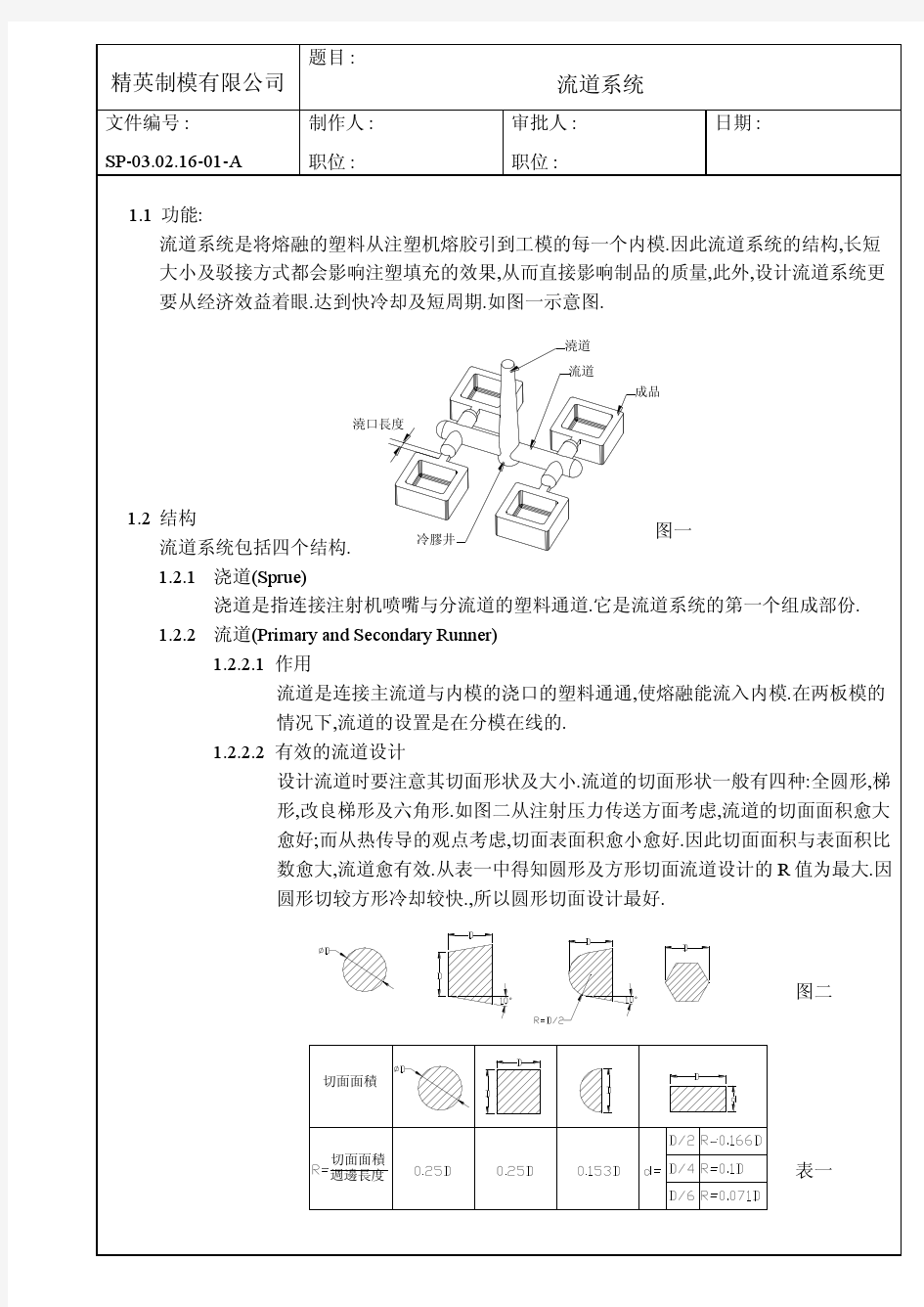
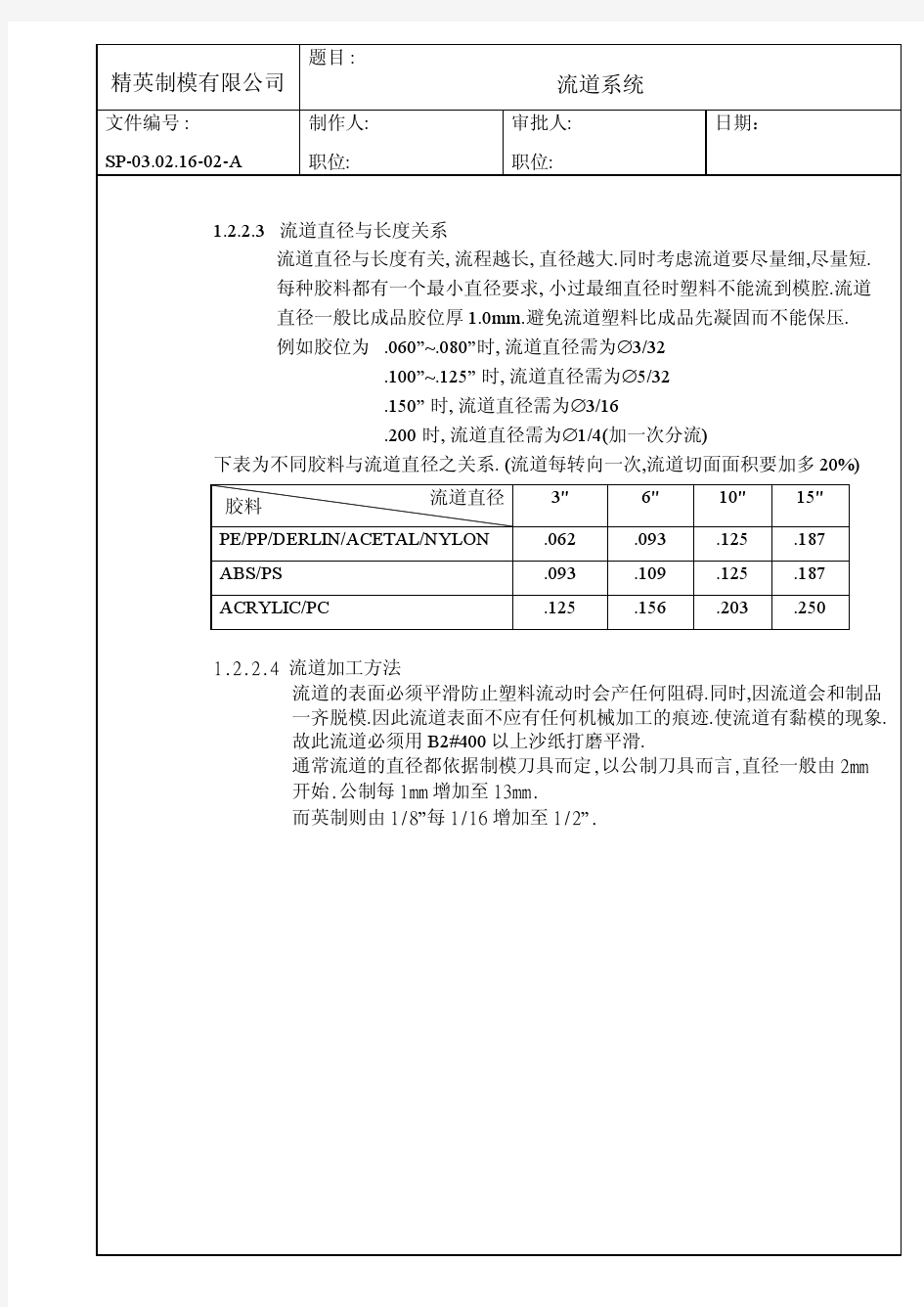
技术专栏 : 塑料射出成型模具的浇口设计 浇口(Gate)在射出成型模具的浇注系统(Feed System)中是连接流道(Runner)和型腔(Cavity)的熔胶通道。浇口设计和塑件质量有着密不可分的关系。 1. 浇口的位置和数目 1.1. 浇口位置与喷流(Jetting)的关系 浇口若能布置成冲击型浇口 -- 也就是使得进浇后的塑料熔体立刻冲击到一阻挡物(如型腔壁、芯型销等),让塑流稳定下来,就可以减少喷流的机率。 1.2. 浇口的位置和数目与熔接线(Weld Line)的关系 熔接线是两股熔胶的波前(Melt Front)相遇后所形成的线条。就塑件的外观或是强度而言,熔接线都是负面的。 每增加一个浇口,至少要增加一条熔接线,同时还要增加一个浇口痕(Gate Mark)、较多的积风(Air Trap)以及流道的体积。所以在型腔能够如期充填的前提下,浇口的数目是愈少愈好。为了减少浇口的数目,每一浇口应在塑流力所能及的流动比之内(Flow Length to Thickness Ratio),找出可以涵盖最大塑件面积的进浇位置。 更改浇口位置以后,能够将熔接线自敏感处移除为上策。如果熔接线无法移除,那么增加波前的熔胶温度(Melt Temperature);或是减少两相遇波前的熔胶温度差(Melt Temperature Difference);或是增加两波前相遇后的熔胶压力(Melt Pressure);或是增加熔胶波前相遇时的遇合角(Meeting Angle),都可以改善熔接线的质量。 1.3. 浇口的位置和数目与积风(Air Trap)的关系 积风是型腔内的空气和熔胶释出的气体被熔胶包围后的缺陷。积风的存在,重则导致短射(Short Shot)或焦痕(Burn Mark),轻亦影响外观和强度。 每增加一个浇口,就会增加积风发生的机率。当塑件厚薄差异大时,如果浇口位置设置不当,就会因为跑道现象(Race Track Effect)而导致积风。 1.4. 浇口位置与迟滞效应(Hesitation Effect)的关系 迟滞效应是熔胶流到厚薄交接处的时候,由于薄处的流阻较大,而在该处阻滞不前的效应。这种效应重则产生短射,轻亦形成迟滞痕(亦即高残余应力带)。 浇口应置于距离可能发生迟滞效应的最远处,以消除或减轻迟滞。 1.5. 浇口位置与缩痕(Sink Mark)和缩孔(Void)的关系 浇口应置于厚壁处以确保补缩的塑流(Compensation Flow)能够维持得最久,厚壁处才不会因为较大的收缩,而使得缩痕和缩孔更容易发生。 1.6. 浇口位置与溢料(Flash)的关系 型腔布置和浇口开设部位应立求对称,防止模具承受偏载而产生溢料现象。如(图一)所示,b) 的布置较之a)为合理。 1.7. 浇口位置与流动平衡(Flow Balance)的关系 就单型腔模具而言,熔胶波前于同一时间抵达型腔各末端,就叫做流动平衡。流动平衡的设计使得熔胶的压力、温度以及体积收缩率的分布比较均匀,塑件的质量较好。所以浇口位置的选择以是否达成流动平衡为准。 流动平衡与否,可以模拟充模的CAE进行确认。对浇口数目相同但是浇口位置不同的设计而言,能以最小的射压 (Injection Pressure)和锁模力(Clamp Force)充模的设计是流动最平衡的设计。
[1]Nancy Upton and William Petty:Venture capital in vestment and US family business,VENTURE CAPITAL,2000,vol.2,No.1,27 2]恩纳斯特·J·珀扎著,付彦等译.家族企业[M].中国人民大学出版社,2005,19. [3]韦前.我国今年有关家族企业与家族式管理问题的研究综述[J].学术研究,2001(2). [4]朱卫平.论企业家与家族企业[J].管理世界,2004(7):100~107. [5]陈灿.困境之谜[J].企业管理,2004(11):93. [6]陆兴发,吴宝林,翟德智.现代企业管理论[M].吉林大学出版社,2005.14. [7]熊毅.家族企业成长中的企业家特质变动与企业治理[J].中南财经政法大学学报,2004(6):117~121. [8]赵青竹.美国家族公司的五大成功因素[J].财会月刊(C财富),2004(6):17~18. [9]邵军,刘志远.管理层薪酬、多元化战略与公司价值[J].管理科学,2006(2):33~42. [10]陆兴发,王志刚.企业家的短视行为及其归因分析[J].企业研究,2006(8):70~71. [11]Jensen,M.C.and K.J.Murphy Performance pay and Topmanagement Incentives[J],Journal of Political Economy,XCV,1990:225~264 [12]陆兴发,翟勇洪.论家族企业的治理优势[J].中国民营科技与经济,2006(5):65~68. [13]余立智.家族企业的生成与变迁:一个契约观点[J].载陈凌主编.民营经济与中国家族企业成长.经济科学出版社,2006,33. [14]Littunen,H.,& Hyrsky,K.