摘要:注塑机关键是合模机构部分。合模机构是注塑机最重要的机械部件,注塑机的合模机构形式很多,常用的机构主要可分三种:全液压式,液压-机械式,电子机械式。液压机械合模机构是目前使用最为普遍的合模机构。液压机械合模机构通常有移模液压缸和曲肘连杆两部分串联而成,习惯上也称为肘杆式合模机构。在开合模过程中,这种机构能实现慢-快-慢的运动过程,提高了合模速度,节约了能耗并提高了效率[1]。
关键词:合模机构;双曲肘;开合模;液压
Design Of Clamping Machanism For Plastic Injection Machine
Abstract: Clamping mechanism is the Key part of the Injection molding machine. Clamping mechanism is the most important component of Injection molding machine, Clamping mechanism has many forms, but commonly used can be divided into three types: hydrostatic transmission, hydraulic-mechanical and electronic mechanical. Hydraulic mechanical is most widely used now. hydraulic-mechanical Clamping mechanism is always consist of Hydraulic cylinder and song cubits connecting rod. It also be called Cubits long pole type shut the mould institutions.In the process of combining a model , this mechanism can achieve slow -fast-slow ‘s speed movement process; improve the speed of spotting and it also can save energy consumption and Improve efficiency.
Keyword: Clamping Mechanism; Hyperbolic cubits; Spotting; Hydraulic
1 前言
1.1 液压技术的发展趋势
液压传动作为一种传动方式,由于具备功率密度高,结构小巧,配置灵活,组装方便,可靠耐用等独到的特点,已成功地用于一切需要中等以上功率输出,且需对运动过程进行灵活控制和调节的地方,是现代化传动与控制的关键技术之。
21世纪是一个高度自动化的社会,随着科技的发展和人类的新需要,大型智能型行走机器人将应运而生。资料表明,液压技术作为能量传递或做功环节是其中必不可少的一部分。故无论现在还是将来,液压技术在国民经济中都占有重要的一席之地,发挥着无法替代的作用。
现代液压技术与微电子技术、计算机控制技术、传感技术等为代表的新技术紧密结合,形成一个完善高效的控制中枢,成为包括传动、控制、检测、显示乃至校正、预报在内的综合自动化技术。它是中大功率机械设备实现自动化不可缺少的基础技术,应用面极其广泛。
未来我国液压技术的发展方向将主要集中在静液压传动及负荷传感技术、电液伺服比例技术、气动智能及模块化集成应用技术、液压系统污染控制及密封技术及计算机技术等领域,同时液压产品也将呈现高压化、小型化、集成化和复合化的特点。[2]
1.2 注塑机的现状与发展
从五十年代技术创新推出了螺杆式塑料注射成型机至今已有五十多年的历史。目前在工程塑料业中,80%采用了注射成型。近年来由于汽车、建筑、家用电器、食品、医药等产业对注射制品日益增长的需要,推动了注射成型技术水平的发展和提高,出现了以注射制品为主导的新格局。我国塑料机械的年销售额平均在50亿元人民币左右,以台数计约合8.5万台。其中40%是注射成型机产品。从美国、日本、德国、意大利、加拿大等主要生产国来看,注塑机的产量都在逐年增加。
塑料注射成型机的技术水平及发展趋势,从注塑机问世起,锁模力在1000~5000KN,注射量在50~2000g的中小型注塑机占绝大多数。到了七十年代后期,由于工程塑料的发展,特别是在汽车、船舶、宇航、机械以及大型家用电器方面的广泛应用,使大型注塑机得到了迅速发展。美国最为明显。在1980年全美国约有140台10000KN以上锁模力的大型注塑机投入了市场,到1985年增至500多台。日本名机公司已经成功地制造了当今世界最大的注塑机,其锁模力达到120000KN,注射量达到92000g。
八十年代以来,CAD/CAE/CAPP/CAM计算机应用技术在塑机制造业的广泛采用,促进了我国注塑机研发和制造水平的高速发展。以宁波海天股份有限公司为代表的一批国家级高新技术企业都相继引进了美国U.G.S和PTC公司的计算机辅助设计和分析等软件。实现了三维立体参数化建模,机构运动仿真,对主关件进行有限元分析,对高应力区的应力分布、应力峰值、危险区域等进行准确的计算。帮助设计人员迅速地了解、评估和修改设计方案。保证重要零件结构合理性和可靠性达到完美结合。针对机械式锁模部件的运动和动力学特征进行参数优化,绘制特性曲线图,通过曲线的分析比较,找到一个速度和力变化的最佳点,保证合模机构省力、快速、节能、平稳、低噪音,同等条件下系统的刚性最好。对注射部件的设计能根据用户使用的制品材料,几何形状特征,日产量合理地选择螺杆直径、长径比、压缩比等主参数。经参数优化确定螺杆全部最佳几何参数。在整机概念设计方面,全面推行了系列化、通用化、组合化、模块化、标准化的现代设计方法,规范产品系列型谱。努力提高零部件通用化程度,用发展变型产品和特殊机、专用机来满足不同用户的需求。建全通用零部件、单元和模块的数据库。对市场应变保持着很高的敏捷反应能力。为了保证高质量的设计输出到高质量的产品输出,旧的加工方式已经很难适应技术、质量竞争的要求。海天公司按照滚动发展的科学方法,累积投资2亿元人民币组建了加工中心分厂。新建了5万平方米的大型装配分厂。10万平方米的钣金和结构件加工分厂。新建了一万平方米的试验车间和实验室。新建了5928个库位的立体自动仓库。购置了德国OKUMA 二条柔性加工线,加入到40多台加工中心组成的机群中。实施了国家863计划--浙江海天CIMS工程,成功应用K3系统,实现了生产计划、物料、成本等计算机集成管理。引进IMAN系统实现了产品技术数据创建和跟踪,产品结构和版本,产品属性和关联数据的查询和向K3系统的信息传递等计算机集成管理。[3]
