总体制造工艺设计流程及整体结构分析
5.1总体制造工艺设计
处理——气割——打磨——喷丸——气割——打磨——探伤——号料——气割——焊接——立车——镗——气割——打磨——探伤——装配——焊接——热处理——打磨——探伤
5.2.整体结构分析
5.2.1 锁斗锥体成型
材质:16MnR锁斗锥体制造难点在于如何保证锥体大小端面的平行度和上下端面的同心度。锁斗锥体由3瓣压制组成,下料按锥体展开放样划下料线,每边留20mm余量,压制时由于没有合适的模具,不能一次压制成型。如果当时现提工装模具,一是耽误周期,再者也增加了制造成本。根据实际情况,工艺果断采取用现有模具通过水压机逐步压制,使其达到设计尺寸要求。压制时采用平面样板检验上下口尺寸以及轮廓处的R,保证样板与单片锥体间的间隙在1 mm左右,压制成型后,用1:1的立体样板进行实际测量,根据测量情况,用水压机对不符合尺寸要求的部为进行校正,然后根据立体样板的尺寸划出余量线,气割取出余量线后,再用立体样板进行精整型直至达到设计要求。
5.2.2 锁斗的整体检验
由于锁斗的形状不规则,许多关键尺寸为空间尺寸,给装配后的测量带来很大困难。利用机加中心的数显功能进行测量,方便、快捷、准确,解决了整体测量的难题。经测量,锁斗的整体尺寸完全符合图纸要求,均在公差范围内。
6.锥体制造工艺的设计
6.1 锥体制造工艺简明流程图
材检——喷丸——探伤——号料——气割——刨坡口——坡口探伤——热压形——组对焊接——热处理——校圆——气割——打磨——探伤——堆焊过渡层——正火加回火——立车——炉外消氢——打磨——探伤
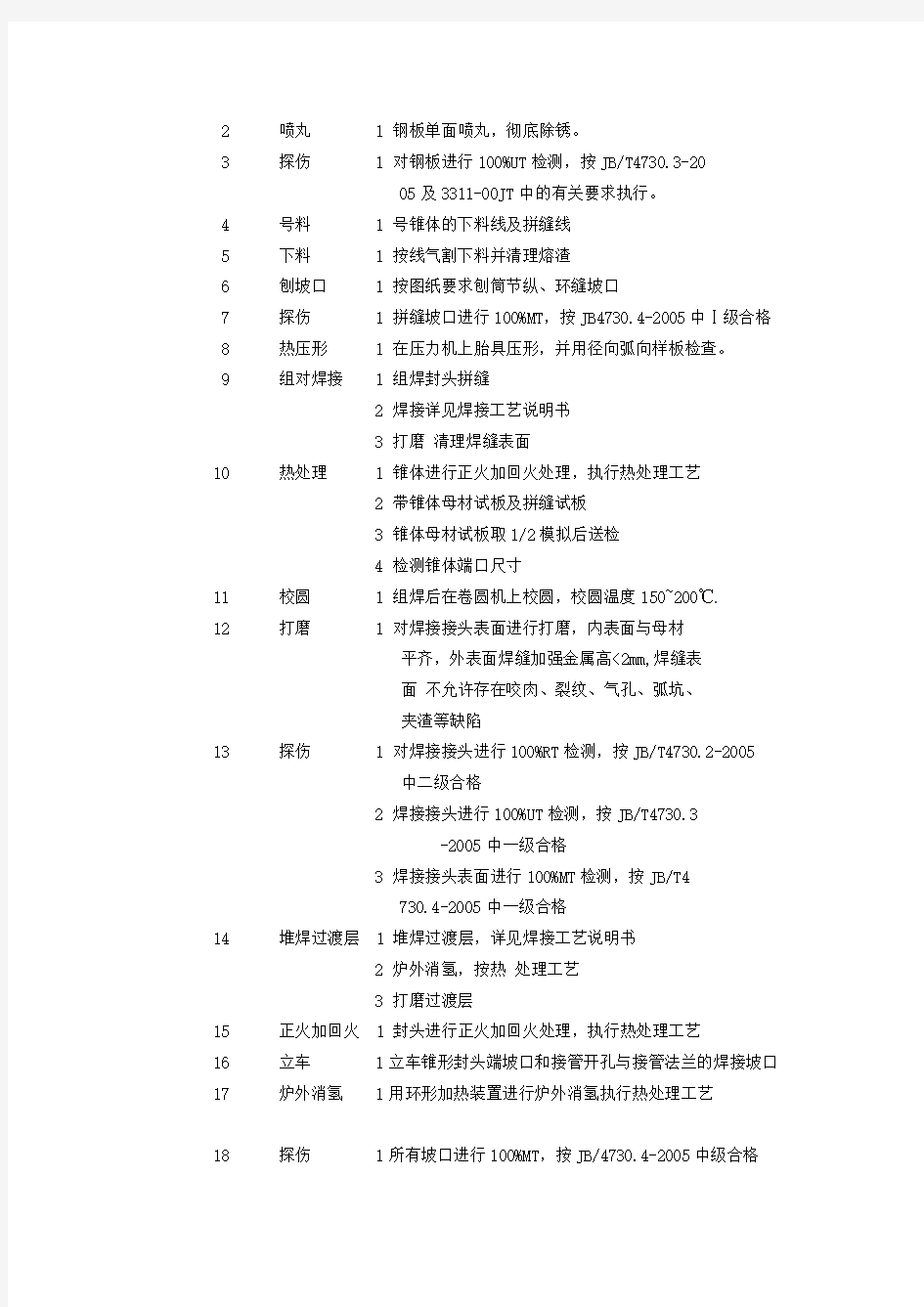
6.2 锁斗锥体制造工艺过程卡片
工序号工序名称工艺要求及工序图
1 材检 1 钢板除应符合GB6654《压力容器用钢板》
的有关规定外,尚应符合3311-00JT中的有
关要求
2 质证齐全、标记清楚。
2 喷丸 1 钢板单面喷丸,彻底除锈。
3 探伤 1 对钢板进行100%UT检测,按JB/T4730.3-20
05及3311-00JT中的有关要求执行。
4 号料 1 号锥体的下料线及拼缝线
5 下料 1 按线气割下料并清理熔渣
6 刨坡口 1 按图纸要求刨筒节纵、环缝坡口
7 探伤 1 拼缝坡口进行100%MT,按JB4730.4-2005中Ⅰ级合格
8 热压形 1 在压力机上胎具压形,并用径向弧向样板检查。
9 组对焊接 1 组焊封头拼缝
2 焊接详见焊接工艺说明书
3 打磨清理焊缝表面
10 热处理 1 锥体进行正火加回火处理,执行热处理工艺
2 带锥体母材试板及拼缝试板
3 锥体母材试板取1/2模拟后送检
4 检测锥体端口尺寸
11 校圆 1 组焊后在卷圆机上校圆,校圆温度150~200℃.
