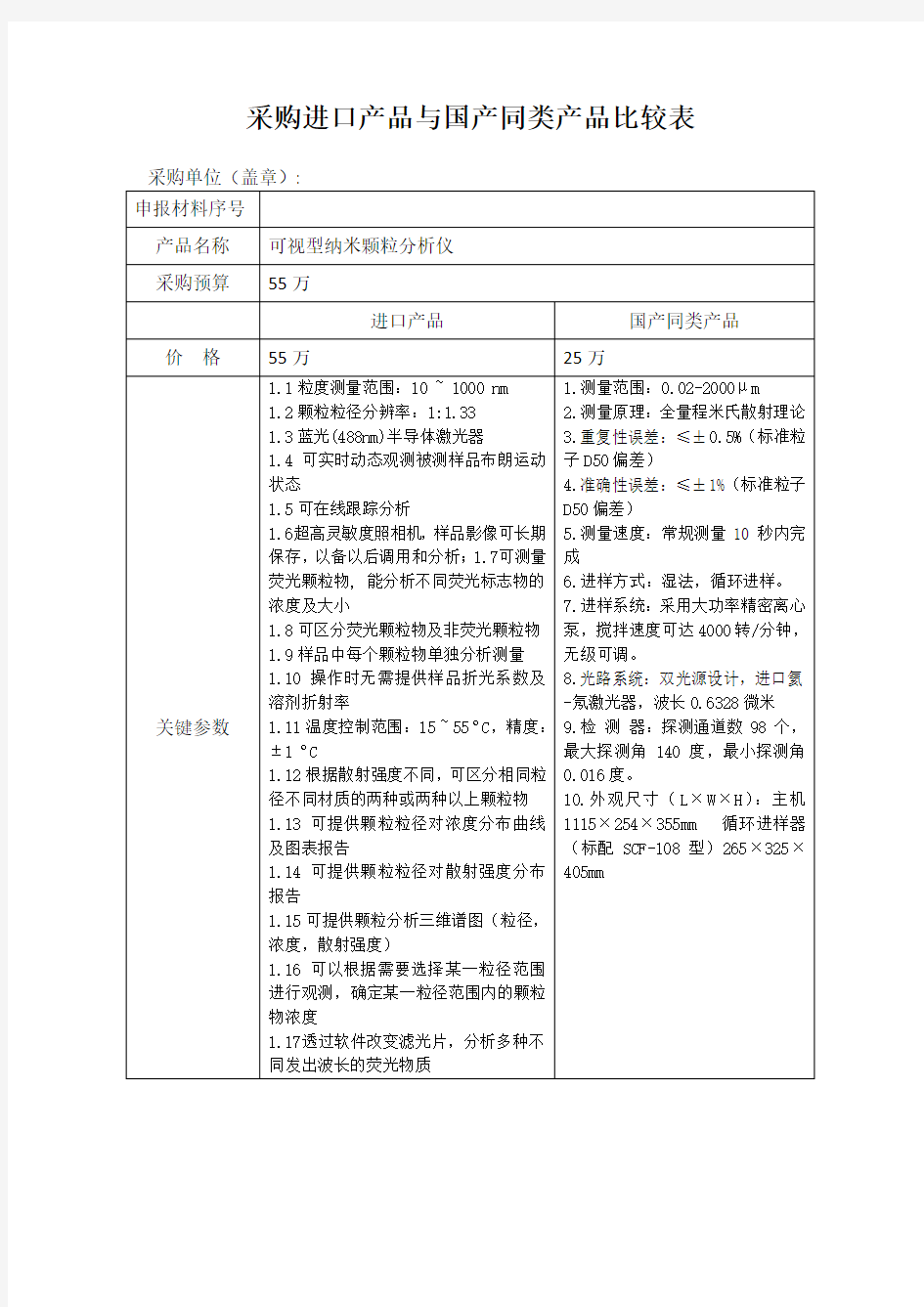

采购进口产品与国产同类产品比较表
材料,一式两份。
电机型号及参数对照表: 1.按工作电源种类划分:可分为直流电机和交流电机。 (1)直流电动机按结构及工作原理可划分:无刷直流电动机和有刷直流电动机。 有刷直流电动机可划分:永磁直流电动机和电磁直流电动机。 电磁直流电动机划分:串励直流电动机、并励直流电动机、他励直流电动机和复励直流电动机。 永磁直流电动机划分:稀土永磁直流电动机、铁氧体永磁直流电动机和铝镍钴永磁直流电动机。 (2)其中交流电机还可划分:单相电机和三相电机。 2.按结构和工作原理可划分:可分为直流电动机、异步电动机、同步电动机。 (1)同步电机可划分:永磁同步电动机、磁阻同步电动机和磁滞同步电动机。 (2)异步电机可划分:感应电动机和交流换向器电动机。 感应电动机可划分:三相异步电动机、单相异步电动机和罩极异步电动机等。 交流换向器电动机可划分:单相串励电动机、交直流两用电动机和推斥电动机。 3.按起动与运行方式可划分:电容起动式单相异步电动机、电容运转式单相异步电动机、电容起动运转式单相异步电动机和分相式单相异步电动机。
4.按用途可划分:驱动用电动机和控制用电动机。 (1)驱动用电动机可划分:电动工具(包括钻孔、抛光、磨光、开槽、切割、扩孔等工具)用电动机、家电(包括洗衣机、电风扇、电冰箱、空调器、录音机、录像机、影碟机、吸尘器、照相机、电吹风、电动剃须刀等)用电动机及其他通用小型机械设备(包括各种小型机床、小型机械、医疗器械、电子仪器等)用电动机。 (2)控制用电动机又划分:步进电动机和伺服电动机等。 5.按转子的结构可划分:笼型感应电动机(旧标准称为鼠笼型异步电动机)和绕线转子感应电动机(旧标准称为绕线型异步电动机)。 6.按运转速度可划分:高速电动机、低速电动机、恒速电动机、调速电动机。低速电动机又分为齿轮减速电动机、电磁减速电动机、力矩电动机和爪极同步电动机等。 调速电动机除可分为有级恒速电动机、无级恒速电动机、有级变速电动机和无级变速电动机外,还可分为电磁调速电动机、直流调速电动机、PWM变频调速电动机和开关磁阻调速电动机。 异步电动机的转子转速总是略低于旋转磁场的同步转速。 同步电动机的转子转速与负载大小无关而始终保持为同步转速。
火灾报警产品《产品特性文件表》填写指南 1. 一般要求 1.1 填写产品特性文件表时,应对比该产品设计文件、工艺文件、关键件的铭牌或讲明书、检验报告等文件资料的描述及产品实物情况,通过观看、测量等方法进行描述。 1.2 产品特性文件表应填写完整,并加盖公章。认证托付方、制造商、生产厂名称应与申请材料、企业注册文件及公章一致。 2. 填表时刻 应据实准确填写。 3. 产品名称、型号 产品名称、型号的编制应规范,符合相关标准的要求。填写的产品名称、型号即为认证证书和检验报告中该产品名称及型号。 4. 铭牌标志 产品标准中对标志有明确要求,铭牌标志包括内容应正确、完整,满足相应的产品标准要求。产品特性文件表中填写的内容应与铭牌标志完全一致。 5. 关键元器件
填写关键件的名称、规格型号、生产单位,并提供关键件的铭牌、产品讲明书等证明文件,特不强调填写关键件的生产单位而不是供应商。 6. 产品特性参数 外型结构、尺寸、电路设计信息应附产品正面照片、内部结构照片、图纸等文件,圆形产品的结构尺寸填写直径和高度:“φxxx、Hxxx”、方形产品的结构尺寸填写:“L×W×H”。外壳材质应注明“金属”、“塑料”等。 7. 要紧生产工艺 产品的生产工艺要紧指产品电路板生产工艺。如:“手动插件、手动焊接”、“手动插件、浸焊”、“手动插件、波峰焊”、“手动丝印、自动贴片、回流焊”、或“电路板外包xxxx企业加工”等。
产品特性文件表 (点型感温火灾探测器) 填表时刻:年月日
注:本表随申请书一起提交认证机构。
产品特性文件表 (点型感烟火灾探测器) 填表时刻:年月日
泡沫灭火设备《产品特性文件表》填写指南 1. 一般要求 1.1 填写产品特性文件表时,应对照该产品设计文件、工艺文件、检验报告等文件资料的描述及产品实物情况,通过观察、测量等方法进行描述。 1.2 产品特性文件表应填写完整,并加盖公章。认证委托方、制造商、生产厂名称应与申请材料、企业注册文件及公章一致。 2. 填表时间 应据实准确填写。 3. 产品名称/型号规格 按相应产品标准及认证规则中规定的名称和表示方式填写。4. 压力式比例混合装置 4.1 铭牌标志 用文字描述压力式比例混合装置铭牌上的内容(产品名称、型号规格、制造商或生产厂等)以及符号、标识及警告语等。 4.2关键元器件 a. 泡沫液储罐:填写泡沫液储罐的名称、型号规格、生产单位等内 容。 b. 比例混合器:填写样品型号规格、生产单位等内容。 4.3 产品特性参数 a. 工作压力范围、流量范围、混合比:用文字描述压力比例混合
装置的工作压力范围、流量范围、混合比等参数。 b.比例混合器公称直径:用文字描述公称直径,单位为毫米。 c.孔板孔径(适用时):用文字描述泡沫液节流孔板的孔口直径,单位为毫米。 5.环泵式比例混合器 5.1铭牌标志 用文字描述环泵式比例混合器铭牌上的内容(产品名称、型号规格、制造商或生产厂等)以及符号、标识及警告语等。 5.2产品特性参数 a. 工作压力范围、流量范围、混合比:用文字描述环泵式比例混合器的工作压力范围、流量范围、混合比等参数。 b.比例混合器公称直径:用文字描述公称直径,单位为毫米。 6. 管线式比例混合器 6.1铭牌标志 用文字描述管线式比例混合器铭牌上的内容(产品名称、型号规格、制造商或生产厂等)以及符号、标识及警告语等。 6.2产品特性参数 a. 工作压力范围、流量范围、混合比:用文字描述管线式比例混合器的工作压力范围、流量范围、混合比等参数。 b.比例混合器公称直径:用文字描述公称直径,单位为毫米。 7. 平衡式比例混合装置 7.1铭牌标志
