吸收率,在获得较为满意的分离效果的同时,进一步降低了装置能耗。改进的方案3和方案5的模拟计算结果见下表。其中,系统温度和解吸塔进料入塔温度分别为35℃和70℃。
表5 方案3和方案5改进的模拟计算结果
计算序号列号丙烯吸收率/%乙烷解吸率/%
1 2 3 4 5
3 16 1.30 1.3 35 70 96.1397.16
方案12的工艺参数列于表6。改进的方案3和方案5的工艺条件除表5所列变更的操作参数外,其余均与表6所列数据相同。
表6 方案12工艺参数
解吸塔塔底压力指的是解吸塔塔底再沸器内气相的压力;
所有压力均为绝对压力。
5.结论
(1)计算结果表明,对吸收解吸系统分离效果影响显著的工艺参数包括系统温度、系统压力、解吸塔进料入解吸塔温度、解吸塔塔底再沸器热负荷、补充吸收剂流率和吸收塔、解吸塔理论板数等。
(2)为确保乙烷解吸率,降低装置能耗,解吸塔不宜采取低温进料,进料温度应维持在70℃左右。
(3)通过对吸收塔、解吸塔理论板数对吸收解吸系统分离效果的影响的分析,提出了最佳解吸塔理论板数的概念,即对于板数确定的吸收塔,存在一个最佳的解吸塔理论板数与之相匹配。超过或不足都将引起分离效果的下降。
(4)对于新建装置(处理能力80×104t/a),可参考方案12、改进的方案3和方案5确定其吸收解吸系统的工艺参数。
参考文献
[1] 郑陵等.催化裂化吸收稳定系统吸收效果影响因素的分析[J]. 石油学报(石油加工),1995,11(2):77-91
[2] 陆恩锡等. 催化裂化装置解吸塔工艺条件全面分析[J] .化学工程,1998,26(1):29-33
[3] 郑陵,杜英生, 吸收稳定系统解吸塔双股进料工艺[J].催化裂化. 1994,13(6):4-8
[4] McDona ld G W G , Upgr ading F CC VRU can yie ld attr active e conomic payoff[J].Oil & Gas Journal.1992,90(4):79-84
[5] 正交实验设计法[M]. 上海:上海市科学技术交流站, 1975
[6] Tomich J R , A New Si mulatio n Metho d for E qilibri um Stage Proces ses[J].AIChE J.1970 ,16(2):229-232
[7] Chao K C , Se ader J D , A Ge neral C orrelat ion of Vapor-Li quid Eq uilibri um in H ydrocar bon Mi xture[J]. AIChE J,1961, 7(4):598-605
[8] Lee B ,Erba r J H ,Ed mister W C , P redicti on of T hermodyn amic Pr opertie s for L ow Temp erature Hydroca rbon Pr ocess Calculatio ns[J]. AIChE J. 1973,19(2):349-356
ANALY SIS AND OPTIMIZ ATION OF PROCESS PARAMETERS OF FCCˊS
ABSORPTION AND DESORPTION SY STEM
Zhang Ji an-mi n* Li So ng-ni an
(Re se a r c h I nsti tute of Pe tr ole um Pr oc e ssi ng 100083)
Ab stract Case studi es u si ng ri gorou s model p rese nted i n the p revi ous paper sho w t he i mpa ct o f chan gi ng every pro ce ss parameter o f FCCˊs ab sorp ti on and deso rpti on system on separati on effe ct, i ncl udi ng sy stem tem peratu re, sy stem p re ssu re, the fl o wrate an d tempe ratu re of the pump-arou nd, the feed tem peratu re o f the de sorbe r, the r eboiler duty of the de so rber, th e absorbent fl owra te, numbe rs of theoreti c al pl ate of the ab so rber a nd the deso rber, the te mperatu re o f wet gas a nd the l o cati on o f naphtha fro m mai n col umn i nto the ab sorbe r. Fo ur sche mes whi ch can be good i n FCCˊs abso rpti on an d de sorpti on sy stem are pre sented ba sed o n o rthog onal desi gn method.
K ey Word s si mul ati on ab sorp ti on and de so rpti on sy stem se parati on e ffe ct orthogonal de si gn me thod