12 打磨 1 对焊接接头表面进行打磨,内表面与母材
平齐,外表面焊缝加强金属高<2mm,焊缝表
面不允许存在咬肉、裂纹、气孔、弧坑、
夹渣等缺陷
13 探伤 1 对焊接接头进行100%RT检测,按JB/T4730.2-2005
中二级合格
2 焊接接头进行100%UT检测,按JB/T4730.3
-2005中一级合格
3 焊接接头表面进行100%MT检测,按JB/T4
730.4-2005中一级合格
14 堆焊过渡层 1 堆焊过渡层,详见焊接工艺说明书
2 炉外消氢,按热处理工艺
3 打磨过渡层
15 正火加回火 1 封头进行正火加回火处理,执行热处理工艺
16 立车 1立车锥形封头端坡口和接管开孔与接管法兰的焊接坡口
17 炉外消氢 1用环形加热装置进行炉外消氢执行热处理工艺
18 探伤 1所有坡口进行100%MT,按JB/4730.4-2005中级合格
6.3 锥体工艺设计
6.3.1选材
(1)压力容器的选材原理
a.具有足够的强度,塑性,韧性和稳定性。
b.具有良好的冷热加工性和焊接性能。
c.在有腐蚀性介质的设备必须有良好的耐蚀性和抗氢性。
d.在高温状态使用的设备要有良好的热稳定性。
e.在低温状态下使用的设备要考虑有良好的韧性。
(2)锥体选材
压力容器材料的种类:1.碳钢,低合金钢;2.不锈钢;3.特殊材料:①复合材料(16MnR+316L);②刚镍合金;③超级双向不锈钢;④哈氏合金(NiMo:78% 20%合金)常用材料:常用复合材料:16MnR+0Gr18Ni9,A:按形状分:钢板、棒料、管状、铸件、锻件B:按成分分:碳素钢:20号钢 20R Q235;低合金钢:16MnR、16MnDR、09MnNiDR、15CrMoR、16Mn锻件、20MnMo锻件;高合金钢:0Cr13、0Cr18Ni9、0Cr18Ni10Ti锁斗是煤气化装置重要设备之一,主要起储存和排放炉渣的作用,是一台承受循环载荷的压力容器。按其载荷性质设备遵循压力容器应力分析设计规范进行设计和制造,该设备分析设计采用国家标准,材料宜采用16MnR。锁斗内的工作介质为气化炉渣/黑水,含有硫化氢,氯离子,硫酸根离等腐蚀性介质,锁斗循环水中的氯离子浓度确实最高,这股水应该与激冷室黑水洗涤塔黑水的水质差不多,因此具有强腐蚀性,因此需要在锁斗内堆焊6mm厚的不锈钢材料以满足防腐蚀要求,因此国内采用低合金钢锻件16MnR。
6.3.2材检
6.3.2.1化学成分分析
(1)化学成分如下表所示(查表6-1 16Mn专业用钢的化学成分/% 【Ⅰ】)
表6-1 钢的化学成分
钢
号
C Si Mn P S
1 6MnR
<
0.2
0.20~0
.60
1.2
0~1.60
<=
0.035
<=
0.035
化学成分:钒V:0.02%~0.15% ;铌Nb:0.015%~0.060% 钛Ti:0.02%~0.20% 物理性质:综合力学性能好,焊接性、冷、热加工性能和耐蚀性能均好,C、D、E级钢具有良好的低温韧性。
6.3.2.2力学性能和工艺性能
(查表6-2 16Mn专业用钢的力学性能【Ⅰ】)℃
钢号
板厚/mm 状态
σs / Mpa
σb/ Mpa
δ
5/%
弯曲 180度
温度/℃
冲击功Akv/J
时效冲击
16MnR 60~110 热轧或热处理
>=265 450-590 >=18 d=3a 室温 >=27
横向
----
6.3.2.3试验温度 试验温度如表6-3
牌号
钢板厚度
mm
200℃
250℃
300℃
350℃
400℃
450℃
500℃
16MnR 高温规定的残余应力Map
>60~100
2
25
2
05
1
85
1
75
1
65
1
55
6.3.2.4室温弯曲试验:d=3a,弯曲180℃,无裂纹。 6.3.3 封头的强度计算
因为该锥体封头主要受内压作用,所以采用封头厚度按内压计算公式 查表知 16MnR 许用应力知[σ]t=185Mpa
查钢制压力容器焊接接头系数表,采用双面焊对接接头和相当于双面焊的对接接头,焊接接头系数:φ=1
封头为标准锥形形封头,计算公式为:
K=(2[σ]t
+p)/(2[σ]t
-p) =(2x185+4.8)/(2x185-4.8)=1.03
厚度=K PcDi/(2[σ]t
φ-0.5pc)
=1.03×4.8×2000/(2×185×1-0.5×4.8)=26.9mm
腐蚀余量:C 2=5mm
设计厚度:δd=δ+C2=26.9+5=31.9mm ,因为锥体封头的厚度为90mm ,大于31.9mm ,所以容器在该厚度的条件合格。 6.3.4展开计算和划线
6.3.4.1. 带折边椎体的展开计算
从理论上讲带折边锥形封头属于不可展开的零件,但生产中需要展开,则可假设板材的中性层处弧长在成形前后相等(等弧长法),以进行展开计算。
计算过程如下:
表6-2 钢的力学性能
表6-3 试验温度
折边锥形封头大端中性层直径Dm=Dg+δ=3600+90=3690mm
小端中性层直径dm=dg+δ=400+90=490mm
图6-1 锥形封头展开
折边中性层半径r m=510+δ/2=510+45=555mm
直边高度h=50mm
锥顶角β=60°
展开角α=360°sin(β/2)=360°sin30°=180°
展开的小弧长半径r′=(dm/2)/sin30°=dm=490mm
利用等弧长法求展开后大展开半径R,展开后中性层处半径等于展开前中性层处弧长R=0.707Dm+0.371rm+h=0.707×3690+0.371×550+50=2862mm
其展开后的图形如下图6-1所示:
6.3.4.2.号料
按锥体封头展开尺寸分四等分,并在扇形直边和高度方向各留50mm单边余量。平分的四瓣片冲压后,再组焊成形。
工程上把零件展开图画在板料上的过程,该过程中主要注意两个方面的问题:全面考虑各道工序的加工余量;考虑划线的技术要求。
a.加工余量
加工余量主要包括变形余量,机加工余量,切割余量,焊焊接工艺余量等。由于实际加工制造方法,设备,工艺过程等内容不尽相同,因此加工余量的最后确定是比较复杂的,要根据实际情况来确定。
边缘加工余量包括焊接坡口余量,主要考虑内容为机加工(切屑加工)余量和热加工切割余量。焊接坡口余量主要考虑坡口间隙,坡口间隙的大小主要有破口形式,焊接工艺,焊接方法等因素来确定。焊缝的收缩量,弯曲变形量等受多种因素影响,在划线时若能准确的考虑由于焊接变形所产生的各种焊接余量是十分困难的,因此查表6-4取近似值。
表6-4 加工余量表
焊缝收缩量对接接头双边焊,3~4㎜
焊缝坡口间隙单U型坡口,2~3㎜
边缘机加工双边余量根据加工长度,查表10㎜
切割余量钢板切割加工,查表14㎜
划线公差保证产品符合国家制造标准,取1㎜
展开尺寸2862㎜
b.划线技术要求
实际用料线尺寸=展开尺寸+焊缝收缩量-焊缝坡口间隙+边缘加工余量
=2862+3-3+10=2872㎜
切割下料线尺寸=实际用料尺寸+切割余量+划线公差
=2862+14+1= 2877㎜。
c.合理排料
(1)充分利用原材料,边角余料,使材料利用率达到90%以上。
(2)零件排料要考虑到切割方便、可行。例如,剪板机下料必须是贯通的直线等。
(3)排料必须符合国家标准规定,充分利用原材料。
d.打标记
划线完成后,为保证加工尺寸精度及防止下料尺寸模糊不清等,在切割线、刨边线、开孔中心及装配线等处均匀打上冲眼,用油漆标明标号、产品工号和材料标记移植等,以指导切割,成型,组焊等后续工序的进行。
6.3.5 下料
下料的加工方法分析及选用
常用的切割方法有机械切割、氧气切割和等离子切割。
机械切割操作简单,成本低,但其生产效率低,切口精度差,而且不适合用于切割太厚、形状较复杂的钢板,它只适用于切割矩形或棒料。
等离子切割机的特点是切割速度快、切缝狭窄、切口平整、热影响区小、工件变形度低、操作简单,并且具有显著的节能效果。它是用于任何材料的切割,但是它的成本太高。
气割是用可燃气体与氧气混合燃烧的预热火焰,将金属加热到燃烧点,并在氧气射流中剧烈燃烧而将金属分开的加工方法。可燃气体与氧气的混合及切割氧的喷射是利用割炬来完成的。气割所用的可燃气体主要是乙炔、液化石油气和氢气等。氧炔焰气割过程是:预热一燃烧一吹渣。并不是所有金属都能被气割,只有符合下列条件的金属才能被气割:
(1)金属能同氧剧烈反应,并放出足够的热量。
(2)金属导热性不应太高。
(3)金属燃烧点要低于它的熔点。
(4)金属氧化物的熔点要低于金属本身的熔点。
(5)生成的氧化物应该易于流动。
与机械切割相比较,气割的最大优点是设备简单操作灵活、方便,适应性强,它可以在任意位置,任何方向切割任意形状和任意厚度的工件,生产效率高、切口质量也相当好,有些焊接坡口可一次直接用切割方法切割出来,切割后直接进行焊接。气体火焰切割的精度和效率大幅度提高,依据以上分析,椎体封头采用气割下料,预热≥200℃,切割后进行边缘加工,去除毛刺及硬化层等。
6.3.6热压形
在压力机上胎具压形,并用径向弧向样板检查。压制时采用平面样板检验上下口尺寸以及轮廓处的R,保证样板与单片锥体间的间隙在1 mm左右,压制成型后,用1:1的立体样板进行实际测量,根据测量情况,用水压机对不符合尺寸要求的部为进行校正,然后根据立体样板的尺寸划出余量线,气割取出余量线后,再用立体样板进行精整型直至达到设计要求。
图6-2热冲压加热示意图
板坯加热和热处理:
如图6-2,该材料最佳热冲压温度为920——950℃,温度低于920℃要停止冲压,否则容易引起材料的脆化。
热冲压后,封头要进行正火+回火处理,焊接试板﹑母材试板同炉热处理。
检查内容是:测厚δ≥60;
拼接焊缝:100%RT,JB/T4730-2005Ⅱ级; 100%UT,JB/T4730-2005 I级;封头外表面及焊缝100%MT, JB/T4730-2005 I级
母材试板检验(化学成分和力学性能检验);
焊接试板检查(保留一半,待整体热处理后再检查),按JB4744-2000进行常温拉伸试验、高温拉伸试验、冷弯试验、热影响区的硬度值HB≥240。
对于有缺陷的位置要进行修复,修复完成之后要再进行X-射线检测。
7.焊接工艺
7.1 焊接方法的选择
(1)手工电弧焊,手工电弧焊适合于各种不规则形状,各种焊接位置的焊接。手弧焊是主要根据焊件厚度,破口形式,焊缝位置等选择焊接工艺参数。在保证焊接质量的前提下,应尽可能采用大直径焊条和大电流焊接,以提高生产效率。
(2)16Mn自动焊方法是埋弧自动焊,电渣焊,CO2气体保护焊等。埋弧自动焊由于具有熔敷率高,大溶深以及机械自动化操作的优点,适合于大型焊接结构的制造,广泛应用,多用于平焊和平角焊位置,电渣焊焊缝及热影响区过热,晶粒粗化,焊后要进行热处理。
焊接基本金属为低合金钢16MnR,锥体规格φ3600×90 mm,所要求的焊工资格代号SAW-1G(K)-07/09,焊接方法为埋弧自动焊,焊接姿势为平焊,焊丝直径为4.0mm,焊接电流:正:700~720,反:720~740,焊接电压:36-38V;焊接速度:0.6cm/s;焊接顺序:先正焊,在反焊;焊接材料为E50(点焊),焊丝牌号H08MnA,焊剂SJ507.