(2000).The early entrepreneurial stage in Finish family and non-family firms.Family Business Review,13(1):41~54. [15]Church,R.A.(1969).Kenricks in hardware:A family business,1791-1966.Newton Abbott:David & Charles. [16]Donckels,R.,& Frohlich,E.(1991).Are family businesses really different? European experiences from STRATOS.Family Business Review,4(2):149~160. [17]Sharma,P.(2003).Stakeholder mapping technique:toward the development of a family firm typology.Presented at the Academy of
几种常见参考文献的著录格式 一、专著 [序号]主要责任者.文献题名[文献类型标识].出版地:出版者,出版年.起止页码. [1]刘国钧,陈绍业,王凤翥.图书馆目录[M].北京:高等教育出版社,1957:15-18. 二、期刊文章 [序号]主要责任者.文献题名[J].刊名,年,卷(期):起止页码. [2]何龄修.读顾城《南明史》[J].中国史研究,1998(3):167-173. [3]金显贺.一种用于数字滤波技术[J].清华大学学报:自然科学版,1993,33(4):62-67. [4]刘超,卓馨,吴怡康,等.一种新的吲哚乙胺型夫碱的合成、表征及其晶体结构[J].宿州学学报,2012,27(5):62-67. 三、专著或文集中析出文献 [序号]析出文献作者.析出文献题名[M]//专著或文集作者.专著或文集名.出版地:出版者,出版年:起止页码. 四、学位论文 [序号]主要责任者.文献题名[文献类型标识].存放地:大学到系部,出版者,出版年:起止页码. [5]谢博.高校教师评价体系的研究[D].重庆:西南交通大学管理科学与工程学院,2010:42-45. 五、报纸文献
[序号]主要责任者.文献题名[文献类型标识].报纸名称,年-月-日(版序) [6]江山.文艺研究要百花齐放[N].文艺时报,2009-02-18(6) 六、标准文献 [序号]标准代号.标准名称[S].出版地:出版单位,出版年 [7] GB/T 2694-2010.输电线路铁塔制造技术条件[S].北京:中国电力出版社,20009 七、网络文献 [序号]作者名.作品名[EB/OL].[访问时间,00-00-00].网址
参考文献(即引文出处)的类型以单字母方式标识: M——专著,C——论文集,N——报纸文章,J——期刊文章,D——学位论文,R——报告,S——标准,P——专利; 对于不属于上述的文献类型,采用字母“Z”标识。 参考文献一律置于文末。其格式为: (一)专著 示例 [1] 张志建.严复思想研究[M]. 桂林:广西师范大学出版社,1989. [2] 马克思恩格斯全集:第1卷[M]. 北京:人民出版社,1956. [3] [英]蔼理士.性心理学[M]. 潘光旦译注.北京:商务印书馆,1997. (二)论文集 示例[1] 伍蠡甫.西方文论选[C]. 上海:上海译文出版社,1979. [2] 别林斯基.论俄国中篇小说和果戈里君的中篇小说[A]. 伍蠡甫.西方文论选:下册[C]. 上海:上海译文出版社,1979. 凡引专著的页码,加圆括号置于文中序号之后。 (三)报纸文章 示例[1] 李大伦.经济全球化的重要性[N]. 光明日报,1998-12-27,(3)(四)期刊文章 示例[1] 郭英德.元明文学史观散论[J]. 北京师范大学学报(社会科学
版),1995(3). (五)学位论文 示例[1] 刘伟.汉字不同视觉识别方式的理论和实证研究[D]. 北京:北京师范大学心理系,1998. (六)报告 示例[1] 白秀水,刘敢,任保平. 西安金融、人才、技术三大要素市场培育与发展研究[R]. 西安:陕西师范大学西北经济发展研究中心,1998. (七)、对论文正文中某一特定内容的进一步解释或补充说明性的注释,置于本页地脚,前面用圈码标识。 参考文献的类型 根据GB3469-83《文献类型与文献载体代码》规定,以单字母标识:M——专著(含古籍中的史、志论著) C——论文集 N——报纸文章 J——期刊文章 D——学位论文 R——研究报告 S——标准 P——专利 A——专著、论文集中的析出文献 Z——其他未说明的文献类型
压铸模设计总结 一.内浇口的尺寸设计 Ag = G/ρVgt Ag 内浇口的截面面积(mm2) G 通过内浇口的金属液质量(g) ρ液态金属的密度(cm3) Vg 内浇口处金属液的流动数度(m/s) t 型腔的充填时间(s) 液态合金的密度值 充填速度的推荐值 注意:当铸件的壁厚很薄却表面质量要求较高是,选用较大的值,对力学性能,如卡拉强度和致密度要求较高时学用较小值 充填时间推荐值 注意:型腔的充填时间铝合金取较大值,锌合金取中间值,镁合金取较小值 内浇口的厚度的经验数据
