克劳斯法硫磺回收装置的腐蚀及防护措施
发表时间:2018-12-28T15:14:38.993Z 来源:《防护工程》2018年第24期作者:张国良赵怀龙[导读] 硫磺回收装置的腐蚀是炼化企业面临的普遍问题。文章通过分析硫磺回收过程腐蚀的形态及机理,并提出了在选材、工艺操作、腐蚀管理等方面采用的防护措施。张国良赵怀龙
中国石油锦西石化公司辽宁葫芦岛 125001 摘要:硫磺回收装置的腐蚀是炼化企业面临的普遍问题。文章通过分析硫磺回收过程腐蚀的形态及机理,并提出了在选材、工艺操作、腐蚀管理等方面采用的防护措施。
关键词:硫磺回收;腐蚀;防护措施我公司硫磺回收装置采用两级转化常规克劳斯制硫及还原吸收尾气处理工艺。酸性气进装置后,先经酸性气分液罐脱水后进入制硫燃烧炉,按烃类完全燃烧和三分之一的硫化氢完全燃烧成二氧化硫来配风,为获得最大转化率,必须保证燃烧后的反应气流中硫化氢与二氧化硫的分子之比为2:l,对硫化氢来说,反应的结果制硫燃烧炉内约60%(v)的H2S反应转化为硫,余下的HzS中有l/3转化为SOz,2/3保持不变。分离液硫后的气体中的硫化氢、二氧化硫、硫氧碳、二氧化碳,在装有催化剂的一、二级转化器中进行低温催化反应。