第1章绪论
1.1 前言
近年来,汽车制造业得到了迅猛发展,汽车性能不断提高。锻造工艺作为机械制造技术之一,对汽车工业具有重要作用,是生产受力部件成形的重要手段。随着汽车工业的发展,汽车零部件中对高精度、形状复杂锻件的需求量越来越大,传统的加工工艺已经不能满足汽车零件产品需求。在这种情况下,锻造新工艺的开发对于新型汽车零件的生产尤为重要,而先进工艺模具设计方法将对提高汽车零件设计水平、缩短零件研制周期和降低成本起着举足轻重的作用,从而大大提高汽车市场的竞争力。
塑性成形是材料加工的主要方法之一,它是利用金属塑性使金属在外力作用下成形的一种加工方法。塑性成形在工业生产中得到广泛的应用,据统计,在汽车生产中70%以上的零部件都是利用金属塑性加工而成。随着国内汽车制造业的迅速发展,汽车性能不断提高,汽车零部件中对高精度、形状复杂的锻件需求量越来越大,塑性加工行业迎来一个前所未有的发展机会,也面临着新的挑战。
汽车转向节是汽车前轴与前轮之间的关键零件,工作时不但要承载前轴给它的压力和地面给它的反作用力,还受到控制行使方向的扭力,其服役条件对零件的尺寸精度、表面质量和金属纤维流向都有很高的要求。国内生产此类锻件仍然存在加工余量大、成形不易充满及模具设计困难等问题,探索该类锻件的合理锻造方法对我国汽车产业发展具有重要意义。
目前汽车转向节锻件主要依靠设计人员的经验不断试模、修模来保证质量,即使经验丰富的设计人员也很难保证一次成形出合格的终锻件,反复的试模、修模不仅浪费大量时间、人力和物力,而且增加生产成本,降低企业在市场中的竞争力。近年来,随着计算机软硬件技术、金属塑性流动理论和计算机图形学等交叉学科的迅猛发展,有限元数值模拟技术得到了快速发展,以数值模拟等先进方法解决工业生产中的实际问题已成为金属成形技术的发展方向。采用有限元数值模拟方法,可实现体积成形过程的模拟分析,获得零件的成形规律、以较小的代价,在较短的时间内找到最优的和可行的设计方案,为同类零件成形工艺的研究开发和应用提供技术依据和理论指导。
1.2国内外研究现状
在1817年德国人林肯斯潘杰提出了类似现代汽车的转向方式,德国人阿克曼改进
了他的方案并申请了专利。命名为“阿克曼转向梯形公式”。1897年第一个倾斜的转向器在英国考文垂的戴姆勒汽车工厂诞生了。
转向节是汽车转向桥上的主要零件之一,能够使汽车稳定行驶并灵敏传递行驶方向,转向节的功用是承受汽车前部载荷,支承并带动前轮绕主销转动而使汽车转向。在汽车行驶状态下,它承受着多变的冲击载荷,因此,要求其具有很高的强度。
转向节形状比较复杂,集中了轴、套、盘环、叉架等四类零件的结构特点,主要由支承轴颈、法兰盘、叉架三大部分组成。支承轴颈的结构形状为阶梯轴,其结构特点是由同轴的外圆柱面、圆锥面、螺纹面,以及与轴心线垂直的轴肩、过渡圆角和端面组成的回转体;法兰盘包括法兰面、均布的连接螺栓通孔和转向限位的螺纹孔;叉架是由转向节的上、下耳和法兰面构成叉架形体的近年来,我国研究出铝合金转向节,性能达到了国际同类产品标准,填补了该产品的国产空白。同时,我国又成功建成了多条全自动转向节生产线,使我国的汽车转向节产业获得了快速的发展。
汽车转向节是汽车关键的保安零件,其品质的优劣直接维系着乘员和货物的安全。同时,汽车转向节是形状十分复杂、成形难度很高的零件。我国传统的制造方式能耗高、材料利用率低、模具寿命低、制造成本高、生产环境恶劣,不能满足我国汽车高速发展的要求。目前,我国汽车转向节正处于发展阶段,技术水平较发达国家还存在差距。随着汽车产业的高速发展,我国汽车转向节正逐步迈向专业化、先进化。2007年,我国兵器装备集团公司自主研制的铝合金转向节顺利通过国家有色金属及电子材料分析测试中心的检测,性能达到了国际同类产品标准,成为我国第一家成功研制出铝合金转向节的企业,填补了该产品的国产空白。
2008 年,我国成功建成了一条拥有中国最先进工艺技术、最小投资规模、最低制造成本、最高投入产出比、最短投资回报周期的年产18 万件重型卡车转向节的全自动生产线,生产出外部形状完好、内部品质优良、产品一致性强、组织性能达标的转向节产品。
近几年来,随着汽车产业的全球化,适合不同环境、不同要求的各种类型汽车相继出现。未来,为了满足人们的各种需求,世界各国对汽车的要求也会越来越高。未来我国的汽车转向节产业将向专业化、自动化、智能化方向发展。
汽车转向节是一个异形、复杂零件,其常规典型工艺就要二十多道工序才能完成。通过消化吸收国外先进的复合加工技术理念,未来,我国将自主创新更先进的转向节加工流程和制造工艺,将实现由计算机网络全方位控制、通过机器人来进行全线的自动化制造,将原来多达数十道的工序缩短为几道。这样,不仅节省时间、人力,而且
成本大大降低,汽车转向节的产量也会明显上升。同时,为了减轻汽车转向节重量,提高耐磨性,未来将研究出新的高科技替代材料,这种材料不仅可以延长汽车转向节的使用寿命,而且能够增强汽车转向的灵活性及行驶的安全性。此外,将开发一种多功能用的汽车转向节,强度和精确度更高,可以满足人们未来在不同需求状态下的需要。
产品的工艺特点和流程:汽车转向节的加工分为毛坯制造和成品机加。目前,毛坯主要以锻件为主,也有采用铸造毛坯的,但比较少。毛坯的锻造工艺主要为劈叉、拔杆、预锻、终锻等工序组成。
从机加工艺来讲,汽车转向节分为杆部、法兰盘和叉部等3 个部分加工。
(1)、杆部加工以中心孔定位,车和磨为主,加工关键是磨削。
(2)、法兰盘加工主要是制动器安装孔的加工,要保证其位置度,同时要兼顾加工效率。并且,利用其中1 孔作为加工叉部定位用。
(3)、叉部加工是汽车转向节加工的难点,采用两销一面定位,其加工主要是保证主销孔的同轴度,以及主销孔与内端面的垂直度,是整个加工工艺的投资重点和设备选型的关键。大部分汽车转向节在此部位还有横拉杆装配用的锥孔,这更增加了叉部加工难度,锥孔加工是许多厂家难以100%合格的项目,应予重视,否则,汽车转向节的早期失效就从这里开始。
(4)、杆部的强化处理以提高汽车转向节的疲劳寿命,对大多数类型的汽车转向节都有这方面的技术要求,一般为滚压和中频淬火,以在表面形成残余压应力,提高产品疲劳强度。国内加工对滚压要求不高,难点在中频淬火,主要是感应器的设计和制造,不过,在这方面国内有专业厂家给与解决。
(5)、主销孔压装衬套后的加工,有的压装后不要求加工,有的压装后要求加工。从装配角度讲,压装后加工更有利于装配,否则影响转向的灵活性。
自中国汽车工业发展以来,汽车配件行业也随之发展壮大。关于中国汽车转向节行业数量众多、产品繁杂、资本结构多元化的不足之处的阐述在各种媒体上都有连篇累牍的报道和炒作,尽管问题是存在的,但并不是中国汽车转向节行业发展的主流。经过艰难的发展历程,中国汽车转向节行业经过市场的洗礼,已经成长起来。在国外巨头争抢挤压以及进口转向节的冲击下,本土转向节企业同样在模仿、技术引进的过程成初具竞争力。
就目前看来,虽然存在合资、国营、独资、民营四分天下的竞争格局,但是汽车转向节行业市场规模的扩大是毋庸置疑的,而且市场集中度逐年提高,一改原先散、乱、差的局面。随着中国整车市场规模的不断扩大,汽车转向节行业的市场规模亦同
步提高。虽然由于欧盟和美国汽车企业对由海关总署、国家发改委、财政部、商务部联合发布的《构成整车特征的零部件进口管理办法》提出异议,并最终与中国政府达成妥协,既2006年7月初,海关总署和商务部发布公告称,原定于2006年7月1 日起实施的有关构成整车特征转向节的进口价格百分比界定标准以及有关汽车总成系统特征的A、B类关键件的区分标准,推迟到2008年7月1日实施,但是随着时间的推移,在中国市场寻求配套企业的发展趋势已经是难以避免。这对于提高中国汽车转向节行业市场规模将起到相当的推动作用。
中国汽车转向节行业的市场规模已经具备相当的竞争力。在今后五年内,中国汽车转向节行业的兼并重组势在比行,而且具有一定的可操作性前提条件,逐渐形成一级、二级、三级为核心的序列化配套体系。
中国转向节行业过去长期处在低水平、少投资、缺乏统一管理的分散发展格局。改革开放以来,尤其是1994 年《汽车产业政策》实施后,在整机引进和国产化政策双重推动下,大量民营资本涌入,大批合资企业建立,使转向节产业得到快速发展。主流转向节企业的制造能力已达到上个世纪国际90 年代末期水平,基本满足了国内引进车型的配套要求;以长春、上海、湖北为代表的汽车配件产业基地以及一些转向节行业的龙头骨干企业,基本形成了比较完整的主机配套体系。通过引进,许多关键转向节已经与世界同步,不仅满足了国产新车和引进新车的需求,还引来了大量的国外采购者。近年来,一些引进车型一上市,国产化率就超过50%,甚至更高,从这一点也可以看出国内转向节行业的产品竞争力,当然,这里包括了外资以及外商独资企业。
综合上述基本情况看,中国汽车转向节行业具备了相当的产品竞争力。
1.3选题的目的、意义