注意:内浇口的长短一般取2-3mm. 二.内浇口的设计原则 1. 进入型腔的金属液应先充填深腔难以排气的部位,后充填其他部位,并注意不要过早的封闭分形面,排气槽,便于内腔里的气体顺利排出。 2. 进入型腔的液体不要直接冲击型芯和型壁,减少动能的消耗,避免应冲击受腐蚀发生粘膜致使过早损坏。 3. 尽可能的采用单个浇口, 4. 形状复杂的薄壁零件应采用较薄的浇口,保证足够的充填速度,一般形状铸件,为保证静压力的传递作用,应采用较厚的内浇口,并设在铸件的厚处。 5. 内交口设置位置应使金属液充填压铸型腔各部分尺寸时,流程最短,流向改变少,减少充填过程中能量温度的降低三.横浇道的尺寸设计 Ar = (3-4)Ag(冷室压铸机) Ar = (2-3)Ag(热室压铸机) D = (5-8)T(卧式冷室压铸机) D = (8-10)T(立式冷室压铸机) D = (8-10)T(热室压铸机) W = Dtana + Ar/D Ag 内浇口的截面面积(mm2)
Ar 横浇道的截面面积(mm2) a 拖模斜度(10-15) T 内浇口的厚度(mm) D 横浇道深度(mm) r 圆角半径(2-3) W 横浇道的宽度(mm) 在确定横浇道的截面面积后,可根据下面的公式计算其的深度和宽度 D = C1 log(Ar) 1 W = C2 log(Ar) D 横浇道的深度或直径 W 横浇道的宽度 Ar 横浇道的截面面积 C1 C2 系数 (A) (B) (C) (D) (E) (F) A). C1 = 1.128 B). C1 = 0.922 C2 = 1.247 C). C1 = 0.678 C2 = 1.595
关于潜伏式浇口角度及尺寸 标准化构思20120105 -- 模厂技术部、精密一部 目前标准及精密部门模具设计时潜伏式浇口应用比例很高。潜伏式浇口在设计阶段其空间角度由设计师根据模具结构空间调整确定。潜伏式浇口小端直径及锥角也由设计师确定。在有生产部门沟通中发现,其相关尺寸如做标准化控制,上下模肉浇口夹具及浇口车床电极可以实现标准化,对模具开发周期、浇口制造精度及成本控制方面带来很大改善,具体建议及构思如下: 一.潜伏式浇口入水角度及分型面摆动角度的标准化: 目前模厂精密部门已有应对潜伏式浇口加工的专用上下模肉夹具(见图例一),但应用面不广。应用面不够广的原因有很多,但其中一个主要原因是目前精密部门模具设计人员在设计潜伏式浇口入水角度及分型面摆动角度时更多地是从模具制品外观要求及模具结构空间的可行性这两个因素考虑来设计浇口入水角度及分型面摆动角度,设计师从加工工艺提升方面考虑的不多。 β α 图例一:模肉浇口加工专用夹具案例图例二:潜伏式浇口设计结构图例如模具设计人员在设计潜伏式浇口时除产品和结构空间因素外,把模肉零件加工工艺性
也作为重点考虑因素,以上夹具应用的空间就会大很多,特别是在精密模具领域(模肉尺寸小分型面落差小,专用夹具应用空间大)。 我们假设精密模具部门根据潜伏式浇口入水角度及分型面摆动角度设计规律制定出标准化方案,例如:浇口如水角度约定30°、45°、60°三个标准角度,分型面摆动角度也约定30°、45°、60°三个标准角度,那么我们有9种夹具方案就可以实现大多数潜水浇口加工专用夹具方案的覆盖。 当然标准夹具并不可能覆盖所有潜伏式浇口设计的要求,一些特殊浇口案例不能应用标准夹具,但我们如果能实现70%~80%的潜伏式浇口模具设计符合标准夹具要求,那么我们就节约了很多加工时间浇口加工精度也可以得到保证。我们为什么不可以进一步深入探讨哪? 二.潜伏式浇口小端直径及圆锥角度的标准化: 除上述潜伏式浇口入水角度及分型面摆动角度的标准化设想外,我们在潜伏式浇口小端直径及圆锥角度的标准化这方面也可以做文章,以下是昨天在精密部门现场拍到的潜伏式浇口车床电极的照片(见图例三)。 潜伏式浇口小端直径及圆锥角度设计,如我们的设计人员也把模肉零件加工工艺性也作为重点考虑因素,例如:潜伏式浇口小端直径约定直径为1、1.5、2、2.5、3mm 等标准角度,圆锥角度也约定8°、10°、12°、15°等标准角度,那么我们的潜伏式浇口车床电极很大程度上可以实现标准化生产。那么生产部门车床电极的重复使用及加工成本等方面会得到很好的改善。 以上思考如与生产部门进一步细化落实形成工艺标准化方案, 对我们的制造工艺提升会有很 图例三:潜伏式浇口车床电极案例 图例四:潜伏式浇口设计结构图例 圆锥角:γ 小端直径: a
参考资料 1.本文讲解怎样处理鼠标消息。编程思路有很多种,本文只是提供一种思路,并非一定要照这么做。 通常写小游戏时,很多人会有一个主循环,类似这样: while(true) { 获取用户控制(); 进行游戏运算(); 绘制游戏内容(); Sleep(xx); } 当添加鼠标操作时,会这样写(错误代码): // 定义变量,保存鼠标消息 MouseMsg msg; // 游戏的主循环 while(true) { if (MouseHit()) // 当有鼠标消息的时候执行 { msg = GetMouseMsg(); // 获取鼠标消息 switch(msg.uMsg) // 根据不同的鼠标消息,执行不同的代码 {