7.2 焊缝坡口的选择
(1)首选机械加工坡口。
(2)采用热切割坡口,切割前后将割口边缘100mm预热150摄氏度以上,热切割后边缘应进行机械或砂轮打磨,而后进行磁粉探伤检测,合格后转下道工序。
7.3 拼缝坡口加工及焊接
压形合格后,两直边进行二次精确加工并加工拼接焊缝坡口。坡口如图1-3所示。
组对时,把准备好的四块瓣片在胎具上放置到位,再应用固定夹焊在两块瓣片间固定尺寸,见图1-2所示。
组对好后,进行焊接,焊接工艺见表7-1。
注意,焊接完成后再拆除固定夹。
表7-1 锥体封头的焊接工艺
焊接过程检验要求
1 清理坡口及坡口检查100%MT JB/T4730-2005 I级
2 在平台上划线、组对、预热并点焊垫板(与锥体同材质)目测
3 SMAW焊垫板角焊缝
4 SAW焊满,焊缝余高0~0.5mm,目检
5 消氢处理300~350℃/2h;或消应力600±14℃/2h
7 去垫板,打磨平。内壁堆焊面焊缝打磨平。100%RT JB/T4730-2005 Ⅱ100%UT JB/T4730-2005 I级100%MT JB/T4730-2005 I级
8 整体焊后热处理100%UT JB/T4730-2005 I级100%MT JB/T4730-2005 I级
9 测硬度(母材、焊缝、热影响区各一组)HV10≤240
10 水压试验后100%MT JB/T4730-2005 I
级
层次焊接方法焊材牌号规
格
mm
电流
(A)
电压
(V)
速度
(cm/min)
烘烤温
度℃
保温时
间h
SMAW CMA-96MB φ5 200~230 23~26 350 2
SAW US-511N φ4 500~600 30~34
PF-200 350 2 预热温度≥200℃。
7.4 校圆
组焊后在卷圆机上校圆,校圆温度150~200℃。
7.5 焊后热处理
对于低合金钢16MnR来说,焊后热处理的目的不仅是消除焊接应力,而且更重要的是改
善金属组织,降低焊缝及热影响区硬度,提高接头的高温蠕变强度和组织稳定性,达到提高
接头的综合力学性能的目的。由于低合金钢在370-565摄氏度温度区间长期运行过程具有回
火脆性,因此在热处理工艺时一定要避免在此温度区间长期停留。
热处理和最终热处理均采用台车式煤气热处理加热炉。炉内空间大, 对热电偶的布置、
煤气的燃烧等都比较熟悉,对炉内的温度控制也有成熟的方法。使用的是分辨式燃油局部热
处理加热炉。炉内有若干个喷火嘴,炉壁衬耐火材料作为保温层。由于炉内空间小,为防止热
量散失,保证焊缝全厚度方向受热均匀,在反应器内部焊缝加热部位也铺设了耐火材料, 以
形成保温墙。根据热电偶表温度曲线的变化, 通过调节风阀、油嘴的闭合,来控制炉内的升
温速度和恒温温度,从而保证了焊缝内外表面温度均匀一致。
对接焊缝焊接完成后,需立即进行中间消应力热处理( ISR) ,其热处理规范为620 -640℃×2 h。出炉后经100 %MT、UT、TOFD 探伤。探伤合格后进行焊接接头的最终热处理( PWHT) ,其热处理规范为640 -680 ℃×2 h。
7.6 锥体封头边缘余量的切割
用封头切割机来切割封头的边缘余量,工作过程如下:封头置于转盘上并随之转动;机架上装有割枪固定设备,装有弹簧使滚轮紧靠在封头外侧,以控制割嘴与封头之间间隙不会随封头椭圆变化而影响切割。放置封头时,一定要注意放正,让转盘的回转轴尽量和封头的回转轴重合,割前应按照封头的规格、直边尺寸划好切割线,并检查保证割距在整个圆周上正冲切割线。
7.7焊后检验
(1)焊缝外观及尺寸
(2)产品焊接检查、焊接工艺检查
(3)无损检验
8. 锥体的接管设计
8.1 接管的工艺流程
接管的加工工艺流程如表8-1
表8-1 接管工艺流程
序号
工序
名称
工艺要求
负责人
签字
1 材检
材检一般包括对材料的外观,实物与质量证明书,炉批号,化学成分,力学性能的全面核实和综合实验等,综合以上选用材料为Q235-B钢板,除应满足GB150{钢制管壳式换热器}Ⅰ级进行制造检验和验收,并接受国家质监局颁发的{压力容器安全技术检查规程}监督
2 初车将材检的板材进行初车。
3 探伤UT
超声波检测,对于的薄板(小于6mm)采用板波检测,对于中厚板(6mm-60mm之间)和厚板(大于60mm)采用纵波进行检测,钢板须按JB/T4730.3-2005的要求逐张进行超声波检测,合格等级为Ⅰ级.
4 立车立车加工接管坡口符合图样要求
5 探伤MT
100%磁粉检测,利用表面或者近表面而缺陷的工件被磁化后产生的漏磁场.首先进行表面准备;然后磁化,施加磁粉;检查;最后退磁,清洗.随着被检工件的不同,检测工序的不同,具体的过程也不相同.最后按照JB 47304-2005评价, Ⅰ级为合格.
6 堆焊过度
层
筒体的堆焊分为两层,第一层就是过渡层,通常堆焊309L,堆焊是需要进行预热,焊后需要进行
中间消除应力或者消氢处理.
7 炉外消氢
为了使焊缝熔池金属在结晶和冷却过程中吸收空气中的氢给扩散出来,又称"扩氢",是防治延迟裂纹的产生而导致的脆性断裂,温度一般为300-400度,时间为2小时,如果在焊接完成后立即进行消除应力热处理时,可不单独进行消氢处理。
8 立车立车加工接管坡口符合图样要求
9 探伤PT
渗透检测焊缝,渗透检测可以工件及焊缝表面开口的裂纹,疏松,针孔等缺陷,工作原理简明易懂,不限尺寸,设备简单,成本低,使用方便. 焊缝100%PT检测,按JB/4730.2-2005Ⅱ级验收.