1.3 研究意义
随着塑料工业的发展,塑料制品在各行各业中都有越来越广的应用。当今,在一些高新尖端技术上,各种塑料制品的技术要求越来越高,壁厚超薄、外形尺寸超精密、重量超清,以及生产加工时的超高速循环、对价格昂贵的模具有很好的保护等要求,不但对注射成型加工工艺方法提出高的要求。锁模装置是注塑机的最主要的部件,它在合模速度、合模精度、锁模力上达到相关的要求才能满足
这些制品的生产,因此在传统液压、三模板、有拉杆注塑机锁模装置的基础上开发了全电动、二板式、无拉杆注塑机等注塑机新机种。[4]
1.4 国内外研究现状
注塑机的锁模装置,伴随着50年代注塑机的出现,结构就一直在不断创新发展。最由最初的直压式至70年代末出现了肘杆式、单缸充液式等。当时这类锁模装置得到了快速的发展,但一直受到既要锁模力大,又要快速、节能这一矛盾的制约。尽管全液压式注塑机存在液压油的可压缩性问题,但是液压在静止的时候压力处处相得,所以模板和模具受力都相当均匀,而且具有开合模精度,不需调模,不需加润滑,磨损较少,开合模行程长等特点。这些与单缸液压式锁模机构相比,已经得到了非常快的发展。80年代末我国广东顺德泓利机器有限公司开发的四缸差动注塑机,是世界上第一台外循环直压型两板机的雏型。其后他们在此基础上开发出了全液压四缸直锁二板式注塑机。该机采用了独特的合模机构和液压系统,实现了锁模力和注射力的自适用和模具定位的自适用,使产品具有节能、精密可靠、运行平稳等诸多优点。在国内的精密注塑机发展史上具有非常重要的意义。目前这种合模机构已经被应用到新开发的光盘注塑机上。80年代末5铰点斜排列肘杆式的发明充分展示了肘杆式注塑机的优点。电动式注塑机起步较晚,从20世纪80年代开始发展起来。日精树脂公司于1983年率先向市场推出型号为MM5电动式注塑机。由于伺服电动机的成熟应用和价格的大幅度下降,近年来全电动式注塑机越来越为市场青睐,越来越多的注塑机商,如日精、法那克、东洋机械金属公司、新泻铁工所、住友、等公司,都进行了开发和生产,但是主要厂家还是集中于日本。90年代初以德国为首的欧洲推出了许多新的全液压式注塑机,其中二板直压式是这类结构的代表。而日本却把重点放在开发全电动式注塑机上,并取得了相当大的成果。由著名的加拿大Engel公司首先开发成功的无拉杆注塑机,标志着注塑机的发展又上了一个新的水平。[5]
2 锁模装置
锁模装置是保证成型模具可靠地闭合、实现模具开闭动作以及顶出制品的部件。锁模装置主要由固定模具的前固定模板、移动模板和连接前后固定模板的拉杆、锁模油缸、制品顶出装置等组成。
锁模装置是注塑机的重要组成部分之一,它的主要任务是提供足够的锁模力,使其在注射时,保证模具可靠锁紧;同时,在规定的时间内以一定的速度闭合和打开模具;顶出制品,它的结构和性能不仅影响制件的质量而且影响机器的生产效率。因此,对锁模装置有以下要求:
1)应有足够大的锁模力;保证模具在注射时不致因模腔压力的作用而张
开,以免形成溢边,影响制品精度。
2)应有足够大的模板面积,模板行程和模板间距,以适应成型不同尺寸和
不同形状的制品要求。
3)应有较高的开模和闭模速度,在闭模时,应该先快后慢;在开模时,应
该先慢后快,而后再慢。以满足制品顶出平稳,模板运行安全以及生产
效率高的要求。
4)应有制品顶出调节模板间距和侧面抽芯等附属装置。
5)结构应尽量简单紧凑、便于维修。
锁模装置的形式可根据实现锁模力的方式不同将其分为机械式、液压式和液压-机械式等三种;按结构方式来分又可分为立式和卧式。结合此次所要设计机型对锁模装置的要求,选择了卧式液压型。
注塑机的锁模结构形式有多种,但是不管怎样的形式,锁模机构必须能达到额定锁模力,有尽快的移模速度和有足够的模板行程。
注塑机的锁模装置主要由锁模机构、调模装置、顶出装置、连杆结构、安全保护装置、模板、拉杆等组成。
后模板及前模板由四根拉杆和螺母锁紧构成受力封闭的的整体框架、模具的动、定模分别固定在后模板和前模板上,动模板在锁模液压缸的作用下,通过锁模机构带动模板沿拉杆实现启模运动,并产生锁模力。启模后由顶出装置将模具中的制品顶出;模具厚度的调整由调模装置来实现。
此次设计节能型注塑机的锁模机构采用肘杆式。且为双曲肘五连杆内翻式。锁模时锁模液压缸通过两个对称的曲肘连杆机构将模板快速前移,在模具将闭合时,曲肘连杆撑直使锁模机构产生系统弹性变形,达到锁模力。此种形式在中小型注塑料机上应用较普遍。此外,此种结构紧凑,系统刚性好,有力的放大特性,省能,当模具接近闭合时,有自动减速的功能。这些都符合设计意图。
锁模装置的作用有三方面:
1)保证模具可靠地安装、固定和调整;
2)实现快速开闭模运动、低压低速安全闭模保护模具和高压锁模;
3)顶出制品。[5]
3 合模装置的形式
合模装置的分类方式有很多:按照主模板的数目可分为三板式和两板式;按照合模架形式可分为有拉杆式和无拉杆式;按外形特征分为立式和卧式合模机构;按锁模力的实现方式可分为全液压式、液压机械式和电动式合模机构。
3.1 液压式合模装置
全液压式合模机构可分为直压式、增压式、稳压式和充液式。
3.1.1 直压式合模装置
直动式合模机构的特点是启闭模动作和合模力的产生都由合模油缸直接完成,这是一种非常简单的合模机构。合模机构的合模动作由液压油作用在活塞上来实现,锁模动作由液压油升压来完成。这种合模机构不满足合模机构的运动特性,耗能大,精度低,目前已经很少应用。
图1单缸直压式机构
Fig 1 Direct compression cylinder body
3.1.2 增压式合模装置
增压式合模机构是由合模油缸、充液阀、稳压油缸和增压缸组成。合模时压力有进入合模油缸1中,动模板随合模油缸活塞一并运动,使模具合闭。锁模时,增压油缸2进入高压油,使增压油缸的活塞杆向合模油缸1中推进,由于活塞与活塞面积差的作用,造成两端的压力差,使合模油缸中的压强提高,达到额定合模力。锁模力的大小与增压油缸、合模油缸的结构有关,因而此类合模机构的锁模力受液压系统和密封的限制,固增压有限,主要用于中小型注塑机。
3.1.3 稳压式锁模机构
