第12届中国光伏大会暨国际光伏展览会论文(晶体硅材料及电池)
晶体硅太阳能电池的缺陷检测及分析
李召彬李召彬 王祺王祺 丁娈丁娈 季亦菲
(中电电气(南京)光伏有限公司 211100)
摘要:针对晶体硅太阳电池缺陷的检测问题,利用多种测试设备(EL 、PL 、Corescan
等),在电池制作的主要工序段(扩散、镀膜、印刷、烧结)对硅片和电池片进行检测,归纳和总结了电池的各种典型缺陷的成因,利用这些检测手段和分析结果,能够及时有效地反馈生产过程中产生的缺陷类型,有利于生产工艺的改进和质量的控制。
关键词:晶体硅太阳电池 缺陷 检测 分析
1、引言
在大规模应用和工业生产中,晶硅太阳能电池占主导地位,其在制造过程中通常采用制绒、扩散、刻蚀、PECVD 、印刷、烧结几道工序,由于一些机械应力、热应力及人为等不稳定因素的存在,会不可避免的造成硅片的一些隐性缺陷如污染、裂纹、扩散不均匀等,这类缺陷的存在大大降低了电池片的光电转换效率,导致公司增加经济损失。利用多种测试设备如EL 、PL 、corescan 等检测硅片、半成品电池及成品电池存在的各种隐形缺陷,改善工艺参数,降低产品的不合格率,为公司提高成品率,大大的降低成本。
2、检测设备检测设备工作原理工作原理
2.1 光致发光光致发光((PL )
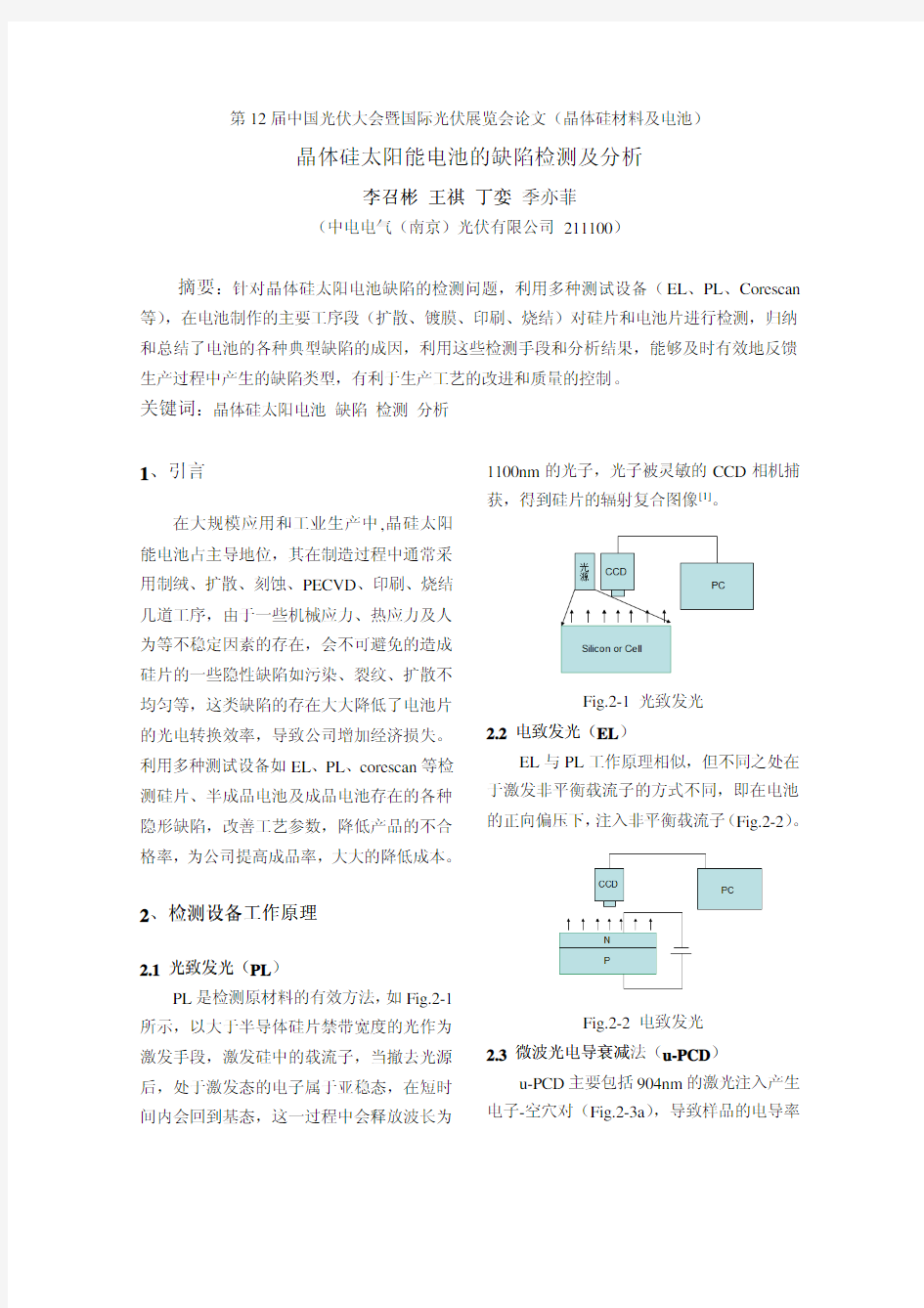
PL 是检测原材料的有效方法,如Fig.2-1所示,以大于半导体硅片禁带宽度的光作为激发手段,激发硅中的载流子,当撤去光源后,处于激发态的电子属于亚稳态,在短时间内会回到基态,这一过程中会释放波长为
1100nm 的光子,光子被灵敏的CCD 相机捕获,得到硅片的辐射复合图像[1]。
Fig.2-1 光致发光
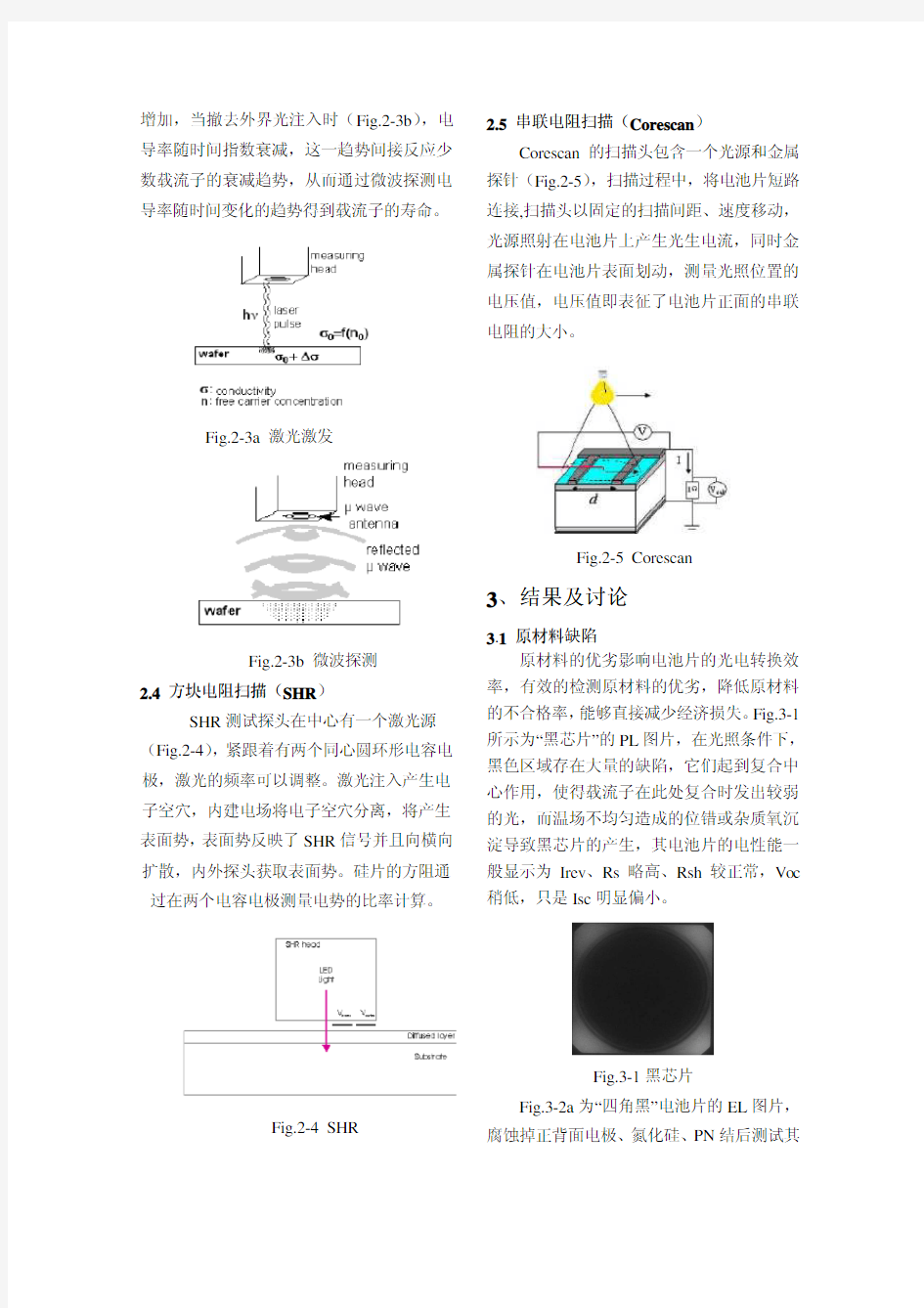
2.2 电致发光电致发光((EL )
EL 与PL 工作原理相似,但不同之处在于激发非平衡载流子的方式不同,即在电池的正向偏压下,注入非平衡载流子(Fig.2-2)。
Fig.2-2 电致发光
2.3 微波光电导衰微波光电导衰减减法(u-PCD )
u-PCD 主要包括904nm 的激光注入产生电子-空穴对(Fig.2-3a ),导致样品的电导率
增加,当撤去外界光注入时(Fig.2-3b),电导率随时间指数衰减,这一趋势间接反应少数载流子的衰减趋势,从而通过微波探测电导率随时间变化的趋势得到载流子的寿命。
Fig.2-3a 激光激发
Fig.2-3b 微波探测
2.4 方块电阻扫描
方块电阻扫描((SHR)
SHR测试探头在中心有一个激光源(Fig.2-4),紧跟着有两个同心圆环形电容电极,激光的频率可以调整。激光注入产生电子空穴,内建电场将电子空穴分离,将产生表面势,表面势反映了SHR信号并且向横向扩散,内外探头获取表面势。硅片的方阻通过在两个电容电极测量电势的比率计算。
Fig.2-4 SHR 2.5 串联电阻扫描
串联电阻扫描((Corescan)
Corescan的扫描头包含一个光源和金属探针(Fig.2-5),扫描过程中,将电池片短路连接,扫描头以固定的扫描间距、速度移动,光源照射在电池片上产生光生电流,同时金属探针在电池片表面划动,测量光照位置的电压值,电压值即表征了电池片正面的串联电阻的大小。
Fig.2-5 Corescan
3、结果及
结果及讨论
讨论
3.1 原材料
原材料缺陷
缺陷
原材料的优劣影响电池片的光电转换效率,有效的检测原材料的优劣,降低原材料的不合格率,能够直接减少经济损失。Fig.3-1所示为“黑芯片”的PL图片,在光照条件下,黑色区域存在大量的缺陷,它们起到复合中心作用,使得载流子在此处复合时发出较弱的光,而温场不均匀造成的位错或杂质氧沉淀导致黑芯片的产生,其电池片的电性能一般显示为Irev、Rs略高、Rsh较正常,Voc 稍低,只是Isc明显偏小。
Fig.3-1黑芯片
Fig.3-2a为“四角黑”电池片的EL图片,腐蚀掉正背面电极、氮化硅、PN结后测试其
少子寿命,如Fig.3-2c 所示,从图中可看出,电池片黑角区域的寿命相对正常区域严重偏低,说明此处存在大量的缺陷,可能原因是硅棒在拉制过程中,外层有污染或有晶体缺陷产生,而导致硅材料的性能下降。一般电池片的电性能显示为Voc 稍低,Isc 明显偏小,其余性能参数较正常。
a
b
c d Fig.3-2 四角黑
从附表1的IV 数据可以看出,整体暗电池片的Voc 比正常片低了12 mv ,通过Fig.3-3的EL 图像(同一亮度)可以明显看出两片电池片的差异。腐蚀两片电池片的氮化硅薄膜、正背面电极、电场及PN 结后测得整体暗的电池片平均寿命为8.76 us ,而正常片的平均寿命为11.45 us (Fig.3-3c 、d ),原材料中含有过多的杂质导致复合增加是造成Voc 偏低的主要原因。
a 、EL(整体暗)
b 、EL(正常片)
c 、u-PCD(整体暗)
d 、u-PCD(正常片)
Fig.3-3 整体暗
3.2 工艺诱生缺陷--滑移滑移位错位错
当温度在大约900 ℃以上时,硅晶体的屈服极限降低,晶体中位错有可能发生运动而引起塑性形变。扩散、热氧化等过程都是
在900-1200 ℃范围内进行,硅片在加热或冷却过程中,由于各处受热或冷却不均匀而产生温度梯度,热膨胀情况各处不同,继而产生热应力。当晶体中的热应力超过其弹性极限时,产生位错,位错通过位错源发生增殖,最终产生滑移线。位错源包括:a 、晶体表面
的机械损伤和微裂纹;b 、杂质或O-Si 的原子集团,旋涡带;c 、掺杂剂的局部聚集等。一般而言,热应力在硅片的边缘比较大,因此边缘的滑移位错比较明显,然后向中心蔓延,严重时可以出现星形结构[2]如Fig.3-4a, Fig.3-4b 为出现星形结构硅片的u-PCD 扫描结果,Fig.3-4c 、d 为生产过程中出现滑移线的电池片EL 图像。降低温度梯度减少热应力的产生是降低滑移位错产生的有效方法之一。
a b
c d Fig.3-4 滑移位错
3.3工艺异常 3.3.1扩散扩散异常异常
扩散制结为电池片制造过程中的核心步骤,P-N 结的质量直接影响电池片的转换效率,结浅,电池片短波响应好,但会引起Rs 增加;结过深,死层较明显,如果扩散浓度太大,则引起重掺杂效应,使电池开路电压和短路电流均下降,因此太阳电池的结深一般控制在0.3~0.5 μm ,方块电阻在50 ?/□左右。附表2为失效电池片的IV 数据 ,由Fig.3-5b 图可知电池片左下角黑色区域的电压高达440 mV ,腐蚀掉正面电极及氮化硅薄膜后扫描方阻(Fig.3-5c )后明显看出黑色区域的方阻比其他区域偏高,导致此区域与现有烧结工艺不匹配而没有形成良好的欧姆接触产生较大的Rs 值。