1 0 堆焊面层
堆焊的第二层就是面层,一般采用焊条电弧堆焊或者采用二氧化碳药芯自动堆焊(质量较好).应
该在最终热处理后进行堆焊,这样可以减少应力腐
蚀
1 1 CT
对工件进行化学检测,取样进行化学成分分析,按工件要求进行验收。
1
2
立车立车加工接管法兰
1 3 探伤
PT.CT.MT
1.焊缝100%MT检测,按JB/4730.4-2005Ⅰ级验
收.
2.焊缝100%CT检测,按JB/4730.3-2005Ⅰ级验
收.
3.焊缝100%PT检测,按JB/4730.2-2005Ⅱ级验
收.
4.取样进行化学成分分析
1 4 划线号料
划线直接决定了零件成形后的尺寸和几何形状精度,对以后的组队和焊接工序都有很大的影
响,划线完成后,接下来就是将划线展开图画在板
料上,号料时不仅考虑展开尺寸,同时还要考虑各
个加工工序的加工余量,还有要考虑划线的技术要
求.
1 5 探伤PT
渗透检测可以工件及焊缝表面开口的裂纹,疏松,针孔等缺陷,工作原理简明易懂,不限尺寸,设
备简单,成本低,使用方便,焊缝100%PT检测,按
JB/4730.2-2005Ⅱ级验收.
1 6 钻孔
根据钢板厚度选用刀具,并按照规定进行钻孔工艺规范
8.2 接管与锥体焊接设计
在压力容器的设计,制造中会经常遇到角接接头问题。根据角接接头的重要性和传递载荷的大小可把焊接接头分为主要角接接头和辅助角接接头。主要角接接头以某种方式承受着全部载荷,如果焊缝破坏,所以说主要角接接头必须和其连接的结构具有相同的强度,设计成连续的全焊透形式。由于焊接接头的特殊结构,制造时大多采用单面焊,角接接头的几何尺寸较复杂,位于不连续部位。焊后难以进行射线及超声波检测。在设计角接接头应该遵循这样原则:重要的焊接接头尽量避免采用角接头,即使采用也应保证其尽量全焊透,对于疲劳容器或高压等重要设备中接管与筒体的连接应尽可能的采用交接结构,而且尽量采用双面焊交接接头,同时为了保证焊透,应先焊一面,背面清根在焊,而且焊接各层间的夹渣应该清净,如果不能采用双面焊时,应该采取类似于双面焊的单面焊。如氩弧焊打底加手工焊盖面的工艺就满足要求,对于需预热的钢种,接管与壳体的焊接应选用从设备外侧施焊的单面焊,要求全焊透时刻采用带垫板的结构。
工艺要求:采用氩弧焊打底加手工焊,手工焊平焊;焊前预热>100℃焊条直径5-6mm(表2.9 板厚与焊条直径的关系【Ⅱ】);碱性焊条,直流电源35-40A;坡口形式角接头表面应
该修成圆弧形,与壳体表面形成圆滑过渡;焊接角度:由于壁厚不相等,所以焊条与管子的角度尽量小;接管与筒体的焊接采用角接的形式,由于壁厚为90mm,所以角接采用两个。
8.3 焊后检测
采用磁粉检测或渗透检测,进行外观检测。
QB/XZ-C03-07/1-2009 压力容器制造通用工艺守则 椭圆封头 执行标准: JB/T4746-2002 1.放样准备:按产品所需材料、确定标记。 1.0计算下料尺寸,D=1.211(D i+δS)+2h D:下料直径Di:封头内直径h:直边高度 δS:材料厚度(注:此公式仅适用于标准椭圆封头) 1.1找中心点D/2、打中心点、划圆线D。 1.2作材料标记移植。 1.3检验坯料尺寸,确认材料标记。 1.4按下料线气割,清除毛刺和割边氧化物。 1.5坡口表面要求: a)坡口表面不得有裂纹、分层、夹杂等缺陷。 b)标准抗拉强度下限值σb>540MPa的钢板及Ci-Mo低合金钢经火焰切割的坡口表面,应用砂轮打磨平滑,并应对加工表面进行磁粉或渗透检测。 c)施焊前,应清除坡口及其母材两侧表面20mm范围内(以离坡口边缘的距离计)的氧化物、油污、熔渣、灰尘、铁粉及其他有害杂质。 2.拼接 2.1材料面积受限制时可允许拼接,但必须符合GB150-98(10.2. 3.1)条之规定封头各种不相交的拼焊焊缝中心线间距离至少应该为封头钢材厚度δs的3倍,且不小于100mm。 2.2放样前应同时制作样板,坯料周边放适当的修割余量,并应注上标记和材料标记移植。 2.3检验坯料和划线尺寸,确认材料标记。 2.4拼板前的焊接工艺评定,应按JB4708-2000进行。 焊接工艺评定报告、焊接工艺规程、施焊记录集焊工的识别标志的保存期,根据封头所采用的设计标
准,应分别符合GB150.1~150.4-2010的有关规定。 先拼板后成形的椭圆形、碟形与球冠形封头内表面拼焊焊缝,以及影响成形质量的外表面拼焊焊缝,在成形前应将焊缝余高打磨至与母材齐平。 拼接焊接接头表面不得有裂纹、咬边、气孔、弧坑和飞溅物。 拼接焊接接头的返修,根据封头所采用的设计标准,应分别符合GB150.1~150.4-2010的有关规定。 2.5拼板的对口错边量b(见图1)不得大于钢材厚度δS的10%,且不大于1.5mm。 拼接复合钢板的对口错边量b(见图2)不得大于钢板复层厚度的30%,且不大于1.0mm。 2.6坯料送外协单位压制。 3.焊接: 3.1按工艺评定的参数及规范进行焊接,焊工必须按《锅炉压力容器压力管道焊工考试与管理规则》考试合格方能上岗,焊后按规定割除引、收弧板,并打上焊工钢印号(不锈钢用记号笔作标记)。 4.封头成形 4.1依据封头的类型、规格、材质,可采用冷冲压、热冲压、热旋压、冷卷、热卷等方法成形。 4.2成形封头的端部应切边,作为尺寸形状检测的测量基准,封头不允许毛边交货。端部如需要加工破口实时,坡口的形状与尺寸由供需双方在订货技术协议中确定。 4.3椭圆形、碟形、折边锥形封头的直边倾斜度确定方法见图3,倾斜度以符合表1为合格。测量封头直边倾斜度时,不应计入直边增厚部分。 图3
封头检验标准 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
检验标准 ■ 断面形状间隙: 断面形状间隙:外凸不得大于 %Di ;内凹不得大于%Di 。 (用弦长相当于 Di 的全样板测量)。 ■ 直边、倾斜度、皱折、总深度(高度)公差: 封头直边部分不得存在纵向皱折。 封头直边高度及直边部内,外侧的倾斜度公差如下: DN ≤ 2000 h=25 外:内: ~ %Di DN > 2000 h=40 外:内: 其它 外:6%h 且≤ 5 内:4%h 且≤ 3 ■ 圆度公差 1.在直边部分实测等距离分布的四个内直径,以实测最大值与最小值之差作为圆度公差。 2. 圆度公差不大于 %Di ,且不大于 25mm; 3.当δ s/Di <,且δ s < 12mm 时,圆度公差不大于 %Di, 且不大于 25mm 。 ■ 坡口角度和尺寸公差及坡口面的粗糙度 坡口角度± ° 钝口宽度± 1mm 坡口面的粗糙度以上 不得有裂纹、分层、夹杂等缺陷■ 外周长公差、内径公差 DN < 600 2 ≤ δ s < 4 ±± 4 4 ≤ δ s < 6 ± 2 ± 6 δ s ≥ 6± 3 -3~ 9 600 ≤ DN < 1000 2 ≤ δ s < 4 ± 2 ± 6 4 ≤ δ s < 6 ± 2 ± 6 δ s ≥ 6± 3 -3~ 9 DN ≥ 1000全部± 3 -3~ 9
说明:一般Di ≥ 1000 ,且δs < 10mm 时,以外周长公差为准。内径或外周长公差可以供需双方另行协商决定。注: 1 、外周长的标准长度 = (内径名义厚度× 2 )×π() 2、内径公差的情况下,测量时在直边部分测量等距离分布的四个内直径,取实测内径的平均值。 ■ 表面质量 1、焊缝部位实测的最小厚度不得小于封头最小保证厚度。焊缝表面不得低于母材表面以上。 2、在分步冲压成形情况下,有环状箍印产生,用样板检查,其间隙不得超过。 3、材料表面麻点应进行打磨处理,修磨深度不大于5% δ s ,且不大于 2mm ,否则予以补焊。 4、封头表面材料花纹深度不得大于。封头表面打磨面积大于 20%时,封头应作整体表面处理。 5、客户对封头表面有特别要求时,按客户要求执行。