过程气经尾气分液罐分液后,再经过混氢,然后进入尾气换热器,温度升到300℃,进入加氢反应器,在加氢催化剂的作用下进行加氢、水解反应,使尾气中的二氧化硫、元素硫、有机硫还原、水解为硫化氢。反应生成的尾气,在吸收塔内与甲基二乙醇胺反应脱除硫化氢。被吸收反应除去硫化氢的净化气,经尾气焚烧炉焚烧后,通过100米烟囱排入大气。
一、硫磺回收主要存在的腐蚀的形态及机理
1.高温硫化腐蚀
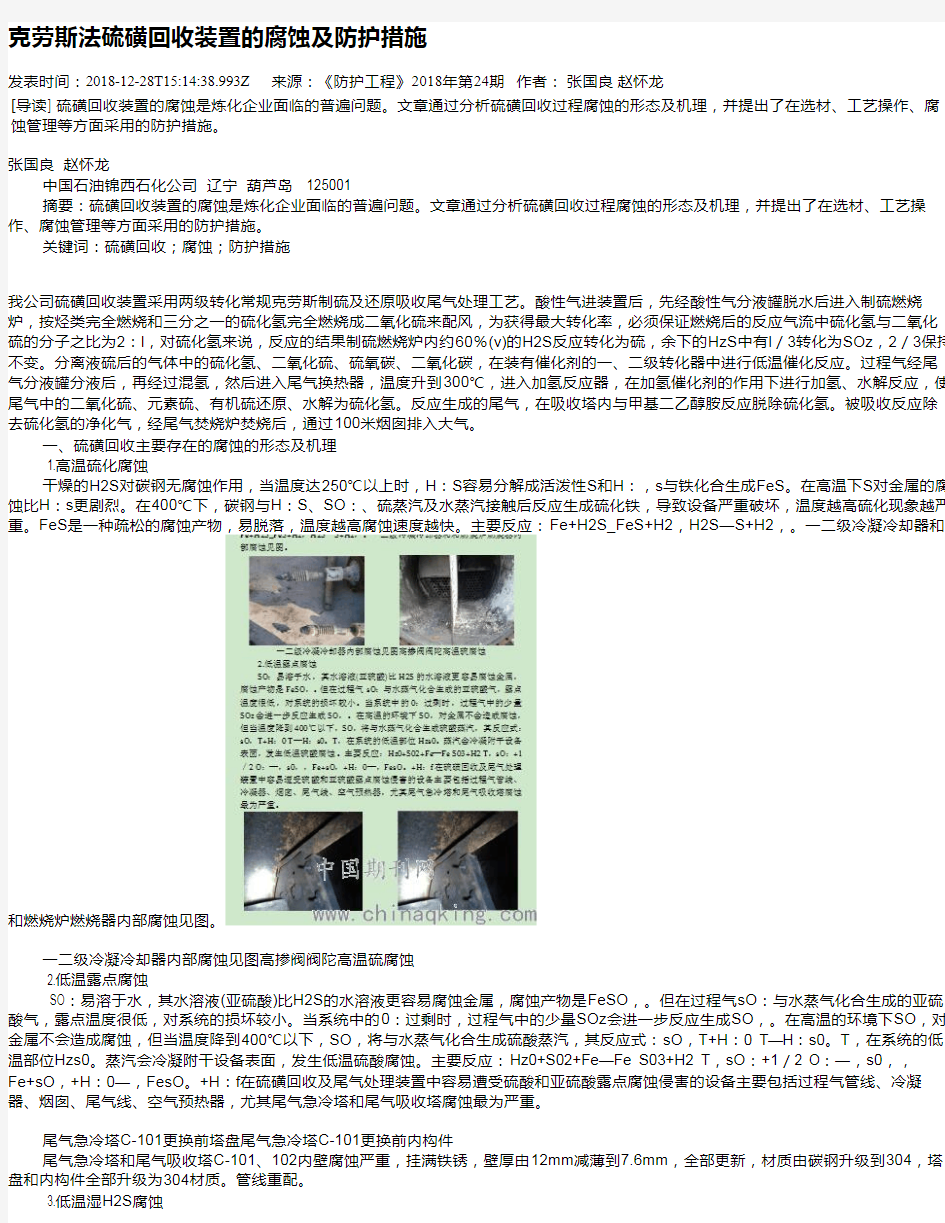
干燥的H2S对碳钢无腐蚀作用,当温度达250℃以上时,H:S容易分解成活泼性S和H:,s与铁化合生成FeS。在高温下S对金属的腐蚀比H:s更剧烈。在400℃下,碳钢与H:S、SO:、硫蒸汽及水蒸汽接触后反应生成硫化铁,导致设备严重破坏,温度越高硫化现象越严重。FeS是一种疏松的腐蚀产物,易脱落,温度越高腐蚀速度越快。主要反应:Fe+H2S_FeS+H2,H2S—S+H2,。一二级冷凝冷却器和
和燃烧炉燃烧器内部腐蚀见图。