目的:汽车转向节是汽车转向系统的关键零件,随着国内汽车产业飞速发展,该类锻件市场前景极为广阔,然而目前国内生产此类锻件仍然存在加工余量大、成形不易充满及模具设计困难等问题,所以探索该类锻件成形工艺具有十分重要的意义。传统的生产方式是自由锻成形,成形过程需要两次加热,能源浪费而且污染严重,质量也不易控制。为了响应国家节能减排的政策,提高生产效率和产品质量,将生产工艺进行改进,利用现有设备实现一火成形。为了减少研发成本,通过计算机模拟各工步的成形过程,确定成形工艺,得到一套切实可行的生产工艺及合理的模具结构。
意义:从20世纪80年代我国就开始研究转向节吧,并用于实践,随着国民经济的持续、快速发展,人民生活水平的不断提高,国内汽车保持着快速增长,轿车、客车、
尤其是经济型轿车、轻型车、微中型车的需求量也获得了较大的增长,这时对汽车的质量要求也越来越高。作为汽车转向桥的保安零部件,汽车的转向节品质的优劣直接维系着乘务员和货物的安全,因此我国的汽车零部件企业加大投资力度,借鉴国外先进技术,开发强度更高、灵活性更强的转向节。
1.4研究的基本内容
1.4.1、研究的基本内容
(1)汽车转向节分类及结构分析。
(2)汽车转向节成形工艺的研究现状与成形工艺分析。
(3)汽车转向节模具的设计。
1.4.2、拟解决的主要问题
(1)转向节模具设计计算。
(2)转向节的尺寸计算。
第2章转向节的结构设计与工作原理
2.1转向节工作原理功能与结构设计:
转向节是汽车转向桥上的主要零件之一,其作用是使汽车稳定行驶并灵敏传递行驶方向、承受汽车前部载荷,支承并带动前轮绕主销转动而使汽车转向。在汽车行驶状态下,它承受着多变的冲击载荷,因此,要求其具有很高的强度。
转向节通过主销和前桥与车身相连,并通过法兰盘的制动器安装孔与制动系统相连。在车辆高速行驶时,路面通过轮胎传递到转向节上的振动,是我们设计时考虑的主要因素。计算时利用已有的整车模型,对整车施加4G的重力加速度,算出转向节三个衬套中心点和两个螺栓安装孔中心点的支反力作为施加载荷,并约束法兰盘连接制动系统端面上所有结点的自由度。
转向节形状比较复杂,集中了轴、套、盘环、叉架等四类零件的结构特点,主要由支承轴颈、法兰盘、叉架三大部分组成。支承轴颈的结构形状为阶梯轴,其结构特点是由同轴的外圆柱面、圆锥面、螺纹面,以及与轴心线垂直的轴肩、过渡圆角和端面组成的回转体;法兰盘包括法兰面、均布的连接螺栓通孔和转向限位的螺纹孔;叉架是由转向节的上、下耳和法兰面构成叉架形体的。
2.1主销内倾角
主销内倾角的作用是使车轮在行驶中自动回正。通常车轮轴线不在水平面,为了方便说明我们假设直线行驶时车轮轴线在水平面上。对于车轮轴线不在水平面的情况,只要把下图的水平面改为锥面。如下图所示,考虑该水平面上和主销有交点的直线,主销与这些直线的夹角有一个最大值。而汽车直线行驶时,车轮轴线与主销的交角恰为这个最大值。车轮轴线与主销夹角在转向过程中是不变的,当车轮转过一个角度,车轮轴线就离开水平面往下倾斜,致使车身上抬,势能增加。这样汽车本身的重力就有使转向轮回复到原来中间位置的效果。当汽车水平停放时,在汽车的横向垂面内,主销轴线与地面垂线的夹角为主销内倾角。
1.前轮外倾角
如果空车时车轮的安装正好垂直于路面,则满载时车桥因承载变形而可能出现车轮内倾,这样将加速车轮胎的磨损。另外,路面对车轮的垂直反力沿轮毂的轴向分力将使轮毂压向外端的小轴承,加重了外端小轴承及轮毂紧固螺母的负荷,降低它们的寿命。因此,为了前轮有一个外倾角。但是外倾角也不宜过大,否则也会使轮胎产生偏磨损。如左图所示,当汽车水平停放时,在汽车的横向垂面内,车轮平面与地面垂线的夹角为前轮外倾角,角度为6°。
2.2主销外倾角
2.前轮前束
轮有了外倾角后,在滚动时就类似于滚锥,从而导致两侧车轮向外滚开。由于转向横拉杆和车桥的约束车轮不致向外滚开,车轮将在地面上出现边滚边向内滑的现象,从而增加了轮胎的磨损。为了避免这种由于圆锥滚动效应带来的不良后果,将两前轮适当向内偏转,即形成前轮前束。
设计时工艺方面的考虑:在设计产品时,我们也充分考虑了产品制造过程中的一些难点,比如,与制动器本体相连接的法兰盘螺栓孔中心距如果过大,造成锻件的高度尺寸过大而成形困难,所以在满足产品要求的前提下,我们把孔的间距取做160,这样在锻造中就利于成形了。
2.2本章小结
本章不要介绍了转向节工作原理与其功能,并且对转向节的各个部位的尺寸进行设计与选择。为下面的模具设计做下基础。
第3章转向节的工艺分析
3.1 转向节锻件工艺性分析
3.1.1锻件零件图的设计
转向节锻件汽车转向节是汽车行驶系重要的零件,工作中承受复杂的交变应力作用,它的质量好坏直接影响到汽车的行驶安全,所以要求零件有足够的韧性和强度以保证其工作的稳定,该零件的毛坯采用锻造的方法获得,材料为40Cr调质,而采用锻造的方法有如下的优点:
(1)锻件有良好的内部组织,结构坚实,可获得较高的强度;
(2)锻件没有疏松、表面杂质、内部裂纹等缺陷,锻件的良品率高;
(3)制得的小公差锻件加工余量小且均匀,可以减少机加工工时,提高材料利用率;
(4)锻件的表面粗糙度高;
(5)生产效率较高。
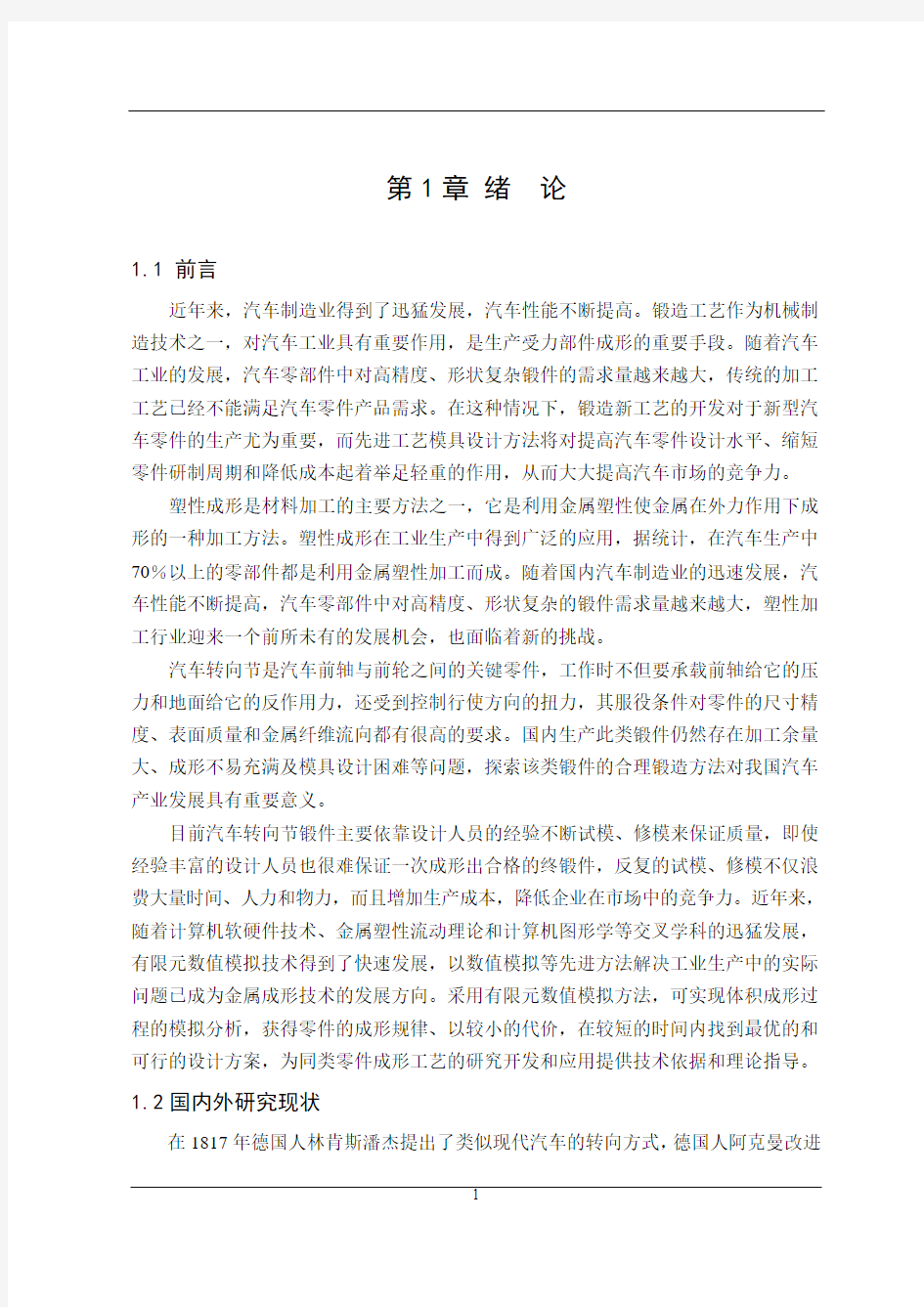
转向节产品图:
图3.1转向节零件图
技术要求:1.模锻斜度7°;
2.未注圆角为R3;
3.未注公差尺寸精度为IT14;
4.锻件表面缺陷深度应不大于机加余量的二分之一,非机加表面在公
差范围内;
5.锻件水平和高度公差按照《JBZQ 4000.7-1986锻件通用技术条件》
执行;
6.锻件表面不得有磕碰伤;
7.切边毛刺高度不大于1.5;
8.错移量不大于1.2。
3.1.2锻件工艺流程的确定
根据现有设备条件,选用1吨自由锻锤、5吨模锻锤,315吨曲轴压力机,300千瓦中频感应炉等设备,确定工件的制造工艺流程是:1.锯床下料 2.中频感应加热 3.自由锻制坯4.天然气炉加热5.预锻、终锻、6.切边7.喷砂清理8.正火热处理、调质9.磁粉探伤10.机械加工。
3.1.3锻件工艺难点和锻造工艺方案的确定
锻件的工艺流程一般分为:(1)下料采用砂轮切割机下料,车端面,倒圆角R5。(2)加热采用电炉加热,炉温(450±10)℃,加热保温时间136min。(3)模锻模锻设备为6300kN摩擦压力机,首先锻模镦粗台上将坯料压扁至H=24mm,再型槽内平放料进行模锻,并欠压2~3mm。(4)加热炉温(450±10)℃,加热保温时间为30min(第二火)。(5)模锻压至尺寸。(6)加热炉温(450±10)℃,加热保温时间为10~15min。(7)热切边。(8)酸洗按酸洗通用工艺规程进行。(9)热处理按热处理工艺规程淬火、人工时效。(10)酸洗按酸洗通用工艺规程进行。(11)锻件修伤。(12)锻件检验100%检查材料牌号、外形及表面质量;100%检查硬度(HB≥140);低倍检查。
由产品图看出,转向节锻件是一个一端有分叉的轴类锻件,锻件的轮廓尺寸较大,中间有一个尺寸较薄的法兰盘,锻造的过程中,金属在各个部分之间的流动困难,金属不容易充满型腔,在分叉的转角处容易出现锻造折伤,这是这个锻件的工艺难点,所以不能在模锻锤上直接锻造成形,锻件需经过自由锻制坯,锻造出有分叉的毛坯方可进行模锻预锻和终锻成型,具体的锻造过程是:
1.加热材料、自由锻拔长转向节轴的部分,用摔模摔圆锥形轴部;
2.用胎模将轴的部分压入胎模的孔中,用劈料工具将需要分叉的部分劈开。
3.加热、预锻、终锻;
4.切去飞边。
完成该锻件须进行两个火次的加热。
3.2锻件图的设计与锻件毛坯尺寸的计算
3.2.1锻造工步的设计
锻模设计、工艺规程制订、模锻生产过程、锻模加工及锻件检验,都离不开锻件图。锻件图分为冷锻件图和热锻件图,冷锻件图用于最终锻件检验和热锻件图设计;热锻件图用于锻模设计与加工制造。习惯上将冷锻件图称为锻件图。
锻造工步方案:采用自由锻制坯、劈料、模锻预成型、终锻成形的锻造工艺方法。
(1)锻造加热:热锻是将锻坯加热到一定温度后进行的锻造成形工序,加热及加热温度范围的控制是确保锻造生产顺利进行和提高锻件质量的重要工艺过程。锻造加热的目的在于使金属锻坯软化,当金属变形温度升高至再结晶温度以上时,由于再结晶速度高于变形过程中金属硬化速度,可消除硬化影响获得再结晶组织,可利用较小外力使金属产生较大的塑性变形且不致破裂。例如,在1150oC静拉伸试验时,碳钢的强度极限仅为常温时的1/20;而合金结构钢的强度极限则为常温时的1/30。锻造温度范围是指金属开始锻造温度和终结锻造温度间的一段温度间隔, 为了防止过热、过烧需要正确确定始锻温度和终锻温度。。制定加热温度的基本方法是以钢的铁碳平衡图为基础,参考材料的塑性抗力图和再结晶图来综合决定。