椭圆封头 封头直径*厚度下料尺寸封头直径*厚度下料尺寸φ76*2*3*4*5 120 φ89*1*2*4*6 140 φ108*2*4*6 160 φ133*3*6*8 190 φ159*2*3*4 230 φ159*6*8*10 235 φ168*6 245 φ194*2*3*4 285 φ194*6*8 290 φ219*2*3*4*6 310 φ219*8 315 φ245*2*3*4 345 φ245*6*8 350 φ273*2*3*4*6 370 φ273*8*10 375 φ325*4 445 φ325*6*8 450 φ325*10 460 φ325*12 465 φ325*16 480 φ377*8 515 φ377*12 520 φ426*3*6*8 560 φ426*12 570 φ200*1.5*2*3*4 290 φ250*1.5*2*3*4 350 φ250*6*8 350 φ300*1.5*2*3 420 φ300*4*6*8 420 φ300*10 440 φ350*1.5*2*3*4 485 φ350*6 485 φ350*8 490 φ400*2*3*4*6*8 550 φ400*10*12 560 φ400*14 580 φ400*18 590 φ450*2*3*4*6*8 610 φ450*10 620 φ500*2*3*4*6*8 685 φ500*10 690 φ500*12 700 φ500*14 710 φ500*16 720 φ550*2*4*6 740 φ550*8 750 φ600*2.5*3*4*6 800 φ600*8 800 φ600*10*12 820 φ600*14 830 φ600*16*18 840 φ650*3*4*6*8 850 φ700*3*4*6*8 920 φ700*12 945 φ700*14 950 φ750*4*6*8 970 φ750*14 990 φ800*3*4*6 1030 φ800*8 1040 φ800*10*12 1060 φ800*14~16 1080 φ800*20~22 1090 φ850*3*4*6 1110 φ850*8 1120
1.1首先查看封头外供厂家是否具有“压力容器受压元件加工资格”,若有技术监督部门签发的“监检证书”就视为有“压力容器受压元件加工资格”。 1.2审查封头质量证明文件的三性,即证件的有效性、证件的完整性、证件的正确性。 1)JB/T4746-2002第7条规定:封头出厂质量证明文件应符合“容规”附件七的规定。 2)“容规”附件七的规定:封头外协厂家提供的质量证明文件如下:a) “受压元件(封头)产品质量证明书”其内容: 封头类型、产品编号、质量保证师印章、法定代表人印章、 制造单位、年月日。 b) “封头产品合格证”其内容:封头类型、产品编号、 公称直径、制造标准、材料牌号、名义厚度、材料来源、出 厂日期、质量检验员签字、质量检验科(处)章、年月日。 c)“质量检验报告”其内容“:压制条件(压制设备、 毛料尺寸、终压温度)、压制方法、始压温度、冷却方式、外 观质量及几何尺寸(表面质量、内表面形状偏差、壁厚偏差、 直边高度、直边倾斜度、直边纵向皱折深度、直径平均值(外 径)、最大最小直径差、总深度等)、封头材料(提供钢板质 量证明书及复验报告)检验结论、检验员签字、检验责任师 签字、年月日。 d) 技术监督部门签发的“监检证书”。 3)钢板材料牌号:A48CPR 符合法国标准:NF A 36-205 (1982年6月)。 4)该钢板在压型前要进行复验,其要求如下: a)逐张钢板进行UT检测,满足JB4730-94 Ⅲ级; бb≥470~560N/mm2;бs≥265N/mm2;δ≥21% ;
A kv≥31J (0℃)。 d)逐张钢板进行冷弯试验,α=1800 (d=2a) 无裂纹。 e)逐张钢板进行高温屈服试验,合格标准如下: бs≥196N/mm2(设备使用温度300℃)。 5)封头成形后经过正火处理,要在质量证明文件中注明,并提供热处理检验报告(含曲线图),及试板同炉正火+模拟消应 处理后的力学性能报告。要求如下: бb≥470~560N/mm2;бs≥265N/mm2;δ≥21% ; A kv≥31J (0℃)。 冷弯试验,α=1800 (d=2a) 无裂纹。 高温屈服试验,合格标准如下: бs≥196N/mm2(设备使用温度300℃)。 6)“质量检验报告”的合格标准,按JB/T4746-2002标准及定货协议。 2. 质量证明文件审查通过后,对封头实物进行检查。 2.1对封头实物进行确认:通过对板面上的产品标识(产品编号)和材料标记(材料入厂编号)的检查进行确认。 2.2 对封头成形后热处理(正火)所带试板的确认:封头成形后热处理(正火)所带的试板,检验员要进行确认,保管好,在以后的消应热处理中,同炉处理。最后进行材料复验。 2.3检验员宏观检查封头内外表面质量: 1)板面上不得有腐蚀、疤痕、磕碰等缺陷,不得有超标的机械损伤;封头端面不得有裂纹。 2)不得有形状突变、不得有梅花瓣形状、不得有明显的表面凹凸b,表面凹凸b量:b≤3 mm 2.4 封头的直边倾斜度检验: 2.5 直径(外径)的检验: 直径(外径)公差:±5 mm。 2.6 直边部分圆度公差的检验: 圆度公差:5 mm。 2.7 封头总深度(封头总高度)的检验: 封头总高度的公差按JB/T4746-2000第6.3.6 条规定,为: (-0.2~0.6)% D I,即854+14.8-5.6 mm。
壁厚(S)mm 4 5 6 8 10 12 14 16 18 20 22 24 26 28 30 DN 直边(h2)mm25 40 50 下料直径φφ410 φ435 毛重Kg 6 7 8 11 15 18 21 24 27 300 容积(V)0.0053 M3 7.8 5.8 质量Kg 3.8 4.8 下料直径φφ475 φ495 毛重Kg 7 9 11 14 19 23 27 31 35 350 容积(V)0.0080 M3 10.3 7.6 质量Kg 5 6.3 下料直径φφ535 φ560 毛重Kg 9 11 14 18 25 30 35 40 45 400 容积(V)0.0115 M3 质量Kg 6.4 8 9.7 13.1 16.5 20 23.6 下料直径φφ595 φ620 毛重Kg 11 14 17 22 30 36 42 48 54 450 容积(V)0.0159 M3 质量Kg 7.9 10 12 16.2 20.4 24.8 29.2 下料直径φφ655 φ680 毛重Kg 14 17 20 27 37 44 51 58 66 79 500 容积(V)0.0213 M3 质量Kg 9.6 12.1 14.6 19.6 24.7 30 35.3 40.7 46.2 51.8 下料直径φφ715 φ740 φ750 毛重Kg 16 20 24 32 43 51 60 70 79 550 容积(V)0.0227 M3 质量Kg 11.5 14.4 17.4 23.4 29.5 35.7 41.9 48.3 54.8 61.4
壁厚(S)mm 4 5 6 8 10 12 14 16 18 20 22 24 26 28 30 DN 直边(h2)mm25 40 50 下料直径φφ775 φ805 φ810 毛重Kg 19 24 28 38 51 61 71 83 93 110 121 132 600 容积(V)0.0353 M3 质量Kg 13.5 17 20.4 27.5 34.6 41.8 49.2 56.7 64.2 71.9 下料直径φφ835 φ870 φ890 毛重Kg 22 27 33 34 59 70 82 94 100 126 650 容积(V)0.0442 M3 质量Kg 15.7 19.7 23.8 31.9 40.2 48.5 57 65.6 74.4 83.2 下料直径φφ895 φ930 φ950 毛重Kg 25 32 38 51 69 82 95 109 122 144 158 172 186 700 容积(V)0.0545M3 质量Kg 18.1 22.7 27.3 36.6 40.6 55.7 65.4 75.3 85.2 95.3 下料直径φφ1020 φ1050 φ1070 毛重Kg 33 41 49 65 85 102 119 137 154 182 200 218 236 800 容积(V)0.0796M3 质量Kg 23.3 29.2 35.1 47.1 59.3 71.5 83.9 96.5 109.2 136.6 151.1 165.8 180.6 下料直径φφ1140 φ1165 φ1200 毛重Kg 41 51 61 82 106 127 148 169 191 228 250 272 295 317 900 容积(V)0.1113M3 质量Kg 29.2 3605 44 58.9 74.1 89.3 104.8 120.4 136.1 152 168.1 184.4 200.8 217.3 下料直径φφ1260 φ1295 φ1320 毛重Kg 50 62 75 100 130 157 183 211 237 276 303 330 357 384 411 1000 容积(V)0.1503M3 质量Kg 35.7 44.7 53.8 72.1 90.5 109.1 127.9 146.9 166 185.3 204.8 224.5 244.4 264.4
