原材料入厂检验规范
1 适用范围
适用于本公司采购的原材料入厂验收。
2 人员资格及检测仪器要求
2.1 检查人员须经过公司培训,并经考试合格。
2.2 检测仪器须经校正合格,并在使用期限内。
3 检查项目
1) 原材料质量证明书的验证
2)外形尺寸:具体内容见表1、表2、表3。
3)表面质量:
4)化学成分
4 组批原则
以同一进货时间、同一供货方、同一材料牌号、同一截面尺寸为一批。
5 检验方法
外形尺寸:钢卷尺测量。
弯曲度、平面度: 目视且用钢板尺测量。
表面质量: 目视,必要时用0-150mm游标卡尺检测凹坑深度。
化学成份: 由理化实验室用直读光谱仪进行检测。
6 质量证明书的验证
原材料入厂应附有证明该批板材的质量证明书,并符合标准要求和订货合同。
7 尺寸、外形允许偏差
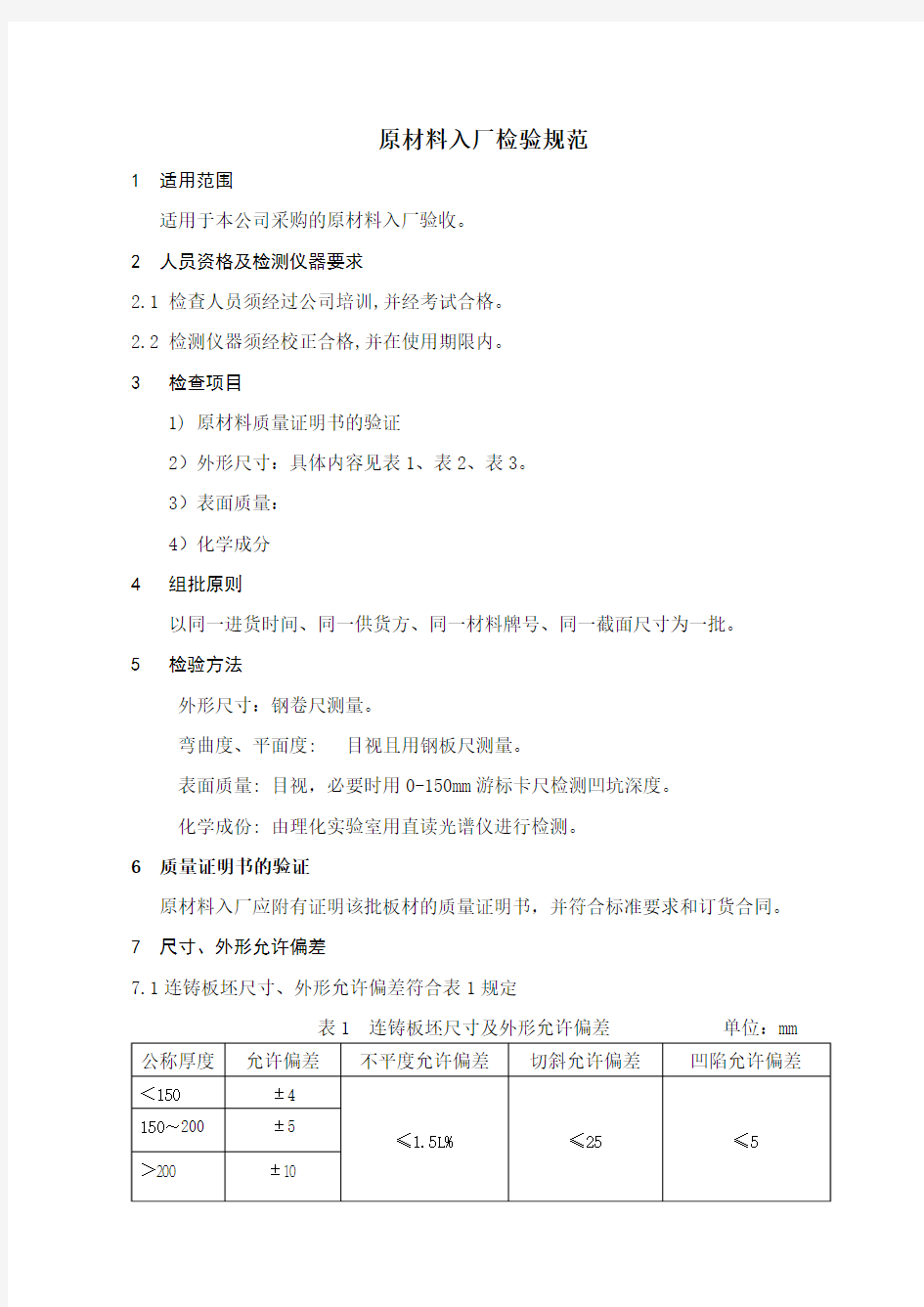
7.1连铸板坯尺寸、外形允许偏差符合表1规定
表1 连铸板坯尺寸及外形允许偏差单位:mm
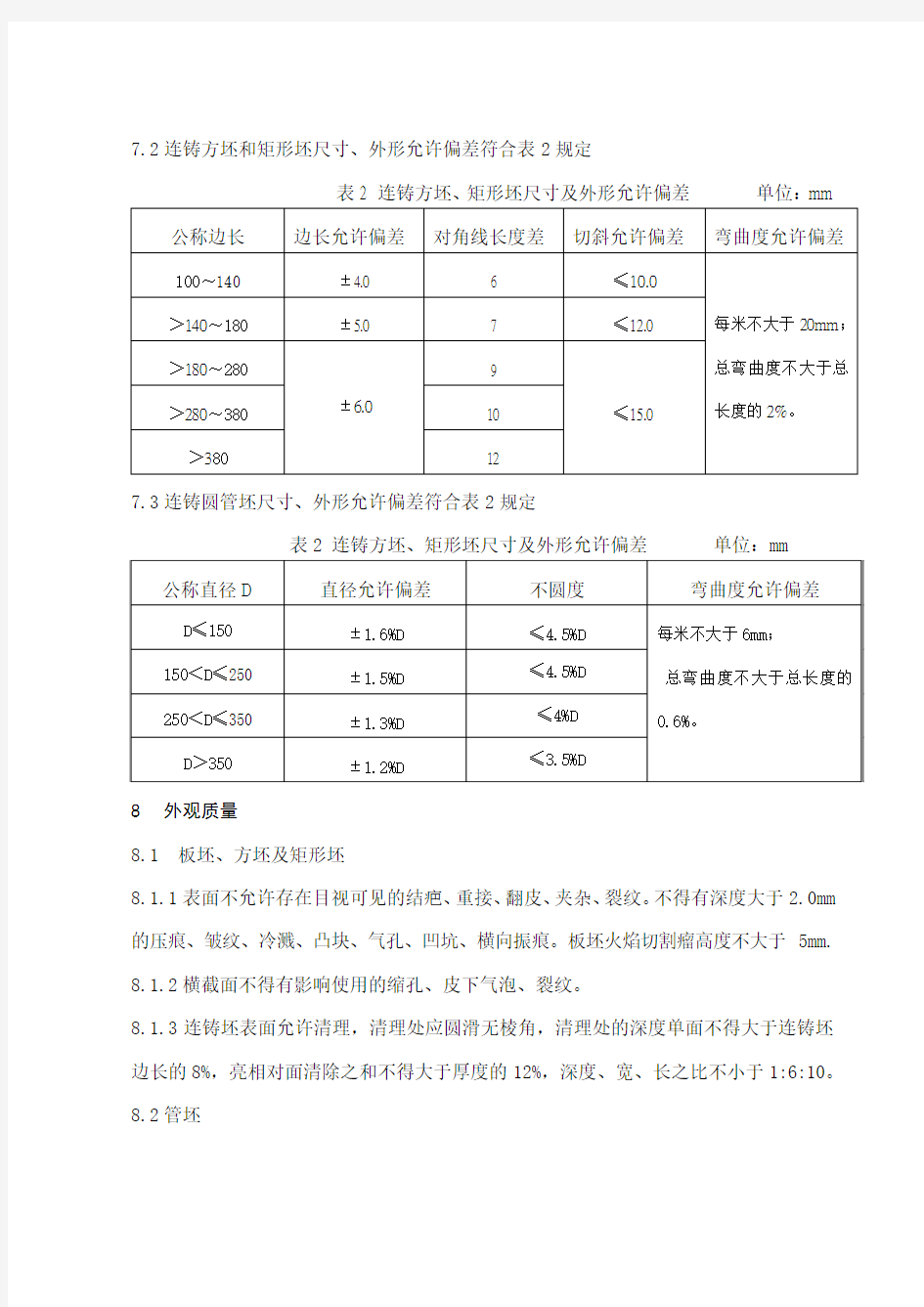
7.2连铸方坯和矩形坯尺寸、外形允许偏差符合表2规定
表2 连铸方坯、矩形坯尺寸及外形允许偏差单位:mm
7.3连铸圆管坯尺寸、外形允许偏差符合表2规定
表2 连铸方坯、矩形坯尺寸及外形允许偏差单位:mm
8外观质量
8.1 板坯、方坯及矩形坯
8.1.1表面不允许存在目视可见的结疤、重接、翻皮、夹杂、裂纹。不得有深度大于2.0mm 的压痕、皱纹、冷溅、凸块、气孔、凹坑、横向振痕。板坯火焰切割瘤高度不大于5mm.