关键质量属性关和键工艺参数(CQA&CPP) 1、要求: 生产工艺风险评估的重点将由生产工艺的关键质量属性(CQA)和关键工艺参数(CPP)决定。 生产工艺风险评估需要保证能够对生产工艺中所有的关键质量属性(CQA)和关键工艺参数(CPP)进行充分的控制。 2、定义: CQA关键质量属性:物理、化学、生物学或微生物的性质或特征,其应在适当的限度、范围或分布内,以保证产品质量。 CPP关键工艺参数:此工艺参数的变化会影响关键质量属性,因此需要被监测及控制,确保产产品的质量。 3、谁来找CQA&CPP 3.1 Subject Matter Experts(SME)在某一特定领域或方面(例如,质量部门,工程学,自动化技术,研发,销售等等),个人拥有的资格和特殊技能。 3.2 SME小组成员:QRM负责/风险评估小组主导人、研发专家、技术转移人员(如适用)、生产操作人员、工程人员、项目人员、验证人员、QA、QC、供应商(如适用)等。 3.3 SME小组能力要求矩阵: 4、如何找CQA&CPP 4.1 在生产工艺中有很多影响产品关键质量属性的因素,每个因素都存在着不同的潜在的风险,必须对每个因素充分的进行识别分析、评估,从而来反映工艺的一些重要性质。
4.2 列出将要被评估的工序步骤。工艺流程图,SOP或批生产记录可以提供这些信息。评估小组应该确定上述信息的详细程度来支持风险评估。 例:
文件资源:保证在评估之前已经具备所有必要的文件。 良好培训:保证在开展任何工作之前所有必要的风险评估规程、模板和培训已经就位。 评估会议:管理并规划所有要求的风险评估会议。 例:资料需求单 ICH Q8(R2)‐ QbD‐系统化的方法、 ICHQ9‐质量风险管理流程图 CQA&CPP风险评估工具‐FMEA
催化裂化装置的主要设备 百克网:2008-5-30 14:50:14 文章来源:本站 催化裂化装置设备较多,本节只介绍几个主要设备。 一、提升管反应器及沉降器 (一)提升管反应嚣 提升管反应器是进行催化裂化化学反应的场所,是本装置的关键设备。随装置类型不同 提升管反应器类型不同,常见的提升管反应器类型有两种: (1)直管式:多用于高低并列式提升管催化裂化装置。 (2)折叠式:多用于同轴式和由床层反应器改为提升管的装置。 图5—8是直管式提升管反应器及沉降器示意图 提升管反应器是一根长径比很大的管子,长度一般为30~36米,直径根据装置处理量决 定,通常以油气在提升管内的平均停留时间1~4秒为限确定提升管内径。由于提升管内自下而上油气线速不断增大,为了不使提升管上部气速过高,提升管可作成上下异径形式。 在提升管的侧面开有上下两个(组)进料口,其作用是根据生产要求使新鲜原料、回炼 油和回炼油浆从不同位置进入提升管,进行选择性裂化。
进料口以下的一段称预提升段(见图5—9),其作用是:由提升管底部吹入水蒸气(称预 提升蒸汽),使由再生斜管来的再生催化剂加速,以保证催化剂与原料油相遇时均匀接触。 这种作用叫预提升。 为使油气在离开提升管后立即终止反应, 提升管出口均设有快速分离装置,其作用是使 油气与大部分催化剂迅速分开。快速分离器的 类型很多,常用的有:伞帽型,倒L型、T型、 粗旋风分离器、弹射快速分离器和垂直齿缝式 快速分离器(分州如图5—10中a、b、c、d、e、f所示)。 为进行参数测量和取样,沿提升管高度还 装有热电偶管、测压管、采样口等。除此之外,提升管反应器的设计还要考虑耐热,耐磨 以及热膨胀等问题。 (二)沉降器 沉降器是用碳钢焊制成的圆筒形设备,上段为沉降段,下段是汽提段。沉降段内装有数 组旋风分离器,顶部是集气室并开有油气出口。沉降器的作用是使来自提升管的油气和催化剂分离,油气经旋风分离器分出所夹带的催 化荆后经集气室去分馏系统;由提升管快速分 离器出来的催化剂靠重力在沉降器中向下沉 降,落入汽提段。汽提段内设有数层人字挡板 和蒸汽吹入口,其作用是将催化剂夹带的油气用过热水蒸气吹出(汽提),并返回沉降段,以便减少油气损失和减小再生器的负荷。 沉降器多采用直筒形,直径大小根据气体(油气、水蒸气)流率及线速度决定,沉降段线速一般不超过0.5~0.6米/秒。沉降段高度由旋风分离器科腿压力平衡所需料腿长度和所 需沉降高度确定,通常为9~12米。 汽提段的尺寸一般由催化剂循环量以及催化剂在汽提段的停留时间决定,停留时间一般 是1.5~3分钟。 二、再生器
催化裂化装置简介及工艺流程 概述 催化裂化技术发展密切依赖于催化剂发展。有了微球催化剂,才浮现了流化床催化裂化装置;分子筛催化剂浮现,才发展了提高管催化裂化。选用适当催化剂对于催化裂化过程产品产率、产品质量以及经济效益具备重大影响。 催化裂化装置普通由三大某些构成,即反映/再生系统、分馏系统和吸取稳定系统。其中反映––再生系统是全装置核心,现以高低并列式提高管催化裂化为例,对几大系统分述如下: (一)反映––再生系统 新鲜原料(减压馏分油)通过一系列换热后与回炼油混合,进入加热炉预热到370℃左右,由原料油喷嘴以雾化状态喷入提高管反映器下部,油浆不经加热直接进入提高管,与来自再生器高温(约650℃~700℃)催化剂接触并及时汽化,油气与雾化蒸汽及预提高蒸汽一起携带着催化剂以7米/秒~8米/秒高线速通过提高管,经迅速分离器分离后,大某些催化剂被分出落入沉降器下部,油气携带少量催化剂经两级旋风分离器分出夹带催化剂后进入分馏系统。 积有焦炭待生催化剂由沉降器进入其下面汽提段,用过热蒸气进行汽提以脱除吸附在催化剂表面上少量油气。待生催化剂经待生斜管、待生单动滑阀进入再生器,与来自再生器底部空气(由主风机提供)接触形成流化床层,进行再生反映,同步放出大量燃烧热,以维持再生器足够高床层温度(密相段温度约650℃~680℃)。再生器维持0.15MPa~0.25MPa(表)顶部压力,床层线速约0.7米/秒~1.0米/秒。再生后催化剂经淹流管,再生斜管及再生单动滑阀返回提高管反映器循环使用。 烧焦产生再生烟气,经再生器稀相段进入旋风分离器,经两级旋风分离器分出携带大某些催化剂,烟气经集气室和双动滑阀排入烟囱。再生烟气温度很高并且具有约5%~10%CO,为了运用其热量,不少装置设有CO锅炉,运用再生烟气产
