剪切工艺流程
Shenring process procedure 钢板剪切工艺规程(以下简称规程)适用于(数显)剪切机及通用剪切机斜刃剪切低碳钢板。
Steel plate shear process planning (hereinafter referred to as the rules) is suitable for the (digital) and general shearing machine shearing machine shearing of low carbon steel.
1.设备、工具
1 equipment, tools
2.1设备
The 2.1 device
QC12Y-6X3200Y液压剪板机
QC12Y-6X3200Y hydraulic shearing machine
2.2 工具
The 2.2 tool
钢尺 0~1000mm
钢卷尺 0~3500mm
The ruler is 0 ~ 1000mm
Steel tape 0 ~ 3500mm
2.剪板机调整
2 shears adjustment
3.1刀片间隙
The 3.1 blade clearance
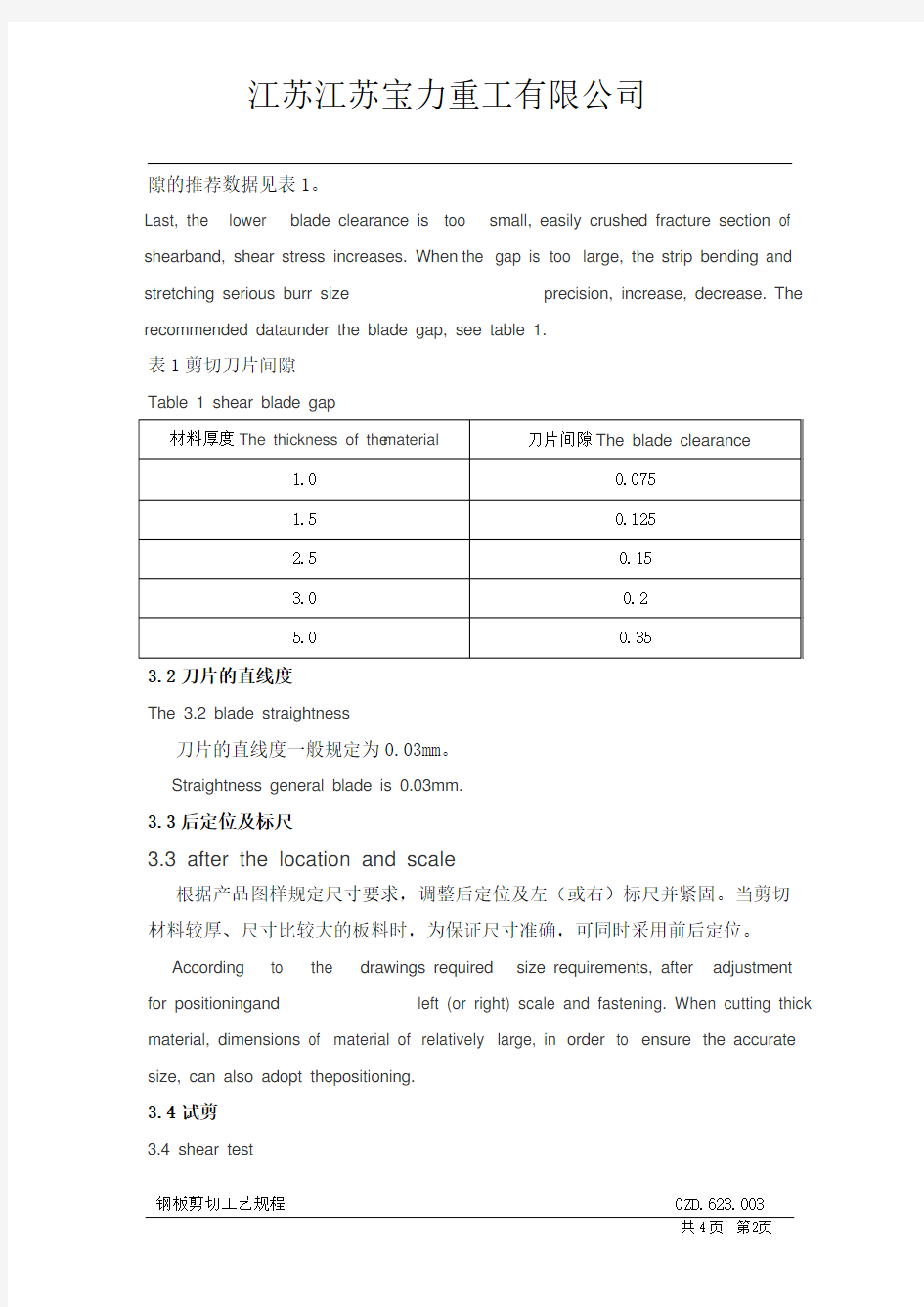
上、下刀片间隙过小时,剪切断面的断裂带易被挤坏,剪切力也会增大。当间隙过大时,条料的弯曲和拉伸严重,毛刺增大,尺寸精度下降。上、下刀片间
隙的推荐数据见表1。
Last, the lower blade clearance is too small, easily crushed fracture section of shearband, shear stress increases. When the gap is too large, the strip bending and stretching serious burr size precision, increase, decrease. The recommended dataunder the blade gap, see table 1.
表1剪切刀片间隙
Table 1 shear blade gap
3.2刀片的直线度
The 3.2 blade straightness
刀片的直线度一般规定为0.03mm。
Straightness general blade is 0.03mm.
3.3后定位及标尺
3.3 after the location and scale
根据产品图样规定尺寸要求,调整后定位及左(或右)标尺并紧固。当剪切材料较厚、尺寸比较大的板料时,为保证尺寸准确,可同时采用前后定位。
According to the drawings required size requirements, after adjustment for positioningand left (or right) scale and fastening. When cutting thick material, dimensions of material of relatively large, in order to ensure the accurate size, can also adopt thepositioning.
3.4试剪
3.4 shear test
机器调整好后,试剪1~2块料,检查试品的长宽,直线度,垂直度,毛刺高度等,若误差不符合要求,应继续调整。
Adjust the machine, try to cut 1 ~ 2 block, check the sample length and width,straightness, vertical, burr height, if the error does not meet the requirements, shouldcontinue to adjust
3.质量要求
3 quality requirements
4.1 材料平面度
4.1 material flatness
钢板平面应不大于表2的规定,当钢板平面度超过表2规定时需用钢板校平机校平后再进行剪切。
The provisions of steel plate should be less than 2, when the plate flatness specified in Table 2 with the steel plate leveling machine leveling and shearing.