消防腰斧《产品特性文件》填写指南 1. 一般要求 1.1 填写产品特性文件时,应对照该产品设计文件、工艺文件、检验报告等文件资料的描述及产品实物情况,通过观察、测量等方法进行描述。 1.2 产品特性文件应填写完整,并加盖公章。认证委托人、生产者、生产企业名称应与申请材料、企业注册文件及公章一致。 1.3 将产品的铭牌照片粘贴在特性文件表附页指定空白处,并附产品说明书,产品实物照片。申报单位应对照“项目”一栏要求及产品标准的有关规定,对于铭牌照片、产品说明书中不完全的部分及缺少部分,如:警示用语等其它信息,据实填写于特性文件表对应栏目中。 1.4 产品关键元器件/原材料存在时,应填写其名称、型号规格、生产企业等内容,并将产品出厂合格证或质量合格证明书(照片、复印件等)粘贴在特性文件表附页指定空白处。 2. 填表时间 应据实准确填写。 3.产品名称/型号规格/材质: 应按GA630标准、CCC认证实施规则和CCC认证实施细则中规定的产品名称和型号规格的表示方式填写,并填写消防腰斧产品所用金属材料的材质。 4.铭牌标志
1).铭牌标志:应填写消防腰斧的型号规格、生产者和/或生产企业、生产日期或批号和执行标准。 2).警告用语:应填写警告用语内容。 3).标志:是否加贴认证标志。 4).产品使用说明书:应填写是否有产品使用说明书,并提交产品使用说明书文件。 5、关键件 无 6、产品特性参数 1).金属成形工艺:应填写消防腰斧成形工艺。例如:锻造、铸造等。 2).金属热处理工艺:应填写消防腰斧金属热处理工艺。例如:淬火。 1.消防腰斧总装图 2.产品外形图片 3.铭牌照片 4.产品使用说明书
品牌型号 海天天翔 项目参数 注射装置SA1600/600u SA2000/770u SA2500/1000u 螺杆直径 mm455055 螺杆长径比 L/D202020 理论注射容量 cm320412570 注射重量 g291375519 注射速率 g/s171235248 塑化能力 g/s202429.6 注射压力 Mpa188187178 螺杆转速 rpm0-2550-2550-225合模装置 锁模力 KN160020002500 移模行程 mm430490540 拉杆内间距 mm470×470530×530580×580 最大模厚 mm520550580 最小模厚 mm180200220 顶出行程 mm140140150 顶出力 KN336262 顶出杆根数 PC599其他 最大油泵压力 Mpa161616 油泵马达 Kw223030 电热功率 Kw9.7514.2516.65 外型尺寸 m 5.15×1.35×1.96 5.45×1.58×2.04 6.09×1.67×2.09机器重量 t 5.3 6.98.3 料斗容积 kg255050 油箱容积 L350420555 射胶量 oz 熔胶率 kg/hr 射台拉力 Ton 射胶行程 mm 射台行程 mm 模板最大间距 mm 锁模行程 mm 容模量 mm 最大模具尺寸 mm 最小模具尺寸 mm 顶针力 Ton 马达最大电流 A 系统压力 Mpa 加热区 unit 净重 ton 5.3 6.98.3 温度控制区 unit 循环时间 s 油缸容量 liter 机身尺寸(长×宽×高) 模具定位圈直径 mm 喷嘴圆球半径 mm 料斗容积 L255050 螺杆行程 mm 理论注射速度 mm171235248 理论射嘴接触力 KN 射移行程 mm430490540
手提式灭火器《产品特性文件表》填写指南 1. 一般要求 1.1 填写产品特性文件表时,应对照该产品设计文件、工艺文件、检验报告等文件资料的描述及产品实物情况,通过观察、测量等方法进行描述。 1.2 产品特性文件表应填写完整,并加盖公章。认证委托人、生产者、生产企业名称应与申请材料、企业注册文件及公章一致。 1.3 将产品的铭牌照片粘贴在特性文件表附页指定空白处,并附产品说明书,产品实物照片。申报单位应对照“项目”一栏要求及产品标准的有关规定,对于铭牌照片、产品说明书中不完全的部分及缺少部分,如:警示用语等其它信息,据实填写于特性文件表对应栏目中。 1.4 产品关键元器件/原材料存在时,应填写其名称、型号规格、生产企业等内容,并将产品出厂合格证或质量合格证明书(照片、复印件等)粘贴在特性文件表附页指定空白处。 2. 填表时间 应据实准确填写。 3.产品名称/型号规格: 应按GB4351标准、CCC认证实施规则和CCC认证实施细则规定的产品名称和型号规格的表示方式填写。 4.铭牌标志 1).灭火器的型号规格和灭火剂的名称、规格:应填写具体的灭火器名称、型号和灭火剂的名称、规格名称。 2).灭火器灭火级别和灭火种类:应填写灭火器可灭何种类火及级别。