稳压式锁模装置的特点是使用了小直径快速易模油缸和大直径短行程的稳压油缸。其工作原理是当快速闭模时,压力油进入闭模油缸的D室,推动动模板快速前移。当模具靠拢后,带有螺纹的两块闸板将带有外螺纹的闭模油缸抱合住,然后向锁模油缸的B室通入压力油,由于锁模油缸的直径较大,产生了很大的锁模,它通过锁模活塞、闸板和闭模油缸传递到动模板上,使模具可靠锁紧。开模时,B室和D室与回油路接通,闸板和闭模油缸脱离,压力油进入闭模油缸的A室,动模板便迅速后移。可见,锁模活塞的作用就是产生足够的锁模力。由于锁模油缸的活塞行程很短,所以,可以减轻机器的重量,缩短升压时间,但它更适合应用与3000-5000KN以上的锁模装置,
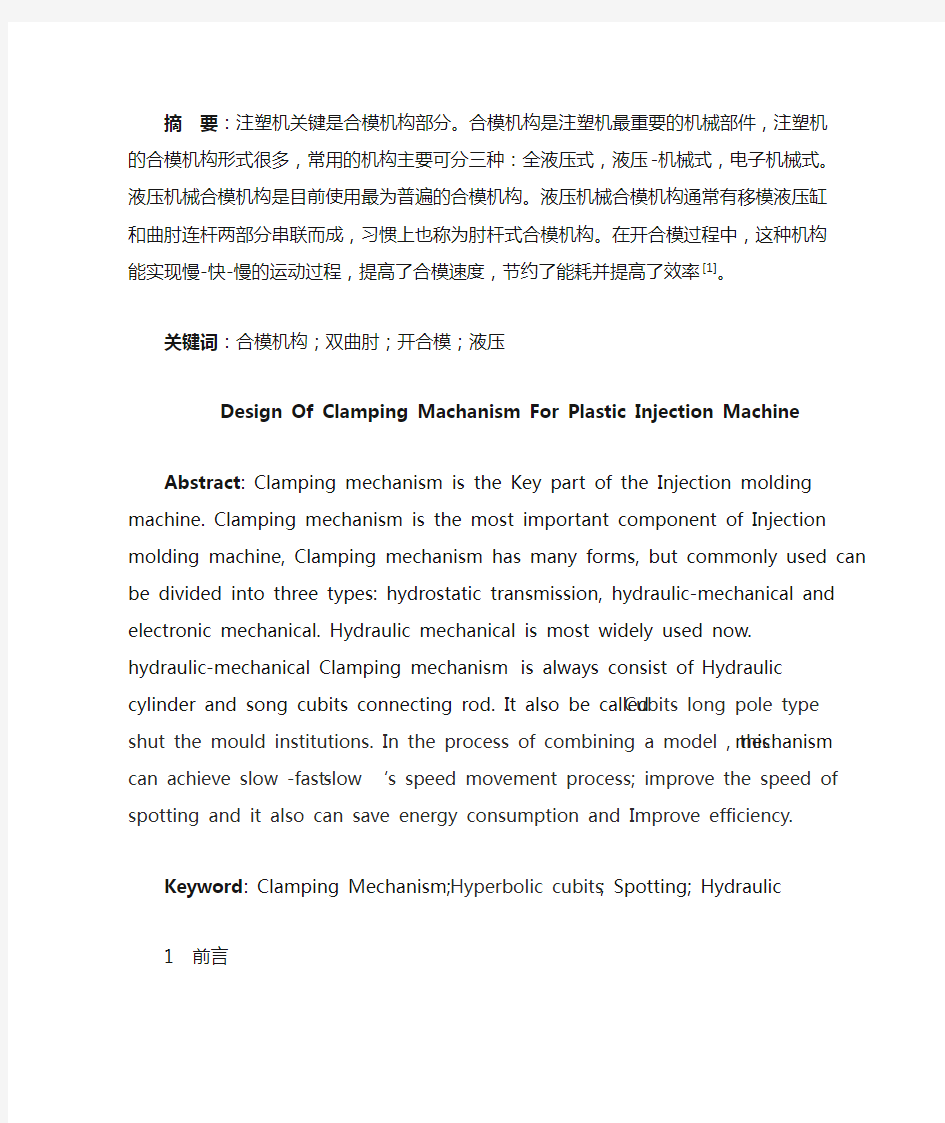
第一章 注塑机工作原理及构造 第一节 注塑机工作原理 一、注塑机工作原理 注塑成型机简称注塑机,其机械部分主要由注塑部件和合模部件组成。注塑部件主要由料筒和螺杆及注射油缸组成示意如图1-19所示。 注塑成型是用塑性 的热物理性质,把物料 从料斗加入料筒内,料筒外由加热圈加热,使物料熔融。在料筒内装有在外动力油马达作用下驱动旋转的螺杆。物料在螺杆的作用下,沿着螺槽向前输送并压实。物料在外加热和螺杆剪切的双重作用下逐渐的塑化、熔融和均化。当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用力作用下向后退,使螺杆头部形成储料空间,完成塑化过程。然后,螺杆在注射油缸活塞杆推力的作用下,以高速、高压,将储料室的熔融料通过喷嘴注射到模具的型腔中。型腔中的容料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制件从模具顶出落下。 塑料从固体料经料斗加入到料筒中,经过塑化熔融阶段,直到注射、保压、冷却、启模、顶出制品落下等过程,全是按着严格地自动化工作程序操作的,如图1-20所示。 1-模具 2-喷嘴 3-料筒 4-螺杆 5-加热圈 6-料斗 7-油马达 8-注射油缸 9-储料室 10-制件 11-顶杆 图1-19 注塑成型原理图 注射座动作选择
第二节 注塑机组成 注塑机根据注塑成型工艺要求是一个机电一体化很强的机种,主要由注塑部件、合模部件、机身、液压系统、加热系统、冷却系统、电气控制系统、加料装置等组成,如图1-21所示。 第二节注 塑 机 结 构 注塑机总体结构 公司目前主力机型为HTFX 系列,该机型主要可分为注射部分(01 注塑机 注塑部件 塑化装置 注射座 注射油缸 螺杆驱动装置 注射座油缸 螺杆 料筒 螺杆头 喷嘴 合模部件 合模装置 调模装置 制品顶出装置 机身 液压系统 泵、油马达、阀 蓄能器、冷却器、过滤装置 管路、压力表 冷却系统 入料口冷却、模具冷却 润滑系统 润滑装置、分配器 电器控制系统 动作程序控制;料筒温度控制;泵电机控制 安全保护;故障监测、报警;显示系统 机械手 加料装置 图1-21 注塑机组成示图
目录 中文摘要........................................................ I 第一章引言.. (1) 1.1注塑机整机的工作原理 (1) 1.2注塑机的结构组成 (2) 第二章合摸机构方案设计 (4) 2.1?合模机构的类型和选择 (4) 2.2.液压肘杆式合模机构的常见形式和选择 (6) 2.3.合模机构的参数和尺寸计算 (7) 2.3.1合模力的确定 (7) 2.3.2模板尺寸及拉杆间距 (8) 2.3.3动模板行程Sm (9) 2.4肘杆机构的尺寸参数确定 (10) 2.4.1运动特性分析 (11) 2.4.2力学特性分析 (12) 2.4.3肘杆机构自锁及正常运动条件 (14) 2.4.4肘杆机构的速度分析 (14) 2.4.5肘杆机构的尺寸参数确定 (18) 2.5具体速度和加速度分析 (20) 第三章内翻式合摸机构机械结构设计 (25) 3.1合摸机构装配图和主要的零件设计图 (25) 3.2肘杆机构的强度校核 (25) 3.3铰轴的剪切强度校核 (25) 3.4注塑机的调模机构 (26) 第四章注塑机的液压系统 (27) 第五章其它机构 (30) 5.1注塑机的机械保险装置 (30) 5.2注塑机的注射装置 (30) 5.2.1.注塑机的注塑油缸数类型的选择与确定 (30) 5.2.2.注塑机的注塑装置的其他部件 (31) 参考文献 (32) 总结 (33)
第一章引言 塑料工业是国民经济重要工业部门,又是一个新兴的综合性很强的工业体系,这在很大程度上涉及到塑料加工的设备的先进与否。所以为塑料制品行业提供加工装备的塑料机械行业,近几年发展迅速,其发展速度与所创主要经济指标在机械工业的194个行业中名列前茅。塑料机械年制造能力约20万台(套),门类齐全,在世界排名第一。而在众多塑料加工设备中,塑料成型加工设备是重点,主要有注塑机、挤出机、中空吹塑成型机及其辅助设备。在成型加工中,注塑占重要位置,其设备是注射成型机,又称注塑机。 注塑成型的特点是:可一次成型外形复杂、尺寸精确、表面光泽的塑料制件;模具可以快速更换,以便制造适应市场需求的产品;特别适宜工程塑料及特种塑料的成型,获得有特殊性能、特殊用途的制品等。 合模机构是注塑机的重要部件之一,因为合模机构提供的锁模力最终决定力模具模腔的平均压力,而模具模腔的平均压力的决定了制品的产品质量。现在,随着塑料 的品种的日益丰富,性能越来越多样性和优越性,以及现在社会对塑料制品的需求量不断上升,且需求品种也越来越多样性。合模力从超小型的200kN到超大型的大于20000kN,几乎包含了社会生产生活中的各个领域。但平常用的最多的,较常见的是小型机。 1.1注塑机整机的工作原理 注塑机利用塑料的热物理性质,把物料从料斗加入料筒中,料筒外由加热圈加 热,使物料熔融;在料筒内装有在外动力马达作用下驱动旋转的螺杆,物料在螺杆的作用下,沿着螺槽向前输送并压实,物料在外加热和螺杆剪切的双重作用下逐渐地塑化,熔融和均化,当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下,把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用下后退,使螺杆头部形成储料空间,完成塑化过程;然后,螺杆在注射油缸的活塞推力的作用下,以高速、高压,将储料室内的熔融料通过喷嘴注射到模具的型腔中;型腔中的熔料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制品从模具顶出落下。 通俗点来说,注塑机的工作原理与打针用的注射器相似,其借助螺杆的推力,将已塑化好的熔融状态的塑料注射入模腔内,经固化定型后取得制品的工艺过程。注塑机作业循环流程如图1-1所示。其中制品冷却与螺杆塑化是同时进行的。