标准椭圆封头EHA DN*1.21+2倍直边+厚度+加工余量(1.211*(公称直径+壁厚)+2*直边高度) 碟形封头代号DH 标准JB/T4729-94参数:R=0.904Dg r=0.173Dg H=0.225Dg 下料尺寸:=1.167Dg+2h 浅碟形封头下料公式:Dp=1.12(Dg+S)+2h+20 h=0.19Dg (曲面高度) 球形封头展开尺寸:1.42Di(内直径)+2δn(名义厚度)+80 1) 椭圆封头下料公式: (冲压)D展=1.19(Di+2S)+2h +20 或D展=1.2Di+2h +20 (旋压)D展=1.15(Di+2S)+2h +20 R= 0.833 Di Di: 内径H: 拱高 r = 0.256 Di S : 壁厚 h = 0.25 Di h :直边高 2) 浅碟封头下料公式: Di1500-3300 D展= 1.12Di+2h +S Di3400-6500 D展= 1.15Di+2h +S R = Di r = 0.1Di H = 0.193Di 3) 平顶封头下料公式: D展= (Di –2R) +π (R + 1/2S) + 2h + 20
锥形封头 (不计直边部分)看成是一个等腰梯形,延伸两个斜边得一个等腰三角形,运用勾股定理可以计算出斜边长度,既为展开料的半径R,再加上直边高度H,封头展开园料半径最终为(R+H)。然后计算出封头中径(公称直径加壁厚)的周长C。再计算出展开园料的周长C1=2πR。最后用C/C1得出一个小于1的数值,用这个数值乘以360°,即为(扇形)封头展开料的夹角。以上的方法没有计算收口使用的边料重合部分的面积。这点一定要计算上去,可以按封头扇形的面积计算,上面的方法是可行的。不过实际上只需要用锥体放样就好了。
一、1.球形封头下料尺寸:D=Dix3.14156/2+2hi 2.标准椭圆封头下料尺寸:D=1.2Di+2hi+(0-50)。(注:括号内尺寸由封头厂提供) 3.蝶形封头:由于蝶形封头变化较多,暂时还没有见到计算公式,可以测量其弧长+2hi 确定。 式中:D----下料尺寸 mm。 Di----封头内直径 mm。 hi-----直边高度 mm。 二、已知容器(罐)封头,计算容器壁展开长度: (封头周长/3.1416-一个壁厚)*3.1416=容器(罐)壁展开长度 三、这几个缩写主要表示法兰颈与筒体或者接管的焊接结构形式 WN 是【带颈对焊法兰】 TH 是【螺纹颈法兰】 对焊环松套法兰】 RF 表示密封面 M 凸面 FM 凹凸面 RF 突面 SO 是【带颈平焊法兰】 BL 是【法兰盖】也叫“盲板 SW 是【承插焊法兰】
LJ 是【松套法兰】此类现在在 2009 年新标准中业已不存在了,被修改为【LF/SE
class 150 是美国 ASME 标准体系中的压力等级, 我国化工部标准援引欧洲、美国标准体系,故引入了这种压力等级体系 class150=PN2.0=公称压力为 2.0MPa class300=PN5.0=公称压力为 5.0MPa 等等等等 Bar 是压力单位,1Bar 约等于 0.1MPa, 可以此类推 【注意】公称压力为 2.0,并不代表小于等于 2.0MPa 设计压力都可以使用此压力等 级下的法兰,不同温度、不同材质、不同类型密封面和焊接结构形式的法兰有不同 的最大使用设计压力。 一般 2.0MPa 在通常情况下的设计压力徘徊在 1.6~2.0MPa 之间,详细数据请见 HG/ T 20615-2009 化工部法兰标准
锥形封头设计与计算 锥形封头广泛应用于许多化工设备(如蒸发器、喷雾干燥器、结晶器及沉降器等)的底盖,它的优点是便 于收集与卸除这些设备中的固体物料。此外,有一些塔设备上、下部分的直径不等,也常用锥形壳体将直 径不等的两段塔体连接起来,这时的圆锥形壳体称为变径段。 锥形封头的结构如下图所示。对应于无折边和折边封头,有下面两种不同的设计计算方法。 ㈠无折边锥形封头或锥形筒体 无折边锥形封头或锥形筒体适用于锥体半顶角α≤30°。 1. 锥体大端 锥体大端与圆筒连接时,应按以下步骤确定连接处锥壳大端的厚度: a. 以p/([σ]t?)与半顶角α的值,查确定锥壳大端连接处的加强图:当其交点位于曲线之上方时,不必局部加强;当其交点位于曲线下方时,则需要局部加强。 b. 无需加强时,锥体大端壁厚按式(4-36)计算。 (4-36) c. 需要增加厚度予以加强时,则应在锥壳与圆筒之间设置加强段,锥壳和圆筒加强段厚度须相同, 加强段计算壁厚按式(4-37)计算。 (4-37) 式中Q-应力增值系数,与p/([σ]t?)与α值有关,由锥壳大端连接处的Q值图查出,中间值用内插法。加强区长度,锥壳加强段的长度L1不应小于;圆筒加强段的长度L不应小于 。 2. 锥体小端 锥体小端与圆筒连接时,小端锥壁厚设计:以p/([σ]t?)与半顶角α的值,查确定锥壳小端连接处的加强图,当其交点位于曲线之上方时,不必局部加强。计算壁厚δ的计算同大端。当其交点位于图中曲线下方时,则需要局部加强。其计算壁厚的公式为 (4-38) 式中D is-锥体小端内直径,mm;Q-应力增值系数,由确定锥壳小端连接处的Q值图查出。在任何情
封头检验工艺规程 2013-11-25发布2013-12-01实施张家港韩中深冷科技有限公司发布
封头检验工艺规程 一、目的 本规规定了钢制压力容器用封头检验和验收要求。 二、规范性引用问题 下列文件中的条款通过本规程的引用而成为本规程的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规程。凡是不注日期的引用文件,其最新版本适用于本规程。 GB150.1~150.4-2011 《压力容器》 GB/T1804-2000 《一般公差未注公差的线性和角度尺寸的公差》 NB/T47014-2011 《承压设备焊接工艺规程》 NB/T47015-2011 《压力容器焊接规程》 JB/T4730.1~4730.6-2005 《承压设备无损检测》 TSG R0004-2009 《固定式压力容器安全技术监察规程》 TSG R0005-2011 《移动式压力容器安全技术监察规程》 GB/T25198-2010 《压力容器封头》 三、检验与验收 3.1 封头应具有质量证明书 3.2 封头的名称、尺寸、类型代号及型式参数应符合设计图样及GB/T25198-2010的规定。 3.2 封头应尽量采用整板制成。若需拼接,拼接焊缝数量、拼接坡口表面要求、对口错边量以及焊接工艺应符合设计图样及GB/T25198-2010的规定。 3.3 封头成形后对拼接接头应按设计图样要求进行无损检测。 3.4 成形封头的端部应切边,作为尺寸形状检测的测量基准。不允许毛边交货,端部的坡口应符合设计图样及焊接工艺文件的要求。 3.5 对于不锈钢封头,入厂应按设计要求严格控制其铁素体含量的要求,具体检验数据详见设计图样要求。 3.6 对于入厂封头应逐台检测其成型厚度,确保厚度满足设计及工艺要求。 3.7 封头的形状尺寸检测 3.7.1 在平台上用直尺、塞尺测量封头的直边倾斜度和直边刚度,倾斜度应符合表1的规定。测量封头直边倾斜度时,不应计入直边增厚部分。直边高度公差为(-5~10)%h。
GB/T 25198-2010 压力容器封头(节选) 6.5 无损检测 6.5.1先拼板后成形的半球形、椭圆形、蝶形、球冠形封头和平底形封头,以及分瓣成形后组焊封头中先拼板后成形的顶圆板成形后其拼接焊接接头,应采用图样或订货技术协议规定的方法,按JB/T 4730.2~4730.3进行100%射线或超声检测(铜制、镍及镍合金制封头应进行射线检测),合格级别应符合图样或订货技术协议规定。 6.5.2锥形封头以及分瓣成形后组焊的半球形、椭圆形、蝶形、球冠形封头和平底形封头的A、B类焊接接头,应分别按相应标准的有关规定,采用图样或订货技术协议规定的方法,按JB/T 4730.2~4730.3进行100%或局部射线或超声检测(铜制、镍及镍合金制封头应进行射线检测),其合格级别应符合图样或订货技术协议规定。当采用局部无损检测时,焊缝交叉部位以及平底形、锥形封头的过渡段转角部位必须全部检测,其检测长度可计入局部检测长度之内。 6.5.3凡符合下列条件之一的钢制封头,应采用图样或订货技术协议规定的方法,按JB/T 4730.4~4730.5进行磁粉或渗透检测,检测结果Ⅰ级为合格: a) 封头堆焊表面; b) 复合钢板制封头的复合层焊接接头; c) 标准抗拉强度下限值R m>540MPa的钢板及Cr-Mo低合金钢板制封头经火焰切割的坡口表面以及该封头的缺陷修磨或焊补处的
表面; d) 标准抗拉强度下限值R m>540MPa的钢板及Cr-Mo低合金钢板制旋压封头,其拼焊焊接接头的内、外表面。 6.5.4凡符合下列条件之一的铝制、钛制、镍及镍合金制封头,应按JB/T 4730.5对其焊接接头表面进行渗透检测,检测结果Ⅰ级为合格: a) 焊补焊缝表面; b) 卡具、拉筋等临时固定连接焊缝拆除后的焊痕表面。