3).灭火器使用温度范围:应填写所选取的使用温度范围。 4).灭火器驱动气体名称和数量或压力:应填写驱动气体名称及成分、含量、压力。 5).灭火器水压试验压力:应填写灭火器水压试验压力。 6).标志:是否加贴认证标志。 7).灭火器生产连续序号:是否有灭火器生产连续序号。 8).灭火器生产日期:是否有灭火器生产年份。 9).灭火器生产者和/或生产企业名称:应填写生产企业名称或代码识别标志。 10).灭火器的使用方法:与灭火器标志上的使用方法一致。 11).警告用语:是否有放置或使用警告语。(如本产品应远离火源等) 12).产品使用说明书:应填写是否有产品使用说明书,并提交产品使用说明书文件。产品使用说明书内容应包括再充装说明和日常维护说明。 5、关键件 1).筒(瓶)体型号规格、生产企业、制造许可证:应填写筒(瓶)体的型号规格、生产企业名称、制造许可证并附图纸。 2). 器头型号规格、生产企业:应填写器头型号规格、生产企业名称并附图纸。 6、产品特性参数 1).干粉灭火剂主成份及含量:主成份及含量应按从大到小的顺序,注明灭火剂主成份及含量(ABC干粉灭火剂主要组份指磷酸二氢铵和硫酸铵且供货方公布并经验证的磷酸二氢铵含量不得低于50%。BC干粉灭火剂主要组分指碳酸氢纳。成分标注需超过总含量的75%,如已标注的75%含量的
Dimensions (mm) Ap Ae Aw A L Le Ve Wt P CL 100kHz 200mT Pt(100kH z) A * B * C ( cm 4 ) ( mm 2 )( mm 2 )( nH/N 2 ) ( mm ) ( mm 3 ) ( g ) @100℃(W)(Watts)幅寬PIN 形狀EC353C8535.3*17.3*9.5 1.374184.30163.002100.0077.406530.0038.00 21.58H EC413C8541.6*19.5*11.6 2.5894121.00214.002700.0089.3010800.0060.0024.58H EC523C8552.2*24.2*13.4 5.5980180.00311.003600.00105.0018800.00112.0028.312H EC703C8571.7*34.5*16.417.8281279.00639.003900.00144.00 40100.00254.0041.412/34H EE05PC40 5.25*2.65*1.950.0013 2.63 5.00285.0012.6033.100.160.02 1.1 2.76-8H EE6.3PC40 6.1*2.85*7.950.0015 3.31 4.46405.0012.2040.400.240.02 2.76H EE8PC408.3*4.0*3.60.00917.0013.05590.0019.47139.000.700.06 1.9 4.786H EE10/11PC4010.2* 5.5*4.750.028712.1023.70850.002 6.60302.00 1.500.16 6.68V EE13PC4013.0*6.0*6.150.05701 7.1033.351130.0030.20517.00 2.700.2357.410V EE16PC4016*7.2*4.80.076519.2039.851140.0035.00672.00 3.300.31 8.56-10V H EE19PC401 9.1*7.95*5.00.124323.0054.041250.0039.40900.00 4.800.4296-8V H EE19/16PC4019.29*8.1*4.750.119122.4053.151350.0039.10882.00 4.800.4196-8V H EE20/20/5PC4020.15*10*5.10.157231.0050.701460.0043.001340.007.500.51EE22PC4022*9.35*5.750.159041.0038.792180.0039.401610.008.800.618.45 8 V EE2329S PC4023*14.7*60.436835.80122.001250.0064.902320.0012.00 1.16EE25/19PC4025.4*9.46*6.290.312840.0078.202000.0048.701940.009.100.9EE25.4PC4025.4*9.66*6.350.317340.3078.732000.0048.701963.0010.000.9EE2825PC4028*12.75*10.60.852586.9098.103300.0057.705010.0026.00 2.519.610V EE30PC4030*13.15*10.70.7995109.0073.354690.0057.706310.0032.00 2.913.710-12V EE30/30/7PC4030.1*15*7.050.745559.70124.872100.0066.904000.0022.00 1.51EE3528PC4034.6*14.3*9.3 1.339884.80158.002600.0069.705910.0029.00 2.9615.712V EE40PC4040*17*10.7 2.2000127.00173.234150.0077.009810.0050.00 4.217.3 12 V EE4133PC4041.5*17*12.7 2.8260157.00180.004200.0079.0012470.0064.00 