了解金属加热的基本原理,以及各种加热方法和设备的适用性。火焰加热主要有燃油、煤气加热,氧化脱碳、烧损较为严重;电加热是利用电能转化为热能,以辐射和对流的方式对坯料进行加热的方法,即利用加热元件产生的电阻热来间接加热金属坯料。其中,主要有感应电加热、接触电加热、电阻炉及盐浴炉加热等。电加热可避免氧化脱碳和烧损等加热缺陷。
氧化和脱碳、过热和过烧以及产生内部裂纹等加热缺陷的危害及防止措施。
(2)自由锻造工艺:利用简单的通用性工模具,或在锻造设备上、下砥铁间直接对毛坯施加外力,使其产生塑性变形而获得所需形状及内部质量的锻件的锻造方法称
为自由锻造,简称自由锻。自由锻时,金属在变形过程中只有部分表面受工具限制,其余表面为自由变形。
自由锻具有很大的灵活性,自由锻不需专用模具,适合于单件小批量锻件生产;自由锻时,金属坯料分区域逐步变形,属于局部成形,所需锻打力比模锻小得多。因此,工艺适应性很强;对设备的精度要求不高,容易组织生产,且生产周期短;自由锻主要靠人工控制坯料的变形量和变形方向,要求操作者具有一定锻打技术水平。另外,生产效率比模锻低得多,劳动强度大。
先进国家正在大力缩减自由锻应用比例,但我国锻造行业中自由锻仍占有相当大的比例。
根据锻造变形性质、变形程度可将自由锻分为基本工序、辅助工序和精整工序三大类。镦粗和拔长是锻造生产中最基本的两大类变形工序,因此,需要掌握它们的变形机理和变形过程。同时,还应了解自由锻造中其他各种主要变形工艺、锻造成形方法及适用场合,如在实际生产中经常使用的空心冲头冲孔、垫环冲孔以及环类锻件常用的芯轴扩孔等。
3.2.2 冷锻件图的设计
冷锻件图根据零件图设计,通常要解决下列问题。
(1)分模面的确定:模锻件是在可分的模腔中成形,组成模具型腔的各模块的分合面称为“分模面”;分模面与锻件表面的交线称为锻件的“分模线”。锻件分模位置合适与否,直接关系到锻件成形、出模,材料利用率等一系列问题。因此,分模线是模锻件最重要、最基本的结构要素。
确定分模位置最基本的原则是:保证锻件形状尽可能与零件形状相同,容易从模腔中取出;此外应争取获得镦粗成形。故此,锻件分模位置应选在具有最大水平投影尺寸的位置上,。
为了提高锻件质量和生产过程的稳定性,除满足上述分模原则外,确定开式模锻件的分模位置还应考虑下列要求:
1. 为使分模结构尽量简单和便于发现上下模在模锻过程中的错移,分模平面尽可能采用直线状,并应使分模线选在锻件侧面的中部。
2. 头部尺寸较大的长轴类锻件,不宜直线分模,而应改用折线分模,如图6-7所示,使上下模型腔深度大致相等,以确保尖角处能充填饱满。
3. 为便于锻模加工制造和锻件切边,同时也为了节约金属材料,当圆饼类锻件的H≤(2.5~3)D时,则无论是在锤上锻造还是在曲柄压力机上锻造或螺旋压力机上锻造,都应考虑径向分模,而尽量不采用轴向分模。因径向分模的锻模型槽可车削加工,效率高,工时省,切边模刃口形状简单,制造方便;径向分模还可锻出内腔,节约金属。但当H/D较大时,锤上模锻时,显然不能再考虑径向分模。若仍采用径向分模,则因模具高度尺寸太大,锻造困难,锻锤打击能量下降,需要的出模力也大。
4. 对金属流线有要求的锻件,为避免纤维组织被切断,应尽可能沿锻件截面外形分模,如肋顶分模。同时还应考虑锻件工作时的受力情况,应使纤维组织与剪应力方向垂直。
模锻件是在可分的模腔中成形,组成模具型腔的各个模块的分合面就是分模面,分模面与锻件表面的交线就是分模线,锻件分模位置取在锻件具有最大水平投影尺寸的位置上。
转向节锻件的分模面取在如图位置上:
图3.2 锻件分模面
(2)锻件机加余量的确定:
普通模锻方法很难满足机械零件的要求,一般来说存在如下两方面的问题,即:
1. 锻件走样。由于欠压、锻模磨损、上下模错移、毛坯体积和终锻温度的波动,使得锻件的形状发生变化,尺寸在一定范围内波动;又由于锻件出模需要模膛带有斜度,锻件侧壁不得不添加敷料;形状复杂的长轴类锻件还可能发生翘曲歪扭,从而导致锻件与零件有较大的差别。
2. 表面质量不易保证。由于锻件表面氧化与脱碳,合金元素蒸发与污染,表面裂纹时有发生;表面粗糙度也达不到零件图要求等,使得锻件的表面质量远远低于机械
加工零件表面质量。
正是这两方面的原因,使得锻件设计时,不得不考虑添加一层包覆零件外层的金属,即余量,而且还得规定适当的公差,以保证锻件的误差落在余量范围之内。
锻件图尺寸、余量、公差与零件图尺寸的关系。锻件上凡是需要机械加工的表面,都应给予加工余量。此外,对于重要的承力件,要求100%取样试验或为了检验和机械加工定位的需要,还得考虑必要的工艺余块。加工余量的大小与零件的形状复杂程度、尺寸精度、表面粗糙度、锻件材质和模锻设备等因素有关。过大的余量将增加切削加工量和金属损耗;加工余量若不足,又会使锻件废品率增加。
因为锻件的表面质量和尺寸精度不能直接满足机械零件的使用要求,所以要在锻件的表面包覆一层材料,这一层材料就是机加余量,可根据锻件的机加表面处的尺寸查《锤上模锻机加工余量与尺寸公差》,模锻件的机加余量一般有下列因素组成:Z=M+m+h+x/2
式中: Z----加工余量(mm)
M----精加工的最小余量(mm)
m----锻件的最大错移量等行为公差(mm)
h----表面缺陷(凹坑、脱碳等)层深度(mm)
x----锻件锻件尺寸的下偏差值(mm)
需要增加机加余量的尺寸有:
需要增加余块的尺寸:1. φ58 2. φ40 3. φ8 4. 4-φ24
不需要机加的尺寸:1. φ117 2. R30 3. R20 4. R32 5. 107.5
确定模锻件公差的依据:
1.锻件的精度等级。锻件的精度等级分为普通级(用粗锻或普通模锻工艺锻压)、半精密级(用普通模锻或半精锻工艺锻压)和精密级(用精锻工艺锻压),其中精密级锻件应根据需要单独确定锻件公差。
2. 锻件的质量和公称尺寸的大小。这里应注意的是长、宽、高尺寸公差如属外表面尺寸的,其正负偏差值按+2/3和-1/3比例分配;属内表面尺寸的,其正负偏差值按+1/3和-2/3比例分配。厚度公差则按+3/4,-1/4或+2/3,-1/3的比例分配。
3. 锻件的形状复杂系数。根据前节所述,形状复杂系数S值大小分为四个等级。
4. 锻件的材质系数。材质系数按锻压的难易程度也分为四个等级,规定可锻性优的铝合金、镁合金为M0;可锻性良的低碳、低合金钢为M1;可锻性一般的高碳、高合金钢为M2;可锻性差的不锈钢、耐热钢、高温合金、钛合金为M3。
5. 锻压工艺类型。主要是指锻件是在锤上模锻、曲柄压力机上模锻还是在其它设备上模锻。
具体的余量、公差数值可在有关标准或锻压手册中查找。
(3)影响加工余量的因素
锻件需要切削加工的表面均应有足够的余量,而余量的大小,受下列因素的影响:
1. 锻件的尺寸大小。锻件尺寸大,加工余量较大;锻件尺寸小,加工余量也小。
2. 零件的尺寸精度、表面粗糙度要求以及零件的形状复杂程度。当尺寸精度和表面粗糙度要求高或形状复杂时,必须多次加工,此时加工余量就应适当增加。
3. 锻件各类公差对加工余量有影响,尤其应着重考虑错移、直线度、平面度、同轴度、顶杆压痕等形位公差。
4.零件机械加工方法与工艺。机械切削加工零件时,只要求锻件能保证最小余量即可;电解加工时,则要求有均匀的余量;有中间热处理工序或零件需经焊接或组合加工时,应留有较多的余量。
5.锻件的材料。铝镁合金毛坯加热后氧化少,可减小粗加工余量;钢和钛合金锻件表面缺陷层深,应加大余量。
(4)模锻件公差的定义与分类
模锻件的公差为锻件最大极限尺寸与最小极限尺寸之差,它可以是具有上下偏差的双向公差或是只有一向偏差的单向公差。按所代表的技术要素的定义可分为:尺寸公差包括长度、宽度、厚度、中心距、角度、出模斜度、圆弧半径和圆角半
径等公差。
形状位置公差包括直线度、平面度、深孔轴的同轴度、错移量(锻件上分模线一侧的任一点和另一侧的对应点之间不一致的允许值,、剪切端变形量和杆部变形量等。表面技术要素公差包括深度、残留毛边与毛边过切量、顶杆压痕深度和表面粗糙度等。各项公差都不应该互相叠加。
(5)模锻斜度的确定:
为便于模锻件终锻后从模具型槽中取出,必须将型槽的侧壁做成一定的斜度,我们称之为模锻斜度或拔模斜度,也叫做出模角,这是因为金属在也如模具型槽是,是模具产生一定的弹性压缩,在外力去除以后,模具的弹性恢复,对锻件的侧壁产生很大的压力,取出锻件时,就必须克服模具侧壁对锻件的摩擦阻力和锻件的自重,当模具带有斜度后,锻模侧壁压力对锻件产生一个向上的分力,抵消摩擦阻力,有助于锻件出模。综合考虑锻件的斜度余量,锻件结构特点,查表结果等因素,我们取锻件模锻斜度为7°。
(6)锻件圆角半径的确定:
圆角半径的大小与锻件的形状和尺寸有关,锻件的高度尺寸大的锻件,圆角半径也应该加大,为保证锻件的外圆角有足够的机加余量可按公式进行计算:R=余量+零件相应处的圆角半径或倒角也可参照表4-7来进行选取。该锻件中,我们选取圆角半径为R3,几个特殊的机加面交合处的圆角半径选为R5.