a 、EL
b 、
Corescan
c 、SHR
Fig.3-5 扩散异常
3.3.2镀膜镀膜异常异常
铝背场(BSF )能够降低电池片背面的少子复合,提高少子扩散长度;反射长波段
光子,提高长波段的光谱响应,最终提升电池片的光电转换效率。由附表3可知此电池片有很低的V oc 和Isc ,从Fig.3-6a 、b 可知铝背场出现异常,腐蚀掉铝层后发现(Fig.3-6c )电池片的背面的90%以上的区域含有氮化硅薄膜,由于电池片采用管式PECVD 镀膜方式,在舟中两片电池片背靠背放置,由此可知电池片在镀膜过程中,其中一片脱落或破碎,导致此片电池背面被镀膜,背面由于氮化硅的存在,使得经过丝网印刷后电池片在烧结过程中无法形成铝背场,且铝电极也无法与硅形成良好的欧姆接触,最终形成此类低效电池片。
a 、EL
b 、appearance
c 、appearance Fig.3-6镀膜异常 3.3.3 烧结烧结异常异常
附表4是电池片的IV 数据,可以看出其Rs 非常高,Fig.3-7为电池片的各种测试结果,通过扫描corescan (Fig.3-7b )得知缺陷处的
电压高达150 mV
,腐蚀后测试其方块电阻
(Fig.3-7c)发现缺陷区域与正常区域的方阻值没有明显的差异,此电池片的漏电流大约为1.23 A,漏电的主要位置从Fig.3-7d可以看出,其原因是电池片此区域存在异物如Fig.3-7f所示,异物高度大约为3 um,因此过高的烧结温度及表面异物污染导致较大的反向漏电流造成低效片的产生。
a、EL
b、Corescan
c、SHR
d、IR
e、Microscope
Fig.3-7 烧结异常
EL和PL的区别上文中已经提出,即EL
通过电池的电极注入载流子而PL不通过电
极注入载流子,因此如果电池片存在严重的
烧结异常(Fig.3-8b)时,通过EL无法检测
出其他异常,但结合PL则可以检测出除烧结
异常外的其他缺陷(原材料缺陷Fig.3-8a、指
纹印、隐裂等),因此在检测电池片的过程中,
EL结合PL能够起到事半功倍的效果。
a、PL
b、EL
Fig.3-8 PL结合EL
3.3.4印刷异常
良好的印刷质量,能够减少金属电极与
硅片间的接触电阻,影响电池的填充因子、
短路电流和光电转换效率,断栅、印刷不均
匀都会导致线性电阻增大,降低转换效率[3]。
Fig.3-9a为存在大量断栅的电池片的EL图
片,IV数据如附表5,可以看出断栅处显示
为黑色,说明此处没有电流通过导致响应变
差,Fig.3-9b是断栅区域某根栅线的局部放
大图片。
a、EL
b、Microscope
Fig.3-9 断栅
4、结语
本文讨论了原材料及电池片生产过程中
的常见缺陷及异常现象,并利用各种测试设
备的检测结果简单分析了缺陷及异常现象的
成因,针对分析结果改善工艺条件,以减少
产品的不合格率,为公司降低成本减少损失。
参考文献:
[1]严婷婷,张光春,李果华等2010 光致
发光在Si 基太阳能电池缺陷检测中的应用 半导体技术 第35卷 454-457
[2]孙以材 1984 半导体测试技术 第一版(北京:冶金工业出版社) 85-89
[3]孙志清,高昌禄 2011 影响晶体硅太阳电池栅线印刷的两个因素 太阳能 38-39
附表附表::IV data
Uoc Isc Rs Rsh FF NCell Irev2 整体暗 0.6154 5.6210 0.0055 402.227 77.269 0.1726 0.028 表1
正常片 0.6278 5.7061 0.0051 401.157 78.447 0.1815 0.040 表2 0.6281 5.6982 0.0078 389.846 74.969 0.1733 0.0316 表3 0.6006 8.3147 0.0079 58.198 71.671 0.1498 0.357 表4 0.6260 8.4615 0.010 14.292 67.969 0.1507 1.227 表5
0.6298
8.53,0
0.0039
108.780
75.877
0.1707
0.174
晶体硅太阳能电池的制造 工艺流程 This model paper was revised by the Standardization Office on December 10, 2020
提高太阳能电池的转换效率和降低成本是太阳能电池技术发展的主流。 晶体硅太阳能电池的制造工艺流程说明如下: (1)切片:采用多线切割,将硅棒切割成正方形的硅片。 (2)清洗:用常规的硅片清洗方法清洗,然后用酸(或碱)溶液将硅片表面切割损伤层除去30-50um。 (3)制备绒面:用碱溶液对硅片进行各向异性腐蚀在硅片表面制备绒面。 (4)磷扩散:采用涂布源(或液态源,或固态氮化磷片状源)进行扩散,制成PN+结,结深一般为-。 (5)周边刻蚀:扩散时在硅片周边表面形成的扩散层,会使电池上下电极短路,用掩蔽湿法腐蚀或等离子干法腐蚀去除周边扩散层。 (6)去除背面PN+结。常用湿法腐蚀或磨片法除去背面PN+结。 (7)制作上下电极:用真空蒸镀、化学镀镍或铝浆印刷烧结等工艺。先制作下电极,然后制作上电极。铝浆印刷是大量采用的工艺方法。 (8)制作减反射膜:为了减少入反射损失,要在硅片表面上覆盖一层减反射膜。制作减反射膜的材料有MgF2 ,SiO2 ,Al2O3,SiO ,Si3N4 ,TiO2 ,Ta2O5等。工艺方法可用真空镀膜法、离子镀膜法,溅射法、印刷法、PECVD法或喷涂法等。 (9)烧结:将电池芯片烧结于镍或铜的底板上。 (10)测试分档:按规定参数规范,测试分类。
由此可见,太阳能电池芯片的制造采用的工艺方法与半导体器件基本相同,生产的工艺设备也基本相同,但工艺加工精度远低于集成电路芯片的制造要求,这为太阳能电池的规模生产提供了有利条件。
硅太阳能电池的结构及 工作原理 集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)
一.引言: 太阳能是人类取之不尽用之不竭的可再生能源。也是清洁能源,不产生任何的环境污染。?? 当电力、煤炭、石油等不可再生能源频频告急,能源问题日益成为制约国际社会经济发展的瓶颈时,越来越多的国家开始实行“阳光计划”,开发太阳能资源,寻求经济发展的新动力。欧洲一些高水平的核研究机构也开始转向可再生能源。在国际光伏市场巨大潜力的推动下,各国的太阳能电池制造业争相投入巨资,扩大生产,以争一席之地。 全球太阳能电池产业1994-2004年10年里增长了17倍,太阳能电池生产主要分布在日本、欧洲和美国。2006年全球太阳能电池安装规模已达1744MW,较2005年成长19%,整个市场产值已正式突破100亿美元大关。2007年全球太阳能电池产量达到3436MW,较2006年增长了56%。 中国对太阳能电池的研究起步于1958年,20世纪80年代末期,国内先后引进了多条太阳能电池生产线,使中国太阳能电池生产能力由原来的3个小厂的几百kW一下子提升到4个厂的4.5MW,这种产能一直持续到2002年,产量则只有2MW左右。2002年后,欧洲市场特别是德国市场的急剧放大和无锡尚德太阳能电力有限公司的横空出世及超常规发展给中国光伏产业带来了前所未有的发展机遇和示范效应。 目前,我国已成为全球主要的太阳能电池生产国。2007年全国太阳能电池产量达到1188MW,同比增长293%。中国已经成功超越欧洲、
