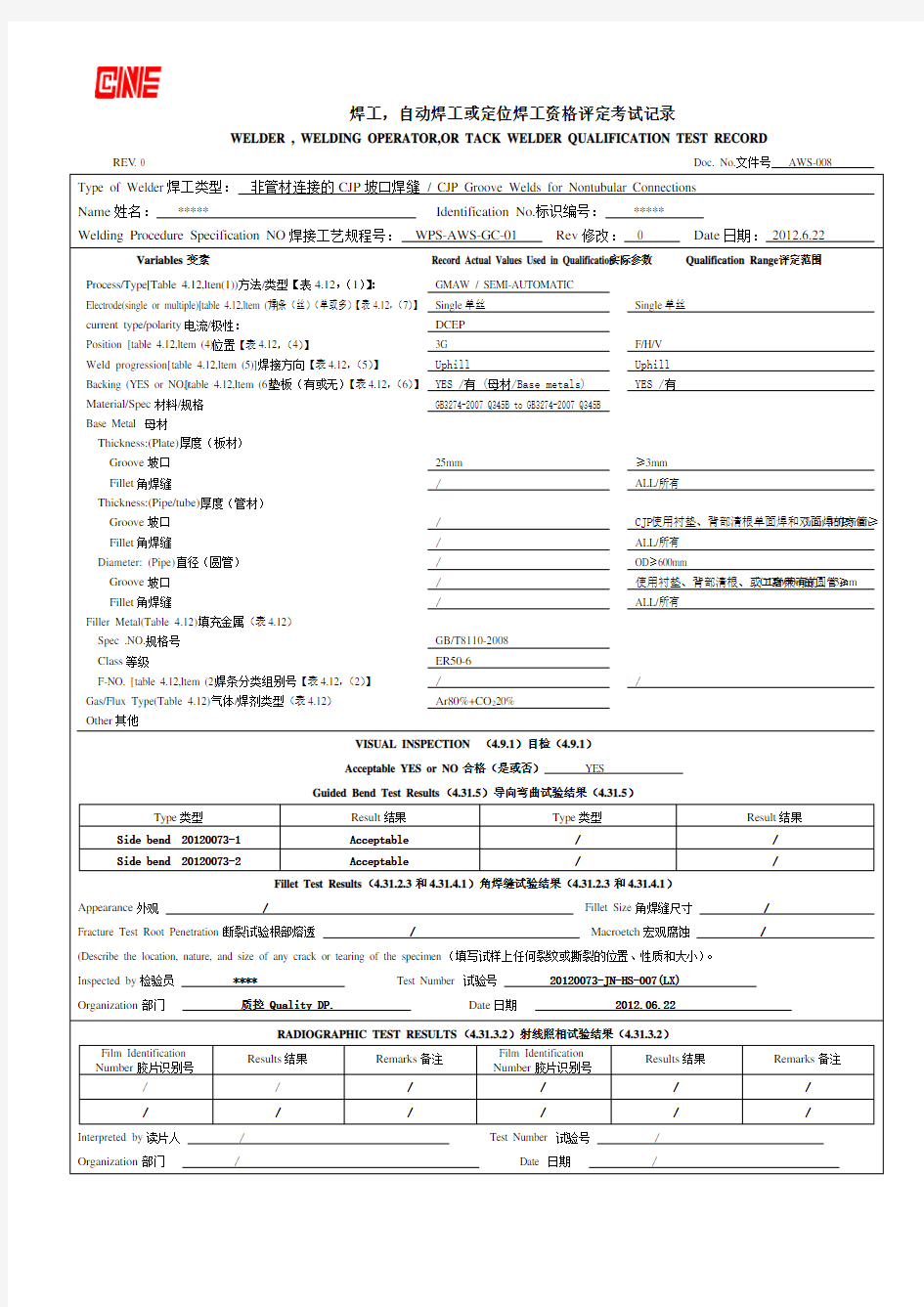
焊工,自动焊工或定位焊工资格评定考试记录
WELDER , WELDING OPERATOR,OR TACK WELDER QUALIFICATION TEST RECORD REV. 0 Doc. No.文件号AWS-008
Type of Welder焊工类型:非管材连接的CJP坡口焊缝/ CJP Groove Welds for Nontubular Connections
Name姓名:***** Identification No.标识编号:*****
Welding Procedure Specification NO焊接工艺规程号:WPS-AWS-GC-01 Rev修改:0 Date日期:2012.6.22 Variables变素Record Actual Values Used in Qualification实际参数Qualification Range评定范围
Process/Type[Table 4.12,lten(1))方法/类型【表4.12,(1)】:GMAW / SEMI-AUTOMATIC
Electrode(single or multiple)[table 4.12,ltem (7)]焊条(丝)(单或多)【表4.12,(7)】Single单丝Single单丝
current type/polarity电流/极性:DCEP
Position [table 4.12,ltem (4)]位置【表4.12,(4)】3G F/H/V
Weld progression[table 4.12,ltem (5)]焊接方向【表4.12,(5)】Uphill Uphill
Backing (YES or NO.) [table 4.12,ltem (6)]垫板(有或无)【表4.12,(6)】YES /有 (母材/Base metals)YES /有
Material/Spec材料/规格GB3274-2007 Q345B to GB3274-2007 Q345B
Base Metal 母材
Thickness:(Plate)厚度(板材)
Groove坡口25mm ≥3mm
Fillet角焊缝/ALL/所有
Thickness:(Pipe/tube)厚度(管材)
Groove坡口/ CJP:使用衬垫、背部清根单面焊和双面焊的方管≥3mm ;PJP≥3mm Fillet角焊缝/ ALL/所有
Diameter: (Pipe)直径(圆管)/ OD≥600mm
Groove坡口/ 使用衬垫、背部清根、或二者兼有的OD≥600mm的圆管≥3mm Fillet角焊缝/ ALL/所有
Filler Metal(Table 4.12)填充金属(表4.12)
Spec .NO.规格号GB/T8110-2008
Class等级ER50-6
F-NO. [table 4.12,ltem (2)]焊条分类组别号【表4.12,(2)】/ /
Gas/Flux Type(Table 4.12)气体/焊剂类型(表4.12)Ar80%+CO220%
Other其他
VISUAL INSPECTION (4.9.1)目检(4.9.1)
Acceptable YES or NO合格(是或否)YES
Guided Bend Test Results(4.31.5)导向弯曲试验结果(4.31.5)
Type类型Result结果Type类型Result结果Side bend 20120073-1 Acceptable / /
Side bend 20120073-2 Acceptable / /
Fillet Test Results(4.31.2.3和4.31.4.1)角焊缝试验结果(4.31.2.3和4.31.4.1)
Appearance外观 / Fillet Size角焊缝尺寸 / Fracture Test Root Penetration断裂试验根部熔透 / Macroetch宏观腐蚀 / (Describe the location, nature, and size of any crack or tearing of the specimen(填写试样上任何裂纹或撕裂的位置、性质和大小)。
Inspected by检验员 **** Test Number 试验号 20120073-JN-HS-007(LX)
Organization部门质控 Quality DP. Date日期 2012.06.22
RADIOGRAPHIC TEST RESULTS(4.31.3.2)射线照相试验结果(4.31.3.2)
Film Identification Number胶片识别号Results结果Remarks备注Film Identification
Number胶片识别号
Results结果Remarks备注
/ / / / / /
/ / / / / / Interpreted by读片人 / Test Number 试验号 / Organization部门 / Date 日期 /
We, the undersigned, certify that the statements in this record are correct and that the test welds were prepared, welded, and tested in conformance with the requirements of clause 4 of AWS D1.1/D1.1M,( 2010 year) Structural Welding Code-Steel.