6.25EE42/21/15PC4042*21.2*15 4.9484178.00278.003800.0097.9019510.0088.008.8EE42/21/20PC4042*21.2*20 6.4625235.00275.005000.0097.8023000.00116.0011.6EE47/39PC4047.12*19.63*15.62 4.7529242.00196.406660.0090.6021930.00108.009.7EE50PC4050*21.3*14.6 5.7343226.00253.736110.0095.8021600.00116.009.421.312V EE55/55/21PC4055.15*27.5*20.713.6764354.00386.347100.00123.0043700.00234.0011.0(150MT)EE57/47PC4056.57*23.6*18.89.7132344.00282.368530.00102.0035100.00190.008.5EE60PC4060*22.3*15.69.8558247.00399.025670.00110.0027100.00135.0012.523.812V EE50.3PC4050.3*25.6*6.1 1.8447120.85152.642900.00104.9012676.0068.00 5.8328.2512H EE62.3/62/6PC4062.3*31*6.1 3.0330153.01198.223100.00125.7419240.00102.008.8533.85 12 H EE65/32/27 PC40 65.15*32.5*27 30.7625 535.00 575.008000.00147.00 78700.00 399.00 5.9(100MT) TYPE EC CORE TYPE EE CORE TYPE MATERIAL 可配合BOBBIN CORE參數對照表
《产品特性文件表》填写指导书(doc 12页)
正压式消防空气呼吸器 《产品特性文件表》填写指南 1. 一般要求 1.1 填写产品特性文件表时,应对照该产品设计文件、工艺文件、检验报告等文件资料的描述及产品实物情况,通过观察、测量等方法进行描述。 1.2 产品特性文件表应填写完整,并加盖公章。认证委托方、制造商、生产厂名称应与申请材料、企业注册文件及公章一致。 2. 填表时间 应据实准确填写。 3.产品名称/型号规格: 应按GB124标准及CCC认证规则中规定的产品名称和型号规格的表示方式填写。 4.铭牌标志 1).面罩标志:呼吸器面罩上应具有型号规格及生产厂名称标志,应填写所用面罩的型号规格和生产厂名称。 2).供气阀标志:呼吸器供气阀上应具有型号规格及生产厂名称标志,应填写所用供气阀的型号规格和生产厂名称。 3).减压器标志:呼吸器减压器上应具有型号规格及生产厂名称标志,应填写所用减压器的型号规格和生产厂名称。 4).警报器的标志:呼吸器警报器上应具有型号规格及生产厂名称标志,应填写所用警报器的型号规格和生产厂名称。
及气瓶瓶阀外形图片。
产品特性文件表 (正压式消防空气呼吸器) 填表时间: 年月日 产品名称/型号规格 填报项目主要内容备注一、铭牌标志 面罩标志型号规格生产厂 供气阀标志型号规格生产厂 减压器标志型号规格生产厂 警报器标志型号规格生产厂 导气管标志 生产厂 额定工作压力 背架标志型号规格生产厂 气瓶标志 压缩空气气瓶编号水压试验压力公称工作压力公称容积 重量 生产日期检验周期使用年限
生产厂警示 气瓶瓶阀标志 生产厂型号规格 包装箱标志 生产厂生产厂地址产品名称型号规格生产日期产品批号产品标准号 产品使用说明书(附说明书) 二、关键件 1.面罩的型号规格、生产厂2.供气阀的型号规格、生产厂3.减压器的型号规格、生产厂4.警报器的型号规格、生产厂 三、产品特性参数 1.减压器输出压力 2.气瓶瓶阀输出端螺纹尺寸附:1.呼吸器总装图 2.面罩外型图片 3.供气阀外型图片 4.减压器外型图片 5.背架外形图片 6.气瓶瓶阀外型图片 四、指定检验机构确认意见1、申报内容与型式试验样品的一致性是否符合要求 □符合□不符合 2、相关型式试验报告编号: 认证委托方名称: (盖章)制造商名称: (盖章) 生产厂名称: (盖章) 指定检验机构名称: (盖章)
技术参数对比表东芝Aquilion ONE 东芝Alexion Power 东芝Activion 16 图片 上市时间2002 2012 2008 机械运动指标 机架孔径(CM)72 72 72 机架倾斜角度30度正负30度 扫描视野180-500mm 240-430mm 180-500mm 床纵向最快移动速度130mm/s 130mm/s 130mm/s 纵向可扫描范围1800mm 1830mm 1800mm 探测器 探测器类型(闪烁晶体材料)东芝专利量子探测器(固态稀土陶 瓷)稀土陶瓷东芝专利量子探测器(固态稀土陶 瓷) 探测器排列方式(列/Z轴)16x0.5mm+24x1mm 1mm*16 16 x 0.5mm + 12 x 1mm 探测器单元总数35840 11520 22400 DAS数量14336 11520 探测器与DAS系统设计 X线系统 发生器功率60Kw 42Kw 42KW 工作电压范围80-100-120-135 KV 80-135 Kv 80-100-120-135 KV 工作电流范围10-500 mA 10-300 mA 10-300 mA 球管热容量7.5MHu 3.5MHu 4MHu 球管冷却率1386Khu/分864Khu/分 球管焦点大:1.6x1.4 小:0.9x0.8 mm 球管保证次数 球管类型