日本为世界太阳能电池生产第一大国。在产业布局上,我国太阳能电池产业已经形成了一定的集聚态势。在长三角、环渤海、珠三角、中西部地区,已经形成了各具特色的太阳能产业集群。 中国的太阳能电池研究比国外晚了20年,尽管最近10年国家在这方面逐年加大了投入,但投入仍然不够,与国外差距还是很大。政府应加强政策引导和政策激励,尽快解决太阳能发电上网与合理定价等问题。同时可借鉴国外的成功经验,在公共设施、政府办公楼等领域强制推广使用太阳能,充分发挥政府的示范作用,推动国内市场尽快起步和良性发展。 太阳能光伏发电在不远的将来会占据世界能源消费的重要席位,不但要替代部分常规能源,而且将成为世界能源供应的主体。预计到2030年,可再生能源在总 绿色环保节能太阳能 能源结构中将占到30%以上,而太阳能光伏发电在世界总电力供应中的占比也将达到10%以上;到2040年,可再生能源将占总能耗的50%以上,太阳能光伏发电将占总电力的20%以上;到21世纪末,可再生能源在能源结构中将占到80%以上,太阳能发电将占到60%以上。这些数字足以显示出太阳能光伏产业的发展前景及其在能源领域重要的战略地位。由此可以看出,太阳能电池市场前景广阔。 在太阳能的有效利用当中;大阳能光电利用是近些年来发展最快,最具活力的研究领域,是其中最受瞩目的项目之一。
晶体硅太阳能电池 专业班级:机械设计制造及其自动化13秋姓名:张正红 学号: 1334001250324 报告时间: 2015年12月
晶体硅太阳能电池 摘要:人类面临着有限常规能源和环境破坏严重的双重压力,能源己经成为越来越值得关注的社会与环境问题。人们开始急切地寻找其他的能源物质,而光能、风能、海洋能以及生物质能这些可再生能源无疑越来越受到人们的关注。光伏技术也便随之形成并快速地发展了起来,因此近年来,光伏市场也得到了快速发展并取得可喜的成就。本文主要就晶体硅太阳能电池发电原理及关键材料进行介绍,并对晶体硅太阳能电池及其关键材料的市场发展方向进行了展望。 关键词:太阳能电池;工作原理;晶体硅;特点;发展趋势 前言 “开发太阳能,造福全人类”人类这一美好的愿景随着硅材料技术、半导体工业装备制造技术以及光伏电池关键制造工艺技术的不断获得突破而离我们的现实生活越来越近!近20年来,光伏科学家与光伏电池制造工艺技术人员的研究成果已经使太阳能光伏发电成本从最初的几美元/KWh减少到低于20美分/KWh。而这一趋势通过研发更新的工艺技术、开发更先进的配套装备、更廉价的光伏电子材料以及新型高效太阳能电池结构,太阳能光伏(PV)发电成本将会进一步降低,到本世纪中叶将降至4美分/KWh,优于传统的发电费用。 大面积、薄片化、高效率以及高自动化集约生产将是光伏硅电池工业的发展趋势。通过降低峰瓦电池的硅材料成本,通过提升光电转换效率与延长其使用寿命来降低单位电池的发电成本,通过集约化生产节约人力资源降低单位电池制造成本,通过合理的机制建立优秀的技术团队、避免人才的不合理流动、充分保证技术上的持续创新是未来光伏企业发展的核心竞争力所在! 一、晶体硅太阳能电池工作原理 太阳能电池是一种把光能转换成电能的能量转换器,太阳能电池工作原理的基础是半导体PN结的光生伏特效应。
一.引言: 太阳能是人类取之不尽用之不竭的可再生能源。也是清洁能源,不产生任何的环境污染。 当电力、煤炭、石油等不可再生能源频频告急,能源问题日益成为制约国际社会经济发展的瓶颈时,越来越多的国家开始实行“阳光计划”,开发太阳能资源,寻求经济发展的新动力。欧洲一些高水平的核研究机构也开始转向可再生能源。在国际光伏市场巨大潜力的推动下,各国的太阳能电池制造业争相投入巨资,扩大生产,以争一席之地。 全球太阳能电池产业1994-2004年10年里增长了17倍,太阳能电池生产主要分布在日本、欧洲和美国。2006年全球太阳能电池安装规模已达1744MW,较2005年成长19%,整个市场产值已正式突破100亿美元大关。2007年全球太阳能电池产量达到3436MW,较2006年增长了56%。 中国对太阳能电池的研究起步于1958年,20世纪80年代末期,国内先后引进了多条太阳能电池生产线,使中国太阳能电池生产能力由原来的3个小厂的几百kW一下子提升到4个厂的4.5MW,这种产能一直持续到2002年,产量则只有2MW左右。2002年后,欧洲市场特别是德国市场的急剧放大和无锡尚德太阳能电力有限公司的横空出世及超常规发展给中国光伏产业带来了前所未有的发展机遇和示范效应。 目前,我国已成为全球主要的太阳能电池生产国。2007年全国太阳能电池产量达到1188MW,同比增长293%。中国已经成功超越欧洲、日本为世界太阳能电池生产第一大国。在产业布局上,我国太阳能电池产业已经形成了一定的集聚态势。在长三角、环渤海、珠三角、中西部地区,已经形成了各具特色的太阳能产业集群。 中国的太阳能电池研究比国外晚了20年,尽管最近10年国家在这方面逐年加大了投入,但投入仍然不够,与国外差距还是很大。政府应加强政策引导和政策激励,尽快解决太阳能发电上网与合理定价等问题。同时可借鉴国外的成功经验,在公共设施、政府办公楼等领域强制推广使用太阳能,充分发挥政府的示范作用,推动国内市场尽快起步和良性发展。 太阳能光伏发电在不远的将来会占据世界能源消费的重要席位,不但要替代部分常规能源,而且将成为世界能源供应的主体。预计到2030年,可再生能源在总 绿色环保节能太阳能 能源结构中将占到30%以上,而太阳能光伏发电在世界总电力供应中的占比也将达到10%以上;到2040年,可再生能源将占总能耗的50%以上,太阳能光伏发电将占总电力的20%以上;到21世纪末,可再生能源在能源结构中将占到80%以上,太阳能发电将占到60%以上。这些数字足以显