case xxxx: 进行游戏运算(); break; case xxxx: 进行游戏运算(); break; } } 绘制游戏内容(); Sleep(xx); // 延时,降低 CPU 占用率 } 这个代码的问题是,由于Sleep 的存在,导致鼠标消息的产生速度,超过游戏处理的速度。比如有Sleep(20),那么主循环每秒钟最多循环50 次,也就最多处理50 次鼠标消息。但是鼠标移动时也会产生一系列的鼠标消息,这个速度远远超过每秒钟50 次,这就导致鼠标消息的缓冲区溢出,会导致每次处理得鼠标消息都是旧的,并且无法接收新的鼠标消息。 于是,有人在Sleep(xx) 之前,增加了函数FlushMouseMsgBuffer(),将多余的鼠标消息清空。很明显的,这样会造成另一个问题:鼠标消息丢失。产生的效果就是操作不灵敏,一些点击操作无效。因为鼠标移动的消息数量占大多数,点击操作占少数,清空的鼠标消息很可能包括点击操作,所以点击操作最受影响。 作为一种解决方案,可以考虑这么做: // 定义变量,保存鼠标消息 MouseMsg msg; // 游戏的主循环 while(true) { while (MouseHit()) // 当有鼠标消息的时候执行 { msg = GetMouseMsg(); // 获取鼠标消息
Chapter I Introduction I. Decide whether each of the following statements is True or False: 1. Linguistics is generally defined as the scientific study of language. 2.Linguistics studies particular language, not languages in general. 3. A scientific study of language is based on what the linguist thinks. 4. In the study of linguistics, hypotheses formed should be based on language facts and checked against the observed facts. 5. General linguistics is generally the study of language as a whole. 6. General linguistics, which relates itself to the research of other areas, studies the basic concepts, theories, descriptions, models and methods applicable in any linguistic study. 7. Phonetics is different from phonology in that the latter studies the combinations of the sounds to convey meaning in communication. 8. Morphology studies how words can be formed to produce meaningful sentences. 9. The study of the ways in which morphemes can be combined to form words is called morphology. 10. Syntax is different from morphology in that the former not only studies the morphemes, but also the combination of morphemes into words and words into sentences. 11. The study of meaning in language is known as semantics. 12. Both semantics and pragmatics study meanings. 13. Pragmatics is different from semantics in that pragmatics studies meaning not in isolation, but in context. 14.Social changes can often bring about language changes. 15. Sociolinguistics is the study of language in relation to society. 16. Modern linguistics is mostly prescriptive, but sometimes descriptive. 17. Modern linguistics is different from traditional grammar. 18. A diachronic study of language is the description of language at some point in time. 19 Modern linguistics regards the written language as primary, not the written language. 20. The distinction between competence and performance was proposed by F. de Saussure.