表2钢板平面度
Table 2 flatness mm
4.2 剪切线性尺寸的一般公差见表3
4.2 shear linear dimensions of general tolerances are shown in Table 3
表3线性尺寸的一般公差
General tolerances for linear dimensions in Table 3 mm
4.3剪切直线度一般公差见表4
4.3 shear straightness General tolerances are shown in Table 4
表4直线度一般公差Table 4 linearity General tolerances mm
4.4剪切垂直度的一般公差见表5
4.4 shear verticality General tolerances are shown in Table 5
表5垂直度的一般公差Table 5 the verticality of the general tolerance mm
4.5毛刺的高度的一般公差见表6
General tolerances of 4.5 of the height of the burr is shown in Table 6
表6毛刺高度的一般公差Table 6 the burr height of general tolerances mm
4.6 公差等级的确定
当产品图样上剪料尺寸有公差时,剪切件应符合产品图样上的公差要求;若产品图样上没有要求时,应按剪切机的精度等级分A、B两极确定。
a)表3~表6的A级公差适用于精度高的数控剪板机加工的剪切件。
b)表3~表6的B级公差适用于精度低的非数控剪板机加工的剪切件。
To determine the tolerance level of 4.6
When the product pattern cutting size tolerances, shear components should comply with the product drawings tolerances; if there is no requirement of product drawings,should according to the precision shearing machine is divided into A, B polesdetermined.
A) table 3 to table a tolerance of 6 for shear parts in CNC high precision shearing machine processing.
B) table 3 to table B tolerance class 6 is applicable to shear the
non CNC shearing machine machining precision
5.剪切力的确定
一般在剪板机上的铭牌上都有明确的规定,当铭牌上没有此数据时应查阅剪板机的使用说明书。
To determine the 5 shear stress
General provisions are clear in the cutting machine on the
nameplate, nameplate onthe data when no should consult
the shearing machine instructions.
6.检验
6.1 操作者对每批剪切件的首件应自检,自检合格后再交给检验员检验,经检验员检验合格后方可继续生产。
6 inspection
6.1 the first piece of each batch of shear connectors should be self inspection, self inspection and then to inspector inspection, the inspector before it can continue to produce.
6.2检验员应根据剪切件的品种和数量,除进行首件检验外,还应随时进行抽检,发现问题及时解决。
6.2 the inspector should according to the variety and quantity of shear connectors, in addition to conduct first article inspection, also should carry out sampling at any time,to find and solve problems in a timely manner.
机械加工检验规程 文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
机械加工检验规程? 1? 总则? 1.1?检验人员必须具有一定的专业知识和实际工作经验,且能满足现行产品对检验工作的各项要 求。 1.2检验人员所用的计量器具必须是经计量部门校验合格并在规定周期内。 1.3检验人员验收产品前应熟读相关图样和技术文件,了解零件的关键尺寸及装配关系要点。1.4检验人员必须严格按照图样和技术文件所规定的要求对零件进行判定。1.5检验人员应对车间在制品按规定进行标识。1.6?检验人员必须定期(6个月最长1年)参加专业知识培训,学习和接受先进的检测方法,以提 高自身的业务水平。 2目的和范围 通过严格执行三检,“首件检验”、“巡回检验”、“完工检验”将检验工件与工序控制紧密结合,对每一工序的质量问题或可能出现的质量问题不放过,剔除不合格品,使其不能投入下序或出厂,从而达到工序控制目的。3检验依据: 过程检验的检测依据按检验工艺卡执行。 4检验类别
4.1首件检验: 4.1.1在下述情况下,必须首件检验后,才能开始加工:工作班开始加工的第一个工件;调换操作者后加工的第一个工件; 更换(调整)工艺装备或更换模具后加工的第一个工件;更换材料批(炉)号后加工的第一个工件;代用材料后加工的第一个工件。 4.1.2首件检验的依据:a)工艺图纸或工艺卡片;b)作业指导书(工艺控制点)。4.1.3检验内容: 根据检验工艺规程的要求,核对首件产品的质量特性值是否真正符合要求;对首件检验 合格,批准生产加工,首件检验不合格,进行不合格品的处理,同时分析不合格原因,采取改进措施后生产,产品继续首件检验,直至合格为止。 4.1.4检验要求: 4.1.4.1?对首件,根据加工工艺要求,核实首件产品或工件(毛坯)产品的质量特性是否符合要 求。对首批检查的工件(毛坯),操作者必须做好自检和标识,在操作者缺乏检测手段时,也应对工件外观质量自检,合格后送检验员检查。无论在任何情况下,首件检验未经检验合格,不得进行批量生产或继续加工作业。 做好首件检验记录,要求按工件种类分类填写首件检验记录,以便追溯。