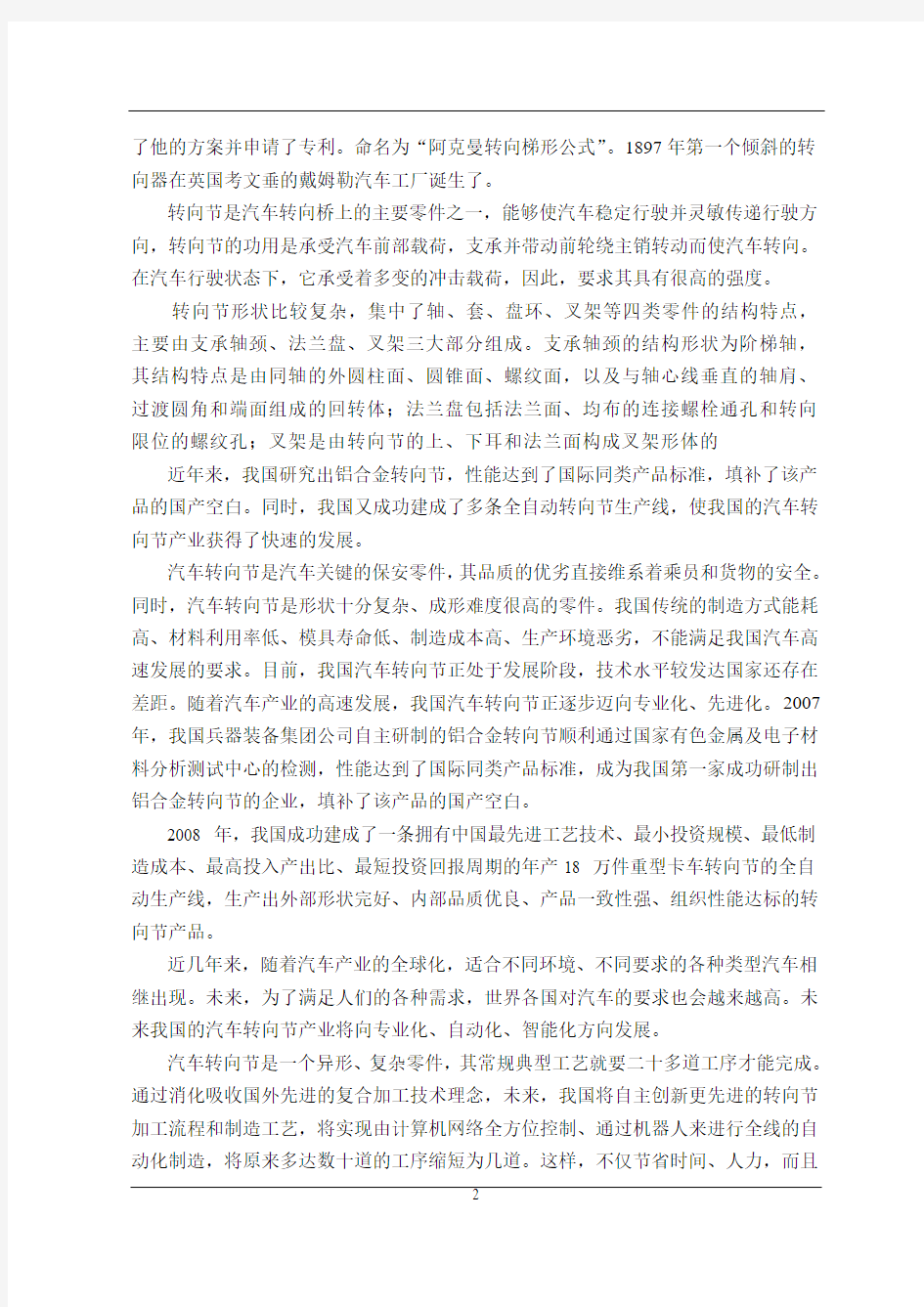
跟据以上结果绘制出该产品的冷锻件如图3:
冷锻件的技术要求:
1.模锻斜度7°;
2.未注圆角为R3;
3.未注公差尺寸精度为IT14;
4.锻件表面缺陷深度应不大于机加余量的二分之一,非机加表面在公差范围内;
5.锻件水平和高度公差按照《JBZQ 4000.7-1986锻件通用技术条件》执行;
6. 锻件表面不得有磕碰伤;
7.切边毛刺高度不大于1.5;
8.锻件的水平错移量不大于1.2。
图3.3 转向节冷锻件图
在设计这个冷锻件图的过程中,考虑到φ80和φ100尺寸处加上机加余量会使锻件成一个很小的凸台,不利于提高模具的使用寿命,所以采取了顶面φ66的圆锥底面直接到方形盘的结构,简化了模具结构,有利于锻件的成型,也提高了模具的使用寿命;另外由于中间法兰盘部位的尺寸较薄,仅为16mm,且高度尺寸较大,金属不易充满模膛,所以设计热锻件图时,我们把靠近轴的一面的机加面设计成与另一侧的毛皮面锻造斜度相同的形式,这样就加大了方盘部位的厚度尺寸,便于金属更好地流动以充满模膛。
如图:
图3.4热锻件图锻造斜度
(7)模锻后续工序
模锻成形后的锻件还需经过许多后续加工工序才能成为一个完整的锻件。如开式模锻件所带飞边,带孔锻件中的连皮都需要切除;为了提高模锻件使用性能,消除残余应力、改善内部组织结构,需要进行后续热处理;对于锻件表面残留的氧化皮和锻造缺陷,需要进行表面清理;而经过一系列后续工序加工包括往来运输所造成的模锻件断后变形,特别对精度要求较高的锻件,还必须进行精压整形等;最后,经过最终
检验才能成为一个合格的模锻制件。确定冷、热切边;估算切边力、冲孔力;设计切边模及冲孔模。
3.2.3 热锻件图的设计
有了冷锻件图,我们就可以根据它来进行热锻件图的设计,热锻件图是制造锻造模具型槽的依据,所以锻件是否达到冷锻件的图纸要求,热锻件图的设计就很关键。设计热锻件图要考虑的因素:
1.锻件的终端温度,锻件的终锻温度的高低决定了冷锻件的尺寸是否符合冷锻件图的要求,锻件终锻温度过高,在冷却时尺寸冷缩较大,造成冷锻件尺寸小于冷锻件要求的尺寸;锻件的终锻温度过低,造成锻件在模具型腔的金属流动困难,不易成型,锻件的内部组织会出现微晶裂纹,单靠增加打击次数也会加剧模具的磨损。
2.锻件的冷缩率,根据具体锻件的锻造工艺,判断终端温度的高低,再根据终端温度选用合适的冷缩率,可以获得与冷锻件相符合的锻件。在该转向节锻件的设计中,我们选冷缩率为1.2%。
热锻件图如图:
图3.5热锻件图
其中,圆角半径不加冷缩率,按冷锻件的圆角半径设计。
3.2.4锻件毛坯尺寸的计算
(1)锻件重量的确定:我们利用软件,对零件体积进行估算得出转向节体积约为:4659145.4mm3。所以,锻件重量为:G=γ×V=7.85×4659145.4mm3=36.6Kg (2)飞边重量的计算:
飞边槽的选用:飞边槽作用是:1.增加金属流出模膛的阻力;2.容纳多余的金属3.锻造飞边还能起到缓冲作用,减弱上下模的直接打击,防止上下模的压塌和崩裂。
通过查阅《锻工手册》5-130图5-148,表5-37确定使用第一种飞边形式如图:
图3.6 飞边形式及尺寸
利用CAD的创建面域命令,创建飞边的面域,点击工具、查询命令,测得飞边的截面积为218.46mm2
利用CAD中的UCS命令,将坐标系的原点移动至轴的中心与φ58孔中心线交点的位置,点击创建面域命令,将转向节热锻件图的最大投影面创建面域,点击查询命令,查询面域/质量特性,测得锻件最大投影轮廓的周长是1671.68mm,
所以,飞边部分的体积为:
V飞边=L×F飞边=218.46×1671.68=365195.21mm3锻件飞边的重量按照充满飞边的70%计算,则飞边的重量为:
G飞边=V飞边×γ=365195.21×7.85×70%=2.0Kg
采用两个火次锻造,火耗率为5%,则下料重量为:
G总=(G 锻+G飞边)×1.05=(36.6+2.0) ×1.05=40.5Kg所以,锻件的下料重量为40.5Kg。
(3)模锻件所用原材料:体积应包括锻件本体、锻造飞边、连皮、夹钳料头、加热氧化皮的总和,原材料的截面尺寸及长度是计算毛坯体积和重量的基础,确定毛坯尺寸还要考虑到制坯工步的特点等因素,选择圆形坯料直径D和方形坯料的边长A时,也考虑到在进行墩粗时,坯料不产生弯曲,应使坯料的长度与直径之比L坯/D坯在1.5-2.2之间。
由此,坯料的直径或边长有由以下公式确定:
D坯=(0.95-0.83)3√V坯=0.95×3√40.5/7.85=164.15mm
所以,选用直径160的圆形坯料,坯料的尺寸为φ160×260
3.3本章小结
本章重点是转向节的工艺设计。首先设计出转向节的零件图,然后确定锻造的工艺流程,找出锻造难点,确定最终的工艺方案。下一步是锻件图的设计与锻件毛坯的尺寸计算。在锻件图的设计中,我首先确定了锻件的分模面,然后对冷锻件图和热锻件图分别做出设计。最后计算毛坯的体积与重量与飞边槽的设计与选用。
第4章转向节的模锻设计
4.1自由锻制坯工具的设计
锻造工步图:
图4.1 锻造工步图
根据锻造工步图,我们要设计相应的自由锻制坯工具,包括摔模、胎模、劈料工具等,4.1.1摔轴颈摔模的设计:
设计如图:
图4.2轴部摔模
目录摘要2 第一章绪论3 1.1汽车转向系统概述3 1.2齿轮齿条式转向器概述9 1.3液压助力转向器概述10 1.4国内外发展情况12 1.5本课题研究的目的和意义12 1.6本文主要研究内容13 第二章汽车主要参数的选择14 2.1汽车主要尺寸的确定14 2.2汽车质量参数的确定16 2.3轮胎的选择17 第三章转向系设计概述18 3.1对转向系的要求18 3.2转向操纵机构18 3.3转向传动机构19 3.4转向器20 3.5转角及最小转弯半径20 第四章.转向系的主要性能参数22 4.1转向系的效率22 4.2传动比变化特性23 4.3转向器传动副的传动间隙△T25 4.4转向盘的总转动圈数26 第五章机械式转向器方案分析及设计26 5.1齿轮齿条式转向器26 5.2其他转向器28 5.3齿轮齿条式转向器布置和结构形式的选择29 5.4数据的确定29 5.5设计计算过程31 5.6齿轮轴的结构设计35 5.7轴承的选择35 5.8转向器的润滑方式和密封类型的选择35 5.动力转向机构设计36 5.1对动力转向机构的要求36 5.2动力转向机构布置方案36 5.3液压式动力转向机构的计算38 5.4动力转向的评价指标43
6. 转向传动机构设计45 6.1转向传动机构原理45 6.2转向传送机构的臂、杆与球销47 6.3转向横拉杆及其端部47 6.4杆件设计结果48 7.结论49 致谢49 摘要 本课题的题目是转向系的设计。以齿轮齿条转向器的设计为中心,一是汽车总体构架参数对汽车转向的影响;二是机械转向器的选择;三是齿轮和齿条的合理匹配,以满足转向器的正确传动比和强度要求;四是动力转向机构设计;五是梯形结构设计。因此本课题在考虑上述要求和因素的基础上研究利用转向盘的旋转带动传动机构的齿轮齿条转向轴转向,通过万向节带动转向齿轮轴旋转,转向齿轮轴与转向齿条啮合,从而促使转向齿条直线运动,实现转向。实现了转向器结构简单紧凑,轴向尺寸短,且零件数目少的优点又能增加助力,从而实现了汽车转向的稳定性和灵敏性。在本文中主要进行了转向器齿轮齿条的设计和对转向齿轮轴的校核,主要方法和理论采用汽车设计的经验参数和大学所学机械设计的课程内容进行设计,其结果满足强度要求,安全可靠。 关键词:转向系;机械型转向器;齿轮齿条;液压式助力转向器 Abstract The title of this topic is the design of steering system. Rack and pinion steering gear to the design as the center, one vehicle parameters on the overall framework of the impact of vehicle steering; Second, the choice of mechanical steering; third rack gear and a reasonable match to meet the correct steering gear ratio and strength requirements; Fourth, power steering mechanism design; Fifth, the structural design of trapezoidal. Therefore, taking into account the above issues and factors that require study, based on the steering wheel rotary drive transmission shaft of the steering rack and pinion steering, through the universal joint drive shaft rotation gear shift, steering rack and steering gear shaft meshing, thereby encouraging steering rack linear motion to achieve steering. Simple structure to achieve the steering tight, short axial dimension, and the number of parts can increase the advantages of less power in order to achieve the vehicle steering stability and sensitivity. In this article a major design steering rack and pinion steering gear shaft and the check, the main methods and theoretical experience in the use of automotive design parameters and the University of mechanical design school curriculum design and the results meet the strength