.. 硅基太阳能电池的发展及应用 摘要:太阳能电池是缓解环境危机和能源危机一条新的出路,本文介绍了硅基太阳能电池的原理,综述了硅基太阳电池的优点与不足,以及硅基太阳能电池和其他太阳能电池的横向比较,硅基太阳能电池在光伏产业中的地位,并展望了发展趋势及应用前景等。 关键词:硅基太阳能电池转换效率 1引言 二十一世纪以来,全球经济增长所引发的能源消耗达到了空前的程度。传统的化石能源是人类赖以生存的保障,可是如今化石能源不仅在满足人类日常生活需要方面捉襟见肘,而且其燃烧所排放的温室气体更是全球变暖的罪魁祸首。随着如今全球人口突破70亿,能源的需求也在过去30年间增加了一倍。特别是电力能源从上世纪开始,在总能源需求中的比重增长迅速。中国政府己宣布了其在哥本哈根协议下得承诺,至2020年全国单位国内生产总值二氧化碳排放量比2005年下降40% --45%,非化石能源占一次能源消费的比重提高至少15%左右【6】。 目前太阳能电池主要有以下几种:硅太阳能电池,聚光太阳能电池,无机化合物薄膜太阳能电池,有机化合物薄膜太阳能电池,纳米晶薄膜太阳能电池,叠层薄膜太阳能电池等,其材料主要包括产生光伏效应的半导体材料,薄膜衬底材料,减反射膜材料等【5】。
(图1:太阳能电池的种类) 太阳电池的基本工作原理是:在被太阳电池吸收的光子中,那些能量大于半导体禁带宽度的光子,可以使得半导体中原子的价电子受到激发,在p区、空间电荷区和n区都会产生光生电子左穴对,也称光生载流子。这样形成的光生载流子由于热运动,向各个方向迁移。光生载流子在空间电荷区中产生后,立即被内建电场分离,光生电子被推进n区,光生空穴被推进p区。因此,在p-n结两侧产生了正、负电荷的积累,形成与内建电场相反的光生电场。这个电场除了一部分要抵消内建电场以外,还使p型层带正电,n型层带负电,因此产生了光生电动势,这就是光生伏特效应(简称光伏)。
晶体硅太阳能电池的种类及特点 太阳能电池已经有30多年的发展历史。目前世界各国研制的硅太阳能电池种类繁多,;主要系列有单晶、多晶、非晶硅几种。其中单晶硅太阳能电池占50%,多晶硅电池占20%、非晶占30%。我国光伏发电发展需解决的关键问题。太阳能光伏发电发展的瓶颈是成本高。为此,需加大研发力度,集中在降低成本和提高效率的关键技术上有所突破,主要包括:a)晶体硅电池技术。降低太阳硅材料的制备成本:开发专门用于晶体硅太阳能电池的硅材料,是生产高效和低成本太阳电池的基本条件;同时实现硅材料国产化和提高性能,从产业链的源头,抓好降低成本工作。提高电池/组件转换效率:高效钝化技术,高效陷光技术,选择性发射区,背表面场,细栅或者单面技术,封装材料的最佳折射率等高效封装技术等。光伏技术的发展以薄膜电池为方向,高效率、高稳定性、低成本是光伏电池发展的基本原则。 单晶硅在太阳能的有效利用当中,太阳能光电利用是近些年来发展最快,也是最具活力的研究领域。而硅材料太阳能电池无疑是市场的主体,硅基(多晶硅、单晶硅)太阳能电池占80%以上,每年全世界需消费硅材料3000t左右。生产太阳能电池用单晶硅,虽然利润比较低,但是市场需求量大,供不应求,如果进行规模化生产,其利润仍然很可观。目前,中国拟建和在建的太阳能电池生产线每年将需要680多吨的太阳能电池用多晶硅和单晶硅材料,其中单晶硅400多吨,而且,需求量还以每年15%~20%的增长率快速增长。硅系列太阳能电池中,单晶硅太阳能电池在实验室里最高的转换效率为23%,而规模生产的单晶硅太阳能电池,其效率为15%,技术也最为成熟。高性能单晶硅电池是建立在高质量单晶硅材料和相关的成熟的加工处理工艺基础上的。现在单晶硅的电池工艺已近成熟,在电池制作中,一般都采用表面织构化、发射区钝化、分区掺杂等技术,开发的电池主要有平面单晶硅电池和刻槽埋栅电极单晶硅电池。提高转化效率主要是靠单晶硅表面微结构处理和分区掺杂工艺。在此方面,德国夫朗霍费费莱堡太阳能系统研究所保持着世界领先水平。该研究所采用光刻照相技术将电池表面织构化,制成倒金字塔结构。通过改进了的电镀过程增加栅极的宽度和高度的比率:通过以上制得的电池转化效率超过23%。单晶硅具有完整的金刚石结构。通过掺杂得到n,P型单晶硅,进而制备出p/n结、二极管及晶体管,从而使硅材料有了真正的用途。单晶硅太阳能电池转换效率无疑是最高的,在大规模应用和工业生产中仍占据主导地位,但由于受单晶硅材料价格及相应的繁琐的电池工艺影响,致使单晶硅成本价格居高不下,要想大幅度降低其成本是非常困难的。 多晶硅众所周知,利用太阳能有许多优点,光伏发电将为人类提供主要的能源,但目前来讲,要使太阳能发电具有较大的市场,被广大的消费者接受,提高太阳电池的光电转换效率,降低生产成本应该是我们追求的最大目标,从目前国际太阳电池的发展过程可以看出其发展趋势为单晶硅、多晶硅、带状硅、薄膜材料(包括微晶硅基薄膜、化合物基薄膜及染料薄膜)。从工业化发展来看,重心已由单晶向多晶方向发展,主要原因为:(1)可
晶硅太阳能电池板的制作过程 1、表面制绒单晶硅绒面的制备是利用硅的各向异性腐蚀,在每平方厘米硅表面形成几百万个四面方锥体也即金字塔结构。由于入射光在表面的多次反射和折射,增加了光的吸收,提高了电池的短路电流和转换效率。硅的各向异性腐蚀液通常用热的碱性溶液,可用的碱有氢氧化钠,氢氧化钾、氢氧化锂和乙二胺等。大多使用廉价的浓度约为1%的氢氧化钠稀溶液来制备绒面硅,腐蚀温度为 70-85℃。为了获得均匀的绒面,还应在溶液中酌量添加醇类如乙醇和异丙醇等作为络合剂,以加快硅的腐蚀。制备绒面前,硅片须先进行初步表面腐蚀,用碱性或酸性腐蚀液蚀去约20~25μm,在腐蚀绒面后,进行一般的化学清洗。经过表面准备的硅片都不宜在水中久存,以防沾污,应尽快扩散制结。 2、扩散制结太阳能电池需要一个大面积的PN结以实现光能到电能的转换,而扩散炉即为制造太阳能电池PN结的专用设备。管式扩散炉主要由石英舟的上下载部分、废气室、炉体部分和气柜部分等四大部分组成。扩散一般用三氯氧磷液态源作为扩散源。把P型硅片放在管式扩散炉的石英容器内,在850---900摄氏度高温下使用氮气将三氯氧磷带入石英容器,通过三氯氧磷和硅片进行反应,得到磷原子。经过一定时间,磷原子从四周进入硅片的表面层,并且通过硅原子之间的空隙向硅片内部渗透扩散,形成了N型半导体和P型半导体的交界面,也就是PN结。这种方法制出的PN结均匀性好,方块电阻的不均匀性小于百分之十,少子寿命可大于10ms。制造PN结是太阳电池生产最基本也是最关键的工序。因为正是PN结的形成,才使电子和空穴在流动后不再回到原处,这样就形成了电流,用导线将电流引出,就是直流电。 3、去磷硅玻璃该工艺用于太阳能电池片生产制造过程中,通过化学腐蚀法也即把硅片放在氢氟酸溶液中浸泡,使其产生化学反应生成可溶性的络和物六氟硅酸,以去除扩散制结后在硅片表面形成的一层磷硅玻璃。在扩散过程中,POCL3与O2反应生成P2O5淀积在硅片表面。P2O5与Si反应又生成SiO2和磷原子,这样就在硅片表面形成一层含有磷元素的SiO2,称之为磷硅玻璃。去磷硅玻璃的设备一般由本体、清洗槽、伺服驱动系统、机械臂、电气控制系统和自动配酸系统等部分组成,主要动力源有氢氟酸、氮气、压缩空气、纯水,热排风和废水。氢氟酸能够溶解二氧化硅是因为氢氟酸与二氧化硅反应生成易挥发的四氟化硅气体。若氢氟酸过量,反应生成的四氟化硅会进一步与氢氟酸反应生成可溶性的络和物六氟硅酸。 4、等离子刻蚀由于在扩散过程中,即使采用背靠背扩散,硅片的所有表面包括边缘都将不可避免地扩散上磷。PN结的正面所收集到的光生电子会沿着边缘扩散有磷的区域流到PN结的背面,而造成短路。因此,必须对太阳能电池周边的掺杂硅进行刻蚀,以去除电池边缘的PN结。通常采用等离子刻蚀技术完成这一工艺。等离子刻蚀是在低压状态下,反应气体CF4的母体分子在射频功率的激