关键工艺参数确认的SOP 1 目的: 定义关键工艺参数,建立关键工艺参数的选择和评估程序,加强对关键工艺参数的理解和识别,便于日常操作。 2 范围: 总公司及分子公司原料药线的中间体和原料药产品的生产。所有GMP条件下生产的中间体和原料药必须对关键工艺参数进行确认。 3 责任者: 研发部、生产技术部、QC、QR、QA 3.1研发部、生产技术部 -组织和领导对质量风险进行分析评估 -起草确认方案和报告 -具体实施确认工作 -在确认工作结束后对工艺参数、关键工艺参数进行列表 -对工艺耐受性进行分析提供支持 -对生产提供支持 -提供工艺确认中相关的文件 -对工艺执行情况进行评估,并确保任何必要的、额外的工艺确认工作的实施 3.2生产部门 -组织和领导工艺耐受性分析工作 -对工艺耐受性分析进行文件记录 -按照工艺规程中的工艺参数执行生产 3.3 化验室 -在工艺确认的过程中提供分析支持 -对检测方法进行验证 3.4 质量管理部 -对质量风险分析提供支持 -批准确认方案和报告 -对工艺耐受性分析工作提供支持 -审核和批准的工艺参数列表 -对工艺规程中所列的工艺参数的正确实施进行审核 -对工艺验证后工艺的实施情况进行评估(产品年度回顾)
3.5 产品经理或项目负责人 -根据产品的需求和客户要求,开始工艺确认工作 -审核和批准的生产工艺参数列表 -在产品的生命周期内,对进一步的确认工作的申请进行评估 4 程序 4.2 基本原则及内容 4.2.1在产品小试开发结束后,应初步确定关键工艺参数并将其列入开发报告中 4.2.2关键工艺参数的确认应该包括: -确定可能影响API质量的工艺参数的关键属性 -确定每个关键工艺参数的范围 4.3. 先决条件 4.3.1关键工艺参数应明确界定(最低限度的要求是在实验室条件下的定义),然后确认工作才可以开始 4.3.2关键工艺参数的设置,应该经过技术人员组织相关人员组织讨论后,以书面的形式确认。 4.3.3确认关键工艺参数之前,成品的标准很分析方法要提前进行确认。 4.3.4起始原料、中间体和最后中间体应该已经确定。 4.3.5对整个反应过程用到的关键原料、中间体的来源已经确认。 4.3.6中间体的质量标准的设置应该要确保由这个标准下的中间体可以得到合格的最终产品。中间体的标准设置的时候,应该考虑到可能影响的成品的全部标准。
催化裂化的装置简介及工艺流程 概述 催化裂化技术的发展密切依赖于催化剂的发展。有了微球催化剂,才出现了流化床催化裂化装置;分子筛催化剂的出现,才发展了提升管催化裂化。选用适宜的催化剂对于催化裂化过程的产品产率、产品质量以及经济效益具有重大影响。 催化裂化装置通常由三大部分组成,即反应/再生系统、分馏系统和吸收稳定系统。其中反应––再生系统是全装置的核心,现以高低并列式提升管催化裂化为例,对几大系统分述如下: (一)反应––再生系统 新鲜原料(减压馏分油)经过一系列换热后与回炼油混合,进入加热炉预热到370℃左右,由原料油喷嘴以雾化状态喷入提升管反应器下部,油浆不经加热直接进入提升管,与来自再生器的高温(约650℃~700℃)催化剂接触并立即汽化,油气与雾化蒸汽及预提升蒸汽一起携带着催化剂以7米/秒~8米/秒的高线速通过提升管,经快速分离器分离后,大部分催化剂被分出落入沉降器下部,油气携带少量催化剂经两级旋风分离器分出夹带的催化剂后进入分馏系统。 积有焦炭的待生催化剂由沉降器进入其下面的汽提段,用过热蒸气进行汽提以脱除吸附在催化剂表面上的少量油气。待生催化剂经待生斜管、待生单动滑阀进入再生器,与来自再生器底部的空气(由主风机提供)接触形成流化床层,进行再生反应,同时放出大量燃烧热,以维持再生器足够高的床层温度(密相段温度约650℃~680℃)。再生器维持0.15MPa~0.25MPa(表)的顶部压力,床层线速约0.7米/秒~1.0米/秒。再生后的催化剂经淹流管,再生斜管及再生单动滑阀返回提升管反应器循环使用。 烧焦产生的再生烟气,经再生器稀相段进入旋风分离器,经两级旋风分离器分出携带的大部分催化剂,烟气经集气室和双动滑阀排入烟囱。再生烟气温度很高而且含有约5%~10%CO,为了利用其热量,不少装置设有CO锅炉,利用再生烟气产生水蒸汽。对于操作压力较高的装置,常设有烟气能量回收系统,利用再生烟气的热能和压力作功,驱动主风机以节约电能。 (二)分馏系统 分馏系统的作用是将反应/再生系统的产物进行分离,得到部分产品和半成
编订:__________________ 单位:__________________ 时间:__________________ 炼油生产安全技术—催化裂化的装置简介类型及工 艺流程 Standardize The Management Mechanism To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-8978-61 炼油生产安全技术—催化裂化的装置简介类型及工艺流程 使用备注:本文档可用在日常工作场景,通过对管理机制、管理原则、管理方法以及管理机构进行设置固定的规范,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 一、装置简介 (一)装置发展及其类型 1.装置发展 催化裂化工艺产生于20世纪40年代,是炼油厂提高原油加工深度的一种重油轻质化的工艺。 20世纪50年代初由ESSO公司(美国)推出了Ⅳ型流出催化装置,使用微球催化剂(平均粒径为60—70tan),从而使催化裂化工艺得到极大发展。 1958年我国第一套移动床催化裂化装置在兰州炼油厂投产。1965年我国自己设计制造施工的Ⅳ型催化装置在抚顺石油二厂投产。经过近40年的发展,催化裂化已成为炼油厂最重要的加工装置。截止1999年底,我国催化裂化加工能力达8809。5×104t/a,占
一次原油加工能力的33.5%,是加工比例最高的一种装置,装置规模由(34—60)×104t/a发展到国内最大300×104t/a,国外为675×104t/a。 随着催化剂和催化裂化工艺的发展,其加工原料由重质化、劣质化发展至目前全减压渣油催化裂化。根据目的产品的不同,有追求最大气体收率的催化裂解装置(DCC),有追求最大液化气收率的最大量高辛烷值汽油的MGG工艺等,为了适应以上的发展,相应推出了二段再生、富氧再生等工艺,从而使催化裂化装置向着工艺技术先进、经济效益更好的方向发展。 2.装置的主要类型 催化裂化装置的核心部分为反应—再生单元。反应部分有床层反应和提升管反应两种,随着催化剂的发展,目前提升管反应已取代了床层反应。 再生部分可分为完全再生和不完全再生,一段再生和二段再生(完全再生即指再生烟气中CO含量为10—6级)。从反应与再生设备的平面布置来讲又可分为高低并列式和同轴式,典型的反应—再生单元见图