封头下料尺寸表 曲面 直边高度25落料尺寸直边高度40落料尺寸内径Dg 高度壁厚3~8毫米壁厚10~16毫米100 25 190 150 37.5 236 263 200 50 300 330 250 62.5 355 385 300 75 420 450 350 87.5 480 510 400 100 543 573 450 112.5 615 645 500 125 685 715 550 137.5 732 762 600 150 795 830
Dg高度34568101214 16 650 163 873 873 873 873 873 910910910910 700 175 920920920920930950950950 750 188 9929929929921020102010201020 800 200 105010501050105010701070 850 213 11101110111011101130113011301130 900 225 117011701170117011901190 950 237.5 1225122512251225 970 242.5 1250 1000 250 12801310131013101310 1100 275 140014001400144014401440
Dg高度 3 4568101214 16 1150 287.5 1470 1470 1470 150015001500 1200 300 154015401540156015601560 1250 312.5 15801580162016201620 1300 325 16501650168016801680 1400 350 17801780180518051805 1450 362.5 18301830 186518651865 1500 375 189018901930193019301930 1600 400 201020102040204020402040 1700 425212321232150215021502150 1750 473.521652195219521952195 1800 45022402270227022702316
三、封头产品安全性能监督检验证书及监检记录填写规范一封头产品安全性能监督检验证书填写规范 1编号:按《报告和证书的控制程序》要求填写 2制造单位:按质保书填写 3竣工日期:按质保书填写 4许可证级别及编号:制造单位封头制造许可证级别及编号5产品名称:按质保书填写 6产品编号:按质保书填写 7型式规格:按质保书填写 8材质:按质保书填写 9数量:按实际填写 10执行标准:按质保书填写 11制造性质:按实际填写 二封头产品安全性能监督检验记录(监检项目表)填写规范1编号:按《报告和证书的控制程序》要求填写 2制造单位:按质保书填写 3竣工日期:按质保书填写 4许可证级别及编号:制造单位封头制造许可证级别及编号5产品名称:按质保书填写 6产品编号:按质保书填写 7型式规格:按质保书填写 8材质:按质保书填写
9数量:按实际填写 10执行标准:按质保书填写 11制造性质:按实际填写 12管理职责: 管理是否符合现有规范要求, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明 13要受压元件和焊接材料材质证明书,复验报告:主要受压元件和焊接材料有无材质证明书,需要复验的有无复验报告, 材质证明书和复验报告是否符合要求, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明 14材料标记移植: 是否有材料标记移植, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明 15材料代用: 材料代用是否按要求办理了材料代用手续, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明16焊接工艺评定: 焊接工艺评定是否符合相关规范要求,能否覆盖此台产品, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明 17焊工资格和钢印: 焊工资格是否符合要求, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明 18焊接接头表面质量: 焊接接头表面质量是否符合要求, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明19最小厚度:最小厚度是否符合要求, 检查结果在相应“□”中打“√”如不合格或有缺陷在备注栏说明
封头展开计算公式 标准椭圆封头EHA DN*1.21+2倍直边+厚度+加工余量(1.211*(公称直径+壁厚)+2*直边高度) 碟形封头代号DH 标准JB/T4729-94参数:R=0.904Dg r=0.173Dg H=0.225Dg 下料尺寸:=1.167Dg+2h 浅碟形封头下料公式:Dp=1.12(Dg+S)+2h+20 h=0.19Dg(曲面高度) 球形封头展开尺寸:1.42Di(内直径)+2δn(名义厚度)+80 1) 椭圆封头下料公式: (冲压)D展=1.19(Di+2S)+2h +20 或D展=1.2Di+2h +20 (旋压)D展=1.15(Di+2S)+2h +20 R= 0.833 Di Di: 内径H: 拱高 r = 0.256 Di S : 壁厚 h = 0.25 Di h :直边高 2) 浅碟封头下料公式: Di1500-3300 D展= 1.12Di+2h +S Di3400-6500 D展= 1.15Di+2h +S R = Di r = 0.1Di H = 0.193Di 3) 平顶封头下料公式: D展= (Di –2R) +π(R + 1/2S) + 2h + 20 锥形封头 (不计直边部分)看成是一个等腰梯形,延伸两个斜边得一个等腰三角形,运用勾股定理可以计算出斜边长度,既为展开料的半径R,再加上直边高度H,封头展开园料半径最终为(R+H)。然后计算出封头中径(公称直径加壁厚)的周长C。再计算出展开园料的周长C1=2πR。最后用C/C1得出一个小于1的数值,用这个数值乘以360°,即为(扇形)封头展开料的夹角。以上的方法没有计算收口使用的边料重合部分的面积。这点一定要计算上去,可以按封头扇形的面积计算,上面的方法是可行的。不过实际上只需要用锥体放样就好了。
茂名重力石化机械制造有限公司封头检验大纲 编制:审核: 茂名重力石化机械制造有限公司 技术质量部 2007年11月20日
茂名重力石化机械制造有限公司 封头检验大纲 一.适用范围: 本封头检验大纲(以下简称《大纲》)适用于本公司内部或外部各种封头制造的检验。 二.检验依据: 1.GB150-1998《钢制压力容器》 2.JB/T4746-2002《钢制压力容器用封头》 3.各项目封头的设计图纸和技术附件 三.检验项目、要求及结果(见下表一): 表一
3.3 标记移植 材料标记号+材料牌号(标记位置见下图),其中低温钢、不锈钢材料不允许打钢印。 记录封头编号、试板编号、材料标记号: 4 焊接 4.1 焊材验收 审质量证书,检查外观质量和标记,查复验报告。 4.2 焊条烘干、焊丝除锈除油 按焊材使用说明书和制造厂管理制度规定。 4.3 坡口制作 1) 坡口钝边、角度必须符合图纸要 求; 2) 坡口表面不得有裂纹、分层、夹 杂等缺陷; 3) 标准抗拉强度下限σb >540MPa 的材料及Cr-Mo 钢材料经火焰切割的坡口表面,应打磨后进行MT 或PT ,当无法进行MT 或PT 时,必须用刨边或其他机加工方法,如果用火焰切割,则切割后必须打磨至光滑呈金属光泽,并且经表面肉眼检查无裂纹等缺陷。 4.4 坡口表面无损检测(MT 或PT ) 按技术要求,执行JB/T4730.4 (或.5)-2005标准。 (不锈钢材料采用PT ) 4.5 钢板、试板组对 1) 复合钢板拼缝对口错边量不大 于复合层厚度的30%,且不大于1.0㎜; 2) 其它钢板拼缝对口错边量不大 于钢板厚度的10%,且不大于1.5㎜。 4.6 焊接 1) 是否有焊接工艺; 2) 焊接工艺依据:是否有合格的焊 接工艺评定报告; 3) 焊工资格是否符合焊接工艺要