注塑机操作实用教程 注塑机具有能一次成型外型复杂、尺寸精确或带有金属嵌件的质地密致的塑料制品,被广泛应用于国防、机电、汽车、交通运输、建材、包装、农业、文教卫生及人们日常生活各个领域。注射成型工艺对各种塑料的加工具有良好的适应性,生产能力较高,并易于实现自动化。在塑料工业迅速发展的今天,注塑机不论在数量上或品种上都占有重要地位,从而成为目前塑料机械中增长最快,生产数量最多的机种之一。 我国塑料加工企业星罗其布,遍布全国各地,设备的技术水平参差不齐,大多数加工企业的设备都需要技术改造。这几年来,我国塑机行业的技术进步十分显著,尤其是注塑机的技术水平与国外名牌产品的差距大大缩小,在控制水平、产品内部质量和外观造型等方面均取得显著改观。选择国产设备,以较小的投入,同样也能生产出与进口设备质量相当的产品。这些为企业的技术改造创造了条件。 要有好的制品,必须要有好的设备。设备的磨损和腐蚀是一种自然规律,人们掌握了这种规律,就可以预防或减少设备的磨损和腐蚀,延长设备的使用周期,保证设备的完好率。 为加强塑料机械的使用、维护和管理工作,我国有关部门已制订了有关标准和实施细则,要求各设备管理部门和生产企业对设备的管理和使用做到“科学管理、正确使用、合理润滑、精心维护、定期保养、计划检修,提高设备完好率,使设备经常处于良好状态。
本文撰写了注塑机维护、保养的有关知识和技术资料可供设备管理部门和生产企业的管理人员和技术人员参考。 塑料注射成型技术是根据压铸原理从十九世纪末二十世纪初发展起来的,是目前塑料加工中最普遍采用的方法之一。该法适用于全部热塑性塑料和部分热固性塑料(约占塑料总量的1/3)。 1.1 注塑成型机的工作原理 注塑机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。 注射成型是一个循环的过程,每一周期主要包括:定量加料—熔融塑化—施压注射—充模冷却—启模取件。取出塑件后又再闭模,进行下一个循环。 1.2 注塑机的结构 注塑机根据塑化方式分为柱塞式注塑机和螺杆式注塑机;按机器的传动方式又可分为液压式、机械式和液压—机械(连杆)式;按操作方式分为自动、半自动、手动注塑机。 (1)卧式注塑机:这是最常见的类型。其合模部分和注射部分处于同一水平中心线上,且模具是沿水平方向打开的。其特点是:机身矮,
注塑机毕业设计题目 篇一:注塑注射模具壳体专业类毕业设计论文题目有全套图纸 F:\毕业设计\注塑模具 0.5S稳压器盖板冲裁模设计(含全套设计图纸) A0016毕业设计(论文)-托架冲压工艺及模具设计(含全套CAD图纸) A0017毕业设计(论文)-带料切口连续拉深级进模具设计(含全套CAD图纸) A0021毕业设计(论文)-卡板级进模具设计(含全套CAD图纸) A0047毕业设计(论文)-基于无线数传模块的遥控小车电路设计(含全套图纸) A0108毕业设计(论文)-汽车玻璃升降器外壳模具设计(含全套CAD图纸) A0115毕业设计(论文)-电池连接板塑料模具设计(含全套图纸) A0126毕业设计(论文)-刷座注塑模具设计与工艺分析(含全套CAD图纸) A0127毕业设计(论文)-手机后盖注射模工艺及模具设计(含全套CAD图纸) A0141毕业设计(论文)-吹风机外壳的注塑模的设计(含全套CAD图纸) A0144毕业设计(论文)-汽车前桥支架座冲压工艺及模具设计(含全套CAD图纸) A0156毕业设计(论文)-显示
器支架冲压模设计(全套CAD图纸) A0162机械专业毕业设计(论文)-CA6140机床三维建模与装配设计(含全套图纸) A0166毕业设计(论文)-手柄冲裁模设计与制造(含全套图纸) A0168毕业设计(论文)-输油管接头注射模具设计(全套含图纸) A0169毕业设计(论文)-接线盒塑料注塑成形工艺及模具设计(含CAD图纸) A0173毕业设计(论文)-三角衣架塑料模设计 A0184毕业设计(论文)-LS-150型注塑机注射座数控加工工艺设计及专用夹具设计 A272F系列并条机车尾箱设计(全套含图) cpu散热片的落料模具与锻压成形模具设计0x7d0o D091毕业设计(论文)-0.5S稳压器盖板冲裁模设计(含全套CAD图纸) D096毕业设计(论文)-5号电池充电器外壳的塑件注射模设计(含全套CAD图纸) D098毕业设计(论文)-香皂盒塑件的塑料注射模具设计(含全套CAD图纸) D099毕业设计(论文)-折叠伞手柄塑件塑料注射模具设计(含全套CAD图纸) D100毕业设计(论文)-茶杯塑件塑料注射模具设计(含全套CAD图纸) D102毕业设计(论文)-首饰盒塑件塑料注射模具设计
注塑机合模部分设计毕业设计
摘要:注塑机关键是合模机构部分。合模机构是注塑机最重要的机械部件,注塑机的合模机构形式很多,常见的机构主要可分三种:全液压式,液压-机械式,电子机械式。液压机械合模机构是当前使用最为普遍的合模机构。液压机械合模机构一般有移模液压缸和曲肘连杆两部分串联而成,习惯上也称为肘杆式合模机构。在开合模过程中,这种机构能实现慢-快-慢的运动过程,提高了合模速度,节约了能耗并提高了效率[1]。 关键词:合模机构;双曲肘;开合模;液压 Design Of Clamping Machanism For Plastic Injection Machine Abstract: Clamping mechanism is the Key part of the Injection molding machine. Clamping mechanism is the most important component of Injection molding machine, Clamping mechanism has many forms, but commonly used can be divided into three types: hydrostatic transmission, hydraulic-mechanical and electronic mechanical. Hydraulic mechanical is most widely used now. hydraulic-mechanical Clamping mechanism is always consist of Hydraulic cylinder and song cubits connecting rod. It also be called Cubits long pole type shut the mould institutions.