一二级冷凝冷却器内部腐蚀见图高掺阀阀陀高温硫腐蚀 2.低温露点腐蚀 SO:易溶于水,其水溶液(亚硫酸)比H2S的水溶液更容易腐蚀金属,腐蚀产物是FeSO,。但在过程气sO:与水蒸气化合生成的亚硫酸气,露点温度很低,对系统的损坏较小。当系统中的0:过剩时,过程气中的少量SOz会进一步反应生成SO,。在高温的环境下SO,对金属不会造成腐蚀,但当温度降到400℃以下,SO,将与水蒸气化合生成硫酸蒸汽,其反应式:sO,T+H:0 T—H:s0。T,在系统的低温部位Hzs0。蒸汽会冷凝附干设备表面,发生低温硫酸腐蚀。主要反应:Hz0+S02+Fe—Fe S03+H2 T,sO:+1/2 O:—,s0,,Fe+sO,+H:0—,FesO。+H:f在硫磺回收及尾气处理装置中容易遭受硫酸和亚硫酸露点腐蚀侵害的设备主要包括过程气管线、冷凝器、烟囱、尾气线、空气预热器,尤其尾气急冷塔和尾气吸收塔腐蚀最为严重。
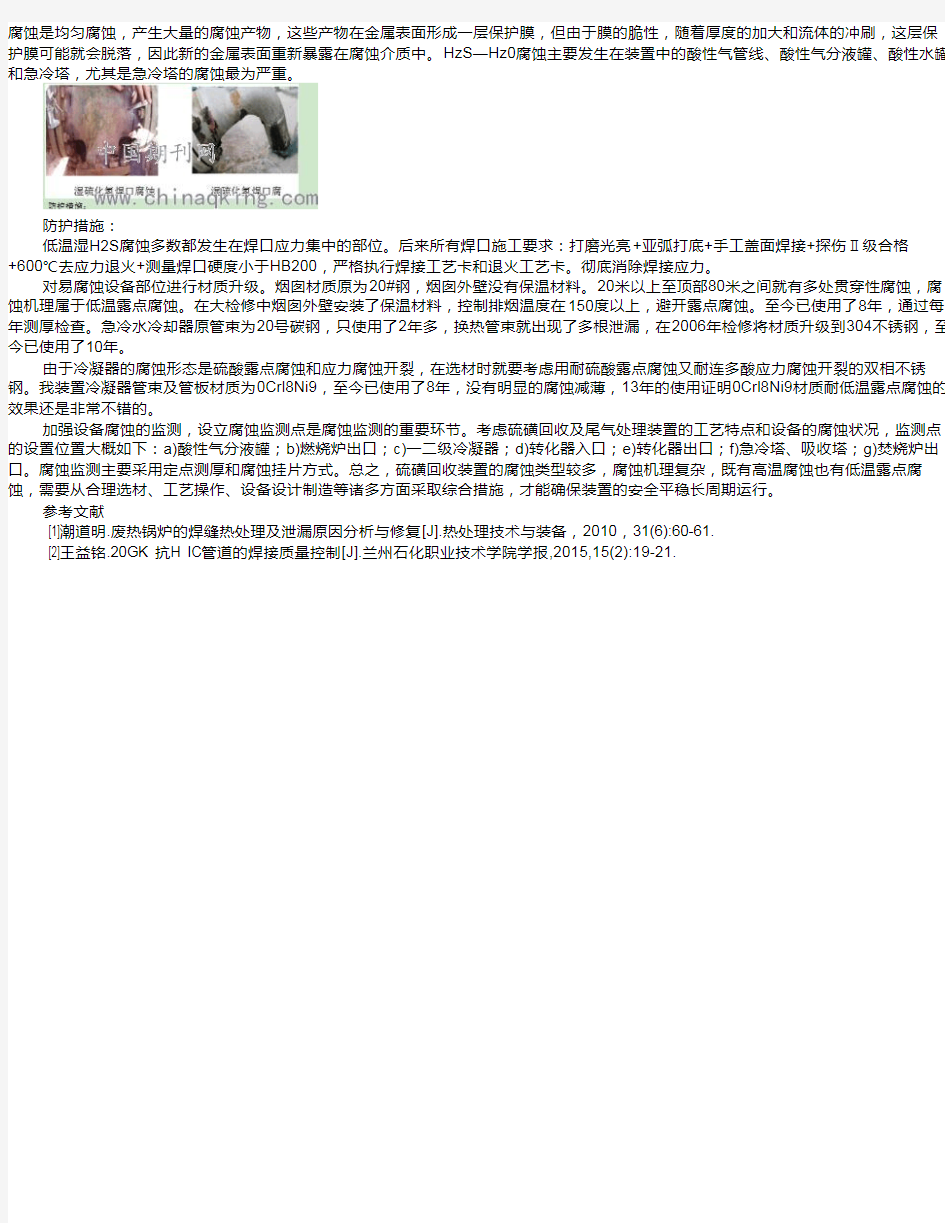
尾气急冷塔C-101更换前塔盘尾气急冷塔C-101更换前内构件尾气急冷塔和尾气吸收塔C-101、102内壁腐蚀严重,挂满铁锈,壁厚由12mm减薄到7.6mm,全部更新,材质由碳钢升级到304,塔盘和内构件全部升级为304材质。管线重配。
3.低温湿H2S腐蚀