DTY生产工艺及参数设定 DTY是有POY(预取向丝)通过假捻而形成的,我们公司的DTY设备是TMT公司的ATF-1500SZ加弹机,加弹机是由拉伸变形区、定型区、卷绕区所组成的。整个流程是:原丝架→切丝器→第一罗拉(FR1)→生头杆导丝器→第一加热箱(H1)→冷却板→假捻器→力器→第二罗拉(FR2)→网络喷嘴→第二罗拉A(FR2A)→第二加热箱(H2)→第三罗拉(FR3)→探丝器(感应器)→上油轮→卷绕成型装置。 一、设备简述 第一罗拉为喂入罗拉,其装置有两种组成方式。一个是喂丝罗拉和皮圈,另一个是喂丝罗拉和皮辊,皮圈的优点接触面积大、握持力大、可减少轴承磨损,其缺点是易损坏。而皮辊的优点是耐磨且可多次使用,其缺点是握持力不足,须在辊上绕圈弥补。我司设备是由喂丝罗拉和皮辊组成的,在FR2上必须绕两圈,在加工细旦时还需在FR1上绕两圈(移丝间距一般为5-10mm)来弥补力不足。丝条通过第一罗拉到升头杆,升头杆顶部有个止捻器装置,作用是将丝条固定在第一热箱顶部,起到防止丝逃捻或回捻。 第一热箱又叫变形热箱,它是接触式加热方式(与第二热箱不同),其作用是加热丝条呈塑化状态,更容易拉伸变形,它的温度越高蓬松性和卷曲性越好,染色变浅。其长度为2.5m(加弹机分为两种型,“M”型和“V”型,我司的加弹机属于“M”型,而“V”型的长度为2m)。它是由真空密封联苯蒸汽和电加热复合加热。定型区主要是第二热箱又叫定型热箱,是非接触型空气加热,它是由热媒加热的。 第二罗拉A与第三罗拉之间的超喂比,即定型超喂,主要控制丝条在相对松驰状态下定型。 假捻器(叠盘式摩擦假捻器)是整个加弹机的核心部位,它是通过摩擦盘的转向对丝条进行加捻和解捻从而形成一个假捻的作用(我们公司一般做“Z”捻)。一般摩擦盘分软盘(聚氨酯PU盘等)和硬盘(瓷盘、砂盘等),软盘摩擦系数高、表面柔软、对丝条损伤小、“雪花少”但使用寿命短成本贵;而硬盘与软盘反之。 第三罗拉前方是油轮,作用主要是给低弹丝加上适当的油剂,使它提高丝条的集束性,增加丝条的平滑性,改善丝条的抗静电性与退绕性能。这边再讲一下上油率,所上的油剂量占纤维总重量的比例,一般在2%左右,我司DTY油剂一般用ATY普通油剂,影响其上油率的还有油轮的转速,我们公司一般油轮的转速在0.3rpm-08rpm。卷绕区,卷绕装置的整个过程无需手动操作,其核心在于IAD启动开关,此开关的功能是强制启动挂丝作业。 二、浅谈工艺 工艺条件主要是加工速度(YS)、牵伸比(DR)、速比(D/Y指摩擦盘的表面速度与丝条离开假捻器的速度之比),K值(解捻力与加捻力的比值)以及三个超喂OF2%、OF2A%、OF3%和两个热箱温度第一热箱(H1)、第二热箱(H2). 下图为几个加工条件的关联图:
催化裂化装置工艺流程及设备简图 “催化裂化”装置简单工艺流程 “催化裂化”装置由原料预热、反应、再生、产品分馏等三部分组成~其工艺流程见下图~主要设备有:反应器、再生器、分馏塔等。 1、反应器,又称沉降器,的总进料由新鲜原料和回炼油两部分组成~新鲜原料先经换热器换热~再与回炼油一起分为两路进入加热炉加热~然后进入反应器底部原料集合管~分六个喷嘴喷入反映器提升管~并用蒸汽雾化~在提升管中与560,600?的再生催化剂相遇~立即汽化~约有25,30%的原料在此进行反应。汽油和蒸汽携带着催化剂进入反应器。通过反应器~分布板到达密相段~反应器直径变大~流速降低~最后带着3,4?/?的催化剂进入旋风分离器,使其99%以上的催化剂分离,经料腿返回床层,油汽经集气室出沉降器,进入分馏塔。 2、油气进入分馏塔是处于过热状态,同时仍带有一些催 化剂粉末,为了回收热量,并洗去油汽中的催化剂,分馏塔入口上部设有挡板,用泵将塔底油浆抽出经换热及冷却到 0200,300C,通过三通阀,自上层挡板打回分馏塔。挡板以上为分馏段,将反应 物根据生产要求分出气体、汽油、轻柴油、重柴油及渣油。气体及汽油再进行稳定吸收,重柴油可作为产品,也可回炼,渣油从分馏塔底直接抽出。
3、反应生焦后的待生催化剂沿密相段四壁向下流入汽提段。此处用过热蒸汽提出催化剂,颗粒间及表面吸附着的可汽提烃类,沿再生管道通过单动滑阀到再生器提升管,最后随增压风进入再生器。在再生器下部的辅助燃烧室吹入烧焦用的空气,以保证床层处于流化状态。再生过程中,生成的烟通过汽密相段进入稀相段。再生催化剂不断从再生器进入溢流管,沿再生管经另一单动滑阀到沉降器提升管与原料油汽汇合。 4、由分馏塔顶油气分离出来的富气,经气压机增压,冷却后用凝缩油泵打入吸收脱吸塔,用汽油进行吸收,塔顶的贫气进入二级吸收塔用轻柴油再次吸收,二级吸收塔顶干气到管网,塔底吸收油压回分馏塔。 5、吸收脱吸塔底的油用稳定进料泵压入稳定塔,塔顶液态烃一部分作吸收剂,另一部分作稳定汽油产品。 设备简图 反应器、再生器和分馏塔高、重、大。具体如:分馏塔高41.856m,再生器塔高31m,反应器安装后塔顶标高达57m。再生器总重为390t,反应器总重为177t,分馏塔总重为175t。 3再生器最大直径9.6m,体积为2518m。 1(两器一塔的主要外型尺寸及参数 再生器的外型尺寸参数见下图。
催化裂化装置的主要设备 催化裂化装置的主要设备 百克网:2008-5-30 14:50:14 文章来源:本站 催化裂化装置设备较多,本节只介绍几个主要设备。 一、提升管反应器及沉降器 (一)提升管反应嚣 提升管反应器是进行催化裂化化学反应的场所,是本装置的关键设备。随装置类型不同提升管反应器类型不同,常见的提升管反应器类型有两种: (1)直管式:多用于高低并列式提升管催化裂化装置。 (2)折叠式:多用于同轴式和由床层反应器改为提升管的装置。 图5—8是直管式提升管反应器及沉降器示意图 提升管反应器是一根长径比很大的管子,长度一般为30~36米,直径根据装置处理量决定,通常以油气在提升管内的平均停留时间1~4秒为限确定提升管内径。由于提升管内自下而上油气线速不断增大,为了不使提升管上部气速过高,提升管可作成上下异径形式。 在提升管的侧面开有上下两个(组)进料口,其作用是根据生产要求使新鲜原料、回炼油和回炼油浆从不同位置进入提升管,进行选择性裂化。