我们签字人,证明本记录所载正确无误,试验焊缝的制备、焊接和试验符合AWS D1.1/D1.1M( 2010年版)钢结构焊接规范第四章的要求。
Manufacturer or Contractor Authorized By 批准人
制造商或承包商:CNE Date日期2012.06.22
焊工证上的字母各表示什么 各焊工考委会应严格按照国质检办特〔2005〕86号通知要求的基本格式进行证书编号,即: 1.基本格式 2.代号含义 (1)证书项目代号: 由两个字母和一个数字组成,特种设备类表示为“TS6”。 (2)作业种类代号: 由一个字母表示,焊接作业表示为“J”。 (3)地区代码: 由三个字母表示,即是首次发证部门所在地区的行政区划字母代码 四、市属的焊考委,地区代码按照所在地市的地区代码,证书顺序号由市技术监督局统一排序,顺序号均从001起始,顺序号后面加注焊考委代码自定。 指的是你所培训的焊接项目: 比如说 GMAW: 熔化极气体保护电弧焊(Gas Metal Arc Welding) SMAW: 焊条电弧焊(Shielded Metal Arc Welding) 焊工证上的各种符号各代表什么
压力容器等特种设备方面的我国详见《特种设备焊工考试细则》,钢结构考试再下不清楚哪个标准了! A6焊工操作考试项目代号 焊工操作考试项目代号,应按每个焊工、每种焊接方法分别表示。 A6.1焊工操作考试项目表示方法 A6.1.1手工焊焊工操作考试项目表示方法 手工焊焊工操作考试项目表示方法为 (1)- (2)- (3)- (4)/ (5)- (6)- (7),其含义如下: (1)焊接方法代号,见表A-1,耐蚀堆焊代号加(N与试件母材厚度); (2)试件金属材料分类代号,见表A-2。试件为异类别金属材料用X/X表示; (3)试件形式代号,见表A-4,带衬垫代号加(K); (4)试件焊缝金属厚度; (5)试件外径; (6)填充金属类别代号,见表A-3; (7)焊接工艺要素代号,见表A-5。
2015最新电焊工操作证考试试题 发布时间:2015-06-19 一、填空题: 1、当先用交流弧焊电源时,应选用(酸性焊条)。 2、常见的弧焊变压器有动铁式和(动圈式)两种方式 3、焊条电弧焊时,采取(严格烘干焊条)措施可以减小,气孔产生。 4、焊接电流太大将会出现(咬边)。 5、引弧长度一般在(12-25)mm之间。 6、焊接时,使焊条药皮发红的热量为(电阻热)。 7、熔渣的熔点应比被焊金属的熔点(低)。 8、在(非平焊)焊接时,要保证很小的熔池,避免铁水下流,尽量选择较快的焊接速度。 9、直流电源比(交流电源)的稳弧性好 二、判断题 1、手弧焊的焊条可适用于大多数工业用碳钢,不锈钢,铸铁等。(√) 2、立焊容易掌握焊透情况,但是容易咬边,焊缝表面不平整。(√) 3、焊接时,焊接电弧不宜太长,一般电弧长度略超过焊条直径。(×) 4、焊工在拉、合电闸或接触带电物体时,可以双手进行操作。(×) 5、在中厚板的手弧焊中,多层焊有利于提高焊缝的塑性和韧性。(√) 6、焊接速度增加时,熔深和熔宽减小,速度太快容易产生焊不透。(√) 7、酸性焊条中含有的氟化物比碱性多。(×) 8、更换焊条时可以不戴手套,用手直接操作。(×) 9、直流电源比交流电源的稳弧性好。(√) 三、选择题: 1、薄板在焊接时宜采用(A)运条法。 A、直线往复 B、反变形法 C、增加根部间隙 D、增加坡口角度 2、焊工穿胶鞋、戴手套,偶然接200V或380V电压时,会(C)。 A、触电死亡 B、严重烧伤 C、无严重后果 3、(D)将会产生烧穿。 A、焊接速度大 B、坡口钝边大 C、焊件装配间隙小 D、焊接电流大。
格式(Form) RWPAS707-F 证书号No. 中国船级社 CHINA CLASSIFICATION SOCIETY 焊工资格证书 WELDER QUALIFICATION CERTIFICATE 本证书根据中国船级社《材料与焊接规范》的规定颁发 制造方、销售方、供应方、修理方、营运方,以及其他方应承担的任何责任(The welder’s qualification test carried out by this society can not replace the control of technological process and quality by builders or manufacturers. The contents of this certificate do not diminish any liability of the designers,builders,owners,manufacturers,sellers,suppliers,repairers,operators and other parties) 2、本证书仅限证书持有人向本社、国家主管机关和证书持有人所在工作单位证明其具备从事本证书规定范围内焊接工作的资质。本证书的内容不构成本社对国家主管机关、证书持有人和其所在工作单位以外的任何机构和人员的任何保证。国家主管机关、证书持有人和其所在工作单位以外的任何机构和人员因信赖本证书的内容而导致的一切损失,本社概不负责(This certificate is limited to the certificate holder to prove to this society, the state administration and his/her employer that he/she is qualified to undertake the welding operation specified in this certificate. The contents of this certificate do not constitute any guarantee of this society to any organization or personnel other than the state administration, the certificate holder and his/her employer. This society will not be liable for any loss of any results of trusting the contents of this certificate by any organization or personnel other than the state administration, the certificate holder and his/her employer) 3、本证书持有人和其所在单位应对其向本社提供的信息、文件和证书的真实性负责(The certificate holder and his/her employer are responsible for the authenticity of the information, documents and certificates supplied to this society)