08汽车毕业设计(论文)任务书 设计时间:2010年10月25日-2011年5月25日 指导教师: 电话: E—mail: 一、目的 毕业设计与毕业实习论文是完成教学计划达到专科生培养目标的重要环节,是教学计划中综合性最强的实践教学环节,通过这项实践环节可以培养学生的思想、工作作风,提高学生的实际各项能力,提高毕业生全面素质。 毕业设计与毕业实习论文的教学目标是使学生在以下几方面的能力得到训练和提高: 1、综合运用所学专业知识分析、解决实际问题的能力; 2、掌握文献检索、资料查询的基本方法及获取新知识的能力; 3、书面和口头表达的能力; 4、协作配合工作的能力. 二、对毕业学生的要求 1、学生在此期间应定期与指导教师联系,汇报设计进展情况; 2、及时将疑难问题请教指导教师; 3、严禁抄袭,否则毕业设计无成绩; 4、按要求在5月30日前上交论文给指导教师,过期不予答辩; 5、未按要求完成论文的学生不能毕业; 6、要求计算说明书计算准确、文字通顺、书写工整; 7、要求图纸、图面布置合理、正确清晰、符合制图标准及有关规定。 三、相关说明 1、每个学生必须独立完成毕业设计论文; 2、论文书写规范、文字通顺、图表清晰、测试数据完整、结论明确,论文后附参考文献名; 3、字数一般不少于4000字; 4、论文正文字体为小四号,用A4纸打印,装订成册。
五、成绩评定办法 参见毕业综合实践(毕业论文)成绩评定办法执行。 六、毕业论文的参考课题 可以结合本身工作性质,在提前告知指导教师并得到认可后,可自选题目。也可从以下(一)或(二)课题中任选一个课题: (一)毕业设计及论文的自选参考课题如下 汽车检测与维修专业毕业论文选题方向和标题参考 一、某种车型某个系统(或总成)的结构特点和检修分析,如: 1、帕萨特B5轿车防抱死系统及其检修 2、汽车排放污染的控制技术 3、浅谈捷达轿车电控燃油喷射系统
级汽车工程系毕业论文参考题目 附件2: 10 说明:以下题目仅供参考,由同学们根据情况自定,题目报给指导老师后,指导老师汇总(避免重复的题目),确定题目就可以开始撰写。题目中车型可以自定,要求内容精细,不能空洞,不能大篇幅地介绍教材上的原理和结构,主要侧重检测流程与维修方法,例举实例加以分析。 (1)汽车使用类:如汽车动力的合理利用;汽车在某特殊条件下的合理使用;主要运行材料的正确选用与节约;汽车的安全技术;汽车的公害与防治等。 (2)技术管理类:如维修厂技术管理;汽车维修制度与质量控制;车辆更新与报废管理等。 (3)汽车检测与维修工艺类:如汽车检测工艺设计;汽车维护工艺设计;汽车总成(或典型零件)修理工艺设计等。 (4)汽车结构与维修:如汽车电控技术结构、原理与使用特点分析;汽车典型故障诊断分析;检测设备的选择与使用等。 (5)其他方面:如现代汽车维修企业制度的建立;汽车运输业的技术开发;1发动机排放技术的应用分析 2微型车怠速不良原因与控制措施 3柴油机电子控制系统的发展 4我国汽车尾气排放控制现状与对策 5发动机自动熄火的诊断分析 6汽车发动机的维护与保养 7柴油机微粒排放的净化技术发展趋势 8汽车污染途径及控制措施 9现代发动机自诊断系统探讨10关于****型不能着车的故障分析 11***动力不足的检测与维修 12上海通用别克发动机电控系统故障的诊断与检修 13现代伊兰特发动机电控系统故障的诊断与检修 14广本雅阁发动机电控系统故障的诊断与检修 15电子燃油喷射系统的诊断与维修 16帕萨特1.8T排放控制系统的结构控制原理与检修 17广本雅阁排放控制系统的结构控制原理与检修 18汽车发动机怠速成抖动现象的原因及排查方法探讨 19汽车排放控制系统的检修 20上海帕萨特B5电子燃油喷射系统的诊断与维修 21论汽车检测技术的发展 22奥迪A6排放控制系统的结构控制原理与检修 23丰田凌志400发动机电控系统故障的诊断与检修 24奥迪A6B5电子燃油喷射系统的诊断与维修 25标致307电子燃油喷射系统的诊断与维修 26捷达轿车发动机常见故障分析与检修 27汽车转向盘摆振故障分析 28防抱死系统在常用轿车上的使用特点分析 29汽车底盘的故障诊断分析 30汽车的常用转向系统的性能分析 31汽车变速箱故障故障诊断
汽车工厂装配工艺的设计 作者:李志伟…文章来源:华晨宝马汽车北汽福田汽车沈阳华晨金杯汽车AI10-11 点击数: 304 更新时间:2010-6-10 图1 装配零件明细表 本文主要对汽车工厂总装车间装配工艺的设计进行详解,就工艺设计过程中涉及的工位排布、工序工时设定、人员分配、动力工具选定以及最终形成工艺文件等内容进行了叙述,详细说明了工艺设计的流程及注意问题。 汽车装配工艺是将产品从研发阶段转化为实际生产的过程,也就是将研发部门设计的众多零件通过一系列操作,使其在数量和外观方面发生变化的生产过程。数量的变化是指在装配过程中,总成、分总成和零部件的数量不断增加并相互有序地结合起来;外观的变化表现为各零部件之间有序结合并具有一定的相互位置关系,随着零件的增加,外形不断变化,
最后形成整车。 研究和确定零件形成整车过程中的工位安排、人员分配、物料摆放、装配工具、装配方法和质量控制手段,统称为汽车装配工艺的设计。将设计结果汇编成的指导性文件就是装配工艺文件,是指导工人操作和用于生产管理的技术文件,是企业组织生产、进行核算的重要技术资料。 装配工艺设计依据和原则 汽车装配工艺设计的依据是汽车的产品资料和生产纲领。产品资料是与装配有直接关系的各种汽车零件图纸、汽车各系统的装配图、零部件清单、整车技术条件及其他有关的产品技术要求;生产纲领是工厂建设之前计划达到的年产量,多型号混线生产时还要分别列出各种型号汽车的年产量。产品资料和生产纲领规定了新建或改扩建汽车厂生产的产品范围和生产能力,也就规定了工厂的建设规模。 装配工艺的设计流程 由于公司生产纲领的确立,设计工艺的第一步就是确定生产节拍,以某汽车厂总装车间双班年产8万辆为例,经过计算生产节拍定为3min,生产节拍是工艺设计的一个重要基础性参数。 图2 装配工艺过程卡
漯河食品职业学院 毕业设计(论文) (2017 届) 设计(论文)题目发动机冷却系统的维护 系部汽车工程系 班级14汽修2 学生姓名张三 指导教师李参 二0一七年三月十五日 摘要 一台发动机,冷却系统的维修率一直居高不下,往往会引起发动机其他构件损坏,特别是随着车辆行驶里程的增加,冷却系统的工作效率逐渐下降,对发动机的整体工作能力产生较大影响,对维护发动机常温下工作有着至关重要的作用。本文论述了冷却系统的作用、组成、主要构造、工作原理、日常维护、故障的检测步骤和排除方法,同时论述了冷却系统系统化、模块化设计方法,以及冷却系统的智能控制。 关键词:冷却系统,冷却系统维护,温度设定点,冷却系统智能控制 目录 1 引言 (1) 2 冷却系的概述 (1) 3 风冷却系 (1) 4 水冷却系统的组成及维护 (2)
4.1 冷却介质 (3) 4.2 水泵 (4) 4.3 节温器 (4) 4.4 风扇 (4) 4.5 散热器 (5) 4.6 汽缸水套及其他密封装置 (5) 4.7 冷却系统智能控制 (5) 4.7.1 系统组成 (5) 4.7.2 单片机控制系统工作原理 (6) 4.7.3 单片机系统控制过程 (6) 5 冷却系统的检修 (7) 6 温度设定点 (7) 6.1 提高温度设定点 (8) 6.2 降低温度设定点 (8) 结论 (9) 参考文献 (10) 谢辞 (11)
1 引言 一台发动机,冷却系统的维修率一直居高不下,往往会引起发动机其他构件损坏,特别是随着车辆行驶里程的增加,冷却系统的工作效率逐渐下降,对发动机的整体工作能力产生较大影响,冷却系统的重要性在于维护发动机常温下工作,尤如人体的皮肤汗腺,如果有一天,人体的汗腺不能正常工作,那么身体内的热量将无法散去,轻则产生中暑,重则休克。 2 冷却系的概述 冷却系的主要功用是把受热零件吸收的部分热量及时散发出去,保证发动机在最适宜的温度状态下工作。 冷却系按照冷却介质不同可以分为风冷和水冷,如果把发动机中高温零件的热量直接散入大气而进行冷却的装置称为风冷系。而把这些热量先传给冷却水,然后再散入大气而进行冷却的装置称为水冷系。由于水冷系冷却均匀,效果好,而且发动机运转噪音小,目前汽车发动机上广泛采用的是水冷系。 不论采何种方式冷却,正常的冷却系统必须确保引擎在各样行驶环境都不致过热。 3 风冷却系 风冷却系是利用高速空气流直接吹过气缸盖和气缸体的外表面,把从气缸内部传出的热量散发到大气中去,以保证发动机在最有利的温度范围内工作。 发动机气缸和气缸盖采用传热较好的铝合金铸成,为了增大散热面积各缸一般都分开制造,在气缸和气缸盖表面分布许多均匀排列的散热片,以增大散热面积,利用车辆行驶时的高速空气流,把热量吹散到大气中去。 由于汽车发动机功率较大,需要冷却的热量较多,多采用功率、流量较大的轴流式风扇以加强发动机的冷却。为了有效地利用空气流和保证各缸冷却均匀,在发动机上装有导流罩和分流板和气缸导流罩。 虽然风冷却系与水冷却系比较,具有结构简单、重量轻、故障少,无需特殊保养等优点,但是由于材料质量要求高,冷却不够均匀,工作噪音大等缺点,目前在汽车上很少使用。