进料口以下的一段称预提升段(见图5—9),其作用是:由提升管底部吹入水蒸气(称预提升蒸汽),使由再生斜管来的再生催化剂加速,以保证催化剂与原料油相遇时均匀接触。这种作用叫预提升。 为使油气在离开提升管后立即终止反应,提升管出口均设有快速分离装置,其作用是使油气与大部分催化剂迅速分开。快速分离器的类型很多,常用的有:伞帽型,倒L型、T型、粗旋风分离器、弹射快速分离器和垂直齿缝式快速分离器(分州如图5—10中a、b、c、d、e、f所示)。 为进行参数测量和取样,沿提升管高度还装有热电偶管、测压管、采样口等。除此之外,提升管反应器的设计还要考虑耐热,耐磨以及热膨胀等问题。 (二)沉降器 沉降器是用碳钢焊制成的圆筒形设备,上段为沉降段,下段是汽提段。沉降段内装有数组旋风分离器,顶部是集气室并开有油气出口。沉降器的作用是使来自提升管的油气和催化剂分离,油气经旋风分离器分出所夹带的催化荆后经集气室去分馏系统;由提升管快速分离器出来的催化剂靠重力在沉降器中向下沉降,落入汽提段。汽提段内设有数层人字挡板和蒸汽吹入口,其作用是将催化剂夹带的油气用过热水蒸气吹出(汽提),并返回沉降段,以便减少油气损失和减小再生器的负荷。 沉降器多采用直筒形,直径大小根据气体(油气、水蒸气)流率及线速度决定,沉降段线速一般不超过0.5~0.6米/秒。沉降段高度由旋风分离器科腿压力平衡所需料腿长度和所需沉降高度确定,通常为9~12米。汽提段的尺寸一般由催化剂循环量以及催化剂在汽提段的停留时间决定,停留时间一般是1.5~3分钟。 二、再生器
催化裂化装置工艺流程 催化裂化技术的发展密切依赖于催化剂的发展。有了微球催化剂,才出现了流化床催化裂化装置;分子筛催化剂的出现,才发展了提升管催化裂化。选用适宜的催化剂对于催化裂化过程的产品产率、产品质量以及经济效益具有重大影响。 催化裂化装置通常由三大部分组成,即反应?再生系统、分馏系统和吸收稳定系统。其中反应––再生系统是全装置的核心,现以高低并列式提升管催化裂化为例,对几大系统分述如下: 一反应––再生系统 新鲜原料(减压馏分油)经过一系列换热后与回炼油混合,进入加热炉预热到370?左右,由原料油喷嘴以雾化状态喷入提升管反应器下部,油浆不经加热直接进入提升管,与来自再生器的高温(约650?~700?)催化剂接触并立即汽化,油气与雾化蒸汽及预提升蒸汽一起携带着催化剂以7米/秒~8米/秒的高线速通过提升管,经快速分离器分离后,大部分催化剂被分出落入沉降器下部,油气携带少量催化剂经两级旋风分离器分出夹带的催化剂后进入分馏系统。 积有焦炭的待生催化剂由沉降器进入其下面的汽提段,用过热蒸气进行汽提以脱除吸附在催化剂表面上的少量油气。待生催化剂经待生斜管、待生单动滑阀进入再生器,与来自再生器底部的空气(由主风机提供)接触形成流化床层,进行再生反应,同时放出大量燃烧热,以维持再生器足够高的床层温度(密相段温度约650?~68 0?)。再生器维持0.15MPa~0.25MPa (表)的顶部压力,床层线速约0.7米/秒~1.0米/秒。再生后的催化剂经淹流管,再生斜管及再生单动滑阀返回提升管反应器循环使用。 烧焦产生的再生烟气,经再生器稀相段进入旋风分离器,经两级旋风分离器分出携带的大部分催化剂,烟气经集气室和双动滑阀排入烟囱。再生烟气温度很高而且含有约5%~10% CO,为了利用其热量,不少装置设有CO 锅炉,利用再生烟气产生水蒸汽。对于操作压力较高的装置,常设有烟气能量回收系统,利用再生烟气的热能和压力作功,驱动主风机以节约电能。 二分馏系统
炼油生产安全技术一催化裂化的装置简介类型及工艺流程 催化裂化技术的发展密切依赖于催化剂的发展。有了微球催化剂,才出现了流化床催化裂化装置;分子筛催化剂的出现,才发展了提升管催化裂化。选用适宜的催化剂对于催化裂化过程的产品产率、产品质量以及经济效益具有重大影响。 催化裂化装置通常由三大部分组成,即反应?再生系统、分馏系统和吸收稳定系统。其中反应--再生系统是全装置的核心,现以高低并列式提升管催化裂化为例,对几大系统分述如下: ㈠反应--再生系统 新鲜原料(减压馏分油)经过一系列换热后与回炼油混合,进入加热炉预热到370 C左右,由原料油喷嘴以雾化状态喷入提升管反应器下部,油浆不经加热直接进入提升管,与来自再生器的高温(约650 C ~700C )催化剂接触并立即汽化,油气与雾化蒸汽及预提升蒸汽一起携带着催化剂以7米/秒~8米/秒的高线速通过提升管,经快速分离器分离后,大部分催化 剂被分出落入沉降器下部,油气携带少量催化剂经两级旋风分离器分出夹带的催化剂后进入分馏系统。 积有焦炭的待生催化剂由沉降器进入其下面的汽提段,用过热蒸气进行汽提以脱除吸附在催 化剂表面上的少量油气。待生催化剂经待生斜管、待生单动滑阀进入再生器,与来自再生器底部的空气(由主风机提供)接触形成流化床层,进行再生反应,同时放出大量燃烧热,以维持再生器足够高的床层温度(密相段温度约650 C ~68 0 C )。再生器维持0.15MPa~0?25MPa (表)的顶部压力,床层线速约0.7米/秒~1.0米/秒。再生后的催化剂经 淹流管,再生斜管及再生单动滑阀返回提升管反应器循环使用。 烧焦产生的再生烟气,经再生器稀相段进入旋风分离器,经两级旋风分离器分出携带的大部 分催化剂,烟气经集气室和双动滑阀排入烟囱。再生烟气温度很高而且含有约5%~10%CO 为了利用其热量,不少装置设有Co锅炉,利用再生烟气产生水蒸汽。对于操作压力较高的 装置,常设有烟气能量回收系统,利用再生烟气的热能和压力作功,驱动主风机以节约电 能。 ㈡分馏系统 分馏系统的作用是将反应?再生系统的产物进行分离,得到部分产品和半成品。 由反应?再生系统来的高温油气进入催化分馏塔下部,经装有挡板的脱过热段脱热后进入分 馏段,经分馏后得到富气、粗汽油、轻柴油、重柴油、回炼油和油浆。富气和粗汽油去吸收稳定系统;轻、重柴油经汽提、换热或冷却后出装置,回炼油返回反应--再生系统进 行回炼。油浆的一部分送反应再生系统回炼,另一部分经换热后循环回分馏塔。为了取走 分馏塔的过剩热量以使塔内气、液相负荷分布均匀,在塔的不同位置分别设有4个循环回流:顶循环回流,一中段回流、二中段回流和油浆循环回流。 催化裂化分馏塔底部的脱过热段装有约十块人字形挡板。由于进料是460 C以上的带有催化 剂粉末的过热油气,因此必须先把油气冷却到饱和状态并洗下夹带的粉尘以便进行分馏和避免堵塞塔盘。因此由塔底抽出的油浆经冷却后返回人字形挡板的上方与由塔底上来的油 气逆流接触,一方面使油气冷却至饱和状态,另一方面也洗下油气夹带的粉尘。 ㈢吸收--稳定系统: 从分馏塔顶油气分离器出来的富气中带有汽油组分,而粗汽油中则溶解有C3 C4甚至C2 组分。吸收--稳定系统的作用就是利用吸收和精馏的方法将富气和粗汽油分离成干气 (≤ C2)、液化气(C3、C4)和蒸汽压合格的稳定汽油。 一、装置简介 (一)装置发展及其类型