注塑机合模参数设置参考说明 锁模结构:双曲肘五铰链斜排内卷式,合模动作位置切换控制:电子尺 一.开始合模: 1、开始合模压力:初设置值参考为25,当此压力过小而导致速度过慢时,可尝试增加速度,此压 力过小,而使速度无法提高至需要时速度每次加+5尝试,注意,该压力设置较大时,会使动模板瞬间加高压改变静止状态变运动,至使动模板孔与拉杆产生巨大的摩擦力,久之加快了机器动模板孔与拉杆的磨损,影响到动模板运动的平稳性与精密度的下降,可能影响到个别对合模机构的精密要求较高模具的生产。 2、开始合模速度:看实际,不过要注意动作不宜过快,该速度要与下一段合模动作具有连贯性 的运动,而不是出现明显的停顿动作切换,最好是速度设置高,压力设置低,由压力控制速度。 二,低压合模:由低压低速推动模具,由需要安全保护的距离开始至模具完全闭合终止 1、低压合模速度:看实际,速度要慢,过快的速度,就算有设置了低压,惯性运动仍然有巨大的撞击破坏力。 滑快位置偏移、顶针断出.....等出现意外硬障碍物时,而进入合模动作,在有效的低压慢度的合模保护参数条件之下,大大减小撞击的损伤。其实可以这个速度为几十,然后不动它,再把压力开始调得很低比如5进行测试,以压力控制速度,再一步步加压至适合的合模保护速度。 2、低压合模压力:可以先把速度调得很高,压力调得很低例如5进行合模测试,因为压力低,就算速度设置 很大,失去压力的支持,合模速度也不会很快的,以压力控制速度,在5的基础上,一点点往上加至理想的合模保护速度,以最低的压力合模。 3、低压合模开始位置:(即上一段合模终止位置)这个要根据模具大小与结构而设置大小差异较大的数值, 一般为模具闭合前的5-20厘米之间,这个位置大家看着办。很多人就是设置模具合得太近,就才开始用低压,应该提前得到低压保护的距离受到上一段较大压力速度冲击合模,滑快位置偏移、顶针断出......等出现意外硬障碍物时,快猛撞击,这时低压保护无效,来迟了,(重点核心)..... 4、低压合模终止位置(即高压锁模开始位置):此参数为模具刚好刚完全闭合的位置,即动模板前进已经 到尽头停止了,调试时先调好低压压力和速度,再将位置设置为0,关门手动合模测试得出一个低压合模完全闭合位置数值,比如这个数值是2.2,这个数值的大小受电子尺设置调整、调模松紧、合模压力大小影响,并且这个数值会受到机器精度和模具表面细小杂物的影响等原因影响,每次合模可能会有小小变动,所以要将终止位置设置稍大一点点比如加0.2设置为2.4(参考加0.1-0.3),以最低的位置,精确保护模具,如果不把低压合模测试获得的位置数值设置大一点点的话,直接就用2.2,可能经常会出现低压合模位置大于2.2,低压位置结束不了而无法转到高压锁模。不过更多人是设置模具还有数厘米距离或更长距离没有完全闭合就低压终止,开始用高压了,低压保护无效,经常见到一些模具被意外带已经顶出了的形成品合模,钢材质模腔被压得变形。(重点核心) 三、高压锁模----开始用高压推动机铰伸直将已经闭合了的模具锁压紧。很多人就是
前言 光阴似梭,大学三年的学习一晃而过,为具体的检验这三年来的学习效果,综合检测理论在实际应用中的能力,除了平时的考试、实验测试外,更重要的是理论联系实际,即此次设计的课题为闹钟后盖的注塑模具。 本次毕业设计课题来源于生活,应用广泛,但成型难度大,模具结构较为复杂,对模具工作人员是一个很好的考验。它能加强对塑料模具成型原理的理解,同时锻炼对塑料成型模具的设计和制造能力。 本次设计以注射闹钟后盖模具为主线,综合了成型工艺分析,模具结构设计,最后到模具零件的加工方法,模具总的装配等一系列模具生产的所有过程。能很好的学习致用的效果。在设计该模具的同时总结了以往模具设计的一般方法、步骤,模具设计中常用的公式、数据、模具结构及零部件。把以前学过的基础课程融汇到综合应用本次设计当中来,所谓学以致用。在设计中除使用传统方法外,同时引用了CAD、Pro/E 等技术,使用Office软件,力求达到减小劳动强度,提高工作效率的目的。 本次设计中得到了戴老师的指点。同时也非常感谢邵阳学院各位老师的精心教诲。 由于实际经验和理论技术有限,设计的错误和不足之处在所难免,希望各位老师批评指正。
目录 前言. (1) 绪论 (2) 1 塑料的工艺分析 (4) 1.1塑件成形工艺分析 (4) 1.2闹钟后盖原料(ABS)的成型特性与工艺参数 (4) 2 注塑设备的选择 (7) 2.1 估算塑件体积 (7) 2.2 选择注射机 (7) 2.3 模架的选定 (7) 2.4 最大注射压力的校核 (8) 3 塑料件的工艺尺寸的计算 (10) 3.1 型腔的径向尺寸 (10) 3.2 型芯的计算 (10) 3.3 模具型腔壁厚的计算 (11) 4 浇注系统的设计 (12) 4.1 主流道的设计 (12) 4.2 冷料井的设计 (13) 4.3 分流道的设计 (13) 4.4 浇口的选择 (14)
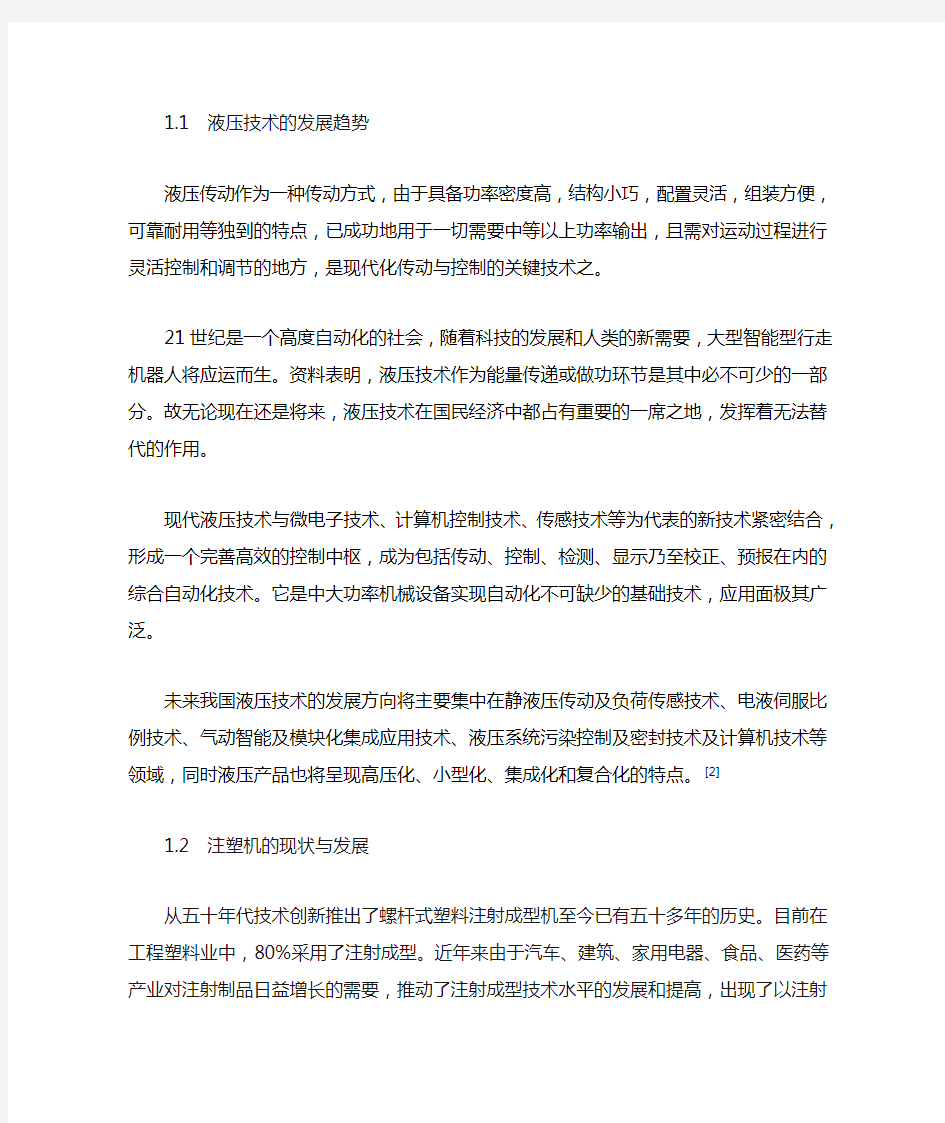
注塑机合模机构分析及其发展趋势 发表时间:2018-11-08T12:25:01.423Z 来源:《建筑学研究前沿》2018年第17期作者:何浩锋 [导读] 从注塑机合模机构的功能、结构及性能特点出发,对其按照模板数目、驱动源、传动形式。 广东伊之密精密股份有限公司广东佛山 528306 摘要:对于注塑机合模机构的分析研究,无论是国内还是国外所涉及的文献资料均较少,因此在合模机构方面的研究仍然有许多工作可以做。 关键词:注塑机;合模机构;双曲肘式;无拉杆式;二板复合式; 从注塑机合模机构的功能、结构及性能特点出发,对其按照模板数目、驱动源、传动形式、合模架构等特点进行了详细分类,再选取双曲肘式、全液压直压式、无拉杆式、二板复合式4种典型的合模机构进行分析,总结出各自的结构特性及应用情况。 一、合模机构特性分析及应用情况 由于不同的夹紧机构的结构特点,充分利用了五点双曲线弯头的肘杆特性,大大减少了系统对液压和电气控制的依赖,基本上是世界注塑机制造厂使用的。乌尔斯。然而,随着塑料工业的升级,其缺点和局限性也越来越突出,因此大多数厂家逐渐将研发的重点转移到其他的模式组织。近年来,对于全电型,已经取得了相当大的进展,但在不久的将来,更换液压注塑机作为主导产品的可能性不大。全电动注塑机作为塑料机械行业的高端产品,因其优异的性能而受到越来越多的关注。近年来,国际市场的市场份额逐年增加。随着高精度塑料件的广泛应用和制造成本的降低,未来的发展空间是巨大的。世界上主要的制造商已经基本上投入了全电动注塑机的开发。液压直压型是单缸充型的第一代表,但很难解决力与速度之间的矛盾,它将在单缸式的基础上,如超级电容器,促进其它形式的发展。型、充液式、充增压式、递增式等。虽然近年来,液压技术出现了明显的缺点,如漏油、污染、高能耗等,也得益于液压技术的不断进步。采用比例流量和比例方向技术可以大大简化注塑机的结构,降低能耗,使其有了新的发展。二元复合板作为90年代引进的新型创新机构,在大、超大型领域具有独特的优势,但其机械、控制和液压技术难以把握。 二、典型合模机构分析 1.曲肘式。(1)五点双曲肘内翻式。五点双曲肘倒立结构具有成本低、维护性低、刚性好、运动特性好等特点。它已成为注塑机中应用最广泛的模具机构。五点双曲线弯头在注塑机中得到了广泛应用,因为它充分体现了肘杆机构的3个显著特点:1)弯头连杆机构受力放大作用;2)弯头连杆提高了运动特性。3、肘关节连杆自锁功能。然而,在弯曲机构中存在着夹紧力不稳定、铰链容易磨损、模具调整困难、模具开度大、机身冲击大等缺点。(2)电肘连杆式。80年代后期,全电动注塑机由电机驱动,电气夹紧机构共同发展。与液压型相比,电动型具有节能、降噪、清洁环保、精度高、调速范围宽、响应性好等特点,使得日益短缺成为当今市场的热点。生态环境的恶化和塑料制品需求的增加。目前,电动式机构主要由五个双曲肘组成,仍然属于电源机械结构。