部门技质部编号YD/QJ5.11 版本 2.0 日期2006.01.01 共2页第1页 1 范围 本标准规定了钢板剪切工艺的材料、设备与工具、工艺准备、工艺过程、工艺要求、质量检查和注意事项。 本标准适用于钢板制成零件的下料剪切。 2 材料 2.1 剪切的材料应符合图纸及有关工艺卡片的规定。 2.2 板料应平整,无明显凹凸不平现象。每米范围内不平度不得大于10mm,否则应经整平。 3 设备和工具 a)剪板机; b)直角尺; c)钢板尺(1m); d)钢卷尺(3m); e)游标卡尺; f)划针。 4 工艺准备 4.1 了解图纸所示零件的几何形状以及与下料有关的尺寸,计算或检查其展开的尺寸并按图纸要求进行编程。 4.2 核对剪板机能力是否能满足下料要求。 5 工艺过程 5.1 按尺寸要求调好剪床上的定位装置后剪切。当工件多于1件时应先试剪经核对尺寸正确后再继续剪切。 5.2 剪好的坯料应按不同尺寸码放整齐。 6 工艺要求 6.1 剪板机上下刀口的间隙在全长上应一致,并应控制在表1范围内。 6.2 切下板料的形位偏差与尺寸偏差应符合工艺过程卡或图样要求。当图样或工艺卡上未给出下料的允许偏差时按QJ/YD2.1《产品图样未注公差规定》的要求。 6.3 剪切后最大毛刺应符合表2的规定。 表 2 mm 编制/日期:审核/日期:批准/日期:
部门技质部编号YD/QJ5.11 版本 2.0 日期2006.01.01 共2页第2页 6.4 板料的辗纹方向应符合图纸要求。当图纸未作规定时,对于弯曲件的辗纹方向应与弯折线垂直,双向弯曲时,辗纹方向应与最长的弯折线垂直。 6.5 剪切时,钢板及剪板机台面应洁净,台面不得堆放工具及其它杂物。 6.6 用来调节刀片高度的垫铁,应妥善保护,并注意在剪切时应将其取去。 6.7 厚2mm以下钢板剪切余料的宽度不得小于20mm,2~6mm钢板不得小于40mm。 6.8 可根据不同零件下料展开的尺寸进行合理的套裁。 7 质量检查 按图样及本工艺守则检查各尺寸、毛刺、辗纹方向等是否符合要求。 8 注意事项 8.1 调节刀口及调换刀片时,应切断电源,制住操作机构。 8.2 操作时应戴手套,以防划伤。 8.3 经常检查刀片的紧固螺钉和刀片间隙。 8.4 认真遵守设备的安全操作规程,对剪板机进行维护、保养、使用。
机械加工工序质量检验规程 目的:加强工序质量控制,提高一次交检合格率,及时发现质量问题,消除产生质量问题的因素。范围:适用于本公司所有零件和工序。 本公司对工序质量的检验采用取操作员工自检,专职检验,成品入库抽检相结合的方法,填写检验记录。 一、冲压工序。 操作人员明确本工序零件技术要求,正确选择安装模具,调整模具间隙,设备行程,连续自检5件零件,符合技术要求后方能进行批量生产。并填写工序质量记录单,生产过程中要随时自查,专职检验人员对工序零件进行抽检,每次抽检不得少于5件,每班不得少于3次,并填写检验记录单。 二、车削工序 操作人员明确本工序零件技术要求,正确选择夹具,刀具,工装,量具,试生产零件应连续自检5件零件,符合技术要求后,方能进行批量加工,填写质量记录清单,生产过程中要随时自检,调整,保证产品质量,专职检验人员应根据零件图纸技术要求,对工序进行抽检,每次抽检不得少于5件每班抽检不得小于4次。 三、钻削工序 操作人员明确本工序零件加工技术要求,正确先择工装,钻头,掌握夹持定位方法,试生产零件应连续自检5件零件,符合零件后方能进行批量加工,并填写质量记录清单,生产过程中要随时进行自检,调整专职检验人员应根据图纸技术要求,对工序进行抽检,每次抽检不得少于5件每班抽检不得少于3次。 四、焊接工序 操作人员要熟悉本加工工序零件技术要求,正确选择调整工装,调节器整电流试生产零件应连续自检3件无误后,方能进行批量加工,自检结果填入质量记录清单。专职检验应对照图纸工序质量要进行抽检,每次抽检不得少于5件,每班不得少于3次,并填写质量记录清单。 五、抛光工序 操作人员要明确本工序零件加工要求,正确选择砂轮和加工方法,粗砂抛光后要自检确认达到技术要求后,才能进行批量加工并填写质量记录清单,发现质量问题应立即返回上道工序,专职检验应按图纸要求进行抽检,并填写质量记录清单,每次抽检不得少于5件,每班不得少于3次。 六、初装组 操作人员应明确本工序加工技术要求试装配后要填写质量记录清单对不合格零件要及时剔除定置放好,经专检人员确认记录后并及时返回所属工序,不合格零件不能装配。由专职检验员全检并填写一次交检合格率记录。 七、总装组 操作人员应明确本工序技术要求,试装配后要填写质量记录清单对不合格零件要及时修复或剔除,定置放好经专检人员确认,填写记录及时返回所属工序,经专检人员全检后填写一次交检合格率记录,总装组检验人员对所装配的产品原则上不超过24小时。
机械加工检验规程 Document number【AA80KGB-AA98YT-AAT8CB-2A6UT-A18GG】
机械加工检验规程 1? 总则 检验人员必须具有一定的专业知识和实际工作经验,且能满足现行产品对检验工作的各项要 求。 检验人员所用的计量器具必须是经计量部门校验合格并在规定周期内。 检验人员验收产品前应熟读相关图样和技术文件,了解零件的关键尺寸及装配关系要点。检验人员必须严格按照图样和技术文件所规定的要求对零件进行判定。检验人员应对车间在制品按规定进行标识。 检验人员必须定期(6个月最长1年)参加专业知识培训,学习和接受先进的检测方法,以提 高自身的业务水平。 2目的和范围 通过严格执行三检,“首件检验”、“巡回检验”、“完工检验”将检验工件与工序控制紧密结合,对每一工序的质量问题或可能出现的质量问题不放过,剔除不合格品,使其不能投入下序或出厂,从而达到工序控制目的。3检验依据: 过程检验的检测依据按检验工艺卡执行。 4检验类别 首件检验: 在下述情况下,必须首件检验后,才能开始加工:工作班开始加工的第一个工件;调换操作者后加工的第一个工件; 更换(调整)工艺装备或更换模具后加工的第一个工件;更换材料批(炉)号后加工的第一个工件;代用材料后加工的第一个工件。 首件检验的依据:a)工艺图纸或工艺卡片;b)作业指导书(工艺控制点)。检验内容: 根据检验工艺规程的要求,核对首件产品的质量特性值是否真正符合要求;对首件检验 合格,批准生产加工,首件检验不合格,进行不合格品的处理,同时分析不合格原因,采取改进措施后生产,产品继续首件检验,直至合格为止。 检验要求: 对首件,根据加工工艺要求,核实首件产品或工件(毛坯)产品的质量特性是否符合要 求。对首批检查的工件(毛坯),操作者必须做好自检和标识,在操作者缺乏检测手段时,也应对工件外观质量自检,合格后送检验员检查。无论在任何情况下,首件检验未经检验合格,不得进行批量生产或继续加工作业。