催化裂化装置 一、催化裂化在炼油工业中的作用 催化裂化是重要的石油二次加工手段之一,催化裂化是现代化炼油厂用来改质重质馏分和渣油的核心技术。 一般原油经过一次加工(即常减压蒸馏)后可得到10~40%的汽油,煤油及柴油等轻质油品,其余的是重质馏分和残渣油。如果不经过二次加工它们只能作为润滑油原料或重质燃料油。但是国民经济和国防上需要的轻质油量是很大的,但市场对轻质油的需求量是很大的,以我国目前为例,对轻质燃料油、重质燃料油和润滑油的需求比例大约是20:6:1;另一方面,由于内燃机的发展,对汽油的质量提出了更高的要求,而一般直馏汽油则难以满足这些要求。如目前我国车用汽油标准里面所有汽油的研究法辛烷值都在90以上,随着我国高标号汽油(指研究法辛烷值为93及以上汽油)的消费量不断增长,高标号汽油产量所占的比例已由2003年的28.5%上升到2006年的56.5%。而直馏汽油的辛烷值一般只有40~60,不能满足上述要求。 催化裂化是目前石油炼制工业中最重要的二次加工过程,也是重油轻质化(生产汽、柴油)的核心工艺。催化裂化以各种重质油(VGO、CGO、AR、VR等)为原料,在500℃左右、0.2~0.4MPa及催化剂的作用下,通过催化裂化反应得到气体(干气和LPG)、高辛烷值汽油、催化柴油(LCO)、重质油及焦炭。因此,催化裂化是提高原油加工深度、增加轻质油收率的重要手段。就加工能力来说,我国的催化裂化位居其它二次加工过程之首,催化裂化几乎是所有石化企业最重要的二次加工手段。 催化裂化过程有以下几个特点: 轻质油收率高,可达70%~80%; 催化裂化汽油的辛烷值较高,安定性好; 催化裂化汽柴油十六烷值较低,常与直馏柴油调合才能使用; 催化裂化气体产品中,80%是C3和C4烃类(称为液化石油气LPG),其中丙烯和丁烯占一半以上,因此这部分产品是优良的石油化工和生产高辛烷值汽油组分的原料。 二、工艺原理概述
生产工艺参数作业指导书 一、目的 1.1. 建立生产工艺参数记录及批次生产记录的编制,填写,审核与保管的规定, 使之起到监控,追溯质量全过程的作用。 二、范围 2.1. 适用于生产部PA与PC车间挤出岗位。 三、职责 3.1. 生产主管负责制定《工艺参数记录作业指导书》与表格,并对记录进行审 核管理。 3.2. 生产挤出员负责按《工艺参数记录作业指导书》所陈述的各项内容如实记 录。 3.3. 生产班长负责监督记录的真实性进行确认,并对过程的异常进行处理。 3.4. 生产文员负责统计及分类保存。 四、相关部门 4.1. 技术部:负责订单加工工艺的制定。 4.2. 工程部:负责设备的保养及维修。 五、内容说明 5.1. 机台号:代表双螺杆挤出机在公司内部统一制定的设备编号;如机台号: PA-01;PC-01。 5.2. 品名:代表生产的材质类别及特性。如:H320-B085;PA6-JYHZ-01黑色。 5.3. 生产批号:代表客户订单不同时间生产的物料、成品给以区分;如 P2012.06.06。 5.4. 日期:代表当班生产时间;如年、月、日。 5.5. 班次:代表当班生产班别;如白班,夜班。 5.6 项目:列举了挤出机铜体一至九区、机头、熔温的加工温度、水槽温度、 切粒转速、真空度、螺杆转速、喂料转速、主机电流、机头压力各项生产主要参数的内容。 5.7. 单位:列举了各项目内容对应的应用单位符号。 5.8. 设定:代表技术部所提供的各项加工工艺标准。 5.9. 实际:所指实际是生产过程中各项加工工艺的实际显示值。 5.10.7:30-19:30:所列举的是规定记录各项参数的时间。 5.11. 签名栏:挤出员签名栏及接班人签名栏。 5.12. 备注:要求记录当班生产过程的变动及异常细节并明确时间。 5.13 .确认审核栏:生产班长确认当班生产过程与记录一致,生产主管依据报表 数据管理。 六、相关文件和表单 6.1. 《生产日报表》管理编码SC-003-A/SC-004-A。 七、程序流程图
1.0催化裂化 催化裂化是原料油在酸性催化剂存在下,在500℃左右、1×105~3×105Pa 下发生裂解,生成轻质油、气体和焦炭的过程。催化裂化是现代化炼油厂用来改质重质瓦斯油和渣油的核心技术,是炼厂获取经济效益的重要手段。 催化裂化的石油炼制工艺目的: 1)提高原油加工深度,得到更多数量的轻质油产品; 2)增加品种,提高产品质量。 催化裂化是炼油工业中最重要的一种二次加工工艺,是重油轻质化和改质的重要手段之一,已成为当今石油炼制的核心工艺之一。 1.1催化裂化的发展概况 催化裂化的发展经历了四个阶段:固定床、移动床、流化床和提升管。见下图: 固定床移动床 流化床提升管(并列式)在全世界催化裂化装置的总加工能力中,提升管催化裂化已占绝大多数。