课程名称:压铸模具CAD/CAE综合训练 第15 单元(节),2学时,授课时间年月日,地点 项目/主题:压铸件浇注系统设计(2) 能力目标: 能根据产品成型需要设计合理的浇注系统 知识目标: 1、了解热压室、卧式冷压室铸模直浇道设计 2、掌握多型腔模横浇道的布局与设计要点 重点难点与解决方案: 重点:如何根据产品要求设计合理的浇注系统 难点:各种浇注系统的特点及应用 解决方案:根据实例讲解 教材、参考资料与媒体: 姜银方主编,《压铸工艺及模具设计》,化学工业出版社 练习图纸 PRT.练习文件 教学条件(环境): 多媒体 教学活动设计概要:(包括实施步骤、教学内容、方法手段、学生活动、时间分配、学习成果评价标准) 复习上节内容: 1.浇注系统的组成及分类 2.内浇口设计方法 3.内浇口尺寸计算的方法 一、项目引入方法手段:复习并分析项目 学生活动:思考、听讲时间分配:5分钟
本任务以摩托产品盖为载体(如图下图所示),训练学生合理设计浇注系统的能力 项目分析: 摩托产品盖模芯布局及浇系 统设计 材料: ADC12 生产批量:10万次 产品外形尺寸: 442X170X112 二、相关知识 1、直浇道设计 直浇道的结构与压铸机的类型有关,分为: 立式冷压室压铸机用直浇道 卧式冷压室压铸机用直浇道 热压室压铸机用直浇道 各种类型压铸机浇注系统的结构 1-直浇道; 2-横浇道;3-内浇道; 4-余料 1)立式冷压室压铸机用直浇道 立式冷压室压铸机用直浇道主要的组成: 压铸机上喷嘴 模具上的浇口套
镶块 分流锥 立式冷压室压铸机用直浇道 1—余料2—喷嘴3—浇道套 4—定模镶块5-分流锥 (1)直浇道的设计要点 根据内浇道截面积选择喷嘴导入口直径。 A、B、C各段均有脱模斜度,A段为1o30`,B段为1o30`~3o,C段的斜 度根据镶块厚度来确定,镶块厚斜度小,反之则大。 直浇道各段连接处的直径单边放大0.5~1.0mm。 由定模镶块与分流锥构成的环形通道截面积一般为喷嘴导入口的1.2倍左右。分流锥直径为: 式中:d2是直浇道底部环型截面处的外径(mm);d1是直浇道小端(喷嘴导入口)处直径(mm)。 直浇道与横浇道连接处要求圆滑过渡。 (2)浇口套设计要点 浇口套一般镶在定模座板上,采用浇口套可以节省模具钢和便于加工。 浇口套一个端面A与喷嘴端面相吻合,控制好配合间隙不允许金属液窜入接合面;浇口套的另一端面B与定模镶块相接,接触面上的镶块孔比浇口套孔大1-2mm。
两板式注塑模浇口和流道的优化设计作者:M.A.阿姆兰,M. 哈德斯雷,S.阿姆里,R. 艾木莎,A.哈桑,S.斯姆西,和K.沙希尔 马来西亚Teknikal大学制造工程学院 邮箱:mohdamran@https://www.doczj.com/doc/b512168826.html,.my 摘要 本文主要介绍了两板式注塑模浇口和流道的大小。此次研究以ECR 塑料产品中的上壳,下壳,支架三个产品作为研究对象,目的是找出浇口,流道的最佳尺寸和型腔的合理布局,并以最优布局消除因浇口和流道不合理产生的缺陷。这项研究使用了三种类型的软件:使用UG软件作为计算机辅助设计工具用来3D建模;使用犀牛软件后期处理工具设计浇口和流道;使用Moldex软件作为仿真工具来分析塑性流动。最终修改了一些两板式注塑模中浇注系统的大小和位置,来消除填充时缺料产生的空腔和熔接痕等问题。 关键词:计算机建模;流体分析;优化 PACS: 07.05Tp 1.介绍 注塑通常包括注射,补缩和冷却三个阶段。随着计算机在工程设计中的大量使用,仿真软件在模具制造行业中产生了重要的影响。目前,市场上这方面商用软件也越来越多地涌现出来[1]。ECR塑料产品的三部分使用相同的材料和颜色,但形状大小却各不相同。原本每一部分都需要独自的模具,此项研究中只需要一个一模多腔的模具便可完成。其难点在于型腔的位置、浇注系统的位置尺寸、以及冷却水道的位置[2]、[6]、[7]。Moldex软件就是用于分析塑性流动的仿真软件。 2.方法 本研究从设计通过UG软件对ECR产品进行3D建模,然后将建好的模型转移到犀牛软件上进行文件处理。在犀牛软件中对浇注系统如浇口,主流道,分流道,以及冷却水道和模架的设计。最后,使用从犀牛软件导出文件到Moldex软件。通过对注射、补缩、冷却、翘曲的分析 1
[1] 魏晓彤. 企业理财环境的研究[J]. 商场现代化. 2013(03) [3] 杨霞光. “后危机时代”企业理财环境问题探析[J]. 财会通讯. 2010(23) [4] 李丽君,张杰宏. 优化企业理财环境应对市场挑战[J]. 辽宁教育行政学院学报. 2009(08) [5] 王晨. 绿色会计在我国能源行业的应用研究[J]. 全国商情(经济理论研究). 2016(08) [13]贾书梅,宋天和. 低碳经济与企业战略转型[J]. 企业研究,2010年1 [14]郭海芳.低碳经济对企业理财环境的影响及对策[J].会计之友,2010(3) [6]梁浩.低碳经济对我国企业财务的影响[J]. 财会研究,2010,(15):47-49 [1] 谢晓峰. “低碳经济”对我国企业环境会计的影响和意义[J]. 会计师. 2010(02) [2] 宋雅杰. 我国发展低碳经济的途径、模式与政策选择[J]. 特区经济. 2010(04) [3] 纪玉山,纪明. 低碳经济的发展趋势及中国的对策研究[J]. 社会科学辑刊. 2010(02) [8] 徐梅梅,谢燕燕. 低碳经济下高能耗行业绿色财务管理探讨[J]. 会计之友. 2011(34) 姜晓旭,初凤荣.低碳经济对企业理财环境的影响研究[j].商场现代化,2016,(18):98-99 黎富兵.低碳经济下的企业环境成本控制的研究[j].中国注册会计师,2014,(15):150-151 鞠成晓,肖文峰.低碳经济环境下企业财务管理战略探究[j]. 南昌大学学报(人文社会科学版),2014,(01):66-67 韩越.低碳经济背景下的企业财务管理探析[j].会计之友,2013,(30):202 瞿凤云.低碳经济视角下的低碳会计思考[j].商业会计,2013,(17):131-132