机加工报价的大概计算方法,材料成本是一定的主要区别就在每家公司不同的人工成本、运输成本、消耗成本以及税收这部分,那么这些部分机加工工厂大都通过什么样的方式计算的呢,以下小编整理了部分资料供参考,(计算方法因各地物价有出入) 详细计算方法: 1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时 2)根据每个工序需要的设备每小时费用可以算出加工成本。具体设备成本你也可以问供应商要,比如说, 普通立加每小时在¥60~80之间(含税)铣床、普车等普通设备一般为¥30。。。 3)在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了 当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。 单件和批量会差很多价格,这也是很容易理解的。 粗略估算法: 1)对于大件,体积较大,重量较重。 难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比; 难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比; 2)对于中小件 难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比; 难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比; 由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的, 但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身 对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。 机加工费用构成,一般按照工时给的! 如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有); 最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;
【最新整理,下载后即可编辑】 过程检验规程 1.目的: 规定过程检验的方式、标准,确保生产过程中产品质量能够及时控 制,防止不合格产品转入下道工序。 2.范围: 适用于本公司过程加工的产品 3.职责: 工序操作工: 加工过程中自检. 过程检验员: 按本指示要求对加工过程进行首检、巡检和产品完工后的成品检. 4. 定义: 首件检验:是在生产开始时上班或换班或工序因素调整后,换人换料换活换工装调整设备等对制造的第1 件或前几件产品进行的检 验.包括操作工自检,操作工互检和检验员首件确认。 巡回检验:是指检验员在生产现场按一定的时间间隔对有关工序的产品和生产条件进行监督检验. 半成品检:是指对全部加工活动结束的半成品零件进行的检验,半成品检验的工作包括验证前面各工序的检验是否已完成,检验结 果是否符合要求即对前面所有的检验数据进行复核。 5. 运行程序: 5.1操作工首检: 5.1.1首次加工按图纸要求自检合格。 5.1.2向过程检验员报首检结果,提交样件最少2件。
5.1.3首件未经检验合格不得继续加工或作业。 5.3检验员首检: 5.3.1过程检验员对首次加工样件,按《工序检验标准》要求作首件检验。 5.3.2首件判定后,过程检验员应对首件合格件打上确认标识,以便作业参照,并保留到该批产品完工. 5.3.3首检记录:首检过程如实记录于【生产过程首检、巡检质量记录表】中. 5.4操作工自检: 5.1.6首检合格,过程加工可正式量产作业,操作工应在量产中保持一定频次 的自检 (每0.5小时一次自检),以保证质量的稳定。 5.5个别装配难度大的零件或测量难度大的零件,首检按操作工→车间管理人员→检验员,三方确认原则执行 5.6巡检: 5.6.1过程检验员应对量产过程进行巡检作业,检验频次:2小时至少巡检1 趟,每个机位产品最少抽样3-5件,检验标准参见《工序检验标 准》,根据实际情况对关键特性、重要特性、工艺上有特殊要 求对下道工序的加工装配有重大影响的和内外部质量信息反馈 中出现质量问题多的薄弱环节加强巡检频次。 5.6.2巡检中若发现不合格品应在发现当时通知工序操作工停机,复检确认 无误后开具【不合格评审单】按【不合格品控制程序】处理. 如在巡检过程中不良的改善效果不佳时,应适当调整增加巡查 的频次. 5.6.3巡检记录:检验员每2个小时在【生产过程首检、巡检质量记录 表】中如实填写记录,每日上班首检时必须把前一天已填满的 【生产过程首检、巡检质量记录表】收回。巡检员必须认真收 集、整理并装订成册,妥善保管。
1.适用范围: 1.1 本作业指导书适用于各种黑色金属的直线边缘的材料毛坯的剪切及其他类似的下料。 1.2 被剪切的材料厚基本尺寸为δ=1~6毫米,最大宽度为2500毫米。 2. 材料 2.1 材料应符合技术条件要求。 2.2 材料表面不允许有严重的擦伤、滑痕、杂质、锈斑。 3. 设备及工艺装备、工具。 3.1 设备:剪板机 3.2 工具:扳手、钳子、油壶、螺丝刀、手锤、游标卡尺、外径千分尺、钢板尺、钢卷尺、直角尺、划针。 4. 工艺准备 4.1 熟悉图纸和有关工艺要求,充分了解所加工的零件的几何形状和尺寸要求。 4.2 按图纸的要求材料规格领料,并检查材料是否符合工艺的要求。 4.3 为了降低消耗,提高材料利用率,要合理计算采取套裁方法。 4.4 将合格的材料整齐的堆放在机床旁。 4.5 给剪板机各油孔加油。 4.6 检查剪床刀片是否锋利及紧固牢靠,并按板料厚度调整刀片间隙(见表2)。 5. 工艺过程 5.1 首先用钢板尺量出刀口与挡料板两断之间的距离(按工艺卡片的规定),反复测量数次,然后先试剪一块小料核对尺寸正确与否,如尺寸公差在规定范围内,即可进行入料剪切,如不符合公差要求,应重新调整定位距离,直到符合规定要求为止。然后进行纵挡板调正,使纵挡板与横板或刀口成90°并紧牢。 5.2 开车试剪切料时应注意板料各边互相垂直,首件检查符合工艺卡片的规定后,方可进行生产,否则应重新调整纵横挡板。 5.3 辅助人员应该配合好,在加工过程中要随时检查尺寸、毛刺、角度,等是否符合标准要求,并及时与操作人员联系。