扫描参数 360度扫描时间0.5s 0.75s 0.75s 最薄层厚(mm)0.5mm 1mm 0.5mm 螺距指数HP 0.563 to0.938,0.975 to1.5 0.625-2.0 可连续扫描时间100s 100s 100s 512x512矩阵重建速度(幅/s ) 15 图像质量 高对比度分辨率(NTF为50%,10%,2%,0%时分别标出) 18Lp/cm at 0%MTF 14.5Lp/cm at 2%MTF 8.0Lp/cm at 50%MTF 18Lp/cm at 0%MTF 14.5Lp/cm at 2%MTF 18Lp/cm 低对比度分辨率(注明测量模体型 号、直径、剂量、mAs) 2mm@0.3% 20cm体模,3mm@3HU,14.7mGy 2mm@0.3% 计算机系统 所用计算机类型64 bit CPU 内存大小3G 显示器数目、尺寸 2 X 19英寸19英寸1280 x1024高清显示屏19英寸 在线硬盘容量217G 基本套的主要配置功能 降低扫描剂量的技术措施、各种三维图像处理功能、以及血管造影、心脏检查、灌注成像、低剂量肺扫描等功能可以完成5mAs低剂量普查, 心脏检查和其他检查 特色三维全景成像功能能获得无失 真的三维影像,业界最先进的微辐射 三维双空间迭代平台,使本设备成像 剂量仅为同档次16层CT的1/2 可以完成5mAs低剂量普查,器官增 强检查和血管造影成像 其他主要特点智能导航功能帮助即使没有CT实用 经验的医生也能在5分钟内掌握CT 的操作,完成高品质的CT检查
产品成本核算表: 掌握企业生产的过程,按照生产的特点设计成本核算的方式,确定收集成本计算数据的环节, 工业企业生产经营活动分为供应、生产、销售三大环节,其中生产环节为组织产品生产所发生的直接材料、直接人工和制造费用,按产品对象形成产品生产成本,即为制造成本。产品制造成本核算的准确与否,直接影响到产品销售成本结转的正确性,进而影响当期的会计利润和应纳税所得额。因此,对制造成本的审查应作为企业所得税纳税审查的重点。 一、制造成本的会计核算 制造成本通过“生产成本”、“制造费用”科目进行核算。“生产成本”科目核算企业进行工业性生产所发生的各项生产费用,包括生产各种产成品、自制半成品、自制材料、自制工具以及自制设备等所发生的各项费用;该科目设置“基本生产成本”和“辅助生产成本”两个二级科目。“基本生产成本”二级科目核算企业为完成主要生产目的而进行的产品生产发生的费用,用于计算基本生产的产品成本;“辅助生产成本”二级科目核算企业为基本生产及其他服务而进行的产品生产和劳务供应发生的费用,用于计算辅助生产产品和劳务成本。该科目按成本核算对象设明细账,明细账用多栏式账页按成本项目设专栏进行明细核算。
“制造费用”科目核算企业为生产产品和提供劳务而发生的各项间接费用。按不同的车间、部门设置明细账,明细账用多栏式按费用项目内容设专栏进行明细核算。 基本生产发生的直接材料和直接人工费用,按成本项目借记“生产成本—基本生产成本”,贷记有关科目。账务处理: 借:生产成本—基本生产成本 贷:原材料—直接材料 应付工资 辅助生产发生直接材料和直接人工费用,按成本项目借记“生产成本—辅助生产成本”贷记有关科目。账务处理: 借:生产成本—辅助生产成本 发生的各项间接费用,借记“制造费用”,贷记有关科目。账务处理: 借:制造费用 贷:原材料(银行存款、累计折旧等) 月终,制造费用分配给成本核算对象时,账务处理: 借:生产成本—基本生产成本 生产成本—辅助生产成本 贷:制造费用 “制造费用”科目月末无余额。 二、制造成本的审查要点
产品特性与过程特性 控制计划中存在产品特性和过程特性,当产品特性的严重度超过8时,标识为重要特性,那相应的过程特性还需要标识为重要特性吗?如需要标识,是全部标识还是选择影响大的进行标识? 产品特性和过程特性的区别 如果说产品特性从安全、法规、性能、尺寸、外观、装配等方面考虑,过程特性仅从产品形成过程中的参数(温度、压力、电压、电流)等考虑是不是很准确呢? 欢迎大家讨论,敬请指教! 简单的讲,产品特性是随着产品走,如过程加工中产品的尺寸.材料等, 过程特性是在过程上不随产品走的东西,如工艺参数温度.压力等. 我一般是作这样的区分. 产品特性能做spc,过程特性不能 产品特性一般是指产品工程规范的要求;过程特性可以指工艺(过程)参数 过程特性保证产品特性 虽然大家说的都对,但是怎样确定产品和过程的特殊特性呢?是不是特殊特性都要采用SPC 控制或100%控制或防差错系统? 通过fmea来确定的!根据过程的风险以及顾客的呼声来确定控制方法! 特性矩阵分析-初始特殊特性清单-FMEA-控制计划? 还是:特性矩阵分析-FMEA-初始特殊特性清单--控制计划? 第一阶段: 确定初始过程特殊特性清单FMA分析 第二阶段 样件控制计划产品和过程特殊特性 第三阶段 特性矩阵图试生产控制计划PFMEA 第四阶段: 控制计划 产品特性,随着产品走,是在过程中形成的,而过程特性不随产品走,我们只有通过过程特性来控制产品特性。而控制产品特性包括人、机、法、环、测和过程规范,故这些都是过程特性;产品特性可以从料、技术要求、技术规范进行考虑。 谁有更深层次的讨论,请指教。 更正一下。 初始特殊特性清单-特性矩阵分析-PFMEA-控制计划先有特殊特性,才有特性矩阵分析。体现特性和过程之间的相互关系及特性之间的影响。 产品特性和过程特性的区别:用过程特性去保证产品特性啊!产品特性是要带到最总顾客的手里啊!而过程特性是在过程中为保证产品的特性而对过程设置的特性,过程控制主要控制“过程特性啊” 特殊特性释义 以下是我对特殊特性的一些见解,希望能够得到大家的评论!也是为了“特殊特性清单是越来越长还是越来越短”的讨论而作