1.2催化裂化的原料和产品 1.2.0原料 催化裂化的原料范围广泛,可分为馏分油和渣油两大类。 馏分油主要是直馏减压馏分油(VGO),馏程350-500℃,也包括少量的二次加工重馏分油如焦化蜡油等,以此种原料进行催化裂化称为馏分油催化裂化。 渣油主要是减压渣油、脱沥青的减压渣油、加氢处理重油等。渣油都是以一定的比例掺入到减压馏分油中进行加工,其掺入的比例主要受制于原料的金属含量和残炭值。对于一些金属含量低的石蜡基原有也可以直接用常压重油为原料。当减压馏分油中掺入渣油使通称为RFCC。以此种原料进行催化裂化称为重油催化裂化。 1.2.1产品 催化裂化的产品包括气体、液体和焦炭。 1、气体 在一般工业条件下,气体产率约为10%-20%,其中含干气和液化气。 2、液体产物 1)汽油,汽油产率约为30%-60%;这类汽油安定性较好。 2)柴油,柴油产率约为0-40%;因含较多芳烃,所有十六烷值较低,由重油催化裂化得到的柴油的十六烷值更低,这类柴油需经加氢处理。 3)重柴油(回炼油),可以返回到反应器内,已提高轻质油收率,不回炼时就以重柴油产品出装置,也可作为商品燃料油的调和组分。 4)油浆,油浆产率约为5%-10%,从催化裂化分馏塔底得到的渣油,含少量催化剂细粉,可以送回反应器回炼以回收催化剂。油浆经沉降出去催化剂粉末后称为澄清油,因多环芳烃的含量较大,所以是制造针焦的好原料,或作为商品燃料油的调和组分,也可作加氢裂化的原料。 3、焦炭 焦炭产率约为5%-7%,重油催化裂化的焦炭产率可达8%-10%。焦炭是缩合产物,它沉积在催化剂的表面上,使催化剂丧失活性,所以用空气将其烧去使催化剂恢复活性,因而焦炭不能作为产品分离出来。 1.3催化裂化工业装置的组成部分
文件编号:GD/FS-9840 The Daily Operation Mode, It Includes All The Implementation Items, And Acts To Regulate Individual Actions, Regulate Or Limit All Their Behaviors, And Finally Simplify Management Process. 编辑:_________________ 单位:_________________ 日期:_________________ (操作规程范本系列) 炼油生产安全技术—催化裂化的装置简介类型及工艺流程详细版
炼油生产安全技术—催化裂化的装 置简介类型及工艺流程详细版 提示语:本操作规程文件适合使用于日常的规则或运作模式中,包含所有的执行事项,并作用于规范个体行动,规范或限制其所有行为,最终实现简化管理过程,提高管理效率。,文档所展示内容即为所得,可在下载完成后直接进行编辑。 一、装置简介 (一)装置发展及其类型 1.装置发展 催化裂化工艺产生于20世纪40年代,是炼油厂提高原油加工深度的一种重油轻质化的工艺。 20世纪50年代初由ESSO公司(美国)推出了Ⅳ型流出催化装置,使用微球催化剂(平均粒径为60—70tan),从而使催化裂化工艺得到极大发展。 1958年我国第一套移动床催化裂化装置在兰州炼油厂投产。1965年我国自己设计制造施工的Ⅳ型
催化装置在抚顺石油二厂投产。经过近40年的发展,催化裂化已成为炼油厂最重要的加工装置。截止1999年底,我国催化裂化加工能力达8809。5×104t/a,占一次原油加工能力的33.5%,是加工比例最高的一种装置,装置规模由(34—60)×104t/a发展到国内最大300×104t/a,国外为675×104t/a。 随着催化剂和催化裂化工艺的发展,其加工原料由重质化、劣质化发展至目前全减压渣油催化裂化。根据目的产品的不同,有追求最大气体收率的催化裂解装置(DCC),有追求最大液化气收率的最大量高辛烷值汽油的MGG工艺等,为了适应以上的发展,相应推出了二段再生、富氧再生等工艺,从而使催化裂化装置向着工艺技术先进、经济效益更好的方向发展。
生产工艺(参数)管理制度 1 范围 本制度规定了工艺管理制度的组织职责、工艺规程、岗位操作规程、岗位作业指导书、工艺变更管理、生产过程工艺(参数)管理、工艺事故管理、工艺质量记录管理、技术革新等内容。 本制度适用于三厂生产中的工艺及参数管理。 2 组织职责 2.1 全厂工艺管理由公司生产技术部管理,其他各部门配合,生产分管领导主管。 2.2 生产车间严格执行工艺纪律,严格按操作规程操作,车间技术员对车间工艺管理负责。 2.3 对生产中工艺异常问题,由生产技术部和厂部共同进行分析,提出改进意见,车间进行实施,鼓励车间为提高产品质量,降低消耗所进行的QC 等活动。 2.4 生产技术部负责全厂生产工艺参数的审核,对涉及生产技改工艺辅材采购计划进行审核。 3 工艺规程和岗位操作规程、作业指导书 3.1 三厂各车间、工段都应有工艺规程和生产操作规程,操作过程复杂的工段必须有岗位作业指导书。 3.2 新产品或新工艺的工艺规程和操作规程及产品标准,由项目负责人或
主管人员组织编写试行报告,由生产技术部门审核,分管领导批准实施。 3.3 对原产品工艺规程和操作规程的修改由厂部、车间技术人员制定,生产技术部组织其它部室配合进行审核。 3.4 生产技术部对工艺规程和操作规程的实施进行监控,对工序质量偏离控制范围的情况及时进行纠正。 4 工艺变更 4.1 工艺变更范围包括: 生产能力变更、管线的改动、主要操作方法改变、工艺参数改变、指标测试手段改变、阀门的增减、控制方案的改变以及化工设备、生产原料(配煤方案)的改变等。 4.2 工艺变更程序: 4.2.1 进行工艺变更时,需由车间技术负责人(技术员或车间主任)提出详细工艺方案,以书面形式报生产技术部,并按照工艺变更管理制度中要求填写工艺变更审批单。 4.2.2 生产技术部接到工艺变更报告后,组织厂部及车间管理人员共同进行可行性分析和验证,并根据验证报告报分管领导审批。 4.2.3 工艺变更后,由安健环部负责对有关技术标准及时进行修订 4.2.4 对重大工艺变更,直接由厂技术负责人制定技术方案,并由生产技术部组织厂部技术管理人员及其它配合单位共同论证,报公司批准后组织实施。 5 生产过程管理 5.1 生产技术部为不合格品的归口管理部门。