5.4 剪裁好的半成品或成品按不同规格整齐堆放,不可随意乱放,以防止规格混料及受压变形。 5.5 为减少刀片磨损,钢板板面及台面要保持清洁,剪板机床床面上严禁放置工具及其他材料。 5.6 剪切板料的宽度不得小于20 毫米。 6. 工艺规范 6.1 根据生产批量采取合理的套裁方法,先下大料,后下小料,尽量提高材料的利用率。 6.2 零件为弯曲件或有料纹要求的,应按其料纹、轧制的方向进行裁剪。 6.3 钢板剪切截断的毛刺应符合表1 的规定: 表2 剪切钢板时剪刃间隙与板厚的关系 7. 质量检查 7.1 检查材料应符合本作业指导书第2项的要求。 7.2 对图纸和工艺卡片未注垂直度公差的零件,应测量对角线之差,在≤550 毫米的对角线之差不大于1.5 毫米,在>550 毫米以上的对角线之差不大于3 毫米(按短边长度决定)。 7.3 逐件检查所裁的板料,应符合工艺卡或图纸的要求。 8. 安全及注意事项 8.1 严格遵守操作规程,穿戴好规定的劳保用品。 8.2 在操作过程中,精神应集中,送料时严禁将手伸进压板以内。
机械加工检验规程 1 目的和范围: 通过严格执行三检,“首件检验”、“巡回检验”、“完工检验”将检验工作与工序控制紧密结合,对每一工序的质量问题或可能出现的质量问题不放过,剔除不合格品,使其不能投入下序或出厂,从而达到工序控制的目的。 本检验程序适用于本厂所有自制产品零部件和分、总成在冷加工过程中的检验和试验。 2 检测依据: 过程检验的检测依据,按检验工艺卡执行。 3 检验类别、内容和要求: 3.1首件检验: 3.1.1在下述情况下,必须首件检验确认后,才能开始加工;a)工作班开始加工的第一个工件;b)调换操作者后加工的第一个工件; c)更换(调整)工艺装备或更换模具后加工的第一个工件;d)更换材料批(炉)号后加工的第一个工件;e)代用材料后加工的第一个工件。 3.1.2首件检验的依据:a)工艺图纸或工艺卡片;b)作业指导书(工序控制点) 3.1.3检验内容: 根据检验工艺规程的要求,核对首件产品的质量特性值是否真正符合
要求:对首件检验合格,批准生产加工。首件检验不合格,进行不合格品的处理,同时分析不合格原因,采取改进措施后生产,产品继续首件检验,直至合格为止。 3.1.4检验要求: a)对首件,根据加工工艺要求,核实首件产品或工件(毛坯)产品的质量特性是 否符合要求。对首批检查的工件(毛坯),操作者必须做好自检和标识,在操作者缺乏检测手段时,也应对工件的外观质量自检,合格后送检验员检查。无论在任何情况下,首件检验未经检验合格,不得进行批量生产或继续加工作业。 b)作好首检检验记录,要求按工件种类分类填写首检记录,以便于追溯。 c)检验状态分为:合格、不合格、待检、检后待定;产品标识要求填具“工件 名称、规格、数量、尺寸、首检合格”要素,并放在料块的最顶端。 3.2巡回检验: 由检验人员在生产现场,进行日常工艺纪律巡回监督检查,重点监控工序质量 和工艺纪律。 a)根据检验工艺规程和作业指导书的要求、检验、核对巡检产品的质量特性 值是否真正符合要求。 b)若巡检件某质量特性值不合格,应按《不合格控制程序》处理,同时,立即对本次巡检与上次巡检(或首检)间隔中生产的产品的不合格质量特性值逐件100%检查,剔除不合格品。 c)对巡检中剔除的不合格品按《不合格品的控制程序》进行处理。
提高钢板利用率及降低下料成本方法 钢板下料材料利用率和切割耗材寿命的高低是影响企业的经济效益的主要因素之一,本文从钢板下料的特点和我公司现在的生产状况分析计算,提出几项措施,以提高钢板利用率,降低切割成本,从而为我公司获得更多的经济效益。 (一)合理采购板材 (1):固定板材规格 目前我公司产品形式单一,零件形状不规则,零件面积较大,所以给数控切割排料计算时带来的工作难度加大。以δ28mm的板厚为例,假若购买回来的钢板规格是2100mm×8000mm,而下料排列最大宽度却只能到2000mm,所以就会有一条8米长;10厘米宽;28毫米厚的钢板被闲置浪费,并且10厘米宽的板材也不好再利用,基本上相当于废品,可见若能根据实际切割排列方式购买固定规格板材将减少很多不必要的边角料浪费。根据公司现在生产的机型,不断组合排列, 现将板材规格固定如下: δ6mm:主要用于弧板,下侧板,三角板,固定规格1.5M×6M最为合适。 δ8mm:用于侧板,固定规格1.5M×6M最为合适。(现在所使用的6mm和8mm的板材刚好合适) δ12mm:用于上侧板,1耳板,封板,固定规格1.5M×6M最为合适。(最好能再宽3到5厘米最好,1.53M可以控制变形) δ14mm:用于16机唇板,65机耳板,固定规格2M×(6-8)M最为合适。(小于6米切割就不划算,大于8米吊板不安全) δ16mm:用于45A耳板,唇板,65机上侧板, 固定规格2M×(6-8)M最为合适。(小于6米切割就不划算,大于8米吊板不安全) δ20mm:使用量小于其它板材,用于立板和耳板, 2M×(6-8)M最为合适。 δ22mm:仅用于742唇板和耳板,由于零件单一,但用量较大,请严格控制规格2.2M×(6-8)M δ28mm:仅用于立板,零件单一,使用量大,最好能同时购买两种规格的,一种用于切割,一种板宽为1.85M,2M,若有2.73M宽的板材,则可以通用。长度不限,越长越省料,但不能超过10M。 (2)注意钢板购买时质量 在钢板已经生锈或已经变形弯曲的情况下,尽量不要购买。弯曲变形的钢板会加大切割难度,容易造成切割质量差,并且切割完毕后需要大锤敲打校形,影响产品外观并增加制作工时,耽误生产进度,目前下料组堆放十几块立板,因板材已经弯曲变形而无法较直,造成了材料积压和人力资源的浪费。严重变形的,只能够当废品处理。如宽度仅90mm,假如变形不合格的话,就毫无利用价值。若钢
1.目的 在钢板剪切加工过程中用于指导操作人员正确安全地使用设备,保证人身安全及设备正常运转。 2.适用范围 适用于钢板剪切加工及辅助设备的安全操作,包括分条机组、切片机组、剪板机、折边机、翻转机、木工刨板机、空压机、吊运行车、吊具等设备。 3.常规安全操作 3.1操作人员必须熟悉设备的一般结构、性能、润滑部位、传动系统、电气系统等的基本知识和操作方法。 3.2操作人员进入工作区域前必须束紧工作服装、穿上工作皮鞋、戴好安全帽。 3.3操作设备前应对设备进行严格检查,零部件不松动,操作按钮和指示灯正常有效,油路系统、气路系统、传动系统、电气系统完好,安全装置齐全有效,工作台整洁。 3.4定时按设备的润滑要求加油脂,检查油杯、油量、油质情况。 3.5操作人员在工作中不许离开工作岗位,如需离开时,无论时间长短,都应停车。 3.6多人操作时,必须精力集中,分工明确,配合一致,并由一个人负责指挥,启动前必须作好联系。 3.7设备运行中突然断电时,应将设备的各控制按钮调整到初始位置;在重新运行开始时,应检查设备动作是否都正常。