锅炉压力容器压力管道焊工证项目代号含义 锅炉压力容器压力管道焊工证 (特种设备作业人员证)项目代号含义 焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。 (一)手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中: ①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。 ②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。异种钢号用X/X表示。 ③表示试件形式代号,见表3,带衬垫代号加:(K)。 ④试件焊缝金属厚度。 ⑤试件外径。 ⑥焊条类别代号,见表4。 ⑦焊接要素代号,见表5。 考试项目中不出现某项时,则不填。 表1 焊接方法及代号 焊接方法代号 焊条电弧焊SMAW 气焊OFW 钨极气体保护焊GTAW 熔化极气体保护焊GMAW(含药芯焊丝电弧焊FCAW) 埋弧焊SAW 电渣焊ESW 摩擦焊FRW 螺柱焊SW 表2试件钢号分类及代号表 类别代号典型钢号示例
碳 素钢I Q195 lO HP245 U75 S205. Q215 15 HP265 L210 Q235 20 25 20R 20g 20G 22g 低 合金钢II HP295 L245 12Mng 12CrMo 09MnD HF325 1290 16Mn 12CrMoG 09MnNiD HPM5 L320 16Mng 15CrMo 09MnNiDR HV365 L360 16MnR 15CrMoR 16MnD L415 15MnNbR 15CrMoG 16MnDR L4YO 15MnV 14CrlMo 15MnNiDR IA85 15MnVii 14Cr1MoR 20MnMoD 1555 20nnMo 12CrlMoV 07MnNiCrMoVDR S240 lOMnWVNb 12CrlMoVG 08MnNiCrMoVD S290 13MnNiMoNbR 12Cr2Mo 10Ni3MoVD s315 20MnMoNb 12Cr2M01 S360 07MnCrMoVR 12Cr2MolR s385 12Cr2MoG S415 12Cr2Mo-WTiB S450 12Cr3MoVSiTiB S480 马氏体 钢、铁 1Cr5Mo OCrl3 lcrl3 1Crl7 1Cr9Mol
湖北省安全生产培训考核统一试题 金属焊接切割作业试题 试卷编号:050200007 一、判断题 1、钎焊是在焊接时对焊件施加一定压力以使接触处金属相结合的方法。() A、正确 B、错误 2、将金属加热到一定温度,并保持一定时间,然后以一定的冷却速度冷却到室温的过程称为热处理。() A、正确 B、错误 3、金属材料的性能通常包括力学性能和工艺性能两种。() A、正确 B、错误 4、基准线一般应与图样的底边垂直。() A、正确 B、错误 5、金属经气割后割缝附近金属硬度有所提高。() A、正确 B、错误 6、乙炔分解时放出它在生成时吸收的全部热量。() A、正确 B、错误 7、电石一般含有硅铁杂质。() A、正确 B、错误 8、氧气瓶着火时应迅速将着火的气瓶移走。() A、正确 B、错误 9、氧气瓶应直立使用,若卧放时应将减压器处于最高位置。() A、正确 B、错误 10、电弧燃烧的必要条件是气体电离及阴极电子发射。() A、正确 B、错误 11、交流焊机输出电流过大或过小,说明焊机电路或磁路一定发生了故障。() A、正确 B、错误 12、禁止多台焊机共用一个电源开关。() A、正确 B、错误 13、钨极氩弧焊焊接直缝通常采用左向焊法。() A、正确 B、错误 14、电阻焊中大功率的单相交流焊机不利于电网的正常运行。() A、正确 B、错误 15、使用浸沾钎焊焊接的焊件必须十分干燥。() A、正确 B、错误 二、单项选择题 16、不属于熔化焊的焊接方法是()。 A、气焊 B、电弧焊 C、点焊 D、 CO2气保焊 17、将钢加热到A3以上或A1左右一定范围的温度,保温一段时间后,随炉缓慢而均匀地冷却,称为()。 A、淬火 B、回火 C、正火 D、退火 18、通常()的导电性最好。
焊工操作证如何办理 现如今,考证也成了一种潮流,各种形形色色的正都有其特殊的含义。但并不是所有的证都很好得到,有的证件的获取甚至会让人苦恼,让人不知所措。比如有狠毒人都不知道焊工操作证如何办理? 下面乔布简历小编将为你大致讲述一下。焊工属于特种行业,其证书的获取需要符合相应的条件,需要通过相关程序的考核。具体如下: 1、各鉴定所(站)按照国家职业标准对考生的资格条件进行认真审查,合格后于鉴定考试前五个工作日以上报市鉴定中心,进行考生资格核查、及鉴定审批。 2、市鉴定中心批准后,由鉴定所(站)报市劳动和社会保障局职业技能开发科审批,批准后由鉴定机构为考生制发准考证。 3、鉴定考试三日以前,市鉴定中心根据国家题库为鉴定所(站)下发备料,准备通知单,由鉴定机构为考生准备鉴定所需的设备及工卡量具、原材料等。 4、鉴定考试结束后,十五日以内由鉴定考核机构完成成绩审批及证书办理工作,并将职业资格证书发放至考生手中。 另外,电焊工操作证考试时间原则上固定在每个月第二周周六安排考试,电焊工操作证报考时间一般为电焊工操作