重油催化裂化装置工艺流程简述 重油催化裂化装置:包括反应—再生部分、分馏部分、吸收稳定部分、主风机部分、气压机部分、余热回收部分。 1.1 反应-再生部分 自装置外来的常压渣油进入原料油缓冲罐(V1201),由原料油泵(P1201AB)升压后经循环油浆—原料油换热器(E1215AB )加热至280C左右,与自分馏部分来的回炼油混合后进入提升管中部,分4路经原料油进料喷嘴进入提升管反应器(R1101A)下部,与通过预提升段整理成活塞流的高温催化剂进行接触完成原料的升温、汽化及反应,反应油气与待生催化剂在提升管出口经粗旋风分离器得到迅速分离后经升气管进入沉降器单级旋风分离器,在进一步除去携带的催化剂细粉后,反应油气离开沉降器,进入分馏塔。 待生催化剂经粗旋及沉降器单级旋风分离器料腿进入位于沉降器下部的汽提段,在此与蒸汽逆流接触以置换催化剂所携带的油气。汽提后的催化剂沿待生立管下流,经待生塞阀并通过待生塞阀套筒进入再生器(R1102)的密相床,在 700r左右的再生温度、富氧(3%)及CO助燃剂的条件下进行逆流完全再生。再生后的再生催化剂通过各自的再生立管及再生单动滑阀,进入两根提升管反应器底部,以蒸汽和干气作提升介质,完成催化剂加速、分散过程,然后与雾化原料接触。来自蜡油再生斜管的再生催化剂与来自汽油待生循环管的汽油待生催化剂通过特殊设计的预提升段整理成活塞流。 轻重汽油分离塔顶回流油泵出口来的轻汽油,分两路进入汽油提升管反应器(R1104A)。R1104A 的反应油气在提升管出口经粗旋迅速分离,油气经单级旋风分离器进一步除去携带的催化剂细粉,最后离开汽油沉降器,进入分馏塔。 来自R1104 粗旋以及汽油沉降器单级旋风分离器回收的催化剂进入汽油汽提
石油化工催化裂化装置工艺流程
炼油生产安全技术—催化裂化的装置简介类型及工艺流程催化裂化技术的发展密切依赖于催化剂的发展。有了微球催化剂,才出现了流化床催化裂化装置;分子筛催化剂的出现,才发展了提升管催化裂化。选用适宜的催化剂对于催化裂化过程的产品产率、产品质量以及经济效益具有重大影响。 催化裂化装置通常由三大部分组成,即反应?再生系统、分馏系统和吸收稳定系统。其中反应––再生系统是全装置的核心,现以高低并列式提升管催化裂化为例,对几大系统分述如下: ㈠反应––再生系统 新鲜原料(减压馏分油)经过一系列换热后与回炼油混合,进入加热炉预热到370℃左右,由原料油喷嘴以雾化状态喷入提升管反应器下部,油浆不经加热直接进入提升管,与来自再生器的高温(约650℃~700℃)催化剂接触并立即汽化,油气与雾化蒸汽及预提升蒸汽一起携带着催化剂以7米/秒~8米/秒的高线速通过提升管,经快速分离器分离后,大部分催化剂被分出落入沉降器下部,油气携带少量催化剂经两级旋风分离器分出夹带的催化剂后进入分馏系统。 积有焦炭的待生催化剂由沉降器进入其下面的汽提段,用过热蒸气进行汽提以脱除吸附在催化剂表面上的少量油气。待生催化剂经待生斜管、待生单动滑阀进入再生器,与来自再生器底部的空气(由主风机提供)接触形成流化床层,进行再生反应,同时放出大量燃烧热,以维持再生器足够高的床层温度(密相段温度约650℃~68 0℃)。再生器维持0.15MPa~0.25MPa (表)的顶部压力,床层线
速约0.7米/秒~1.0米/秒。再生后的催化剂经淹流管,再生斜管及再生单动滑阀返回提升管反应器循环使用。 烧焦产生的再生烟气,经再生器稀相段进入旋风分离器,经两级旋风分离器分出携带的大部分催化剂,烟气经集气室和双动滑阀排入烟囱。再生烟气温度很高而且含有约5%~10% CO,为了利用其热量,不少装置设有CO 锅炉,利用再生烟气产生水蒸汽。对于操作压力较高的装置,常设有烟气能量回收系统,利用再生烟气的热能和压力作功,驱动主风机以节约电能。 ㈡分馏系统 分馏系统的作用是将反应?再生系统的产物进行分离,得到部分产品和半成品。 由反应?再生系统来的高温油气进入催化分馏塔下部,经装有挡板的脱过热段脱热后进入分馏段,经分馏后得到富气、粗汽油、轻柴油、重柴油、回炼油和油浆。富气和粗汽油去吸收稳定系统;轻、重柴油经汽提、换热或冷却后出装置,回炼油返回反应––再生系统进行回炼。油浆的一部分送反应再生系统回炼,另一部分经换热后循环回分馏塔。为了取走分馏塔的过剩热量以使塔内气、液相负荷分布均匀,在塔的不同位置分别设有4 个循环回流:顶循环回流,一中段回流、二中段回流和油浆循环回流。 催化裂化分馏塔底部的脱过热段装有约十块人字形挡板。由于进料是460℃以上的带有催化剂粉末的过热油气,因此必须先把油气冷却到饱和状态并洗下夹带的粉尘以便进行分馏和避免堵塞塔盘。因此由塔底抽出的油浆经冷却后返
催化裂化的概述 主讲人:齐旭东 装置概况 装置简介 一套催化裂化装置建成投产于1971年,原设计为200万吨/年蒸馏-催化装置(一顶二装置),两器部分公称能力为60?万吨?/?年Ⅳ型的催化裂解装置。1985年改为80?万吨?/?年后置烧焦罐提升管催化裂化装置。1999年6月改造为30?万吨?/?年的催化裂解装置,目的是多产丙烯等产品。2002年4月恢复为40-50万吨/年催化裂化装置。2004年反再系统扩能至60万吨/年,分离系统扩能至80万吨/年。2006年仪表改为DCS控制,进料喷嘴改为CS-II 型,增上德尔塔余热锅炉等。 1.1.1.2 历年来重大技术改造情况 a 1976年8月,由“一顶二”改造为催化裂化和常减压两套装置。 b 1978年9月份,将再生器稀相段加高4.8米。 c 1980年将吸收、解吸流程由单塔改为双塔流程,吸收稳定系统扩能至80万吨/年。 d 1981年,新上三级旋风分离器及余热锅炉。 e 1983年,新上烟气轮机─主风机─电动机组。 f 1984年9月,将反应器内三组杜康型旋风分离器改为二组布埃尔型旋风分离器,再生 器内五组杜康旋风分离器全部更换。 g 1985年,?将两器系统由Ⅳ型催化裂化装置改为后置烧焦罐提升管催化裂化装置。 h1987年, 将再生器分布板改为分布管,再生器内集气室改为外集气室,旋风分离器由杜康型改为PV型。 i 1988年,对换热流程进行调整,将分馏系统各段回流及产品余热与一套减压原油及初 馏塔底换热改为与本装置原料油进行换热。 j 1992年,对气压机凝结水回收系统进行改造,每年可回收凝结水6.4万吨。沉降器内两级布埃尔型旋风分离器更换。 k 1999年将80万吨/年后置烧焦罐提升管催化裂化装置改造为30万吨/年催化裂解装置。 具体改造内容如下: ●反应-再生系统 ?提升管/沉降器/汽提段全部更换 汽提段由Φ2060×6000改为Φ3400×11700,汽提段挡板更换为11?层盘型挡板。 提升管全部更换为Φ900/Φ1300。 ?沉降器内旋风分离器改造为三组两级。 ?再生部分: 取消原有烧焦罐,缓冲罐。 新增空气提升管Φ内900×3200/Φ内600×9048。 取消原再生、半再生U型管,更换为待生、再生斜管,尺寸为Φ内600。