多轴专用汽车转向传动机构的设计 1 前言 大型专用汽车的转向轴多在二轴以上,有的甚至多达五轴,其转向性能 的好坏直接影响车辆行驶的灵活性、操纵稳定性、经济性和轮胎的使用寿命,而且车轴越多,转向对车辆行驶影响越大。作为转向系统的转向梯形机构,文献运用参数方程对转向梯形机构进行了建模和分析、研究,但对转向传动机构分析和计算的几何法就十分不便,特别是结构复杂的独立悬架的传动机构计算更为不便。本文运用参数方程法,对转向传动机构的各点用坐标参数来表示,建立参数方程求解、分析,提出了一种可运用于多轴转向的传动机构优化设计的计算方法,达到各轴转向协调的目的,提高车辆行驶的灵活性、操纵稳定性和经济性。 2 转向时各转向桥的理想转角关系 图1为某前双桥转向底盘转向时各转向轴内外转向轮的理想转角关系,由于不研究转向梯形机构,只讨论转向传递关系,所以只分析内侧的车轮的转角关系。 3 一桥传动机构传动模型 多轴转向汽车一般通过连杆机构来保证同一侧车轮在转向时绕同一瞬心作圆周运动。下面以常用的连杆机构中第一轴摇臂的摆角与车轮转向臂转角的对应为例,说明连杆机构的运动关系(如图2)。
图2中:A1为车轮转向节臂初始位置;Al′为车轮转动角a1转向节臂位置;B1为一桥传动摇臂初始位置;B1′为车轮转动a1′角一桥传动摇臂位置。 4 一桥梯形机构传动模型 根据文献的梯形机构的建模方式,将梯形机构简化为平面机构,则一桥梯形机构得一桥外轮转角a1′与一桥内轮转角a1之间关系(如图3)。
图3中:A1为内轮转向节臂初始位置;A1′为内轮转动a1角转向节臂位置;El为外轮转向节臂初始位置;E1′为外轮转动a1′角一桥传动摇臂位置。 一桥至二桥之间的传动模型
汽车保险专业毕业设计 姓名贺xx 所在系院 xx系 专业名称汽车保险 班级名称汽保二班 学号 XX100xx 指导教师薛恒 日期 XX 年 3 月日 毕业设计真实性承诺 本人郑重声明:所提交的毕业设计文本和成果,是本人在指导教师的指导下, ___进行研究所取得的成果,内容真实可靠,不存在抄袭、造假等学术不端行为。除文中已经注明引用的内容外,本设计不含其他个人或 ___已经发表或撰写过的研究成果。对本文的研究做出重要贡献的个人和 ___,均已在文中以明确方式标明。如被
发现设计中存在抄袭、造假等学术不端行为,本人愿承担相应的法律责任和一切后果。 毕业设计学生(签名): 年月日 注:此声明由学生本人亲笔签名。 目录 摘要 1 关键词 1 第一章汽车保险概述 1 (汽车保险种类)……………………………………………. (保险运营的原则…………………………………………… (保险)………………………………………………….
第二章汽车理赔流程及查勘的方法 2 (基本流程)…………………………………… 第三章案例分析 4 3.1三者险 4 致谢 7 毕业设计题目(三号宋体加粗,顶部居中) (空一行) 摘要:本设计…………。 关键词:×××;××××;×××××;×××(空一行) 第一章
汽车保险理赔与查勘定损 我国的汽车保险业务的发展经历了一个曲折的历程。汽车保险进入我国是 ___战争以后,但由于我国保险市场处于外国保险公司的垄断和控制之下.加之 ___的工业不发达.我国的汽车保险实质上处于萌芽状态,其作用与地位十分有限, ___成立以后的1950年.创建不久的中国人民保险公司就开办了汽车保险,不久就出现对此项保险的争议.有人认为汽车保险以及第三者责任保险对于肇事者予以经济补偿,会导致交通事故的增加,对社会产生负面影响,于是,中国人民保险公司于1955年停止了汽车保险业务,直至70年代中期为了满足各国驻华使领馆等外国人拥有的汽车保险的需要,开始___以涉外业务为主的汽车保险业务。 汽车保险概述 汽车保险是伴随着汽车工业而发展起来的,1886年xx人戴姆勒与奔驰分别制造出四轮与三轮汽油汽车并获得专利,因此,人们把1886年称为“汽车诞生年”。19XX年,美国人生产的福特t型车在市场上出售,由此拉开了汽车大生产的序幕。如今,汽车已经成为世界上最重要的交通工具。然而,汽车给人们生命和财产的损失也越来越严重。以美国为例,20世纪的一百年间,因交通事故死亡的
汽车转向器毕业设计 【篇一:毕业设计汽车转向系统】 摘要 本设计课题为汽车前轮转向系统的设计,课题以机械式转向系统的齿轮齿条式转向器设计及校核、整体式转向梯形机构的设计及验算 为中心。首先对汽车转向系进行概述,二是作设计前期数据准备, 三是转向器形式的选择以及初定各个参数,四是对齿轮齿条式转向 器的主要部件进行受力分析与数据校核,五是对整体式转向梯形机 构的设计以及验算,并根据梯形数据对转向传动机构作尺寸设计。在转向梯形机构设计方面。运用了优化计算工具matlab进行设计 及验算。matlab强大的计算功能以及简单的程序语法,使设计在参数变更时得到快捷而可靠的数据分析和直观的二维曲线图。最后设 计中运用autocad和catia作出齿轮齿条式转向器的零件图以及装配图。 关键词:转向机构,齿轮齿条,整体式转向梯形,matlab梯形abstract the title of this topic is the design of steering system. rack and pinion steering of mechanical steering system and integrated steering trapezoid mechanism gear to the design as the center. firstly make an overview of the steering system. secondly take a preparation of the data of the design. thirdly, make a choice of the steering form and determine the primary parameters and design the structure of rack and pinion steering. fourthly, stress analysis and data checking of the rack and pinion steering. fifthly, design of steering trapezoid mechanism, according to the trapezoidal data make an analysis and design of steering linkage. in the design of integrated steering trapezoid mechanism the computational tools matlab had been used to design and checking of the data. the powerful computing and intuitive charts of the matlab can give us accurate and quickly data. in the end autocad and catia were used to make a rack and pinion steering parts diagrams and assembly drawings keywords: steering system,mechanical type steering gear and gear rack, integrated steering trapezoid,matlab trapezoid
On the vehicle sideslip angle estimation through neural networks: Numerical and experimental results. S. Melzi,E. Sabbioni Mechanical Systems and Signal Processing 25 (2011):14~28 电脑估计车辆侧滑角的数值和实验结果 S.梅尔兹,E.赛博毕宁 机械系统和信号处理2011年第25期:14~28
摘要 将稳定控制系统应用于差动制动内/外轮胎是现在对客车车辆的标准(电子稳定系统ESP、直接偏航力矩控制DYC)。这些系统假设将两个偏航率(通常是衡量板)和侧滑角作为控制变量。不幸的是后者的具体数值只有通过非常昂贵却不适合用于普通车辆的设备才可以实现直接被测量,因此只能估计其数值。几个州的观察家最终将适应参数的参考车辆模型作为开发的目的。然而侧滑角的估计还是一个悬而未决的问题。为了避免有关参考模型参数识别/适应的问题,本文提出了分层神经网络方法估算侧滑角。横向加速度、偏航角速率、速度和引导角,都可以作为普通传感器的输入值。人脑中的神经网络的设计和定义的策略构成训练集通过数值模拟与七分布式光纤传感器的车辆模型都已经获得了。在各种路面上神经网络性能和稳定已经通过处理实验数据获得和相应的车辆和提到几个处理演习(一步引导、电源、双车道变化等)得以证实。结果通常显示估计和测量的侧滑角之间有良好的一致性。 1 介绍 稳定控制系统可以防止车辆的旋转和漂移。实际上,在轮胎和道路之间的物理极限的附着力下驾驶汽车是一个极其困难的任务。通常大部分司机不能处理这种情况和失去控制的车辆。最近,为了提高车辆安全,稳定控制系统(ESP[1,2]; DYC[3,4])介绍了通过将差动制动/驱动扭矩应用到内/外轮胎来试图控制偏航力矩的方法。 横摆力矩控制系统(DYC)是基于偏航角速率反馈进行控制的。在这种情况下,控制系统使车辆处于由司机转向输入和车辆速度控制的期望的偏航率[3,4]。然而为了确保稳定,防止特别是在低摩擦路面上的车辆侧滑角变得太大是必要的[1,2]。事实上由于非线性回旋力和轮胎滑移角之间的关系,转向角的变化几乎不改变偏航力矩。因此两个偏航率和侧滑角的实现需要一个有效的稳定控制系统[1,2]。不幸的是,能直接测量的侧滑角只能用特殊设备(光学传感器或GPS惯性传感器的组合),现在这种设备非常昂贵,不适合在普通汽车上实现。因此, 必须在实时测量的基础上进行侧滑角估计,具体是测量横向/纵向加速度、角速度、引导角度和车轮角速度来估计车辆速度。 在主要是基于状态观测器/卡尔曼滤波器(5、6)的文学资料里, 提出了几个侧滑角估计策略。因为国家观察员都基于一个参考车辆模型,他们只有准确已知模型参数的情况下,才可以提供一个令人满意的估计。根据这种观点,轮胎特性尤其关键取决于附着条件、温度、磨损等特点。 轮胎转弯刚度的提出就是为了克服这些困难,适应观察员能够提供一个同步估计的侧滑角和附着条件[7,8]。这种方法的弊端是一个更复杂的布局的估计量导致需要很高的计算工作量。 另一种方法可由代表神经网络由于其承受能力模型非线性系统,这样不需要一个参