证考试时间前10天截止报名;特殊情况或团体单位报名的视报名人数另灵活安排考试时间。电焊工操作证报考需要一寸彩色照片3张,或提供电子版照片;身份证复印件、毕业证(或学生证)复印件各1份,或提供电子版资料,填写某省特种作业人员档案表一份。 获取相关证书对你的就业会有相当大的帮助,会让你的技术有一个专业的认证,在你的个人简历上也会增加一份色彩。经过小编的讲解,相信大家对焊工操作证如何办理有了一个头绪! 本文来源简历https://www.doczj.com/doc/c02188262.html,/
欢迎阅读断题。(A表示正确,B表示不正确。) 1.金属的晶格常见的有体心晶格和面心晶格。(A) 2.常用的硬度有布氏硬度,洛氏硬度和维氏硬度。(A) 3.焊接电流是决定焊缝厚度的主要因素。(A) 4.氧化焰的氧气与乙炔的体积比大于1.2。(A) 5.乙炔是一种无色气体,所以对人体健康没有危害。(B) 6.氧气瓶是贮存和运输氧气的高压容器。(A) 7.严禁将带气源的焊炬放入工具箱内。(A) 8.碳弧气刨时产生的烟尘较少而火花飞溅较多。(B) 9.BX1― 330型焊机的粗调靠改变次极绕组的匝数来实现。(A) 10.焊接电缆用一跟整的为宜。如需接长,接头不宜超过四个。(B) 11.埋弧半自动焊采用较粗直径的焊丝。(B) 12.熔化极惰性气体保护焊可采用短路过度焊接厚板材料。(B) 13.压力焊时,为防止触电事故发生,必须保持二次线路中的一点永远连接在机架上,机架可 以没有接地装置。(B) 14 置换法是焊补前用惰性介质将原有的可燃物彻底排出,使容器内的可燃物含量降低到不能形 成爆炸性混合物的条件。(B) 15.焊接施工前后,均应对作业现场及周围环境进行认真检查,确认没有可能引起火灾,爆炸之隐患后,方可进行作业或离开现场。(A) 16.水下焊割作业时严禁利用油管,船体,缆索和海水作为电焊回路的导电体。(A) 17. 在注意安全的情况下,可利用厂房的金属结构,管道,轨道及其他金属物搭接起来作为接地 回线。(B) 18.焊工发生触电,应立即进行心脏挤压法和人工呼吸法急救。(B) 19.电弧光种有三种对人体有害的光线即可见光,红外线和紫外线。(A) 21.焊接可以是金属材料,也可使某些非金属材料,实现永久性连接。(A) 22.钢在淬火后再进行高温回火,这一复合热处理工艺称为调质。(A) 23.焊缝转角是指焊缝轴线与水平之间的夹角。(B) 24.气焊是利用可燃气体燃烧的火焰去熔化工件接缝处的金属和焊丝,而达到金属间牢固连接的 方法。(A) 25.助燃气体本身不能燃烧,但能帮助其他可燃物质燃烧。(A) 26.压缩状态的氧能带来危险,而液态氧就十分安全。(B) 27.盛装可燃气体的气瓶在运输时,车上应备有灭火器材。(A) 28.氧气瓶应直立使用,若卧放时应将减压器处与最高位置。(A) 29.电弧切割时应尽量使用带铝皮的专用碳棒。(B) 30. 焊接变压器过热可能产生的原因是变压器过载或变压器绕组短路。(A) 31.电弧切割时使用的电流一般较小。(B) 32.钨极氩弧焊焊接直缝通常采用左焊法。(A) 33.目前电阻焊缺乏可靠的无损检测方法,焊接质量只能靠工艺试样和工件的破坏性试验来检查,以及靠各种监控技术来保证。(A)
电焊工操作证怎么考 电焊工操作证即焊工特种作业操作证,是安监局颁发的焊工上岗证。焊工工作为特殊工种,只有持证上岗才为合法,所以上岗前考取电焊工操作证是十分必要的。电焊是一项目危险,技能水平要求较高的项目。正因为不是所有人都可以信手拈来就干的活,上岗要佩戴电焊操作证,即焊工特种作业操作证。电焊工特种作业操作证也叫做电焊操作证,电焊工上岗证,电焊工特种证,都是指安监局颁发的特种作业操作证。 那么电焊工操作证应该怎么考取呢,对于这个问题,还有许多人不是很清楚,下面小编就来给大家介绍一下。 电焊操作证考取方法如下:持相关资料到安监局或者其批准的考核单位申请报名。电焊操作证报名资料:身份证复印件(正反面)一寸蓝底照片三张特种作业操作证申请表一份(报名时领取) 报名申请通过后参加由安监局或者培训考点统一安排的培训和考试。考试通过后就可以等通知领取电焊工操作证了,一般是一个月左右就可以了。关于电焊工操作证怎么考可以百度一下《电焊工考证一点通》。 电焊工操作证报名时候需要参加体检,到安监局或者是培训考点领取特种作业操作证申请表,表内有体检项目。体检项目包括视力,辨色力,心电图等一些简单的体检项目。
考取电焊工操作证所需要的材料: 身份证复印件(正反面) 一寸蓝底照片三张 特种作业操作证申请表一份(报名时领取) 下面来给大家推荐一家学习电焊工技术的学校,对电焊工技术感兴趣或者想学习电焊工技术的小伙伴可以了解一下哦~ 南京宁鼓职业培训学校是经南京人力资源和社会保障局批准成立的职业培训机构,是南京市特种作业人员培训机构。 南京市宁鼓职业培训学校位于南京市的人文、教育、经济核心区域——鼓楼区山西路。地理位置优越,交通便利,有通往城南、城北、城东、城西的多路公交线路直达。 南京宁鼓职业培训学校有着良好的教学培训支撑条件,既有适合小范围互动的小型多功能教室,又有适合百人以上公开课的大型报告厅。配备有现代化多媒体教学设施、设备,与大型企业及高校合作建有特种作业的实习基地。现下设有特种作业人员培训部,职业技能培训部,远程教育培训部。 新的时期,新的起点,南京宁鼓职业培训学校将不负社会各界的重托和厚望,秉承“客户至上,锐意进取”的经营理念为广大客户提供服务。