关于成本分析的想法 提要:主要从成本分析方法、成本分析的最终目的进行阐述自己对成本分析的想法: 现今社会竞争越来越激烈,无论任何行业。都在推行最优化的生产方式,最低廉的成本优势,去谋求企业利润最大化。所以追求成本最小化是企业获利的最好办法,而要成本最小,就要找到如何降成本、从哪里降低成本、只有去分析成本核算的结果,才能找到答案…… 产品是企业生产的结果,而成本分析的产品是找到成本的偏高点在哪里;我个人觉得应该从以下几个量度进行分析: 计划成本与实际成本比较 计划与实际比较可以考核生产过程中,成本的执行情况;再一个可以验证计划成本的科学性和合理性。 1..同一型号产品的计划成本与实际成本比较:可以依据成本要素生产统计图表更加直观的展现成本差异情况; 2.具体分析各成本要素的差异原因,神农百草膏 主要从材料的数量差异和价格差异寻找; 1)材料成本差异比较: 1)人工成本差异比较;
制造费用差异比较 2):是以每一种产品单位制造费用为基础,比较计划与实际的差异情况,从而找到成本的控制点; 在这样分析的同时,还可以有重点的对燃料动力费、水费、电费等,占成本比较的较大的因素,作为重点分析对象,以便细化考核: 例如。一种单位产品在生产过程中每一个成本中心的计划数与实际数比较分析,更可以细化到每一个工作中心、每一个班组五子衍宗丸 、甚至到每一道加工工序进行比较分析;在成本分析中应该以综合分析与单项重点分析相结合。精细化的找到成本管控的关键点,为成本管理提供有效的参考方案。 实际成本间,成本的比较 1.同一型号产品在不同期间成本比较(整体) 1)材料成本比较:
2)人工成本比较: 3)制造费用比较 也可以进行其他一些重点成本因素分析,比如低值易耗品的差异分析、进口件汇率变化等都可以专项分析; 2..不同型号产品成本要素间比较 3.固定成本与可变成本的比较分析 在成本构成中,分析出那些成本是固定的,也就成本不会随生产量的变化而变化,不
产品特性和过程特性的区别如果说产品特性从安全、法规、性能、尺寸、外观、装配等方面考虑,过程特性仅从产品形成过程中的参数(温度、压力、电压、电流)等考虑是不是很准确呢? 欢迎大家讨论,敬请指教! 简单的讲, 产品特性是随着产品走,如过程加工中产品的尺寸.材料等, 过程特性是在过程上不随产品走的东西,如工艺参数温度.压力等. 我一般是作这样的区分. 产品特性能做spc, 过程特性不能产品特性一般是指产品工程规范的要求;过程特性可以指工艺(过程)参数过程特性保证产品特性 虽然大家说的都对,但是怎样确定产品和过程的特殊特性呢?是不是特殊特性都要采用SPC 控制或100% 控制或防差错系统? 通过fmea 来确定的!根据过程的风险以及顾客的呼声来确定控制方法! 特性矩阵分析-初始特殊特性清单-FMEA- 控制计划? 还是:特性矩阵分析-FMEA- 初始特殊特性清单--控制计划? 第一阶段: 确定初始过程特殊特性清单FMA 分析 第二阶段 样件控制计划产品和过程特殊特性 第三阶段 特性矩阵图试生产控制计划PFMEA 第四阶段: 控制计划产品特性,随着产品走,是在过程中形成的,而过程特性不随产品走,我们只有通过过程特性来控制产品特性。而控 制产品特性包括人、机、法、环、测和过程规范,故这些都是过程特性;产品特性可以从料、技术要求、技术规范进行考虑。 谁有更深层次的讨论,请指教。 更正一下。 初始特殊特性清单-特性矩阵分析-PFMEA- 控制计划先有特殊特性,才有特性矩阵分析。体现特性和过程之间的相互关系及特性之间的影响。产品特性和过程特性的区别:用过程特性去保证产品特性啊!产品特性是要带到最总顾客的手里啊!而过程特性是在过程中为保证产品的特性而对过程设置的特性,过程控制主要控制“过程特性啊” 特殊特性释义 以下是我对特殊特性的一些见解,希望能够得到大家的评论!也是为了“特殊特性清单是越来越长还是越来越短”的 讨论而作 特殊特性是APQP 的核心。无论是QS9000 还是TS16949 ,其实对于特殊特性的解释和理解是一样的。不同的是 QS9000 着重阐明了通用、福特、克莱斯勒三大车厂的特殊要求。如对特性的等级分类以及特性符号标记。而TS16949 则体现的是大众化的,灵活的,可根据顾客而定的特性要求。 现在就以TS16949 体系中对于特殊特性的理解来展开说明,一直推广到QS9000 中的特殊要求。 TS16949 中特殊特性的出处说明! TS16949 有两处地方出现过特殊特性。 第一处: 7.2.1.1 顾客指定的特殊特性组织必须在特殊特性的指定、文件化、和控制方面符合客户的所有要求。 解释:也就是说凡是客户指定的特殊特性,应在相关文件中体现。 相关文件有:设计FMEA、过程FMEA、控制计划、作业指导书、检验规范等在上述文件中应作特殊特性符号的标记。 第二处: 7.3.2.3 特殊特性组织必须应用适当的方法确定特殊特性。