不同之处在于,电源采用伺服电机和滚珠丝杠代替液压缸驱动肘杆带动模板运动。由于它仍然是一种五点双曲线肘关节机构,保留了肘杆式机构的缺点,并且还存在滚珠丝杠的下降、夹紧精度的降低、伺服电机过载以及价格较高的问题。 2.无拉杆式。1990引入无拉杆引起人们的注意。它打破了传统的四拉杆机构的机械变形的概念,取消拉杆并利用基础进行力的传递。因此,其设计的关键是坚实的基础结构,采用稳定的C形结构,无拉杆式,并计算结构体。在相同体积条件下,有效截面是普通四杆件截面面积之和的10倍,因此系统的刚性较好,弹性变形较小。与拉杆式夹紧机构相比,非拉杆具有以下特点:(1)固定模板直接固定在C形结构上,大大延长了接触面积,减小了模板的挠度,保证了模板的平行性;(2)t在不受4根拉杆限制的情况下,模具的安装拆卸非常方便,模具可自由向上移动。(3)多组分喷射装置安装方便,垂直、水平、交叉注射安装方便,易于插入外围自动化设备,提高了设备的可靠性。自动化和集成化的生产流程。 液压缸作为非拉杆式夹紧机构的驱动结构的驱动源。从整体结构可以看出,模型油缸通过快速移动气缸移动,模具缸直接锁定在模具中,而伺服电机用作驱动源。英乐公司的技术人员将最新的电气技术与非拉杆技术结合起来。设计了一种高精度、高能量利用的电动非拉杆夹紧机构。 3.二板复合式。20世纪90年代初,许多新型液压注塑机被欧洲制造商引进,其中以二板复合材料最具代表性。其结构特点是:前模板、动模板、无背模板、夹紧力直接作用在两模板上。夹紧动作通常依靠小直径油缸快速移动模具,在达到指定位置后产生保持杆作用,然后用大直径油缸代替夹紧。共同的作用点是在停止压力之前,将有可移动模具的锁定过程,这是由定位锁定结构完成的。双板复合夹紧机构根据稳定缸的数量和位置以及锁杆的方式有不同的形式,如图1所示:(a)动板抱杆、定板稳压式,典型应用如Eng el Duo系列;(b)动板抱杆、动板稳压式,典型应用如Krauss-Maf fei MX系列;(c)定板抽杆、动板稳压式,典型应用如DemagT itan系列;(d)定板抽杆、定板稳压式,典型应用如Battenfeld HM系列;(e)动板抱杆、动板中心稳压式,典型应用如Milacron Maxima MM系列。与肘杆夹紧机构相比,该复合板具有以下优点:(1)该机容量大,特别适用于大型注塑机;(2)受力条件理想;运动副不受夹紧力,磨损小。该机没有关节摩擦副,避免了接头的润滑和磨损问题;(3)夹紧机构是刚性的。第二板式注塑机不需要依靠拉杆的变形来提供夹紧力,拉杆的直径可以大得多,长度仅是两个板与顶板之间的距离,锁紧力线是短的。(4)与同吨位模型相比,整机长度短,结构紧凑紧凑,空间空间小。
成人高等教育 毕业论文课题:全自动注塑机的PLC控制 专业电气设备及其自动化
目录 目录………………………………………………………………………… 1 摘要…………………………………………………………………………… 2 Abstract (3) 0引言……………………………………………………………………… 4 1注塑机的机械结构及工作原理 (5) 1.1注塑机的机械结构 (5) 1.2工作原理 (5) 2注塑机的流程图、I/O分配及外部接线 (6) 2.1注塑机的流程图 (6) 2.2I/O分配图 (6) 2.3P L C的选型以及其外部接线图的设计 (7) 3 注塑机的PLC程序设计……………………………………………………
9 3.1相关知识 (9) 3.2程序 (9) 3.2.1 手动自动的选择程序……………………………………………… 10 3.2.2 注塑机自动运行的程序……………………………………………… 1 1 3.2.3 PLC手动控制注塑机运行程序……………………………………… 1 2 4 PLC的外围设备以及安全保护要求………………………………………… 1 3 4.1短路保护 (13) 4.2感性输入输出处理 (13) 4.3 PLC系统的接地要求………………………………………………… 1 3 绪论……………………………………………………………………… 1 4 致谢……………………………………………………………………… 1 5 参考文献……………………………………………………………………… 1 6
摘要 本文主要介绍以三菱FX2N-36MR的PLC(可编程控制器)来控制注塑机的运行的控制原理。从注塑机的原理、工作流程、工作方式、以及这种控制的优点来阐述这种全自动的PLC控制的注塑机是具有很大的优势来取代传统的继电器控制的注塑机的,这是因为这种新型的控制方式具有高精度、重复性好、生产周期短、且具有节约能源的优点。本文涉及了电气、机械、液压、冷却等方面的内容。 关键词三菱PLC,变频器,注塑机,液压 Abstract This paper introduces the Mitsubishi FX2N-36MR PLC (Programmable Logic Controller) to control the operation of the injection molding machine control from the injection molding machine, the work processes, work methods, and to illustrate the advantages of this control PLC control this automatic injection molding machine is a great advantage to replace the traditional relay control injection molding machine, it is because This new control method has high accuracy, good repeatability, short production cycle, and has the advantage of saving energy. This article relates to the electrical, mechanical, hydraulic, cooling and other aspects. Keywords:Mitsubishi PLC, inverter, injection molding machines,
(一)注塑机结构分析及其工作原理 一、注塑机的工作原理 注塑成型机简称注塑机。 注塑成型是利用塑料的热物理性质,把物料从料斗加入料筒中,料筒外由加热圈加热,使物料熔融,在料筒内装有在外动力马达作用下驱动旋转的螺杆,物料在螺杆的作用下,沿着螺槽向前输送并压实,物料在外加热和螺杆剪切的双重作用下逐渐地塑化,熔融和均化,当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下,把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用下后退,使螺杆头部形成储料空间,完成塑化过程,然后,螺杆在注射油缸的活塞推力的作用下,以高速、高压,将储料室内的熔融料通过喷嘴注射到模具的型腔中,型腔中的熔料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制品从模具顶出落下。 注塑机作业循环流程如图1所示。 图1 注塑机工作程序框图 二、注塑机的分类 按合模部件与注射部件配置的型式有卧式、立式、角式三种 (1)卧式注塑机:卧式注塑机是最常用的类型。其特点是注射总成的中心线与合模总成的中心线同心或一致,并平行于安装地面。它的优点是重心低、工作平稳、模具安装、操作及维修均较方便,模具开档大,占用空间高度小;但占地面积大,大、中、小型机均有广泛应用。 (2)立式注塑机:其特点是合模装置与注射装置的轴线呈一线排列而且与地面垂直。具有占地面积小,模具装拆方便,嵌件安装容易,自料斗落入物料能较均匀地进行塑化,易实现自动化及多台机自动线管理等优点。缺点是顶出制品不易自动脱落,常需人工或其它方法取出,不易实现全自动化操作和大型制品注射;机身高,加料、维修不便。 (3)角式注塑机:注射装置和合模装置的轴线互成垂直排列。根据注射总成中心线与安装基面的相对位置有卧立式、立卧式、平卧式之分:①卧立式,注射总成线与基面平行,而合模总成中心线与基面垂直;②立卧式,注射总成中心线与基面垂直,而合模总成中心线与基面平行。角式注射机的优点是兼备有卧式与立式注射机的优点,特别适用于开设侧浇口非对称几何形状制品的模具。