3.8操作时,人员要远离电机和机械运转部位,更不能用手触摸板材和转动的部件,包括剪刀、各类辊子、电机皮带、链条、输送带、台车等转动区域。 3.9剪带拆包时,人要站在侧面,以免钢带弹出击伤人体。 3.10拆下来的防潮纸、包装皮、护圈、钢带分类整齐堆放。 3.11设备运行结束时应将设备的各控制按钮调整到初始位置,液压系统卸压后,再闭合主电源。 3.12工作完毕下班前,应切断电源、气路等,并对设备进行必要的维护保养。 4行车吊运安全操作 4.1行车开车前应认真检查设备机械、电气部分和防护保险装置是否完好、可靠,如果控制器、制动器、限位器、电铃、紧急开关等主要附件失灵,严禁吊运。 4.2使用吊具前,应查看吊具(包括吊钩、钢丝绳、钢链、钢管、吊带等)是否完好,严禁超载使用. 4.3行车严禁载人、超载、斜拉、斜吊及吊拉埋置物运行。 4.4行车操作时必须在得到配合人员发出的指挥信号后方能进行操作,起动时应先鸣铃;操作时接近人员时,亦给予断续铃声或报警。 4.5物件起吊时,应先稍离地试吊,确认吊挂平稳,制动良好,然后升高,缓慢运行。 4.6落放吊件时,人员不要靠近物件,脚不要站在物件下面,以免吊具突然断裂,物件下落砸伤手脚。
机械加工件检验标准 1. 目的 规范机械加工件的检验标准,以使各工序过程的产品质量得以控制。 2. 适用范围 本标准适用于机械加工件的检验, 图纸和技术文件并同使用。如与国家标准和技术规范冲突时,以国家标准和技术规范为准。 3. 引用标准 本标准的尺寸未注单位为mm 。 JB/T 5000.9 《重型机械通用技术条件切削加工件》 GB/T 1031 《表面粗糙度参数及其数值》 GB/T 1800.4 《极限与配合标准公差等级和孔轴的极限偏差表》 GB/T 3 《普通螺纹收尾、肩距、退刀槽和倒角》 GB/T 197 《普通螺纹公差》 GB/T 1184 《形状和位置公差未注公差值》
GB/T 1804 《一般公差未注公差的线性和角度尺寸的公差》GB/T 5277 《紧固件螺栓和螺钉通孔》 4. 原材料检验 机械加工件所用板料, 棒料的材质, 规格和数量是否符合按图加工所需。详细做好原材料入库记录。不合格材料办理好退货手续。 5. 工序质量检验 5.1 零件加工后应符合产品图样和技术条件及JB/T 5000.9《重型机械通用技术条件切削加工件》规定。 5.2 零件应按工序检查、验收,在前道工序检查合格后方可转入下道工序。 5.3 铸钢件、铸铁件、有色金属铸件、锻件加工后如发现有砂眼、缩孔、夹渣、裂纹等缺陷时, 在不降低零件强度和使用性能的前提下, 允许按照相关标准的有关规定修补, 经检验合格后方可继续加工。 5.4 加工后的零件不允许有毛刺,除产品图样有要求外,不允许有尖棱、尖角。
5.5 精加工后的零件不允许直接摆放在地面上,应采取必要的支撑、保护措施。加工面不允 许有锈蚀和影响性能、寿命或外观的磕碰、划伤等缺陷。 5.6 精加工后的配合面、摩擦面和定位面等工作表面不允许打印标记。 5.7 最终工序为热处理的零件,热处理后表面不应有氧化皮。精加工后的配合面、齿面不应有退火、发蓝、变色的现象。 5.8 对于生产图样中要求电镀锌或热镀锌的零件,图中要求的配合面尺寸为含镀层后的尺寸。 5.9 表面电镀锌涂层的质量要求: 1)镀层外观光滑细致、无起泡、起层、剥落、烧焦及海绵状沉淀; 2)经铬酸钝化后,应具有绿黄略带有红色的彩虹色; 3)镀层表面允许有不严重的流痕及轻微的刮痕印,允许工件边缘色彩稍淡; 4)钝化膜有一定的光泽,不到呈暗褐无光的泥巴色; 5)钝化膜应牢固,用布揩擦不掉;在50℃~60℃的热水中煮1小时,颜色无显著减退。
金属、机械加工件成本核算方法 材料成本的主要区别就在每家公司不同的人工成本、运输成本、消耗成本以及税收 这部分,那么这些部分机加工工厂大都通过什么样的方式计算的呢? 以下小编整理了网上部分资料,供参考,(计算方法因各地物价不同或有出入) 详细计算方法: 1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时。 2)根据每个工序需要的设备每小时费用可以算出加工成本。 具体设备成本你也可以问供应商要,比如说:普通立加每小时在¥60~80之间(含税); 铣床、普车等普通设备一般为¥30。 3)在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了。当然,价 格一定程度上会和该零件的年采购量和难易程度有很大关系。单件和批量会差很多价格,这也是很容易理解的。 粗略估算法: 1)对于大件,体积较大,重量较重。 难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比; 难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比。 2)对于中小件 难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比; 难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购 量成反比。 由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那 么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实