参考文献著录格式标准规范 参考文献应引作者亲自阅过的近年的主要文献,一般文章不超过5篇,评述、综述性文章不超过20篇。未公开发表的资料请勿引用,但可作脚注处理。参考文献列于文后,正文中也须用上角标标出引用文献的序号。参考文献用“顺序编码制”,即各篇文献按其在正文中的标注序号依次列出。参考文献条目著录:个人著者采用姓在前,名在后的著录格式。作者3人以下全部著录,4人以上只著录前3人,之间加“,”,后加“等” 或“etal”。 1.参考文献类型及标识 2.文后参考文献编排格式 (1)专著、论文集、学位论文、报告 [序号]作者.文献题名[文献类型标识] .出版地:出版者.出版年,起止页码(任选). 范例:[1]杨浩滨.食品微生物学[M].北京:北京农业大学出版社,1995,28-30. (2) 期刊文章 [序号]主要责任者.文献题名[J].刊名,年,卷(期):起止页码. 范例:[5]肖凯军.大豆分离蛋白的酶法改性[J]. 食品科学,1995,
16(9):30-34. 范例:[7]OUJP,YOSHIDA O,SOONGT, etal. Recent advance in research on applications energy dissipation systems[J]. Earthquake Eng , 1997,38(3): 358-361. (3) 论文集 [序号]作者.文献题名[A].编者.论文题名[C].出版地:出版者,出版年,起止页码. 范例:[8]瞿秋白.现代文明的问题与社会主义[A] .罗荣渠.从西化到现代化[C].北京:北京大学出版社,1990,121-133. (4) 报纸文章 [序号]作者.文献题名[N].报纸名,出版日期(版次). 范例:[10] 胡鞍钢. 中国能够实现粮食自给目标[N].联合早报,1994,10. (5) 国际、国家标准 [序号]标准编号,标准名称[S]. 范例:[11]GB/T 16159-1996 ,汉语拼音正词法基本规则[S]. (6) 专利 [序号]专利所有者.专利题名[P].专利国别:专利号,出版日期. 范例:[12]姜锡洲. 一种温热外敷药制备方案[P].中国专利:881056073,1989,07,26. (7) 电子文献 [序号]作者.电子文献题名[电子文献及载体类型标名].电子文献的
注塑模具浇口型式及选择 塑料模具的浇口是指连接分流道和性强之间的一段细短流道,是树脂注入型腔的入口。在模具中浇口的形状、数量和尺寸和位置等会对塑料件的质量产生很大影响。所以浇口的选择是塑料模具设计的关键点之一,下面通过几个方面对于浇口进行介绍。 一、浇口的主要作用有: 1、型腔充满后,熔体在浇口处首先凝结,防止其倒流。 2、易于切除浇口尾料。 3、对于多腔模具,用以控制熔接痕的位置。 二、浇口的型式 浇口一般分为非限制性浇口和限制性浇口两种型式。限制性浇口又分为侧浇口、点浇口和盘环形浇口等3个系列。 2.1非限制性浇口。 非限制性浇口又叫直浇口(如图1所示)。其特点是塑料熔体直接流入型腔,压力损失小进料速度快成型较容易,对各种塑料都适用。具有传递压力好,保压补缩作用强,模具结构简单紧凑,制造方便等优点。但去除浇口困难,浇口痕迹明显;浇口附近热量集中冷凝迟缓容易产生较大的内应力,也易于产生缩坑或表面凹缩。适用于大型塑件、厚壁塑件等。 图1直浇口型式
2.2限制浇口。 型腔与分流道之间采用一端距离很短、截面很小的通道相连接,此通道称为限制性浇口,它对浇口的厚度及快速凝固等可以进行限制。限制浇口的主要类型有: 2.2.1 点浇口。 点浇口是一种截面尺寸特小的圆形浇口(如图2所示)。点浇口的特点有:1、浇口位置限制小;2、去除浇口后残留痕迹小,不影响塑件外观;3、开模时浇口可自动拉断,有利于自动化操作;4、浇口附件补料造成的应力小。缺点是:1、压力损失大,模具必须采用三板模结构,模具结构复杂,并且要有顺序分模机构,也可应用于无流道的两板模具结构。 图2 点浇口的型式 2.2.2潜伏式浇口。 潜伏式浇口是由点浇口演变而来,其分流道开设在分型面上,浇口潜入分型面下面,沿斜向进入型腔,潜伏式浇口除了具有点浇口的特点外,其进料浇口一般都在塑件的内表面或侧面隐蔽处,因此不影响塑件外观,塑件和流道分别设置推出机构,开模时浇口即被自动切断,流道凝料自动脱落。 图3 外侧潜伏式浇口
“宏观经济学”课程学习参考书目 ·马克思.资本论.第一卷、第二卷、第三卷.北京:人民出版社,1975 ·马克思.剩余价值理论.第一卷、第二卷、第三卷.北京:人民出版社,1976 ·马克思恩格斯全集.第46卷.北京:人民出版社,1980 ·马克思.政治经济学批判.北京:人民出版社,1957 ·狄拉德.凯恩斯经济学.上海:人民出版社,1963 ·多恩布什、费希尔、斯塔兹.宏观经济学(第七版).119~120页.北京:中国人民大学出版社,2000 ·多恩布什、费希尔.宏观经济学.北京:中国人民大学出版社,1997 ·弗里德曼.货币数量理论的重新表述.载弗里德曼文萃.北京:北京经济学院出版社,1991 ·[英]凯恩斯.就业、利息和货币通论(重译本).北京:商务印书馆,1999 ·凯斯、费尔.经济学原理.中国人民大学出版社,1994 ·曼昆.宏观经济学(第四版).北京:中国人民大学出版社,2000 ·琼斯.经济增长导论.北京:北京大学出版社,2002 ·[英]罗宾逊.马克思、马歇尔和凯恩斯.北京:商务印书馆,1963 ·萨缪尔森、诺德豪斯.经济学(第十七版).北京:人民邮电出版社,2004 ·斯蒂格利茨.经济学.北京:中国人民大学出版社,1997 ·吴汉洪.西方寡头市场理论与中国市场竞争立法.北京:经济科学出版社,1998 ·参考消息.1995-10-12 ·中共中央关于经济体制改革的决定.北京:人民出版社,1984 ·Achibald and Lipsey.Mathmatic Economics.New Y ork:Harper Row Publishers.(阿契鲍尔德、李普赛.数理经济学引论.纽约:哈珀与罗公司,1976) ·Akerlof.The market for lemons:Quality Uncertainty and market mechanism.Quarterly Journal of Economics 89(阿克洛夫.“柠檬”市场:质量的不确定和市场机制.载经济学季刊.第89卷) ·American Economic Association.Readings in Price Theory.Chicago:Irwin Inc,1952(美国经济学会.价格理论论文集.芝加哥:伊尔文公司,1952) ·Asimakopolous.Microeconomics.Oxford University Press,1978(阿西玛珈普罗斯.