目录 第一章注射成型的概述和发展趋势 (1) 1.1概述 (1) 1.2我国立式塑料注射成型机的技术水平及发展趋势 (1) 1.3课题研究意义 (1) 第二章总体设计方案 (2) 2.1合模装置的初步设计 (2) 2.2锁模方式的初步设计 (2) 2.3注射装置的初步设计 (2) 2.4驱动装置的初步设计 (2) 2.5液压油缸的布置形式 (2) 2.6模板的平面布置形式 (2) 2.7整体结构方案示意图 (3) 第三章注射系统的设计 (4) 3.1螺杆的设计 (4) 3.1.1螺杆的直径 s D (4) 3.1.2螺杆的长径比 (4) 3.1.3螺杆的长度L (4) 3.1.4螺杆的螺纹螺距S及螺纹角θ (4) 3.1.5螺杆螺棱法向宽度e (5) 3.1.6螺杆的转速n (5) 3.1.7螺杆的结构及各段的长度、螺槽的深度 (5) 3.1.8螺杆的行程s (6) 3.1.9螺杆与机筒的间隙δ (6) 3.1.10螺杆的驱动功率及扭矩 (6) 3.1.11螺杆的材料 (7) 3.1.12螺杆的技术要求 (7) 3.2螺杆头的设计 (7) 3.3机筒的设计 (7) 3.3.1机筒的内径D b 及外径D (7)
3.3.2机筒的材料 (7) 3.3.3机筒的技术要求 (8) 3.4喷嘴 (8) 3.4.1喷嘴的结构形式 (8) 3.4.2喷嘴的口径 (8) 3.4.3喷嘴球半径 (9) 3.5料斗...........................................................................9第四章合模系统的设计 (10) 4.1拉杆的设计 (10) 4.1.1拉杆的直径 (10) 4.1.2拉杆的固定 (11) 4.1.3拉杆的材料 (11) 4.1.4拉杆的技术要求 (11) 4.2模板的设计 (11) 4.2.1模板模具安装螺孔的排列及尺寸 (11) 4.2.2上模板的基本尺寸 (12) 4.2.3下模板的基本尺寸 (13) 4.2.4上下模板间的最大距离 (14) 4.2.5模板的厚度 (14) 4.2.6模板的材料 (15) 4.2.7模板的技术要求 (15) 4.3顶出装置的设计 (15) 第五章液压装置的设计 (16) 5.1液压马达 (16) 5.1.1液压马达的选取 (17) 5.1.2马达的布置及其与螺杆的连接 (16) 5.1.3液压马达的固定 (16) 5.2注射油缸的设计 (17) 5.2.1活塞杆的设计 (17) 5.2.2缸体的设计 (17) 5.2.3活塞的设计 (19) 5.2.4缸盖的设计 (20) 5.2.5注射油缸的行程 (21) 5.2.6注射油缸的固定 (21)
毕业设计说明书 题目转轴式注塑机合模部分结构设计专业机械设计制造及其自动化 学生姓名陈荣平 学号091280405 指导教师常秋香
目录 摘要 (Ⅰ) 第一章引言 (1) 1.1注塑机整机的工作原理 (1) 1.2注塑机的结构组成 (2) 第二章合模机构方案设计 (4) 2.1.合模机构的类型和选择 (4) 2.2.液压肘杆式合模机构的常见形式和选择 (6) 2.3.合模机构的参数和尺寸计算 (7) 2.3.1合模力的确定 (7) 2.3.2模板尺寸及拉杆间距 (8) 2.3.3动模板行程Sm (9) 2.4肘杆机构的尺寸参数确定 (10) 2.4.1运动特性分析 (11) 2.4.2力学特性分析 (12) 2.4.3肘杆机构自锁及正常运动条件 (14) 2.4.4肘杆机构的速度分析 (14) 2.4.5肘杆机构的尺寸参数确定 (18) 2.5具体速度和加速度分析 (20) 第三章内翻式合模机构机械结构设计 (25) 3.1合摸机构装配图和主要的零件设计图 (25) 3.2肘杆机构的强度校核 (25) 3.3铰轴的剪切强度校核 (25) 3.4注塑机的调模机构 (26) 第四章注塑机的液压系统 (27) 第五章其它机构 (30) 5.1注塑机的机械保险装置 (30) 5.2注塑机的注射装置 (30) 5.2.1.注塑机的注塑油缸数类型的选择与确定 (30) 5.2.2.注塑机的注塑装置的其他部件 (31) 参考文献 (32) 总结 (33)
摘要 注塑机关键是合模机构部分。合模机构是注塑机最重要的机械部件,注塑机的合模机构形式很多,常用的机构主要可分三种:全液压式,液压-机械式,电子机械式。液压机械合模机构是目前使用最为普遍的合模机构。液压机械合模机构通常有移模液压缸和曲肘连杆两部分串联而成,习惯上也称为肘杆式合模机构。在开合模过程中,这种机构能实现慢-快-慢的运动过程,提高了合模速度,节约了能耗并提高了效率。关键词:合模机构;双曲肘;开合模;液压 Abstract Critical of the injection molding machine is part of the clamping mechanism. The clamping mechanism is the most important mechanical components of the injection molding machine. Many institutions in the form of injection molding machine clamping, Common institutions mainly divided into three: Fully hydraulic, Hydraulics – Mechanical, Electronic mechanical. Hydraulic mechanical clamping mechanism is the most widely used clamping mechanism. Hydraulic and mechanical clamping mechanism is usually a two-part series of the hydraulic cylinder and toggle rod shift mode. The habits also called on the toggle clamping mechanism. In the process of opening and closing mold. Such institutions can be slow - fast - slow movement, Clamping speed, energy savings and improved efficiency. Keywords: Clamping mechanism; Double-toggle; Open-Die; Hydraulic pressure
塑料注射成型机合模部分设计 摘要 塑料注射成型机简称注塑机,是利用塑料成型模具将热塑性塑料或热固性塑料制成各种塑料制品的主要成型设备。注塑机合模部分的设计分为五部分,包括合模电机的选型、滚珠丝杠的详细设计、五曲肘合模机构的设计校核、调模机构以及拉杆的设计与校核。 本文以小型全电动式注塑机为设计目标,摒弃机械液压式注塑机中采用合模油缸作为执行机构,而是采用电机+滚珠丝杠的传动方式,实现注塑机的合模动作;采用调模电机实现调模动作。本文完成了合模电机、调模电机的选型设计、滚珠丝杠、拉杆、五曲肘合模机构的详细设计和部分校核。 全电动式注塑机比机械液压式注塑机响应速度快、精度高、节水节电、无油液污染。关键词:全电动式注塑机,合模装置 I / 31