焊工操作证考试复习题 一、填空(每空1分,共32分) 1. 从事特种作业的劳动者必须经过_____________,并取得 _______________证。 2. 电焊机电源线一般不得超过_____米,焊接电缆线一般不得超过____米。 3. CO2焊机焊接的焊缝气孔多的主要原因是__________ 不足。 4. 我厂常用的焊接方法有_________,_______________,_________, ________。 5. 产品标识包含有________________和________________。 6. 驾驶室按长短分为:__________、________、_________。按顶盖的高低 分为:_______、________、_________。 7. 更换电极时应关闭________、______、_______。 8. 三按是指按__________,__________,___________。 9. CO2焊机焊接过程中,CO2保护气供给方式为________送气,_________ 关气。 10. 焊接环境中的有害因素有________、_________、_________、_______。 11 CO2焊机根据送丝方式可分为三种,一种为________ ;一种为________ ; 还有一种为__________。 二、判断题(正确打√,错误打×,每题1分,共10分。) 1. 二氧化碳焊接的电源使用直流较多一些。() 2. 企业文化是先进的现代企业管理理论、管理思想。() 3. 二氧化碳焊接的主要缺点是气孔和飞溅。() 4. 弹性变形是指外力去除后能恢复的变形,也叫永久变形。() 5. 焊丝直径1.2mm属于粗丝二氧化碳焊() 6. NBC-630表示二氧化碳焊机,它的额定电流是630A。() 7. 焊割场地周围10m不得有可燃易爆物品。() 8. 所有的焊接方法都要求,必须在焊前清理工件的油污、锈蚀。() 9. 焊丝直径1.2mm属于粗丝二氧化碳焊() 10. AZ1600270147是车门上的零件。() 三、选择题(每题1分,共10分) 1. 质量控制点的归口管理单位为(),日常管理由()负责。() A、质量管理部门、质量管理部门 B、工艺管理部门、质量管理部门 C、工艺管理部门、各生产单位 D、质量管理部门、各生产单位 2.焊条的选用原则是焊条与目材() A、化学成分相同 B、强度相同 C、强度低于目材 D、化学成分与强度都应相同。 3. 焊接过程中,熔化金属自坡口背面流出,形成穿孔的缺陷称为()。 A、未焊透 B、未焊满 C、烧穿 4. 企业文化的精髓是()。
一、代号:SMAW-II-1G-12-F3J SMAW-I-5G(K)5/60-F3J GTAW-II-6G-3/89-02 1、SMAW-焊接方法代号。 2、II—材料类别 3、1G—试件型式 4、12—试件厚度 5、5/60—厚度/管外径 6、F3J—焊条类型 7、02—焊接要素 二、焊接方法代号 1、SMAW—焊条电弧焊 2、OFW—气焊 3、GTAW—钨极气体保护焊 4、GMAW—熔化极气体保护焊 5、SAW—埋弧焊 6、ESW—电渣焊 7、FRW—摩擦焊 8、SW—螺柱焊 三、材料类别 1、钢号分类及代号 I 碳素钢:Q195、Q215、Q235、10、15、20、25、20R、20g、20G、22g、 HP245、HP265、L175、L210、S205。
II 低合金钢:HP295、HP325、HP345、HP365、L245、L290、L320、L360 L415、L450、L485、L555、S240、S290、S315、S360、S385、S415、 S450、S480、12Mng、16Mn、16Mng、16MnR、15MnNIR 15MnV、15MnVR、20MnMo、10MnWVNB、13MnnIMonBR 20MnMonB、07MnCRMoVR 、12CrMo、12CrMoG、15CrMo 15CrMor、15CrMoG、14Cr1Mo、14Cr1MoR 12Cr1MoV、12Cr1MoVG、12Cr2Mo、12Cr2Mo1、12Cr2Mo1R 12Cr2MoG、12Cr2MoWVTiB、12Cr3MoVSiTiB 09MnD 09MnnID、09MnnIDR、16MnD、16MnDR、15MnNIDR 20MnMoD、07MnnICrMoVDR、08MnnICrMoVD、10nI3MoVD III 马氏体不锈钢、铁素体不锈钢:1Cr5Mo、0Cr13、1Cr13、1Cr17、1Cr9Mo1 IV奥氏体不锈钢:0Cr19Ni9、0Cr18Ni12Mo2Ti、0Cr23Ni13、0Cr18Ni9Ti 00Cr17Ni14Mo2、0Cr25Ni20、0Cr18Ni11Ti 0Cr18Ni12Mo3Ti、00Cr18Ni5Mo3Si2、00Cr18Ni10 00Cr19Ni13Mo3、1Cr19Ni9、00Cr19Ni11 0Cr19Ni13Mo3、1Cr19Ni11Ti、1Cr23Ni18 四、试件型式 1、1G—板状对接平焊、管状对接水平转动:平 2、2G—板状对接横焊、管状对接垂直固定:横平 3、3G—板状对接立焊:立横平
2020 最新焊工上岗操作证考试题库全 1、点焊工在平焊法兰或承插焊法兰的角焊缝应符具体工艺指导书规定。 2、电焊工焊接,焊缝检测,电焊工证,焊接技术 3、安放式焊接支管或插入式焊接支管的接头,包括整体补强的支管座,应全焊透。 补强圈或鞍形补强件的焊接应符合补强圈与支管应全焊透,盖面的角焊缝厚度应不小于填角焊缝有效厚度;鞍形补强件与支管连接的角焊缝厚度应不保证不小于0.7tmin。 4、什么叫电弧? 答:由焊接电源供给的,在两极间产生强烈而持久的气体放电现象—叫电弧。 〈1〉按电流种类可分为:交流电弧、直流电弧和脉冲电弧。 〈2〉按电弧的状态可分为:自由电弧和压缩电弧(如等离子弧)。 5、电弧焊是目前应用最广泛的焊接方法。它包括有:手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、熔化极气体保护焊等。绝大部分电弧焊是以电极与工件之间燃烧的电弧作热源。在形成接头时,可以采用也可以不采用填充金属。所用的电极是在焊接过程中熔化的焊丝时,叫作熔化极电弧焊,诸如手弧焊、埋弧焊、气体保护电弧焊、管状焊丝电弧焊等;所用的电极是在焊接过程中不熔化的碳棒或钨棒时,叫作不熔化极电弧焊,诸如钨极氩弧焊、等离子弧焊等。 这些焊接方法属于不同程度的专门化的焊接方法,其适用范围较窄。主要包括以电阻热为能源的电渣焊、高频焊;以化学能为焊接能源的气焊、气压焊、爆炸焊;以机械能为焊接能源的摩擦焊、冷压焊、超声波焊、扩散焊。 (1)电渣焊 如前面所述,电渣焊是以熔渣的电阻热为能源的焊接方法。焊接过程是在立焊位置、在由两工件端面与两侧水冷铜滑块形成的装配间隙内进行。焊接时利用电流通过熔渣产生的电阻热将工件端部熔化。根据焊接时所用的电极形状,电渣焊分为丝极电渣焊、板极电渣焊和熔嘴电渣焊。电渣焊的优点是:可焊的工件厚度大(从30mm到大于1000mm),生产率高。主要用于在断面对接接头及丁字接头的焊接。电渣焊可用于各种钢结构的焊接,也可用于铸件的组焊。电渣焊接头由于加热及冷却均较慢,热影响区宽、显微组织粗大、韧性、因此焊接以后一般须进行正火处理。