汽车制造装配工艺 1.工件定位原理 (1)定位基准的概念 定位基准是指工件在机床上或夹具中进行加工时,用作定位的基准,称为定位基准。严格地说,定位基准与定位基面有时并不是一回事,但可以替代,这中间存在一个误差问题。 定位基准有粗基准和精基准之分。零件开始加工时,所有的面均未加工,只能以毛坯面作定位基准,这种以毛坯面为定位基准的,称为粗基准,以后的加工,必须以加工过的表面做定位基准,以加工过表面为定位基准的称精基准。 (2)工件位置公差的保证方法 机械加工中,被加工表面对其他表面位置精度,主要取决工件的装夹。工件位置公差的保证方法有下述两种: (一)一次夹装获得法——即零件有关表面间位置是直接在工件的同一次装夹中,有各有关刀具相对工件的成形运动之间的位置关系保证的 (二)多次夹装获得法——即零件有关表面间的位置精度是由刀具相对工件的成形运动与工件定位基准面(亦是工件在前几次装夹时的加工面)之间的位置关系保证的。多次夹装获得法中,又可根据工件的不同装夹方式划分为直接找正法、划线找正法、用夹具装夹即是三种。 a.直接找正装夹
此法是用百分表、划线盘或目测直接在机床上找正工件位置的装夹方法。 b.划线找正装夹 此法是先在毛坯上按照零件图划出中心线、对称线和各待加工表面的加工线,然后将工件装上机床,按照划好的线找正工件在机床上的装夹位置。 这种装夹方法生产率低,精度低,且对工人技术水平要求高,一般用于单件小批生产中加工复杂而笨重的零件,或毛坯尺寸公差大而无法直接用夹具装夹的场合。 c.用夹具装夹 夹具是按照被加工工序要求专门设计的,夹具上的定位元件能使工件相对于机床与刀具迅速占有正确位置,不需找正就能保证工件的装夹定位精度,用夹具装夹生产率高,定位精度高,但需要设计、制造专用夹具,广泛用于成批及大量生产。 (3)工件定位的基本原理 一.六点定则 工件在机床或夹具中的定位问题,可以采用类似于确定刚体在空间直角坐标系中位置的方法加以分析。任一工件在夹具中未定位前,可以看成空间直角坐标系中的自由物体,它可以沿三个坐标轴平行方向放在任意位置,即具有沿三个坐标轴移动的自由度X,Y,Z;同样,工件沿三个坐标轴转角方向的位置也是可以任意放置的,即具有绕三个坐标轴转动的自由度X,Y,Z。因此,要使工件在夹具中占有一致的正确位置,就必须限制工件的X,Y,Z;X,Y,Z六个自由度。为了限制工件的自由度,在夹具中通常用一个支承点限制工件一个自由度,这样用合理布置的六个支承点限制工件的六个自由度,使工件的位置完全确定,称为“六点定位规则”,简称“六点定则”。 使用六点定则时,六个支承点的分布必须合理,否则不能有效地限制工件的六个自由度。在具体的夹具结构中,所谓定位支承是以定位元件来体现的。 二.对定位的两种错误理解 一种认为:工件在夹具中被夹紧了,也就没有自由度而言,因此,工件也就定了位。这种把定位和夹紧混为一谈,是概念上的错误。我们所说的工件的定位是指所有加工工件在夹紧前要在夹具中按加工要求占有一致的正确位置,(不考虑定位误差的影响而夹紧是在任何位置均可夹紧,不能保证各个工件
机械原理课程设计说明书题目:汽车前轮转向机构学院:车辆工程学院 姓名: 班级: 学号: 指导老师:
目录 1、背景...................................................................................................... .1 2、题目:汽车前轮转向机构 (3) 2.1设计题目 (3) 2.1.1转向机构简介 (3) 2.1.2 转向梯形 (4) 2.1.3计算机构自由度 (5) 2.1.4机构设计 (6) 2.1.5 数据设计..............................................................。. (8) 2.2设计要求 (8) 3、设计内容 (9) 3.1 求转角 (9) 3.2 解析法设计机构 (9) 3.3 解析法检验 (11) 4. 设计结构分析 (12) 4.1 四种类型梯形结构的选择 (12) 5、转向梯形机构优化 (14) 5.1 计算机构自由度 (15) 5.2 运动分析 (15) 5.3机构设计方法 (16) 6、课程设计总结 (17)
1、背景 在汽车行业迅速发展的今天,汽车前轮定位参数的确定仍然是困扰汽车企业设计的难题,。汽车前轮定位参数是汽车的重要性能参数,前轮定位参数的设计是否合理,将直接影响到车辆的很多重要性能,从而影响到整车的优劣。例如注销后倾角和内倾角将直接影响到车辆的回正性、直线行驶稳定性和高速制动时方向稳定性、转向轻便性;前轮的外倾角和前束值的合理匹配将直接影响到前轮的策划和异常磨耗,同时也间接地影响车辆的动力性和燃油的经济性。后倾角和前束值设计的是否合理还将影响这届影响到前轮的摆振,导致车辆操纵稳定性变坏,增加了有关零件载荷,从而降低行驶安全性和可靠性,摆振严重时会影响到车辆的行驶平顺性和安全性。因此,如果前轮定位参数不合理,就会大大降低汽车使用性能,但由于前轮定位参数的确定必须考虑多种因素的影响,而且前轮定位各参数对汽车使用性能的影响不是完全独立的,这给前轮定位参数的确定增加了困难。 汽车的转向传递机构的主要作用就是使用汽车在转向时期内、外轮具有正确的转角关系,它对汽车轮胎的磨损、转向半径和转向力都有重要的影响。汽车在转向时,由于主销后倾角、主销内倾角的存在,导致转向系统的运动并不是在一个平面内,这增加了转向的难度。而一般货车和拖拉机的转向机构是使用整体式的专项梯形机构进行传递。传统的整体式转向机构分析采用近似的平面运动分析方法,而实际上转向梯形的运动并不是在一个平面内。这样就必然存在着误差。
第1章绪论 主动转向系统保留了传统转向系统中的机械构件,包括转向盘、转向柱、齿轮齿条转向机以及转向横拉杆等。其最大特点就是在转向盘和齿轮齿条转向机之间的转向柱上集成了一套双行星齿轮机构,用于向转向轮提供叠加转向角。主动转向系统通过一组双行星齿轮机构实现了独立于驾驶员的转向叠加功能,完美地解决了低速时转向灵活轻便与高速时保持方向稳定性的矛盾,并在此基础上通过转向干预来防止极限工况下车辆转向过多的趋势,进一步提高了车辆的稳定性。同时,该系统能方便地与其他动力学控制系统进行集成控制,为今后汽车底盘一体化控制奠定了良好的基础。 与常规转向系统的显著差别在于,主动转向系统不仅能够对转向力矩进行调节,而且还可以对转向角度进行调整,使其与当前的车速达到完美匹配。其中的总转角等于驾驶员转向盘转角和伺服电机转角之和。低速时,伺服电机驱动的行星架转动方向与转向盘转动相同,叠加后增加了实际的转向角度,可以减少转向力的需求。高速时,伺服电机驱动的行星架转动方向与转向盘转动相反,叠加后减少了实际的转向角度,转向过程会变得更为间接,提高了汽车的稳定性和安全性。 1.1转向系统综述 1、蜗杆曲柄销式转向器 它是以蜗杆为主动件,曲柄销为从动件的转向器。蜗杆具有梯形螺纹,手指状的锥形指销用轴承支承在曲柄上,曲柄与转向摇臂轴制成一体。转向时,通过转向盘转动蜗杆、嵌于蜗杆螺旋槽中的锥形指销一边自转,一边绕转向摇臂轴做圆弧运动,从而带动曲柄和转向垂臂摆动,再通过转向传动机构使转向轮偏转。这种转向器通常用于转向力较大的载货汽车上。 2、循环球式转向器 循环球式:这种转向装置是由齿轮机构将来自转向盘的旋转力进行减速,使转向盘的旋转运动变为涡轮蜗杆的旋转运动,滚珠螺杆和螺母夹着钢球啮合,因而滚珠螺杆的旋转运动变为直线运动,螺母再与扇形齿轮啮合,直线运动再次变为旋转运动,使连杆臂摇动,连杆臂再使连动拉杆和横拉杆做直线运动,改变车轮的方向。这是一种古典的机构,现代轿车已大多不再使用,但又被最新方式的助力转向装置所应用。它的原理相当于利用了螺母与螺栓在旋转过程中产生的相对移动,而在螺纹与螺纹之间夹入了钢球以减小阻力,所有钢球在一个首尾相连的封闭的螺旋曲线
郑州工业应用技术学院 毕业论文 题目:汽车润滑系统的常见故障及排除 指导教师:郭斌峰职称:老师 学生姓名:赵鑫学号:1302020157 专业:汽车运用技术 院(系):机电工程学院 答辩日期:2016年6月01日 2016年6月01日