微观经济学.牛津:牛津大学出版社,1978) ·Boskin.Economics and Human Welfare.New Y ork:Academic Press,1979(鲍斯金编.经济学与人类福利.纽约:学术出版社,1979) ·Baumol and Blinder.Economics—Principles and Policy.Seventh Ed.,New Y ork:Dryden Press,1997(鲍莫尔,布兰德.经济学——原理与政策.7版.纽约:德里顿出版社,1997)·Bell and Kristal.The Crisis in Economic Theory.New Y ork:Basic books publishers,1981(拜尔,克里斯多尔.经济理论的危机.纽约:基本书籍出版社,1981)·Blanchard.Macroeconomics.London:Prentice Hall Inc.2000(布兰查德.宏观经济学.第二版.伦敦:普伦蒂斯—霍尔公司,2000) ·Blatt.How Economists Misuse Mathmatics.Eichner.Why economics Is Not Y et a Science.N Y.,Sharpe Inc.,1983(布赖特.经济学者如何误用数学.载埃克纳编.为什么经济学还不是科学.纽约:夏普公司,1983) ·Blaug.The Combridge Revolution—Success or Failure.London:Institute of Public Affair,
参考文献 [1]Institute of Internal Auditors.The International standards for the Professional Practices of internal auditing Framework[Z],2001. [2]The Committee of Sponsoring Organizations of The National Commission of Fraudulent Financial Reporting[R],1992. [3]Jayanthi Krishnan.Audit Committee Quality financial expertise and Internal Control:An Empirical Analysis[J].The Accounting Review,2005,(2):649-675. [4]Goh,Beng Wee and Li,Dan.Internal Controls and Conditional Conservatism[J].Accounting Review,2011,86(3):27-33. [5]Institute of Internal Auditor.Recommendations for Improving Corporate Governance[Z],2002. [6]Cramling,Audrey A.,Mario J.Maletta,Arnold Schneider,and BryanK.Church.The role of the internal auditfunction incorporate governance:asyn the sisofthe extantinternal auditing literatureand directions for futurere search[J].Journal ofAccounting Literature,2004,(23):194-244. [7]Bailey,Andrew D.,Audrey A.Gramling,Sridhar Ramamoorti.Research Opportunities in Internet Auditing[M].2005:6-11 [8]Kim,J.,B.Y.Song,and L.Zhang.Internal Control Weakness and Bank Loan Contracting: Evidence from SOX Sec-tion404Disclosures[J].The Accounting Review,2011,86(4): 1157-1188. [9]Bargeron,L.L.,K.M.Lehn,and C.J.Zutter.Sarbane-Oxley and Corporate Risk-Taking[J]. Journal of Account-ing and Economics,2010,49(2):34-52. [10]中国内部审计协会.中国内部审计准则[Z].北京:中国石化出版社,2013:8-26. [11]财政部,证监会,审计署,银监会,保监会.企业内部控制基本规范[Z].上海:立信会计出版社,2008:5-22. [12]财政部,证监会,审计署,银监会,保监会.企业内部控制配套指引[Z].上海:上海财经大学出版社,2010:4-15. [13]张颖,郑洪涛.我国企业内部控制有效性及其影响因素的调查与分析[J].审计研究,2010,(1):75-81. [14]李健飞.我国企业内部控制评价研究-基于内部审计视角[M].北京:经济科学出版 社,2011:35-43. [15]杨洁.基于PDCA循环的内部控制有效性研究[J].会计研究,2011,(4):82-87. [16]郑伟,徐萌萌,戚广武.内部审计质量与控制活动有效性研究[J].审计研 究,2014,(6):100-107. [17]王兵,张丽琴.内部审计特征与内部控制质量研究[J].南京审计学院学报 [J],2015,(1):76-84. [18]王鲁平,杨诗雯,段兴民.内部审计与内部控制的关系研究[J].会计之友,2014,(24): 91-99. [19]周小燕,罗绍德.我国企业内部控制评价指标体系研究[J].中国内部审 计,2013,(7):24-28. [20]高文进,刘介星.基于价值增值视角的内部审计功能研究[J].中国财经政法大学 学,2011,(4):124-128. [21]李奕淑.公司治理与内部审计的关系探析[J].中国集体经济,2013,(3):15-15.