立式搅拌容器校核计算单位 筒体设计条件内筒设计压力p MPa0.82设计温度 t? C235内径D i mm1300名义厚度δn mm 16材料名称16Mn 许用应力[σ]178 [σ]t MPa140.9 压力试验温度下的屈服点σt s 305 钢材厚度负偏差C1mm 0 腐蚀裕量C2mm 3 厚度附加量C=C1+C2mm 3 焊接接头系数φ1 压力试验类型液压 试验压力p T MPa 1.13 筒体长度 Lw mm191 内筒外压计算长度 L mm 封头设计条件筒体上封头筒体下封头夹套封头封头形式大端有折边锥形 名义厚度δn mm 16 材料名称Q345R 设计温度下的许用应力[σ]t MPa 171.8 钢材厚度负偏差C1mm 0.3 腐蚀裕量C2mm 3 厚度附加量C=C1+C2mm 3.3 焊接接头系数φ0.85 主要计算结果 内圆筒体内筒上封头内筒下封头校核结果校核合格校核合格 质量m kg 99.18 250.82 搅拌轴计算轴径mm 备注
内筒体内压计算 计算单位 计算所依据的标准 GB 150.3-2011 计算条件 筒体简图 计算压力 P c 0.82 MPa 设计温度 t 235.00 ? C 内径 D i 1300.00 mm 材料 16Mn ( 锻材 ) 试验温度许用应力 [σ] 178.00 MPa 设计温度许用应力 [σ]t 140.90 MPa 试验温度下屈服点 σs 305.00 MPa 钢板负偏差 C 1 0.00 mm 腐蚀裕量 C 2 3.00 mm 焊接接头系数 φ 1.00 厚度及重量计算 计算厚度 δ = P D P c i t c 2[]σφ- = 3.79 mm 有效厚度 δe =δn - C 1- C 2= 13.00 mm 名义厚度 δn = 16.00 mm 重量 99.18 Kg 压力试验时应力校核 压力试验类型 液压试验 试验压力值 P T = 1.25P [][] σσt = 1.1300 (或由用户输入) MPa 压力试验允许通过 的应力水平 [σ]T [σ]T ≤ 0.90 σs = 274.50 MPa 试验压力下 圆筒的应力 σT = p D T i e e .().+δδφ2 = 57.06 MPa 校核条件 σT ≤ [σ]T 校核结果 合格 压力及应力计算 最大允许工作压力 [P w ]= 2δσφ δe t i e []()D += 2.79010 MPa 设计温度下计算应力 σt = P D c i e e () +δδ2= 41.41 MPa [σ]t φ 140.90 MPa 校核条件 [σ]t φ ≥σt 结论 合格
关于封头问题的讨论 关于封头问题的讨论 一、新旧封头标准的比较 JB /T 47 4 6- 2 0 02《钢制压力容器用封头》已经使用了几年了,新标准代替了以下标准: JB 576-1964 碟形封头 JB/T 4729-1994 旋压封头 JB/T 4737-1995 椭圆形封头 JB/T 4738-1995 90°折边锥形封头 JB/T 4739-1995 60°折边锥形封头 但新标准与上述被代替的五项标准相比,主要不同之处是(此为借用标准正文): —打破以往按结构型式和制造方法不同分别制定封头标准的格局,第一次将不同结构型式、不同 制造方法的封头同时纳人新标准,提出了统一的制造、检验与验收要求; —以往各封头标准仅适用于按规则设计的钢制压力容器用封头,新标准既包容了按规则设计的钢 制压力容器用封头,也包容了按分析设计的钢制压力容器用封头; —新标准增加了封头端部切边交货、直边倾斜度、外圆周长或内直径公差、封头圆度公差及成形封 头厚度减薄等技术要求;新标准提高了封头内表面形状公差和直边部分纵向皱折的质量要求; —新标准所辖封头的材料、设计计算应分别符合GB 150-1998《钢制压力容器》和JB 4 732-1995 《钢制压力容器一分析设计标准》的有关要求。 以上是标准中提到的不同之处,实际上,新标准与旧标准还有一些不同之处,下面我就新旧标准的另外不同之处作一些讨论: 二、封头的拼接问题 我们在封头的制作过程中免不了要有拼接的。有关封头拼接的规定在几个标准中分别为:一)JB/T 4729-1994 旋压封头中对封头的拼接作了如下规定: 二)在JB/T 4737-1995 椭圆形封头中,对封头的拼接规定为: 5.4 封头由二块或左右对称的三块钢板拼接制成时,其拼接焊缝与封头中心线的距离应小于公称直径的1/4;封头由瓣片和顶圆板拼接成时,焊缝方向中只允许是经向和环向的,焊缝间的距离应不小于封头名义厚度δn的3倍,且不小于100mm。瓣片和顶圆板就用整圆板制造,不得拼接。 5.5 拼接板在成形前,对有碍成形的拼接焊缝余高应打磨至与母材齐平。 三)在标准JB/T4 738-1995 90°折边锥形封头;JB/T4 739-1995 60°折边锥形封头中焊缝拼接的规定为: 5.4 由锥壳采用整体成形的封头,其过渡部分的焊缝余高在成形前应打磨至与母材齐平,成形一般采用冷旋压、热冲压的方法,成形后的封头形状按GB150的有关要求检查。 5.5由成形瓣片拼接焊制成的封头,其拼接焊缝只允许是径向,封头大端内直径的圆度及对
封头下料尺寸表 直边高度25落料尺寸直边高度40落料尺寸 曲面 内径 Dg 高度 壁厚3~8毫米 壁厚 10~16毫米 100 25 190 150 37.5 236 263 200 50 300 330 250 62.5 355 385 300 75 420 450 350 87.5 480 510 400 100 543 573 450 112.5 615 645 500 125 685 715 550 137.5 732 762 600 150 795 830
Dg高度 34568101214 16 650 163 873 873 873 873 873 910910910910 700 175 920920920920930950950950 750 188 9929929929921020102010201020 800 200 105010501050105010701070 850 213 11101110111011101130113011301130 900 225 107010701070107011901190 950 237.5 1225122512251225 970 242.5 1250 1000 250 12801310131013101310 1100 275 140014001400144014401440
Dg高度 3 4568101214 16 1150 287.5 1470 1470 1470 150015001500 1200 300 154015401540156015601560 1250 312.5 15801580162016201620 1300 325 16501650168016801680 1400 350 17801780180518051805 1450 362.5 18301830 186518651865 1500 375 189018901930193019301930 1600 400 201020102040204020402040 1700 425212321232150215021502150 1750 473.521652195219521952195 1800 45022402270227022702316
球冠封头展开外径计算 1, 球冠封头展开计算公式: D=)4(22h d +2δ 式中:D-展开直径; d-球冠直径;h-球冠高;δ-加工余量; 球冠封头就是一个球缺 公称直径就是弦长,可以算出对应的弧长,弧长就是展开直径。 其实很简单。例如:1980sina30是球冠封头的展开半径, 1980sina30是弦长的一半 30度角对应的弧长,才是展开半径。图中是30度,实际情况可能不是30度,假设是A 度,球形曲面的半径是R ,那弧长就是2πR*A/360。这就是展开直径,除以2,就是半径。 2.球形封头下料尺寸:D=Dix 3.14156/2+2hi 3.标准椭圆封头下料尺寸:D=1.2Di+2hi+(0-50)。(注:括号内尺寸由封头厂提供) 4.蝶形封头:由于蝶形封头变化较多,暂时还没有见到计算公式,可以测量其弧长+2hi 确定。 式中:D----下料尺寸mm 。 Di----封头内直径mm 。 hi-----直边高度mm 。 封头中:球形、椭圆形、碟形、球冠形、锥壳和平盖等几种封头形式怎么分 GB/T25198-20110 球冠的面积计算公式: S = 2πRH 推导过程如下: 假定球冠最大开口部分圆的半径为 r ,对应球半径 R 有关系:r = Rcosθ,则有球冠积分表达: 球冠面积微分元 dS = 2πr*Rdθ = 2πR^2*cosθ dθ 积分下限为θ,上限π/2 所以:S = 2πR*R (1 - sinθ) 其中:R(1 - sinθ)即为球冠的自身高度H 所以:S = 2πRH
我要求球冠表面积,已知道r,高度H,且知道球冠计算公式是S = 2πRH 这个R该如何求得. R2=r2+(R-h)2 = r2+R2+h2-2Rh 整理得 R =(r2+h2)/2h