际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识 的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。 机加工费用构成,一般按照工时给的! 如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅 费用(一般没有); 最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要 少一点大概10-15/小时;其余不在例举。 如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或 全部;最后加起来就是你要付的加工费用! 材料费、机器折旧、人工费、管理费、税等基本的是要的。或者是材料费、加工费 和税,还有业务费用,运输费用,做预算需要多市场有一个很透彻的了解,不在其中摸 爬滚打几年会完全摸不到头绪,就连我的老师也常常会感慨!一点不留心都不行啊! 工艺的问题了应该包括材料费、加工费(采用何种加工价钱就不一样了)、设备折 旧费、工人工资、管理费、税等。主要是先确定工艺,即加工方法,然后根据工艺来计 算工时,由工时来确定单个零件的基本加工费用,再加上其他的费用。工艺是个很复杂 的学问。 一个零件采用不同的工艺,价格有差异的。 其实各种工种的工时价格并没有固定的,会根据工件的难易、设备的大小、性能的 不同而不同,当然关键的有看你的量是多少了,不过一般来说它都有一个基本价,在基 本价之间浮动: 1、车基本价:20-40 具体的有根据实际情况而定,像小件,很简单的工时就小于20元;有时甚至只有 10元。 例如一些大的皮带轮,加工余量大,老板只赚铸铁粉的钱就够了; 有时如果工件大的话,一般市面上没法加工的就可以高点,两三倍,别人也没办法。 2、磨基本价:25-45 3、铣基本价:25-45 4、钻基本价:15-35 5、刨基本价:15-35 6、线割基本价:3-4/900平方毫米
不锈钢产品制造工艺规程 1范围 本标准规定了一般不锈钢产品的制造工艺原则,当产品使用在耐腐蚀要求很高的工况特殊时,在相应的产品制造工艺过程卡上再另行明确要求。 本标准适用于我公司制造的奥氏体不锈钢和不锈复合钢零部件等产品的制造。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成本标准的条文。本标准出版时所示版本均为有效,使用本标准的各方应使用下列标准的最新版本。 GB150 钢制压力容器 GB151管壳式换热器 HG20584 钢制化工容器制造技术要求 压力容器安全技术监察规程 Q/AXL J 3013铆工管工通用工艺守则 Q/AXL J5010钢制压力容器检验规程 Q/AXL J0801压力试验和致密性试验工艺规程 3一般要求 不锈钢产品的制造应具备制造场地通风、清洁、文明生产条件。不锈钢材料及零部件应防止长期露天存放、混料保管。要求按时投料、集中使用、及时回收、指定区域存放保管。
工件存放制造场地应铺设防铁离子污染的专用地板或橡胶板。滚轮架上配挂胶轮。 防止在不锈钢表面踩踏。如果不可避免应穿没有铁钉的软底鞋并带脚套,过后应将表面擦扫干净。 使用工具,如铜锤、木锤、不锈钢铲或淬火工具钢铲等,尽量使工件不和铁器接触。磨削磨轮用纯氧化物制成。 材料标记用墨水或记号笔应不含金属颜料、硫、氯含量要≤25PPm. 防止磕碰划伤 钢板或零部件在吊运制作过程中应始终保持钢板表面、设备及胎具的清洁,防止将焊豆、熔渣、氧化皮压入工件表面。 3.6.1 吊具应加铜垫,吊带首选尼龙吊带且为不锈钢产品零部件专用,绝不允许与其它碳素钢混淆,如用钢丝绳外套必须套胶管或用麻绳。 3.6.2 钢管切割应在锯床上铺垫木板或橡胶板,采用专用锯条。 除切割线外其余标记线不应使用“划针”划线及“冲子”冲孔。可使用硬色笔或记号笔。也可以使用不含金属颜料及硫氯含量小于25PPm的墨水划线作标记。 不锈钢零部件应尽量采用冷成形。当采用热成形时,材料不得与焦碳炉中焦炭接触,加热温度510~1150℃,热成形过程中加热次数中得超过二次。 板材应用剪切或等离子切割,等离子切割后的溶渣应清除干净。
机械加工检验标准及方法 一. 目的: 二. 范围: 三. 规范性引用文件 四. 尺寸检验原则 1.基本原则: 2.最小变形原则: 3.最短尺寸链原则: 4.封闭原则: 5.基准统一原则: 6.其他规定 五. 检验对环境的要求 1.温度 2.湿度 3.清洁度 4.振动 5.电压 六. 外观检验 1.检验方法 2.检验目距 3.检测光源 4.检测时间 5.倒角、倒圆 6.批锋、毛刺 7.伤痕 8.刀纹、振纹 9.凹坑、凸起、缺料、多料、台阶 10.污渍 11.砂孔、杂物、裂纹
12.防护包装 七. 表面粗糙度的检验 1.基本要求 2.检验方法: 3.测量方向 4.测量部位 5.取样长度 八. 线性尺寸和角度尺寸公差要求1.基本要求 2 线性尺寸未注公差 九.形状和位置公差的检验 1.基本要求 3.检测方法 十.螺纹的检验 1.使用螺纹量规检验螺纹制件2.单项检验 十一.外协加工件的检验规定 1.来料检验 2. 成品检验计划 十二.判定规则 附注: 1.泰勒原则
一. 目的: 为了明确公司金属切削加工检验标准,使检验作业有所遵循,特制定本标准。 二. 范围: 本标准适用于切削加工(包括外协、制程、出货过程)各检验特性的检验。在本标准中,切削加工指的是:车削加工、铣削加工、磨削加工、镗削加工、刨削加工、孔加工、拉削加工和钳工作业等。本标准规定了尺寸检验的基本原则、对环境的要求、外观检验标准、线性尺寸公差要求、形位公差要求、表面粗糙度的检验、螺纹的检验和判定准则。 注:本标准不适用于铸造、锻造、钣金、冲压、焊接加工后的检验,其检验标准另行制定。本标准不拟对长度、角度、锥度的测量方法进行描述,可参看相关技术手册;形位公差的测量可参看GB/T1958-1980;齿轮、蜗杆的检验可参看相关技术手册。 三. 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准 GB/T 2828.1-2003 (ISO 2859-1:1989)计数抽样程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划 GB/T 1804- 2000 (ISO2768-1:104989) 一般公差未注公差的线性和角度尺寸的公差 GB/T 1184 - 1996(ISO2768-2:1989) 形状和位置公差未注公差值 GB/T 1958-1980 形状和位置公差检测规定 GB/T 1957-1981 光滑极限量规 Q/HXB 3000.1抽样检查作业指导书 Q/HXB 2005.1产品的监视和测量控制程序 Q/HXB 2005.15不合格品控制程序