8.1.2横截面不得有影响使用的缩孔、皮下气泡、裂纹。
8.1.3连铸坯表面允许清理,清理处应圆滑无棱角,清理处的深度单面不得大于连铸坯边长的8%,亮相对面清除之和不得大于厚度的12%,深度、宽、长之比不小于1:6:10。
8.2管坯
8.2.1表面不允许存在目视可见的结疤、气孔、针孔、重皮、裂纹。允许深度不大于3.0mm 的凹坑,深度不大于2.0mm的压痕存在。
8.2.2管坯表面允许清理,清理深度应不大于公称直径的4%,且最大清理深度不大于12mm,清理处应圆滑无棱角,清理处的深、宽、长之比不小于1:6:8,同一截面最大清理深度只允许存在一处。
9 化学成份
9.1 每批每个炉号任意抽一根(块),气割取样后送理化室进行化学成份检测。
9.2 化学成分测试结果按常用材料化学成分表(附表1)、(附表2)规定对照判定。表中未列材料按相应国家标准规定对照判定。
9.3 判定结果不合格时,须取双倍试样检验,仍不合格时,整批退货。
10 抽样方法及判定准则
10.1尺寸检测每批按10%计算出抽样数,且不小于2根(块)。化学成分每炉号抽一根(块)若有1根(块)不合格则不予验收
11 不合格品处理
11.1 判定为不合格的在实物上醒目处用白漆喷“×”,并立不合格品标牌。
11.2检查批被判定为不合格批时,填写《质量信息反馈单》,反馈至质量部、采购部,采购部做退货处理。
11.3 如因生产急需不能全批退回,由检验员全数检验,合格品留用, 不合格品退货。
12 质量记录