随着社会进步,科技发展。特种作业操作证的考核已经实行了电脑上机考核,大幅度提高了工作效率并节约了纸张。 由于一些年龄比较大的参考者对电脑不熟悉,导致无法顺利完成考试。还有部分因为印刷、不熟悉流程等原因没有顺利通过考试的。本文针对以上问题提供前期准备,帮助各位顺利通过考试。 以下为沈阳市安监局考试流程,其它省市大同小异,各位可酌情参考。 沈阳市安监局位置:皇姑区白山路2号,位于北陵公园西北角,白山路立交桥桥下西行第二个门。地铁2号线、217、190、138、232、141等车辆经过附近。 体检位置:沈阳市皇姑区中心医院,位于昆山路新老皇姑法院之间。附近公交车:248、268、125、190、141、242、161、267等。 办理流程如下:到安监局索取体检表或打印本文附带体检表,粘贴照片及相关复印件。到皇姑区中心医院门诊一楼交20元体检费,上2楼体检科盖章,到住院部1楼盖胸透章。到安监局主楼1楼报名,1楼LED屏会指引具体房间号。报名时携带身份证复印件,最好带原件。报名后到2楼交钱,培训费100元,复审考试费30元。然后拿着收据回到一楼领取教材及考试通知,其中缴费黄联自己妥善保管。注:领取教材后应当场翻阅一遍确认没有印刷和装订错误,如有错误立即更换、 **作业人员**培训须知 201*年*月*日 8:40点整 沈阳市安监局培训中心(院内西侧安全培训教室) 白山路2号(北陵西门; 白山路立交桥下, 大众医院西邻) 参加复印培训的学员请携:取证凭证(交款黄联) 身份证原件、教材 老师将在上午8:40点进行点名签到并进行安全培训,如未能参加签到培训,将另行安排培训时间。 考试要求: 1、下午1:00以后开始进行分批次考试,酗酒者取消考试资格,学员在考试时听从考核科安排。
拿焊工操作证技巧 想考焊工证,但年纪大,记忆差,文化低,没时间,怎么办?考焊工证有技巧方法,是真的吗? 什么是技巧记忆法?南京宁鼓职业培训学校专家介绍:“就是用各种容易识别、理解、记忆、联想、归纳的方法把答案记住。无须死记硬背,正如前面所说一看就懂,一听就会,一做就对,(特种作业考试0.7都是判断题,0.3单选题)从而轻松通过考试的方法”。不过这样讲我们还是觉得有点抽象,我们还是请南京宁鼓职业培训学校的培训考证专家,南京宁鼓职业培训学校给大家举一下例子: 1:排除法:宁鼓给大家整理出了题库,判断题不是对,就是错,通过学校归纳分析,总的来讲对的多,错的少,所以,所有判断题只看错题,对题不看,考试的时候,凡是看到过的,有点印象的,都打(X);没有看到过的,没有印象的,都打(√),有没有,就这一个方法,就把考试复习题的量减少了一半。 2、高标准,严要求法:特种作业考试主要是考安全,也就是你在实际工作中,怎样做才尽可能的安全,这就要求我们一定要严格按照高标准来执行,凡不是高标准要求的考题,都是错的,反之则是对的。比如(以焊工为例):焊接不带电的金属外壳时,可以不采用安全防护措施。( X );
236、固定式乙炔发生器可由未经过专门培训的专职人员管理。( X ); 安全生产管理的基本对象是企业的员工,不涉及机器设备。( X ) 232、《安全生产法》规定,生产经营单位对重大危险源可以一劳永逸,不进行定期检测、评估、监控。( X ) 3、关键字法:有的考生,文化太低,很多字都认不到,这种方法就特别适用。在安全生产特种作业资格证考试当中,一般在一个题里面有:必须,应当,应该,一定等关键词的,基本都符合前面所讲的高标准,严要求,基本都是对的;在一个题里面如果是可以,可能基本都不符合高标准,严要求,所以基本都是错的。 南京宁鼓职业培训学校是经南京人力资源和社会保障局批准成立的职业培训机构,是南京市特种作业人员培训机构。南京市宁鼓职业培训学校位于南京市的人文、教育、经济核心区域——鼓楼区山西路。地理位置优越,交通便利,有通往城南、城北、城东、城西的多路公交线路直达。 南京宁鼓职业培训学校有着良好的教学培训支撑条件,既有适合小范围互动的小型多功能教室,又有适合百人以上公开课的大型报告厅。配备有现代化多媒体教学设施、设备,与大型企业及高校合作建有特种作业的实习基地。现下设有特种作业人员培训部,职业技能培训部,远程教育培训部。新的时期,新的起点,南京宁鼓职业培训学校将不负社会各界的重托和厚望,秉承“客户至上,锐意进取”的经营理念为广大客户提供服务。
关于焊工合格证项目内容的解释说明 目前使用的锅炉压力容器压力管道焊工合格证,填写的内容都是以焊接项目代码表示,其代码与国际上所通用的焊接代码接轨,非专业人员一般很难理顺,为了在施工中合理使用焊工资源,以及在焊工培训中方便各施工单位报考项目,现根据国家《焊考规》中有关内容,将我公司常用的焊接项目符号作如下解释,以方便各有关单位及施工管理人员查阅。 1.焊工合格证项目的组成: 焊接方法+母材类别+焊接位置+母材规格及一种焊接方法的融覆厚度+焊材的要素 1.焊接方法: GTAW――氩弧焊SMAW――焊条电弧焊 GMAW――气体保护焊SAW――埋弧焊 2.母材类别: 国家规定将母材分成4类 Ⅰ――碳素钢Ⅱ――低合金钢(该材料考试合格后可以免去Ⅰ类钢的考试Ⅲ――马氏体钢、铁素体不锈钢Ⅳ――奥氏体、双向不锈钢 除了Ⅱ类材料可以代替Ⅰ类材料外,其他间不能互相代替。 3.焊接位置 1G――板平焊管转动焊 2G――板横焊管垂直固定公司常有的项目3G――板立焊公司常有的项目 4G――板仰焊 5G――管水平固定(向上)公司常有的项目5GX――管水平固定(下降焊)6G――管45度固定(向上)
6GX――管45度固定(下降焊) 2FG――管板垂直固定公司常有的项目4FG――管板垂直固定仰焊 5FG――管板水平固定 6FG――管板45度固定公司常有的项目 4.母材规格(忽略) 5.焊接材料要素 1.02――实芯焊丝公司常有的项目 2.03――药芯焊丝 3.FI――钛钙型(酸性)焊条 4.F3J――低氢型(碱性)焊条公司常有的项目 5.F4――不锈钢(酸性)焊条 6.F4J――不锈钢低氢型(碱性)焊条公司常有的项目在上述焊材中,除了碱性焊条考试焊工后可以代替酸性焊条的考试,其他之间不能相互代替。 举例说明: 1.GTAW-Ⅱ--02 (全氩弧焊,低合金钢 63.5×4管材,水平固定,实芯焊丝) 2.GTAW-Ⅰ--02/SMAW-Ⅰ-2G(K)--F3J 碳钢管 63.5×7(典型的20#)氩弧焊打底(厚度为2m)电焊填充盖面(厚度 5mm),垂直固定,实芯焊丝碱性焊条。