高效晶体硅太阳能电池技术 摘要:晶体硅太阳能电池是目前应用技术最成熟、市场占有率最高的太阳能电池。本文在解释常规太阳能电池能量损失机理的基础上,介绍了可应用于商业化生产的高效晶体硅太阳能电池技术及其工艺流程,并对每种电池技术的优、缺点及工艺难度进行了评价。 关键词:晶体硅电池;高效电池;商业化 1 引言 能源是一个国家经济和社会发展的基础. 目前广泛使用的石油、天然气、煤炭等化石能源面临着严峻的挑战. 2005年2 月我国通过了《中华人民共和国可再生能源法》,从立法角度推进可再生能源的开发和利用,这是解决我国能源与环境、实现可持续发展的重要战略决策。 不论从资源的数量、分布的普遍性,还是从清洁性、技术的可靠成熟性来说,太阳能在可再生能源中都具有更大的优越性,光伏发电已成为可再生能源利用的首要方式。而晶硅太阳电池一直占据着光伏市场的最大份额. 与其它的可再生能源一样,目前要使之从补充能源过渡到替代能源,太阳电池光伏发电推广的最大制约因素仍然是发电成本。围绕着降低生产成本的目标,以高效电池获取更多的能量来代替低效电池一直是科学研究的的热门[1]. 近年来 高效单晶硅太阳能电池研究已取得巨大成就,在美国、德国和日本,高效太阳能电池研究正如火如荼,特别是美国,商品化高效电池的转换效率已超过20%。 . 2 硅太阳能电池能量损失机理 目前研究成果表面,影响晶体硅太阳能电池转换效率的原因主要来自两个方面:①光学损失. 包括电池前表面反射损失、接触栅线的阴影损失以及长波段的非吸收损失,其中反射和阴影损失是可以通过技术措施减小的,而长波非吸收损失与半导体性质有关;②电学损失. 它包括半导体表面及体内的光生载流子复合、半导体和金属栅线的体电阻以及金属-半导体接触(欧姆接触)电阻损失. 相对而言,欧姆损失在技术上比较容易降低,其中最关键的是降低光生载流子的复合,它直接影响太阳电池的开路电压。而提高电池效率的关键之一就是提高开路电压V oc。光生载流子的复合主要是由于高浓度的扩散层在前表面引入了大量的复合中心。此外,当少数载流子的扩散长度与硅片的厚度相当或超过硅片厚度时,背表面的复合速度S b 对太阳电池特性的影响也很明显。而从商业太阳电池来看,为了降低太阳电池的成本和提高效率,现在生产厂家也在不断地减小硅片的厚度,以降低原材料的价格.因此必须有减少前、背两个表面的光生载流子复合的结构和措施. 3 高效晶体硅太阳能电池技术 3.1 背接触电池IBC/MWT/EWT (1)IBC电池(PCC电池) 背接触电池是由Sunpower公司开发的高效电池,其特点是正面无栅状电极,正负极交叉排列在背面,量产效率可达19%~20%。 这种把正面金属栅线去掉的电池结构有很多优点[2]:(1)减少正面遮光损失,相当于增加了有效半导体面积,有利于增加电池效率;(2)有可能大大降低组件装配成本,因为全部外部接触均在单一表面上;(3)从建造结构的观点看来提供了增值,因为汇流条和焊线串接存在引起的视觉不适被组件背面所替代。
高效晶体硅太阳电池简介(1) PERC电池是澳大利亚新南威尔士大学光伏器件实验室最早研究 的高效电池。它的结构如图2-13a所示,正面采用倒金字塔结构,进行双面钝化,背电极通过一些分离很远的小孔贯穿钝化层与衬底接触,这样制备的电池最高效率可达到23.2%[26]。由于背电极是通过一些小孔直接和衬底相接触的,所以此处没能实现钝化。为了尽可能降低此处的载流子复合,所设计的孔间距要远大于衬底的厚度才可。然而孔间距的增大又使得横向电阻增加(因为载流子要横向长距离传输才能到达此处),从而导致电池的填充因子降低。另外,在轻掺杂的衬底上实现电极的欧姆接触非常困难,这就限制了高效PERC电池衬底材料只能选用电阻率低于0.5 Ωcm以下的硅材料。 为了进一步改善PERC电池性能,该实验室设想了在电池的背面增加定域掺杂,即在电极与衬底的接触孔处进行浓硼掺杂。这种想法早已有人提出,但是最大的困难是掺杂工艺的实现,因为当时所采用的固态源进行硼掺杂后载流子寿命会有很大降低。后来在实验过程中发现采用液态源BBr3进行硼掺杂对硅片的载流子寿命影响较小,并且可以和利用TCA制备钝化层的工艺有很好的匹配。1990年在PERC结构和工艺的基础上,J.Zhao在电池的背面接触孔处采用了BBr3定域扩散制备出PERL电池,结构如图2.13b所示[27]。定域掺硼的温度为900 ℃,时间为20 min,随后采用了drive-in step技术(1070 ℃,2 h)。经过这样处理后背面接触孔处的薄层电阻可降到20 Ω/□以下。孔间距离也进行了调整,由2 mm缩短为250 μm,大大减少了横
向电阻。如此,在0.5 Ωcm和2 Ωcm的p型硅片上制作的4 cm2的PERL电池的效率可达23-24%,比采用同样硅片制作的PERC电池性能有较大提高。 1993年该课题组对PERL电池进行改善,使其效率提高到24%,1998年再次提高到24.4%,2001年达到24.7%,创造了世界最高记录。这种PERL电池取得高效的原因是[28]:(1)正面采光面为倒金字塔结构,结合背电极反射器,形成了优异的光陷阱结构;(2)在正面上蒸镀了MgF2/ZnS双层减反射膜,进一步降低了表面反射;(3)正面与背面的氧化层均采用TCA工艺(三氯乙烯工艺)生长高质量的氧化层,降低了表面复合;(4)为了和双层减反射膜很好配合,正面氧化硅层要求很薄,但是随着氧化层的减薄,电池的开路电压和短路电流又会降低。为了解决这个矛盾,相对于以前的研究,增加了“alneal”工艺,即在正面的氧化层上蒸镀铝膜,然后在370 ℃的合成气氛中退火30 min,最后用磷酸腐蚀掉这层铝膜。经过“alneal”工艺后,载流子寿命和开路电压都得到较大提高,而与正面氧化层的厚度关系不大。这种工艺的原理是,在一定温度下,铝和氧化物中OH-离子发生反应产生了原子氢,在Si/SiO2的界面处对一些悬挂键进行钝化。(5)电池的背电场通过定域掺杂形成,掺杂的温度和时间至关重要,对实现定域掺杂的接触孔的设计也非常重要,因为这关系到能否在整个背面形成背电场以及体串联电阻的大小。在这个电池中浓硼扩散区面积为30 μm×30 μm,接触孔的面积为10 μm ×10 μm,孔间距为250 μm,浓硼扩散区的面积仅占背面积的1.44%。定域扩散