Design of Clamping Component in Plastic Injection Molding Machine ABSTRACT Plastic injection molding machine is referred to as the injection molding machine. It is the main forming equipment which can convertplastic molding thermoplastic or thermosetting plastics into plastic products. Design of injection molding machine clamping part is divided into five parts, including selection of the mold closing motor, detailed design of ball screw, design of five-toggle clamping mechanism and mould adjusting mechanism and design and checking draw rods. The goal of this paper is the small all-electric injection molding machine. It abandons the mechanical hydraulic injection molding machine and closing mould cylinder as the actuator, but using the“drive motor + ball screw”. It realizes the mold closing action of injection molding machine. This paper completed selection design and detaildesign of the mold closing motor and die adjusting motor, ball screw, rod, five-toggle clamping mechanism. Fully electric injection machine has faster response speed, higher precision, more energy saving and no oil pollution than the mechanical hydraulic injection molding machine. KEYWORDS:Fully electric plastic injection molding machine, clamping component
教你任何设置注塑机合模参数 一,开始合模: 1、开始合模压力:初设置值参考为25,当此压力过小而导致速度过慢时,可尝试增加速度,此压力过小,而使速度无法提高至需要时速度每次加+5尝试,注意,该压力设置较大时,会使动模板瞬间加高压改变静止状态变运动,至使动模板孔与拉杆产生巨大的摩擦力,久之加快了机器动模板孔与拉杆的磨损,影响到动模板运动的平稳性与精密度的下降,可能影响到个别对合模机构的精密要求较高模具的生产。 2、开始合模速度:看实际,不过要注意动作不宜过快,该速度要与下一段合模动作具有连贯性的运动,而不是出现明显的停顿动作切换,最好是速度设置高,压力设置低,由压力控制速度。 二,低压合模: 由低压低速推动模具,由需要安全保护的距离开始至模具完全闭合终止 1、低压合模速度:看实际,速度要慢,过快的速度,就算有设置了低压,惯性运动仍然有巨大的撞击破坏力。滑快位置偏移、顶针断出、、、、等出现意外硬障碍物时,而进入合模动作,在有效的低压慢度的合模保护参数条件之下,大大减小撞击的损伤。其实可以这个速度为几十,然后不动它,再把压力开始调得很低比如5进行测试,以压力控制速度,再一步步加压至适合的合模保护速度。 2、低压合模压力:可以先把速度调得很高,压力调得很低例如5进行合模测试,因为压力低,就算速度设置很大,失去压力的支持,合模速度也不会很快的,以压力控制速度,在5的基础上,一点点往上加至理想的合 模保护速度,以最低的压力合模。 3、低压合模开始位置:(即上一段合模终止位置)这个要根据模具大小与结构而设置大小差异较大的数值,一般为模具闭合前的5-20厘米之间,这个位置大家看着办。很多人就是设置模具合得太近,就才开始用低压,应该提前得到低压保护的距离受到上一段较大压力速度冲击合模,滑快位置偏移、顶针断出、、、、等出现意外硬障碍物时,快猛撞击,这时低压保护无效,来迟了,(重点核心)、、、、 4、低压合模终止位置(即高压锁模开始位置):此参数为模具刚好刚完全闭合的位置,即动模板前进已经到尽头停止了,调试时先调好低压压力和速度,再将位置设置为0,关门手动合模测试得出一个低压合模完全闭合位置数值,比如这个数值是2.2,这个数值的大小受电子尺设置调整、调模松紧、合模压力大小影响, 并且这个数值会受到机器精度和模具表面细小杂物的影响等原因影响,每次合模可能会有小小变动,所以要将终止位置设置稍大一点点比如加0.2设置为2.4(参考加0.1-0.3),以最低的位置,精确保护模具,如果不把低压合模测试获得的位置数值设置大一点点的话,直接就用2.2,可能经常会出现低压合模位置大于2.2,低压位置结束不了而无法转到高压锁模。不过更多人是设置模具还有数厘米距离或更长距离没有完全闭合就低压
第1章绪论 1.1注塑成型模具概述 注塑用模 具简称注塑 模,主要用于 热塑性制品的 成型,但近年 来也越来越多 地用于热固性 塑料的成型。 图1-1 化妆瓶盖用模具 注塑成型在塑 料制品成型中占有很大比重,世界塑料成型模具产量中约半数以上为注塑模具。 注塑模主要由成型零部件和浇注系统组成,使来自注塑机的熔融物料成型为适应于各种用途的制品。注塑过程中,塑料先加在注塑机的加热料桶,塑料受热熔融后,在注塑机的螺杆或活塞推动下,经喷嘴和模具的浇注系统进入模具型腔,塑料在模具的型腔固化成型,这就是注塑成型的简单过程。 1.2注塑成型模具的分类及其典型结构 1.2.1注塑成型模具的分类 生产中使用的注塑模具种类繁多,可从不同的角度分类。本论文要模拟模
具的工作和装配过程,要对各类不同的模具结构进行精密的三维建模,因此本文按照模具的结构不同来对其进行分类:单分型面注塑模具,双分型面注塑模具,带活动镶件的注塑模具,横向分型抽芯的注塑模具,自动卸螺注塑模具,多层注塑模具,无流道注塑模具等。下文将主要针对单分型面,双分型面,斜导柱抽芯注塑模具以及目前应用广泛的潜伏浇口的注塑模具进行模拟。 1.2.2注塑成型模具的典型结构 注塑模具的结构是由塑件结构合注塑机的形式决定的。凡是注塑模具均可分为动模和定模两大部分。注塑时动模定模闭合成为型腔和浇注系统,开模时。动模和定模分离,通过脱模机构推出制品。定模安装在注塑机的固定模板上,而动模则安装在注塑机的移动模板上。根据注塑模具上各个部分的作用,可细分为以下几个部分: 成型零部件包括凸模,凹模,型芯或成型杆,镶块等组成,是直接成型的部分。 浇注系统由主流道,分流道,浇口和冷料井构成,是塑料熔体在模具中的流动路径。 导向部分为了保证动模和定模在分开后重新闭合时的准确对中而设置的部件,通常有导柱,导套(孔)。 分型抽芯系统帮助带有外侧凹或者侧孔的塑件成型的部件,以便其顺利分型和脱模。