我国目前焊工持证种类 焊工技术水平的高低关系到工业、民用、国防设施的安全运行,关系到基础设施的建设质量,关系到人民生命财产的安全。因此各行业对焊工持证要求较严。目前,焊工持证主要有四种:国家职业资格证,锅炉压力容器压力管道特种设备焊接操作资格证,金属焊接与切割安全作业证,国际焊工合格证。现就这四种证进行简单的介绍。 一、焊工国家职业技能资格证:由国家劳动和社会保障部门签发。众所周知我国在计划经济时代,参照原苏联办法,把工人技术等级分为八级。改革开放后,为了和国际接轨,采用国家职业资格制,分为五级,即初级(国家职业资格五级)、中级(国家职业资格四级)、高级(国家职业资格三级)、技师(国家职业资格二级)、高级技师(国家职业资格一级)。是按焊接工龄,技术水平等因素综合进行鉴定。由于历史原因,个别持证人员并未达到国家职业标准,比如我们的技工学校毕业生,国家职业标准中要求焊工中级工技能必须通过两个板状试件一个管状试件的单面焊双面成形,合格标准包括表面和内部质量. 由于资金等原因,中专技工学校毕业生达到国家职业标准中级的人员极少(指焊接专业毕业生),而这一部分人都取得中级资格。加上其他因素,达到标准的持证人员较少,从而造成目前企业特别是一些技术要求较高的行业,在招聘人员时,基本上不以此证作为焊工技能技术水平的依据。但是,由于这种证是国家职业资格证,国家文件明文规定企业聘用人员必须持此证。各方面走向正规后,这种证的含金量将会增加。最终将会成为主导证件. 二、锅炉压力容器压力管道特种设备焊接操作资格证(现改为《中华人民共和国特种设备作业人员证》,内注明工种,合格项次等。过去由劳动部门签发,称《锅炉压力容器焊工合格证》,内注合格项次等):由国家技术监督检验检疫总局各省区特种设备安全监察局签发。是由有资质的焊接培训单位进行基础理论知识培训考核(通常100学时)合格后,进行技能培训考核,技能培训考核按项次进行,通常每个项次大概需培训20 个工作日,考核分表面检查、内部检查、机械性能检查,均合格后签发证书。根据《锅炉压力容器压力管道焊工考试与管理规则》焊工技能分很多项次,而每一项次又对应一定的适用范围。这样就使持证焊工在持证范围内的焊接工程质量得以保证。资格证项次主要是根据不同材料、不同规格,不同的焊接方法以及不同的焊接位置进行分项。同一种材料、同一种焊接方法又进行了分项。如:板状试件分平位(1G)、立位(3G)、横位(2G)、
2017最全焊工证考试试题 选择题 下列说法错误的是()。B、间接或者可能危及人身安全的情况应立即撤离 ()电会使焊工产生一定的麻电现象,这在高处作业时是很危险的,所以高处作业不准使用这种频率的振荡器进行焊接。A、高频 ()都有维护消防安全、保护消防设施、预防火灾、报告火警的义务。C、任何单位和个人 ()浓度超过一定限度,特别是在密闭容器内焊接而通风不良时,可引起支气管炎、咳嗽、胸闷等症状。A、臭氧 《职业安全卫生管理体系规范及使用指南》提出于()年。B、1998 《中华人民共和国职业病防治法》于()。A、2001年10月27日通过 ISO14000是指()。C、环境管理国际标准 ISO18000是指()。A、职业健康安全管理体系 安全电压值的规定是按公式U=IR计算的,其中R是指()。C、人体电阻 按焊条的用途分类,不包括()。A、碱性焊条 按焊条药皮熔化后的熔渣特性分类,不包括()。B、结构钢焊条 把质量浓度98%以上的硝酸溶液称为()。C、发烟硝酸 白铜主要是铜元素与()元素组成的合金。C、镍 搬运剧毒化学品后,应该()。A、用流动的水洗手 爆炸下限较低的可燃气体、蒸汽或粉尘,危险性()。A、较大 必须建立义务消防队的仓库类型是()。A、化学品仓库 表示金属材料伸长率的符号是()。C、A 不能防护间接触电的是()。B、采用高电压 不能防护直接触电的是()。C、装高电流插座 不属于低真空电子束焊的应用的是()。C、导弹壳体 不属于预防触电事故的措施是()。C、施工现场可稍微高出标准高度搭建机械设备 不属于预防火灾与爆炸事故的措施是()。B、经常检查地锚埋设的牢固程度 不属于预防机械伤害事故的措施是()。C、经常开展电气安全检查工作 不属于预防物体打击事故的措施是()。B、增设机械安全防护装置和断电保护装置 不同的可燃液体有不同的闪点,闪点越低,火险()。A、越大 采用()A以下焊接电流的熔透型等离子弧焊,称为微束等离子弧焊。B、30 采用堆焊过渡层法防止堆焊层金属开裂时,堆焊层金属的硬度()。C、很高 采用二氧化碳和氩气混合保护气体来焊接时,其焊接工艺特征()。A、接近于纯气体保护焊,但飞溅相对较少 采用水再压缩等离子弧切割时,引燃电弧后,送入的是()。C、大流量高压水 采用钨极氩弧焊焊接工件时,()。C、两者均可 常用的有机溶剂不包括()。C、烯类溶剂 处理气瓶受热或着火时应首先()。B、用水喷洒该气瓶 触电急救的步骤正确的是()。C、第一步是使触电者迅速脱离电源,第二步是现场救护 触电事故一旦发生,首先()。A、要使触电者迅速脱离电源
为什么焊工必须持证上岗?瞧瞧这些“点火小能手”都干了些什么! 焊工,一个绝大多数人“自学成才”的工种,由于学艺不精加上安全意识淡薄,经常是导致火灾的“点火小能手”,值得我们重点关注。 无证焊工违规操作引发的火灾 南方日报消息:11月23日17时许,佛山市顺德区飞美电器有限公司发生火灾。经初步调查,现场过火面积约800平方米,事故没有造成人员伤亡,经济损失情况正在调查中。 起火原因初步认定为四名无证电焊工违规操作,在没有做好相关安全防护措施的情况下,擅自施工,导致电焊火花引燃附近可燃物引起火灾,四名涉案人员已被警方带走作进一步调查。 2010年11月15日14时,上海静安区一栋高层公寓起火,共致58人遇难,另有70余人住院治疗。经调查,该起特大火灾事故是由无证电焊工违章操作引起的。 法律法规对焊工有何规定? 《特种作业人员安全技术培训考核管理规定》(安监总局第30号令)第五条规定:“特种作业人员必须经专门的安全技术培训并考核合格,取得《中华人民共和国特种作业操作证》(以下简称特种作业操作证)后,方可上岗作业。” 而焊工正在该《规定》附件《特种作业目录》之中。因此,焊工作为一种特种作业工种,必须经过专门的安全技术培训并考核合格、取证后,才能上岗作业。 无证焊工引发火灾谁倒霉? 无证焊工违规操作引发火灾之后,有哪些人会倒霉呢? 1焊工本人 一般来说,事故发生后,导致事故的无证焊工,都会被事发地警方带走调查,调查清楚后,依法移送检方审查起诉,然后就是法院定罪量刑。 这个可怜的群体,本想着可以靠自学的手艺挣点钱养家糊口,最终却被丢进监狱,接受刑罚。 2用工单位及其领导、管理人员等 此类事故发生后,一方面,用工单位要面临监管部门的行政处罚,另一方面,用工单位涉嫌犯罪的有关责任人员还将被依法追究其刑事责任,如静安火灾中,静安区建设总公司法