硅太阳能电池的主要性能参数 本信息来源于太阳能人才网|https://www.doczj.com/doc/c110188892.html, 原文链接: 硅太阳能电池的性能参数主要有:短路电流、开路电压、峰值电流、峰值电压、峰值功率、填充因子和转换效率等。 ①短路电流(isc):当将太阳能电池的正负极短路、使u=0时,此时的电流就是电池片的短路电流,短路电流的单位是安培(a),短路电流随着光强的变化而变化。 ②开路电压(uoc):当将太阳能电池的正负极不接负载、使i=0时,此时太阳能电池正负极间的电压就是开路电压,开路电压的单位是伏特(v)。单片太阳能电池的开路电压不随电池片面积的增减而变化,一般为0.5~0.7v。 ③峰值电流(im):峰值电流也叫最大工作电流或最佳工作电流。峰值电流是指太阳能电池片输出最大功率时的工作电流,峰值电流的单位是安培(a)。 ④峰值电压(um):峰值电压也叫最大工作电压或最佳工作电压。峰值电压是指太阳能电池片输出最大功率时的工作电压,峰值电压的单位是v。峰值电压不随电池片面积的增减而变化,一般为0.45~0.5v,典型值为0.48v。 ⑤峰值功率(pm):峰值功率也叫最大输出功率或最佳输出功率。峰值功率是指太阳能电池片正常工作或测试条件下的最大输出功率,也就是峰值电流与峰值电压的乘积:pm===im ×um。峰值功率的单位是w(瓦)。太阳能电池的峰值功率取决于太阳辐照度、太阳光谱分布和电池片的工作温度,因此太阳能电池的测量要在标准条件下进行,测量标准为欧洲委员会的101号标准,其条件是:辐照度lkw/㎡、光谱aml.5、测试温度25℃。 ⑥填充因子(ff):填充因子也叫曲线因子,是指太阳能电池的最大输出功率与开路电压和短路电流乘积的比值。计算公式为ff=pm/(isc×uoc)。填充因子是评价太阳能电池输出特性好坏的一个重要参数,它的值越高,表明太阳能电池输出特性越趋于矩形,电池的光电转换效率越高。 串、并联电阻对填充因子有较大影响,太阳能电池的串联电阻越小,并联电阻越大,填充因子的系数越大。填充因子的系数一般在0.5~0.8之间,也可以用百分数表示。 ⑦转换效率(η):转换效率是指太阳能电池受光照时的最大输出功率与照射到电池上的太阳能量功率的比值。即: η=pm(电池片的峰值效率)/a(电池片的面积)×pin(单位面积的入射光功率),其中pin=lkw /㎡=100mw/cm2。 电池组件的板型设计 在生产电池组件之前,就要对电池组件的外型尺寸、输出功率以及电池片的排列布局等进行设计,这种设计在业内就叫太阳能电池组件的板型设计。电池组件板型设计的过程是一个对电池组件的外型尺寸、输出功率、电池片排列布局等因素综合考虑的过程。设计者既要了解电池片的性能参数,还要了解电池组件的生产工艺过程和用户的使用需求,做到电池组件尺寸合理,电池片排布紧凑美观。 组件的板形设计一般从两个方向入手。一是根据现有电池片的功率和尺寸确定组件的功率和尺寸大小;二是根据组件尺寸和功率要求选择电池片的尺寸和功率。 电池组件不论功率大小,一般都是由36片、72片、54片和60片等几种串联形式组成。常见的排布方法有4片×9片、6片×6片、6片×12片、6片×9片和6片×10片等。下面就以36片串联形式的电池组件为例介绍电池组件的板型设计方法。
几种商业化的高效晶体硅太阳能电池技术 摘要:晶体硅太阳能电池是目前应用技术最成熟、市场占有率最高的太阳能电池。本文在解释常规太阳能电池能量损失机理的基础上,介绍了可应用于商业化生产的高效晶体硅太阳能电池技术及其工艺流程,并对每种电池技术的优、缺点及工艺难度进行了评价。 关键词:晶体硅电池;高效电池;商业化 1 引言 能源是一个国家经济和社会发展的基础. 目前广泛使用的石油、天然气、煤炭等化石能源面临着严峻的挑战. 2005年2 月我国通过了《中华人民共和国可再生能源法》,从立法角度推进可再生能源的开发和利用,这是解决我国能源与环境、实现可持续发展的重要战略决策。 不论从资源的数量、分布的普遍性,还是从清洁性、技术的可靠成熟性来说,太阳能在可再生能源中都具有更大的优越性,光伏发电已成为可再生能源利用的首要方式。而晶硅太阳电池一直占据着光伏市场的最大份额. 与其它的可再生能源一样,目前要使之从补充能源过渡到替代能源,太阳电池光伏发电推广的最大制约因素仍然是发电成本。围绕着降低生产成本的目标,以高效电池获取更多的能量来代替低效电池一直是科学研究的的热门[1]. 近年来 高效单晶硅太阳能电池研究已取得巨大成就,在美国、德国和日本,高效太阳能电池研究正如火如荼,特别是美国,商品化高效电池的转换效率已超过20%。 . 2 硅太阳能电池能量损失机理 目前研究成果表面,影响晶体硅太阳能电池转换效率的原因主要来自两个方面:①光学损失. 包括电池前表面反射损失、接触栅线的阴影损失以及长波段的非吸收损失,其中反射和阴影损失是可以通过技术措施减小的,而长波非吸收损失与半导体性质有关;②电学损失. 它包括半导体表面及体内的光生载流子复合、半导体和金属栅线的体电阻以及金属-半导体接触(欧姆接触)电阻损失. 相对而言,欧姆损失在技术上比较容易降低,其中最关键的是降低光生载流子的复合,它直接影响太阳电池的开路电压。而提高电池效率的关键之一就是提高开路电压V oc。光生载流子的复合主要是由于高浓度的扩散层在前表面引入了大量的复合中心。此外,当少数载流子的扩散长度与硅片的厚度相当或超过硅片厚度时,背表面的复合速度S b 对太阳电池特性的影响也很明显。而从商业太阳电池来看,为了降低太阳电池的成本和提高效率,现在生产厂家也在不断地减小硅片的厚度,以降低原材料的价格.因此必须有减少前、背两个表面的光生载流子复合的结构和措施. 3 高效晶体硅太阳能电池技术 3.1 背接触电池IBC/MWT/EWT (1)IBC电池(PCC电池) 背接触电池是由Sunpower公司开发的高效电池,其特点是正面无栅状电极,正负极交叉排列在背面,量产效率可达19%~20%。 这种把正面金属栅线去掉的电池结构有很多优点[2]:(1)减少正面遮光损失,相当于增加了有效半导体面积,有利于增加电池效率;(2)有可能大大降低组件装配成本,因为全部外部接触均在单一表面上;(3)从建造结构的观点看来提供了增值,因为汇流条和焊线串接存在引起的视觉不适被组件背面所替代。