〔1〕西安航天动力研究所张蒙正等.含碳偏二甲肼的点火和燃烧特性.燃烧科学与技术2012,18(4) 〔2〕БратковА.А.Химмотологияракетныхиреактивныхтоплив.Издательство: М.: ХимияГодиздания: 1987 А.А.布拉特柯夫.火箭燃料和喷气燃料发动机化学.化学出版社,1987 〔3〕Department of Rocket Engines, Moscow Bauman State Technical University, Russia V.M.Polyaev , V.A.Burkaltsev.Thermal to Mechanical Energy Conversion Engines and Requirements - V olume 2 liquid propellant rocket engines ISBN: 978-1-84826-022-1 (eBook) ISBN: 978-1-84826-472-4 (Print V olume) Eolss Publishers Co Ltd, Oxford, UK , 2009 莫斯科鲍曼国立技术大学火箭工程系V.M.Polyaev 等, 热能向机械能转变的发动机和要求.第2卷液体火箭发动机 〔4〕Mr. Igor Nikolaevich Borovik Moscow Aviation Institute, Moscow, Russian Federation, Prof. Alexander Alexandrovich Kozlov, Moscow
设备参数对比表 BIS VISTA TM监护仪技术参数NW-9002(CSI)麻醉深度多参 数监护仪技术参数 备注 1. *系统组成:市场主流品牌,原装进 口单机。主机,数据转换器,患者联 线,输液架固定器,电源线系统组成:市场国际主流品牌,,机芯原装进口,整机国内组装,由主机、导联线、电源线、各种型号固定架组成 2. 尺寸:(宽×高×厚)190×203×127mm 3. 供电及散热:常规交流电源,具备风扇散热功能供电及散热:220V交流市电,内置电源可交替使用(内置电源FP 1223C 12V 2.3Ah/20Hr) 具备风扇散热功能 4. BIS指数(脑电双频谱指数。 Bispectral Index):有实时,范 围0~100(从完全清醒~无脑电信号) 显示实时患者镇静、催眠程度★CSI指数(麻醉意识深度指数Cerebral State Index):贯穿整个麻醉手术的全部过程,实时监测和反映临床麻醉中手术病人的意识状态——镇静程度和麻醉深度。CSI的范围为0~100(从无脑电信号~完全清醒) 5. 信号质量指数(SQI):有范围0~100,实时监测记录信号质量信号质量指数SQI:范围为1~100%,表示EEG脑电信号的质量,包括EEG信号的采集和传输 6. 肌电信号:有肌电70~110HZ,实时监测,提供参考依据肌电信号指数EMG:范围1~100%,表示肌电活动的总功率,间接反映了患者的肌松程度 7. *同屏脑电波显示功能:有支持双 导脑电图同屏显示,实时原始脑电波 形及波形趋势描记★同屏脑电波显示:15寸高亮液晶显示屏,实时脑电波形及波形趋势显示,中英文随意选择。 8. 爆发性抑制比率(SR):有范围0~ 100%,实时监测记录,为过深麻醉 和镇静提供定量参考数据,保证麻醉 安全爆发抑制比BS%:范围1~100%,可以给医生对手术麻醉师用药过量实时提示,保证手术安全 9. BIS趋势图:有实时观察脑电双频 谱指数的变化趋势,显示整个麻醉过 程中患者镇静、催眠程度的动态变化CSI趋势图:实时意识镇静深度指数展示,同时展示CSI值的变化曲线图。显示整个麻醉过程患者诱导,持续,恢复的意识镇静水平。监测全脑意识状态的变化。 10. *超强滤波功能:有有效肌电过滤和电刀干扰过滤抗干扰:有效肌电过滤、抗公频干扰,抗高频电刀干扰,抗肌电干扰 11. 数据存储、导出功能:有可存储 1200小时的数据和72小时趋势图 形;具备数据下载功能★记忆数据存储:数据存储2000小时,可导出打印,有USB接口,网络接口
产品特性和过程特性的区别 如果说产品特性从安全、法规、性能、尺寸、外观、装配等方面考虑,过程特性仅从产品形成过程中的参数(温度、压力、电压、电流)等考虑是不是很准确呢? 简单的讲,产品特性是随着产品走,如过程加工中产品的尺寸.材料等, 过程特性是在过程上不随产品走的东西,如工艺参数温度.压力等. 我一般是作这样的区分. 产品特性能做spc,过程特性不能 产品特性一般是指产品工程规范的要求;过程特性可以指工艺(过程)参数 过程特性保证产品特性 虽然大家说的都对,但是怎样确定产品和过程的特殊特性呢?是不是特殊特性都要采用SPC控制或100%控制或防差错系统? 通过fmea来确定的!根据过程的风险以及顾客的呼声来确定控制方法! 特性矩阵分析-初始特殊特性清单-FMEA-控制计划? 还是:特性矩阵分析-FMEA-初始特殊特性清单--控制计划? 第一阶段: 确定初始过程特殊特性清单FMA分析 第二阶段 样件控制计划产品和过程特殊特性 第三阶段 特性矩阵图试生产控制计划PFMEA 第四阶段: 控制计划 产品特性,随着产品走,是在过程中形成的,而过程特性不随产品走,我们只有通过过程特性来控制产品特性。