摘要 发动机的润滑是由润滑系来实现的。润滑系的基本任务就是将润滑油不断地供给各零件的摩擦表面使其润滑,减少零件的摩擦和磨损。润滑系虽然不参加发动机能量转换,却能保证发动机正常工作,使其有较长的使用寿命。 作为汽车业维修人员,我们应该知道润滑系的组成和功用,并应对润滑系的常见故障现象、故障部位、故障的检测、诊断和排除有一定的认识,明确其检测和诊断的基本思路。本设计讲述了发动机润滑系的组成与功用,润滑方式,机油的使用性能,润滑系常见故障诊断与排除,以及普桑的维修案例。随着汽车科技的发展,汽车的结构越来越复杂。我们只有掌握更多的知识和实践经验,才能更好地运用检测仪器快速准确地查找汽车的故障原因,并把故障排除。 关键词:润滑系,功用,故障排除,维护
目录 第一章概述 1.1 润滑系的概述 (1) 1.2 发动机润滑方式 (1) 1.3 发动机润滑系的油路 (2) 1.4发动机润滑系的组成 (3) 1.5 润滑系的主要部件 (3) 1.5.1 机油泵 (3) 1.5.2 安全阀 (5) 1.5.3 机油滤清器 (5) 1.5.4 机油散热器 (6) 1.5 .5曲轴箱通风 (6) 第二章润滑剂 (7) 2.1润滑剂的分类和作用 (8) 2.2润滑油的使用特性及机油添加剂的性能 (8) 2.2.1机油的使用特性 (8) 2.2.2 机油添加剂的作用 (8) 2.3机油的更换及注意事项 (9) 第三章润滑系常见故障的诊断 (9) 3.1机油压力过低 (9) 3.2机油压力过高 (10) 3.3机油消耗过多 (11) 第四章普桑润滑系故障维修实例 (13) 4.1 机油报警灯闪亮,报警器响 (13) 4.2机油警报器响个不停 (13)
汽车电动助力转向机构的设计 引言 在汽车的发展历程中,转向系统经历了四个发展阶段:从最初的机械式转向系统(Manual Steering,简称MS)发展为液压助力转向系统(Hydraulic Power Steering,简称HPS),然后又出现了电控液压助力转向系统(Electro Hydraulic Power Steering,简称EHPS)和电动助力转向系统(Electric Power Steering,简称EPS)。 装配机械式转向系统的汽车,在泊车和低速行驶时驾驶员操纵负担过于沉重,为了解决这个问题,美国GM公司在20世纪50年代率先在轿车上采用了液压助力转向系统[1]。但是,液压助力转向系统无法兼顾车辆低速时的转向轻便性和高速时的转向稳定性,因此在1983年日本koyo公司推出了具备车速感应功能的电控液压助力转向系统。这种新型的转向系统可以随着车速的升高提供逐渐减小的转向助力,但是结构复杂、造价较高,而且无法克服液压系统自身所具有的许多缺点,是一种介于液压助力转向和电动助力转向之间的过渡产品。到了1988年,日本Suzuki公司首先在小型轿车Cervo上配备了Koyo公司研发的转向柱助力式电动助力转向系统;1990年,日本Honda公司也在运动型轿车NSX上采用了自主研发的齿条助力式电动助力转向系统,从此揭开了电动助力转向在汽车上应用的历史。
第1章概述 1.1电动助力转向的优点 与传统的转向系统相比,电动助力转向系统最大的特点就是极高的可控制性,即通过适当的控制逻辑,调整电机的助力特性,以达到改善操纵稳定性和驾驶舒适性的目的。作为今后汽车转向系统的发展方向,必将取代现有的机械转向系统、液压助力转向系统和电控制液压助力转向系统[2]。 相比传统液压动力转向系统,电动助力转向系统具有以下优点: (1)只在转向时电机才提供助力,可以显著降低燃油消耗 传统的液压助力转向系统有发动机带动转向油泵,不管转向或者不转向都要消耗发动机部分动力。而电动助力转向系统只是在转向时才由电机提供助力,不转向时不消耗能量。因此,电动助力转向系统可以降低车辆的燃油消耗。 与液压助力转向系统对比试验表明:在不转向时,电动助力转向可以降低燃油消耗2.5%;在转向时,可以降低5.5%。 (2)转向助力大小可以通过软件调整,能够兼顾低速时的转向轻便性和高速时的操纵稳定性,回正性能好。传统的液压助力转向系统所提供的转向助力大小不能随车速的提高而改变。这样就使得车辆虽然在低速时具有良好的转向轻便性,但是在高速行驶时转向盘太轻,产生转向“发飘”的现象,驾驶员缺少显著的“路感”,降低了高速行驶时的车辆稳定性和驾驶员的安全感。 电动助力转向系统提供的助力大小可以通过软件方便的调整。在低速时,电动助力转向系统可以提供较大的转向助力,提供车辆的转向轻便性;随着车速的提高,电动助力转向系统提供的转向助力可以逐渐减小,转向时驾驶员所需提供的转向力将逐渐增大,这样驾驶员就感受到明显的“路感”,提高了车辆稳定性。
汽车转向系统EPS设计
毕业设计外文摘要
目录 错误!未定义书签。 1 引言?1 1.1汽车转向系统简介?1 1.2汽车转向系统的设计思路 (3) 1.3EPS的研究意义?4 2 EPS控制装置的硬件分析 (5) 2.1汽车电助力转向系统的机理以及类别 (5) 2.2 电助力转向机构的主要元件 (8) 11 3 电助力转向系统的设计? 3.1 动力转向机构的性能要求..................................... 11 3.2 齿轮齿条转向器的设计计算...................................... 11 3.3 转向横拉杆的运动分析[9]21? 3.4 转向器传动受力分析......................................... 22 4转向传动机构优化设计?24 4.1传动机构的结构与装配.......................................... 24 4.2利用解析法求解出内外轮转角的关系............................ 25 4.3 建立目标函数?27
5控制系统设计? 29 29 5.1 电助力转向系统的助力特性? 30 5.2 EPS电助力电动机的选择? 5.3 控制系统框图设计........................................... 3132 结论? 致谢................................................ 错误!未定义书签。参考文献......................................... 错误!未定义书签。
石家庄科技信息职业学院顶岗实习岗位技术工作论文 汽车转向器的故障分析 学号:131208038 姓名: 李鹤 专业:汽车检测与维修技术 年级:13 级 企业指导老师:王振华 校内指导老师:乔晓英
转向系是汽车行驶的指南针,它的好坏关系着汽车能否安全行驶。本文首先讲述了汽车动力转向系的整体结构;具体介绍了它的功用;分类和工作原理。然后具体对轿车动力转向系统常见的几种故障:一转向沉重,二转向时有噪声, 三方向盘自由行程过大,四左右转向时轻重不一,五转向时转向盘强烈抖动,六汽车直线行驶时,转向盘发飘或跑偏。最后讲述了轿车动力转向系中转向盘的自由行程,转向储液罐的液面高度,液压泵的泵送压力,液压系统的密封性, 转向柱的检查方法以及通过轿车动力转向系的故障现象进行了诊断分析和检修。对使用和维护汽车有着很现实的意义。 关键词轿车,转向器,故障分析,检查维修
引言 (4) 1汽车转向系统的简介 (5) 1.1汽车动力转向系的组成 (5) 1.2汽车动力转向系的工作原理 (6) 2轿车动力转向系故障诊断分析 (9) 2.1转向沉重 (9) 2.2 转向时有噪声 (10) 2.3方向盘自由行程过大 (10) 2.4左右转向时轻重不一 (11) 2.5转向时转向盘强烈抖动 (11) 2.6汽车直线行驶时,转向盘发飘或跑偏 (12) 3轿车动力转向系的检查与维修 (12) 3.1转向盘的自由行程的检查 (12) 3.2转向储液罐的液面高度的检查 (13) 3.3液压泵的泵送压力的检查 (13) 3.4液压系统的密封性的检查 (13) 3.5转向柱的检修 (13) 4 汽车故障事例分析 (14) 4.1故障事例一 (14) 4.2故障事例二 (15) 结论 (15) 参考文献 (16)
汽车毕业设计题目 汽车毕业设计题目怎么选?有哪些题目可以选择呢?下面是由为大家带来的关于汽车毕业设计题目,希望能够帮到您! 1.发动机排放技术的应用分析 2.微型车怠速不良原因与控制措施 3.柴油机电子控制系统的发展 4.我国汽车尾气排放控制现状与对策 5.发动机自动熄火的诊断分析 6.汽车发动机的维护与保养 7.柴油机微粒排放的净化技术发展趋势 8.汽车污染途径及控制措施 9.现代发动机自诊断系统探讨 10.关于奔驰300SEL型不能着车的故障分析 11.奔驰Sprinter动力不足的检测与维修 12.上海通用别克发动机电控系统故障的诊断与检修 13.现代伊兰特发动机电控系统故障的诊断与检修 14.广本雅阁发动机电控系统故障的诊断与检修 15.电子燃油喷射系统的诊断与维修 16.帕萨特1.8T排放控制系统的结构控制原理与检修 17.广本雅阁排放控制系统的结构控制原理与检修
18.汽车发动机怠速成抖动现象的原因及排查方法探讨 19.汽车排放控制系统的检修 20.上海帕萨特B5电子燃油喷射系统的诊断与维修 21.论汽车检测技术的发展 22.奥迪A6排放控制系统的结构控制原理与检修 23.丰田凌志400发动机电控系统故障的诊断与检修 24.奥迪A6B5电子燃油喷射系统的诊断与维修 25.标致307电子燃油喷射系统的诊断与维修 26.捷达轿车发动机常见故障分析与检修 27.汽车转向盘摆振故障分析 28.防抱死系统在常用轿车上的使用特点分析 29.汽车底盘的故障诊断分 30.汽车的常用转向系统的性能分析 31.汽车变速箱故障故障诊断 32.安全气囊的发展与应用 33.汽车制动系统故障诊断 34.分析国产几种汽车行走系统特点 35.分析国产几种汽车制动系统特点 36.分析国产几种汽车转向系统特点 37.机电液一体化技术在汽车中的应用 38.丰田系列ABS故障诊断方法的探讨 39.通用系列ABS故障诊断探讨