未来10年晶体硅太阳能电池所占份额尽管会因薄膜太阳能电池的发展等原因而下降,但其主导地位仍不会根本改变;而薄膜电池如果能够解决转换效率不高,制备薄膜电池所用设备价格昂贵等问题,会有巨大的发展空间。 目前太阳能电池主要包括晶体硅电池和薄膜电池两种,它们各自的特点决定了它们在不同应用中拥有不可替代的地位。但是,专家认为,未来10年晶体硅太阳能电池所占份额尽管会因薄膜太阳能电池的发展等原因而下降,但其主导地位仍不会根本改变;而薄膜电池如果能够解决转换效率不高、制备薄膜电池所用设备价格昂贵等问题,会有巨大的发展空间。晶体硅太阳能电池依然是主力 在太阳能光伏领域,晶体硅太阳能电池的转换效率较高,原材料来源简单,因此虽然薄膜太阳能电池迅速崛起,但晶体硅太阳能电池目前仍是太阳能电池行业的主力。在2007年全球前十大太阳能电池生产商中,有9家是以生产晶体硅太阳能电池为主的。 据应用材料公司提供的PV(光伏)产业预测,尽管多晶硅太阳能电池技术相对市场占有率有下降趋势(即2007年45%,2010年40%,2015年37%),但总体上多晶硅太阳能电池年增长率在以40%—50%的速度发展,未来市场相当可观。 硅是自然界存量最多的元素之一,硅材料来源广泛、价格低廉且容易获得,大生产制造技术成熟,电池制造成本持续下降,业内专家预计,未来10年晶体硅太阳能电池所占份额尽管会因薄膜电池的发展等原因而下降,但主导地位仍不会根本改变。而随着太阳能电池尺寸的加大,多晶硅太阳能电池制造技术的成熟,其转换效率和单晶硅电池的差距越来越小,制造成本优势逐渐显现,所占份额也会不断提高。以高纯多晶硅为原料而制备的晶硅电池占据现有太阳能电池80%以上的市场,由于其原料易于制备,电池制备工艺最为成熟,在硅系太阳能电池中转换效率最高,无论其原料还是产品都对人类无毒无害等优点而获得了广泛的开发和应用。预计在未来的20年~30年里还不可能有其他材料和技术能取代晶硅电池位居第一的地位。 多晶硅产能扩大成本降低 多晶硅太阳能电池之所以占据主流,除取决于此类电池的优异性能外,还在于其充足、廉价、无毒、无污染的硅原料来源,而近年来多晶硅成本的降低更将使多晶硅太阳能电池大行其道。 随着硅太阳能商业化电池效率不断提高、商业化电池硅片厚度持续降低和规模效应等影响,硅太阳能成本仍在降低,规模每扩大1倍,成本降低约20%。
薄膜晶体硅太阳能电池分析比较 《中国组件行业投资前景及策略咨询报告》分析:目前在工业上,硅的成本大约占硅太阳能电池生产成本的一半。为减少硅的消耗量,光伏(PV)产业正期待着一些处于研究开发中的选择方案。其中最显然的一种就是转向更薄的硅衬底。现在,用于太阳能电池生产的硅衬底厚度略大于200mm,而衬底厚度略小于100mm的技术正在开发中。为使硅有源层薄至5-20 mm,可以在成本较低的硅衬底上淀积硅有源层,这样制得的电池被称为薄膜。为使其具有工业可行性,主要的挑战是在适于大规模生产的工艺中,怎样找到提高效率和降低成本之间的理想平衡。已经存在几种制造硅有源层的技术1,本文将讨论其中的三种。 薄膜PV基础 第一种技术是制作外延(epitaxial)(图1),从高掺杂的晶体硅片(例如优级冶金硅或废料)开始,然后利用化学气相淀积(CVD)方法来淀积外延层。除成本和可用性等优势以外,这种方法还可以使硅太阳能电池从基于硅片的技术逐渐过渡到薄膜技术。由于具有与传统体硅工艺类似的工艺过程,与其它的薄膜技术相比,这种技术更容易在现有工艺线上实现。 第二种是基于层转移(layer transfer)的技术,它在多孔硅薄膜上外延淀积单晶硅层,从而可以在工艺中的某一点将单晶硅层从衬底上分离下来。这种技术的思路是多次重复利用母衬底,从而使每个太阳能电池的最终硅片成本很低。正在研究中的一种有趣的选择方案是在外延之前就分离出多孔硅薄膜,并尝试无支撑薄膜工艺的可能性。 最后一种是薄膜多晶硅太阳能电池,即将一层厚度只有几微米的晶体硅淀积在便宜的异质衬底上,比如陶瓷(图2)或高温玻璃等。晶粒尺寸在1-100mm之间的多晶硅薄膜是一种很好的选择。我们已经证实,利用非晶硅的铝诱导晶化可以获得高质量的多晶硅太阳能电池。这种工艺可以获得平均晶粒尺寸约为5 mm 的很薄的多晶硅层。接着利用生长速率超过1 mm/min的高温CVD技术,将种子层外延生长成几微米厚的吸收层,衬底为陶瓷氧化铝或玻璃陶瓷。选择热CVD是因为它的生长速率高,而且可以获得高质量的晶体。然而这样的选择却限定了只能使用陶瓷等耐热衬底材料。这项技术还不像其它薄膜技术那样成熟,但已经表现出使成本降低的巨大潜力。
高效晶体硅太阳能电池 作者:S.W. Glunz,Fraunhofer Institute of Solar Energy System 如今的晶体硅光伏组件的成本分布主要是材料成本,特别是硅片成本。因此,采用更薄的硅片以及增加电池的转换效率引起了光伏业界的广泛兴趣。 表面钝化 电介质钝化与背表面场 所有转换效率大于20%的电池结构都具有电介质层的钝化表面。然而,目前业界的晶体硅太阳能电池的表面结构多采用的是丝网印刷和热场Al背表面场(Al-BSF)。它有两个主要的限制:由烧结工艺带来的硅片弯曲;更低的电学和光学特性。特别是,Sback、背表面再复合速率是关键的参数,但是在文献中却有着大量的数值。这使得衡量Al-BSF的潜力与电介质钝化变得很困难。 我们对不同的背表面结构并结合高效前表面结构进行了实验。这将有可能准确的确定表面的再复合速率、Sback以及内部反射率Rback。 图1表示了不同背表面结构的内部量子效率,从低质量的欧姆Al接触开始一直到PERL/LBSF背表面。有效的Sback和Rback已经从IQE和反射率测量中去除。
采用这些参数就有可能确定不同背表面结构对太阳能电池性能的影响(图2)。电介质钝化甚至比高质量的发射极和更薄的硅片带来的好处更多。 电介质层的钝化机理 良好的表面钝化有两种不同的机理:交界面状态Dit的降低;场效应钝化,即钝化层中一种载子类型与固定电荷Qf结合时的显著降低。尽管这些机理或两种机理的结合会导致较低的表面再复合速率,Seff(Δn)曲线显示了不同的特性(图3)。热生长的SiO2层更容易获得交界面状态的降低,而对于PECVD沉积的薄膜,如SiNx,场效应钝化和中等程度的Dit降低则更为常见。SiO2的Dit=1010cm2eV-1,Qf=1010cm2。而SiNx的Dit=1011cm2eV-1,Qf=1011cm2。
薄膜晶体硅太阳能电池分析比较