1、电流通过人体的途径为手到脚时,对人的危害最大(X) 2、电子束焊接属于高能束流焊接,它十利用加速和聚集的电子束轰击置于真空的焊件所产生的热能进行的焊接的方法(x) 3、埋弧焊接时电弧的磁吹偏最小电源是(c)交流 4、激光的电光转换率高,可达到80%-90%(X) 5、非金属元素虽然不具备金属元素的特征,但与金属近,随着温度的升高,非金属的电导率减小(X) 6、纯HE气仅用于熔透法焊接,比如焊接铜(√) 7、通常在Ar气中加50%~75的he进行钛、铝及其合金的小孔焊(√) 8、人工接地接地导线应具有良好的导电性,其截面积不得小于11mm2( x ) 9、下列()不是非融化极气体保护焊所用的气体(二氧化碳)C 10、中性焰中氧与乙炔的比例(等于1)C 11、可移动式排烟罩的特点(c)可以根据焊接地点和操作位置的需要随意移动 12、等离子弧焊接时,合适的喷嘴距离为(B)7mm 13、热切割不会产生的污染是(B)电弧污染 14、下列说法错误的是(A)酸性焊条一般不会用于低碳钢和不太重要的钢结构中 15、碳弧刨割条工作时需交、直流弧焊机,以及真空压缩机(x) 16、焊接结构中一般会产生焊接残余应力,容易导致产生延迟裂纹,因此重要的焊接结构在憨厚应进行消除应力正火(x) 17、激光切割尺寸比较小的攻坚时,工件不动,割炬移动(x) 18、黄铜中加入铁,可有效提高力学性能,但耐热性和抗腐蚀性有所下降(x) 19、流量太小,容易变成紊流,使空气卷入,也会降低保护效果。(x) 20、荣华焊机中捕鱼地相连接的电器回路在实验时对个别元件,由于特性限制,允许从电路中拆除或短接(√) 21、电渣焊只适合在垂直位置焊接(√) 22、液体在火源作用下,首先使其蒸发,然后蒸汽氧化分解进行燃烧(√) 23、与其他铜合金相比,机械性能和物理性能都较好的是(a)白铜 24、与氩弧焊相比,等离子弧焊无极烧损程度 (A)较轻 25、在铜焊丝中,最经常使用的脱氧剂不包括 (B)钛 26、加热可以增强原子的(A)动能 27、随着焊接速度增加,焊缝热输入及小孔直 径将(C)均减小 28、在气割焊火焰中,火焰的温度最高的为(A) 氧化焰 29、对于操作者需进入内部进行焊补的设备及 管道,洋气的体积分数应为(A) 18% 30、雨天和雪天,(C)进行高空作业采取必 要措施可以 31、工伤职工达到退休年龄并办理退休手续后, 享受基本养老保险待遇,同时享受伤残津贴(x) 32、在焊机使用中,改变非转移型电弧的电流, 可以控制寒风的熔深和稀释率(X) 33、一般情况下,高频电流对人体的伤害最为 严重,工频电流对人体的伤害次之,直接电流 对人体的伤害则较轻(x) 34、熔渣除了对熔池和焊缝金属起化学和机械 保护作用外,焊接过程还与融化金属发生反应, 但不影响尽速的化学成分(x) 35、熔化极混合气体保护焊时采用,在惰性气 体中加入一定量的其他惰性气体进行焊接的 方法(x) 36、激光焊是一种利用激光的热量和压力进行 的焊接,是压力焊的一种,(x) 37、融化焊设备电网供电参数必须为380v, 50hz(x) 38、电子束焊时大约不超过10%的电子束能量 将转变为X射线辐射(x) 39、电子束焊接属于高能束流焊接,它是利用 加速和聚集的电子束轰击置于真空(x) 40、奥氏体的强度和硬度不高,塑性和韧性很 好(√) 41、激光焊的热影响区小,可避免热损伤(√) 42、引起油脂自然的内因是有较大的氧化表面 (x) 43、气体保护焊时氢气只能与氧气混合,不能 与其他气体混合,否则容易出现危险(x) 44、安全帽从产品制造完成之日计算,塑料安 全帽的有效期限为,(B)两年半 45、焊接带有气压的锅炉储气筒及带压(A) 会造成火灾爆炸事故附件 46、为了高频加热设备工作安全,要求安装专 用地线,接地电阻要小于(B)4 47、当焊丝直径为1.5~2.2时,自动埋弧焊的 送丝速度为(A) 60m/h 48、职业病防治法 2001年10月27日通过 49、我国规定,工作人员允许的X射线剂量不 应大于(C)0.25R/h 50、下列关于职业健康检查的作用说法错误的 是(C)可以杜绝职业危害 51、气焊时一般采用是(C)中性焰 52、普通黄铜中加入(c)元素,可以使合金 的切削性能特别好,称快切黄铜。铅 53、对化学性质活泼的金属及其合金,如果, 氢的纯度低则(A)不易氧化 54、深熔激光焊时,保护气体的作用不包括(C) 冷却 55、电焊护目镜的深浅色差 (X) 56、氧乙炔焰的堆焊工艺与气焊工艺截然不同 (x) 57、薄板焊接或者点焊宜采用E4313 (√) 58、奥氏体最大特点是没有磁性(√) 59、等离子电弧对弧长不敏感(√) 60、等离子弧焊接钛、钽及钴合金时所用气体 中加入少量的H2(x) 61、钎焊时必须施加一定的压力才能进行(x) 62、手工电弧焊接12mm~16mm厚度的钢板对接 焊可以达到16m/h(x) 63、随着钢中的含碳量增加,钢中的渗碳量将 减小(x) 64、许多碳素钢和低合金结构钢正火后。。。。。 最终热处理(√) 65、碳当量为0.60%时,工件预热250以上(x) 66、电渣焊使用与大厚度的焊件(√) 67、关于固定式排烟罩下列说法错误的是(c) 上抽的排气装置操作方便,排气效果也好 68、埋弧焊焊接mn-mi高合金钢时,要选用(b) 直流 69、焊接与切割主要用的激光器不包括(A) 液体激光器 70、起重设备未设置卷扬限制器、起重控制。。 (x)