而控制产品特性包括人、机、法、环、测和过程规范,故这些都是过程特性;产品特性可以从料、技术要求、技术规范进行考虑。 谁有更深层次的讨论,请指教。 更正一下。 初始特殊特性清单-特性矩阵分析-PFMEA-控制计划先有特殊特性,才有特性矩阵分析。体现特性和过程之间的相互关系及特性之间的影响。 产品特性和过程特性的区别:用过程特性去保证产品特性啊!产品特性是要带到最总顾客的手里啊!而过程特性是在过程中为保证产品的特性而对过程设置的特性,过程控制主要控制“过程特性啊” 特殊特性释义 以下是我对特殊特性的一些见解,希望能够得到大家的评论!也是为了“特殊特性清单是越来越长还是越来越短”的讨论而作 特殊特性是APQP的核心。无论是QS9000还是TS16949,其实对于特殊特性的解释和理解是一样的。不同的是QS9000着重阐明了通用、福特、克莱斯勒三大车厂的特殊要求。如对特性的等级分类以及特性符号标记。而TS16949则体现的是大众化的,灵活的,可根据顾客而定的特性要求。 现在就以TS16949体系中对于特殊特性的理解来展开说明,一直推广到QS9000中的特殊要求。 TS16949中特殊特性的出处说明! TS16949有两处地方出现过特殊特性。
桥堆型号与参数对照表 力邦电磁炉故障代码 E1:无锅.每隔3秒一声短笛音报警.连续性分钟转入待机. E2:电源电压过低.两长三短笛音报警.响两次转入待机.(间隔5秒). E3:电源电压过高.两长四短笛音报警.间隔5秒响一次. E4:锅超温.三长三短笛音报警.响两次转入待机.(间隔5秒). E6:锅空烧.两长三短笛音报警.响两次转入待机.(间隔5秒). E0:IGBT超温.四长三短笛音报警.响两次转入待机.(间隔5秒). E7:TH开路(管温传感器).四长五短笛音报警.间隔5秒响一次. E8:TH短路(管温传感器).四长四短笛音报警.间隔5秒响一次. E9:锅传感器开路.三长五短笛音报警.间隔5秒响一次. EE:锅传感器短路.三长四短笛音报警.间隔5秒响一次. E5:VCE过高.无声.重新试探启动. 定时结束:响一长声转入待机. 无时基信号.灯不亮.响两秒停两秒.连续. 美联电磁炉自动保护出错屏显代码: E---0 输入电压过低] E---1 输入电压过高 E---2 IGBT温度传感器开路或温度过低保护 E---3 IGBT温度传感器短路或温度过高保护 E---4 灶面温度传感器开路或温度过低保护 E---5 灶面温度传感器短路或温度过高保护] 开机自动关机:机内超温保护. 澳柯玛电磁炉 数码管显示故障代码及排除故障 (无数码显示的电磁炉不在范围之内) 现象故障原因检修方法 显示E1 炉面温度超过235℃并持续3S 电磁炉炉面温度冷却后再开机 显示E2 IGBT温度超过85℃并持续3S 电磁炉内部温度冷却后再开机 显示E3 检测电流过大检测电压是否正常或负载是否过大 显示E4 输入电压过低调节电源电压或更换主控板 显示E5 输入电压过高调节电源电压或更换主控板 显示E6 炉面上热敏电阻短路检查线路或更换热敏电阻 显示E7 炉面上热敏电阻断路检查线路或更换热敏电阻 显示E8 IGBT处的热敏电阻短路检查线路或更换热敏电阻 显示E9 IGBT处的热敏电阻断路检查线路或更换热敏电阻 注:线路板为PD版本的机型,增加E0代码,缺少E5、E6、E9代码,E0表示内部故障,E4表示电源欠压/过压,E7表示炉面的热敏电阻断路/开路,E8表示IGBT处的热敏电阻短路/短路。数码管显示故障代码及排除故障 苏泊尔电磁炉常见故障代码
电机型号及参数对照表 一、电动机型号组成及含义 由电机类型代号、电机特点代号、设计序号和励磁方式代号等四个小节顺序组成。 1、类型代号是表征电机的各种类型而采用的汉语拼音字母 比如: 异步电动机Y 同步电动机T 同步发电机TF 直流电动机Z 直流发电机ZF 2、特点代号是表征电机的性能、结构或用途,也采用汉语拼音字母表示 比如: 隔爆型用B表示YB轴流通风机上用YT 电磁制动式YEJ 变频调速式YVP 变极多速式YD 起重机用YZD等。 3、设计序号是指电机产品设计的顺序,用阿拉伯数字表示。对于第一次设计的产品不标注设计序号,对系列产品所派生的产品按设计的顺序标注
比如:Y2 YB2 4、励磁方式代号分别用字母表示,S表示三次谐波,J表示晶闸管,X表示相复励磁 如:Y2-- 160 M1 – 8 Y:机型,表示异步电动机; 2:设计序号,“2”表示第一次基础上改进设计的产品; 160:中心高,是轴中心到机座平面高度; M1:机座长度规格,M是中型,其中脚注“2”是M型铁心的第二种规格,而“2”型比“1”型铁心长。 8:极数,“8”是指8极电动机。 如:Y 630—10 /1180 Y表示异步电动机; 630表示功率630KW; 10极、定子铁心外径1180MM。
二、规格代号主要用中心高、机座长度、铁心长度、极数来表示 1、中心高指由电机轴心到机座底角面的高度;根据中心高的不同可以将电机分为大型、中型、小型和微型四种,其中中心高 H在45mm~71mm的属于微型电动机; H在80mm~315mm的属于小型电动机; H在355mm~630mm的属于中型电动机; H在630mm以上属于大型电动机。 2、机座长度用国际通用字母表示: S—短机座 M—中机座 L—长机座 3、铁心长度用阿拉伯数字1、2、3、 4、、、由长至短分别表示 4、极数分2极、4极、6极、8极等。 三、特殊环境代号有如下规定: 特殊环境代号