《中国晶体硅太阳能电池组件行业投资前景及策略咨询报告》分析:目前在工业上,硅的成本大约占硅太阳能电池生产成本的一半。为减少硅的消耗量,光伏(PV)产业正期待着一些处于研究开发中的选择方案。其中最显然的一种就是转向更薄的硅衬底。现在,用于太阳能电池生产的硅衬底厚度略大于200mm,而衬底厚度略小于100mm的技术正在开发中。为使硅有源层薄至5-20 mm,可以在成本较低的硅衬底上淀积硅有源层,这样制得的电池被称为薄膜晶体硅太阳能电池。为使其具有工业可行性,主要的挑战是在适于大规模生产的工艺中,怎样找到提高效率和降低成本之间的理想平衡。已经存在几种制造硅有源层的技术1,本文将讨论其中的三种。 薄膜PV基础 第一种技术是制作外延(epitaxial)薄膜太阳能电池(图1),从高掺杂的晶体硅片(例如优级冶金硅或废料)开始,然后利用化学气相淀积(CVD)方法来淀积外延层。除成本和可用性等优势以外,这种方法还可以使硅太阳能电池从基于硅片的技术逐渐过渡到薄膜技术。由于具有与传统体硅工艺类似的工艺过程,与其它的薄膜技术相比,这种技术更容易在现有工艺线上实现。 第二种是基于层转移(layer transfer)的薄膜太阳能电池技术,它在多孔硅薄膜上外延淀积单晶硅层,从而可以在工艺中的某一点将单晶硅层从衬底上分离下来。这种技术的思路是多次重复利用母衬底,从而使每个太阳能电池的最终硅片成本很低。正在研究中的一种有趣的选择方案是在外延之前就分离出多孔硅薄膜,并尝试无支撑薄膜工艺的可能性。 最后一种是薄膜多晶硅太阳能电池,即将一层厚度只有几微米的晶体硅淀积在便宜的异质衬底上,比如陶瓷(图2)或高温玻璃等。晶粒尺寸在1-100mm之间的多晶硅薄膜是一种很好的选择。我们已经证实,利用非晶硅的铝诱导晶化可以获得高质量的多晶硅太阳能电池。这种工艺可以获得平均晶粒尺寸约为5 mm 的很薄的多晶硅层。接着利用生长速率超过1 mm/min的高温CVD技术,将种子层外延生长成几微米厚的吸收层,衬底为陶瓷氧化铝或玻璃陶瓷。选择热CVD是因为它的生长速率高,而且可以获得高质量的晶体。然而这样的选择却限定了只能使用陶瓷等耐热衬底材料。这项技术还不像其它薄膜技术那样成熟,但已经表现出使成本降低的巨大潜力。 采用薄膜PV技术已经能够提高太阳能电池的效率或简化其工艺,并将降低其成本。但目前还没有人能够同时将这两方面结合起来。然而,最近的一些研究结果已经在正确的方向上又前进了必要的一步。 外延电池的改进 外延薄膜硅太阳能电池的效率不算太高(半工业化丝网印刷技术制作的电池约为12%),这限制了光伏业界对这种电池类型的关注程度。它可以获得与体硅太阳能电池相当的开路电压和填充因子(单晶硅太阳能电池为±77.8%)。然而,短路电流(Jsc )受限于薄的光学有源层(<20mm)。穿透外延层的光会被高掺杂、低质量的衬底收集而损失掉。因此,这两种太阳能电池技术之间的短路电流相差7 mA/cm2并不少见。体硅太阳能电池的Jsc典型值约为33 mA/cm2,而外延薄膜电池的平均值约为26 mA/cm2。
您的位置:首页专业媒体 光伏制造 高效晶体硅太阳能电池 作者:S.W.Glunz,Fraunhofer Institute of Solar Energy System 如今的晶体硅光伏组件的成本分布主要是材料成本,特别是硅片成本。因此,采用更薄的硅片以及增加电池的转换效率引起了光伏业界的广泛兴趣。表面钝化 电介质钝化与背表面场 所有转换效率大于20%的电池结构都具有电介质层的钝化表面。然而,目前业界的晶体硅太阳能电池的表面结构多采用的是丝网印刷和热场Al背表面场(Al-BSF)。它有两个主要的限制:由烧结工艺带来的硅片弯曲;更低的电学和光学特性。特别是,Sback、背表面再复合速率是关键的参数,但是在文献中却有着大量的数值。这使得衡量Al-BSF的潜力与电介质钝化变得很困难。 我们对不同的背表面结构并结合高效前表面结构进行了实验。这将有可能准确的确定表面的再复合速率、Sback以及内部反射率Rback。 图1表示了不同背表面结构的内部量子效率,从低质量的欧姆Al接触开始一直到PERL/LBSF背表面。有效的Sback和Rback已经从IQE和反射率测量中去除。
采用这些参数就有可能确定不同背表面结构对太阳能电池性能的影响(图2)。电介质钝化甚至比高质量的发射极和更薄的硅片带来的
好处更多。 电介质层的钝化机理 良好的表面钝化有两种不同的机理:交界面状态Dit的降低;场效应钝化,即钝化层中一种载子类型与固定电荷Qf结合时的显著降低。尽管这些机理或两种机理的结合会导致较低的表面再复合速率,Seff(Δn)曲线显示了不同的特性(图3)。热生长的SiO2层更容易获得交界面状态的降低,而对于PECVD沉积的薄膜,如SiNx,场效应钝化和中等程度的Dit降低则更为常见。SiO2的Dit=1010cm2eV-1,Qf=1010cm2。而SiNx的Dit=1011cm2eV-1,Qf=1011cm2。
晶体硅太阳能电池生产工艺流程图 电池片工艺流程说明: (1)清洗、制绒:首先用化学碱(或酸)腐蚀硅片,以去除硅片表面机械损伤层,并进行硅片表面织构化,形成金字塔结构的绒面从而减少光反射。现在常用的硅片的厚度在180μm 左右。去除硅片表面损伤层是太阳能电池制造的第一道常规工序。 (2)甩干:清洗后的硅片使用离心甩干机进行甩干。 (3)扩散、刻蚀:多数厂家都选用P型硅片来制作太阳能电池,一 般用POCl3液态源作为扩散源。扩散设备可用横向石英管或链式扩散炉,进行磷扩散形成P-N结。扩散的最高温度可达到850-900℃。这种 方法制出的PN结均匀性好,方块电阻的不均匀性小于10%,少子寿命大于10 微秒。扩散过程遵从如下反应式: 4POCl3+3O2(过量)→ 2P2O5+2Cl2(气)2P2O5+5Si → 5SiO2+ 4P 腐蚀磷硅玻璃和等离子刻蚀边缘电流通路,用化学方法除去扩 散生成的副产物。SiO2 与HF生成可溶于水的SiF62-,从而使硅表面的 磷硅玻璃(掺P2O5的SiO2)溶解,化学反应为: SiO2+6HF → H2(SiF6)+2H2O (4)减反射膜沉积:采用等离子体增强型化学气相沉积(PECVD: Plasma Enhanced Chemical Vapor Deposition) 技术在电池表面沉
积一层氮化硅减反射膜,不仅可以减少光的反射,而且由于在制备SiNx 减反射膜过程中有大量的氢原子进入,因此也起到了很好的表面钝化和体钝化的效果。这是因为对于具有大量晶界的多晶硅材料而言,晶界的悬挂键被饱和,降低了复合中心的原因。由于表面钝化和体钝化作用明显,就可以降低对制作太阳能电池材料的要求。由于增强了对光的吸收,氢原子对太阳能电池起到很好的表面和体内钝化作用,从而提高了电池的短路电流和开路电压。 (5)印刷、烧结:为了从电池上获取电流,一般在电池的正、背两面制作电极。正面栅网电极的形式和厚度要求一方面要有高的透过率,另一方面要保证栅网电极有一个尽可能低的接触电阻。背面做成BSF结构,以减小表面电子复合,印刷后要进行高温烧结。 (6)检测分选:为了保证产品质量的一致性,通常要对每个电池片测试,并按电流和功率大小进行分类,也可根据电池效率进行分级。 (7)包装入库:将分选好的电池片一部分可以进行包装,入库,准备外卖;其他的准备进入电池组件生产工序待用。