几种类型的冒口设计 1.1.冒口类型的选择 1.2.普通冒口设计方法 以下摘自《西班牙汽车铸铁件浇冒口系统的设计及其特点》 1.2.1.缩管法
1.2.2.缩管法冒口设计程序 1.2.2.1.考虑铸件材质和重量 1.2.2.2.找出关键几何热节,按下表计算热节处模数W(有文献标为“Ms”,称为有效模数,不散热面不能计入。)Mr = km x Ms Ms 是铸件的关键模数, Mr 是补缩冒口的模数,km 是常数,灰铸铁与球铁不一样。? 亚共晶灰铸铁为0.6-1.0;? 球墨铸铁为0.8-1.1;? 可锻铸铁为1.2-1.4;? 钢为1.2-1.4;? 铜合金为1.2-1.4;? 铝合金为0.8-1.1。 1.2.2.3.通过W值计算出冒口补缩距离Ld=0.32W2(mm),又有补缩距离最大为10Mn(冒口颈模数) 1.2.2.4.冒口的计算 z Dp的计算和Hp的预定,Dp=85(Cw/Hp)1/2(mm)。一般Hp/ Dp=2~2.5 Cw—需冒口补缩的铸件重量之和(Kg),假想缩管重量Q=0.04 Cw(Kg)。 z冒口顶端直径1.1Dp≥直浇道下端直径 z冒口颈高宽比 0.75W:1.25W=1:1.67 z冒口颈长度 18mm,并愈短愈好。 以下摘自《DUCTILE IRON-The essentials of gating-中文版》,适用于球铁。 1.3.控制压力冒口 当铸型强度不够且铸件的模数远大于0.16 英寸(4mm)时,运用控制压力冒口。 大部分的湿型砂和覆膜砂选用该种方法。 1.3.1.控制压力冒口设计步骤: 1.3.1.1.标准冒口形状见下图67 1.3.1. 2.确定铸件特征(关键)模数Ms(上文为“W”)
塑料制品设计原则 一、尺寸,精度及表面精粗糙度 〈一〉尺寸 尺寸主要满足使用要求及安装要求,同时要考虑模具的加工制造,设备的性能,还要考虑塑料的流动性。 〈二〉精度 影响因素很多,有模具制造精度,塑料的成份和工艺条件等。 〈三〉表面粗糙度 由模具表面的粗糙度决定,故一般模具表面粗糙比制品要低一级,模具表面要进引研磨抛光,透过制品要求模具型腔与型芯的表面光洁度要一致 Ra 〈 0.2 um 塑件圈上无公差要求的仍由尺寸,一般采用标准中的8 级,对孔类尺寸可以标正公差,而轴类各件尺寸可以标负出差。中心距尺寸可以棕正负公差,配合部分尺寸要高于非配合部分尺寸。 二、脱模斜度 由于塑件在模腔内产生冷却收缩现象,使塑件紧抱模腔中的型芯和型腔中的凸出部分,使塑件取出困难,强行取出会导至塑件表面擦分,拉毛,为了方便脱模,塑件设计时必须考虑与脱模(及轴芯)方向平行的内、外表面,设计足够的脱模斜度,一般1°——1°30`。 一般型芯斜度要比型腔大,型芯长度及型腔深度越大,则斜度不减小。三、壁厚 根据塑件使用要求(强度,刚度)和制品结构特点及模具成型工艺的要求而定:壁厚太小,强度及刚度不足,塑料填充困难;壁厚太大,增加冷却时间,降低生产率,产生气泡,缩孔等。 要求壁厚尽可能均匀一致,否则由于冷却和固化速度不一样易产生内应力,引起塑件的变形及开裂。 四、加强筋 设计原则: 〈一〉中间加强筋要低于外壁 0.5 mm 以上,使支承面易于平直。
〈二〉应避免或减小塑料的局部聚积。 〈三〉筋的排例要顺着在型腔内的流动方向。 五、支承面 塑件一般不以整个平面作为支承面,而取而代之以边框,底脚作支承面。 六、圆角 要求塑件防有转角处都要以圆角(圆弧)过渡,因尖角容易应力集中。 塑件有圆角,有利于塑料的流动充模及塑件的顶出,塑件的外观好,有利于模具的强度及寿命。 七、孔(槽) 塑件的孔三种成型加工方法: (1)模型直接模塑出来。 (2)模塑成盲孔再钻孔通。 (3)塑件成型后再钻孔。先模塑出浅孔好。 1、模塑通孔要求孔径比(长度与孔径比)要小些,当孔径〈1.5MM,由于模芯易弯曲折断,不适于模塑模塑型芯的三种方式。 2、肓孔的深度:h 〈(3—5)d d〈 1.5时, h 〈 3d 3、异形孔(槽)设计 塑件如有侧孔或凹槽,则需要活动块或抽芯机构"平行射成原则"确定塑件侧孔(槽)是否适合于脱模。 热塑性塑料中软而有弹性的,如聚乙烯,聚丙烯,聚甲醛导制品,内孔与外像浅的可强制脱模。 八、螺纹 塑件中的螺纹可用模塑成型出来,或切削方法获得通常折装或受力大的,要采用 金属螺纹嵌件来成型。 九、嵌件 为了增加塑料制品整体或某一部位的强度与刚度,满足使用的要求,常在塑件体内设置金属嵌件。