第3章剪切和挤压的实用计算 3.1剪切的概念 在工程实际中,经常遇到剪切问题。剪切变形的主要受力特点是构件受到与其轴 线相垂直的大小相等、方向相反、作用线相距很近的一对外力的作用(图3-1a),构件 的变形主要表现为沿着与外力作用线平行的剪切面(m - n面)发生相对错动(图3- 1b)。 图3-1 工程中的一些联接件,如键、销钉、螺栓及铆钉等,都是主要承受剪切作用的构 件。构件剪切面上的内力可用截面法求得。将构件沿剪切面m-n假想地截开,保留一 部分考虑其平衡。例如,由左部分的平衡,可知剪切面上必有与外力平行且与横截面相切的内力F Q (图3-1C)的作用。F Q称为剪力,根据平衡方程',=0,可求得F Q二F。剪切破坏时,构件将沿剪切面(如图3-la所示的m-n面)被剪断。只有一个剪切面的情况,称为单剪切。图3-1a所示情况即为单剪切。 受剪构件除了承受剪切外,往往同时伴随着挤压、弯曲和拉伸等作用。在图3-1中没有完全给出构件所受的外力和剪切面上的全部内力,而只是给出了主要的受力和内力。实际受力和变形比较复杂,因而对这类构件的工作应力进行理论上的精确分析是困难的。工程中对这类构件的强度计算,一般采用在试验和经验基础上建立起来的比较简便的计算方法,称为剪切的实用计算或工程计算。
3.2剪切和挤压的强度计算3.2.1剪切强度计算
剪切试验试件的受力情况应模拟零件的实际工作情况进行。图 试验装置的简图,试件的受力情况如图 3-2b 所示,这是模拟某种销钉联接的工作情 形。当载荷F 增大至破坏载荷 F b 时,试件在剪切面 m - m 及n - n 处被剪断。这种具 有两个剪切面的情况,称为双剪切。由图 3-2c 可求得剪切面上的剪力为 F Q 图3-2 由于受剪构件的变形及受力比较复杂,剪切面上的应力分布规律很难用理论方法 确定,因而工程上一般采用实用计算方法来计算受剪构件的应力。 在这种计算方法中, 假设应力在剪切面内是均匀分布的。若以 A 表示销钉横截面面积,则应力为 F Q A ?与剪切面相切故为切应力。以上计算是以假设“切应力在剪切面上均匀分布”为基础 的,实际上它只是剪切面内的一个“平均切应力”,所以也称为名义切应力。 当F 达到F b 时的切应力称剪切极限应力, 记为-b 。对于上述剪切试验, 剪切极限 应力为 _ Fb ■b - 2A 3-2a 为一种剪切 (3-1) bj
本程序由品质部提出并归口管理
1、目的: 规定过程检验的方式,标准,尽早发现过程中影响产品质量的系统因素,防止产品成批报废或将不合格产品转入下道工序。 2、范围: 适用于过程加工的产品。 3、职责 3.1 工序操作工:加工过程中自检。 3.2 过程检验员(IPQC):按本指示要求对加工过程进行首检、巡检和产品完工后的成 品检。 4、定义 4.1 首检检验:是在生产开始时,上班或换班或工序因素调整后,换人换料换活换工装 调整设备等,对制造的第一件或前几件产品进行的检验,包括操作工自检,操作工互检和检验员首件确认 4.2 巡回检验:是指检验员在生产现场按一定的时间间隔对有关工序的产品和生产条件 进行监督检验 4.3 完工检验:是指对全部加工活动结束的成品零件进行的检验,成品检验工作包括验 证前面各工序的检验是否已完成,检验结果是否符合要求即对前面所有的检验数据进行复核。 5、工作程序 5.1操作工首检 5.1.1首次加工按图纸要求自检合格。 5.1.2向过程检验员(IPQC)报首检检验。 5.1.3 首件未经过程检验员(IPQC)检验合格不得继续加工或作业。 5.2检验员首检 5.2.1 过程检验员对首件产品按照对应产品检验指导书(SIP)要求进行首件检验。 5.2.2 首件判定后,过程检验员应对首件合格件打上确认标识,以便作业参照,并保留 到该批产品完工。 5.2.3 首检记录:首检过程如实记录于《生产过程首巡检记录表》中。 5.3 操作工自检 5.3.1 首检合格,过程加工可正式量产作业,操作工应在量产中保持一定频次的自检, 以保证质量的稳定。 5.4 巡检 5.4.1 过程检验员应对量产过程进行巡检作业,检验频次:2小时巡检一趟,每个机位产 品抽样3件,检验标准参见对应产品检验指导书(SIP),根据实际情况对关键特性、重要特性、工艺上由特殊要求,对下道工序的加工装配有重大影响和内外部质量信息反馈中出现质量问题多的薄弱环节加强巡检频次。 5.4.2 巡检中若发现不合格品,应在发现当时通知工序操作工停机,复检确认无误后开 具《不合格品评审单》按《不合格品控制程序》处理,如在巡检过程中不良的概述效果不佳时,应适当调整增加巡查的频次。 5.4.3 巡检记录:检验员每2个小时在《生产过程首巡检记录表》中如实填写记录,巡 检员必须认真收集,整理并装订成册,妥善保管,每周五下班前由巡检员将本周的检验记录送品质办公室存档备查。 5.4.4 巡回检验要抽检产品还需检查影响产品质量的生产因素,从人、机、料、法、环、 测几个方面去监督和控制,发现问题及时指导操作工或联络有关人员加以纠正,问题严
机械加工检验规程 1 总则 1.1 检验人员必须具有一定的专业知识和实际工作经验,且能满足现行产品对检验工作的各项要 求。 1.2 检验人员所用的计量器具必须是经计量部门校验合格并在规定周期内。 1.3 检验人员验收产品前应熟读相关图样和技术文件,了解零件的关键尺寸及装配关系要点。 1.4 检验人员必须严格按照图样和技术文件所规定的要求对零件进行判定。 1.5 检验人员应对车间在制品按规定进行标识。 1.6 检验人员必须定期(6个月最长1年)参加专业知识培训,学习和接受先进的检测方法,以提 高自身的业务水平。 2 目的和范围 通过严格执行三检,“首件检验”、“巡回检验”、“完工检验”将检验工件与工序控制紧密结合,对每一工序的质量问题或可能出现的质量问题不放过,剔除不合格品,使其不能投入下序或出厂,从而达到工序控制目的。 3 检验依据: 过程检验的检测依据按检验工艺卡执行。 4 检验类别 4.1 首件检验: 4.1.1 在下述情况下,必须首件检验后,才能开始加工: 4.1.1.1 工作班开始加工的第一个工件; 4.1.1.2 调换操作者后加工的第一个工件; 4.1.1.3 更换(调整)工艺装备或更换模具后加工的第一个工件; 4.1.1.4 更换材料批(炉)号后加工的第一个工件; 4.1.1.5 代用材料后加工的第一个工件。 4.1.2 首件检验的依据:a)工艺图纸或工艺卡片;b)作业指导书(工艺控制点)。 4.1.3 检验内容: 4.1.3.1 根据检验工艺规程的要求,核对首件产品的质量特性值是否真正符合要求;对首件检验 合格,批准生产加工,首件检验不合格,进行不合格品的处理,同时分析不合格原因,采取改进措施后生产,产品继续首件检验,直至合格为止。 4.1.4 检验要求: 4.1.4.1 对首件,根据加工工艺要求,核实首件产品或工件(毛坯)产品的质量特性是否符合要 求。对首批检查的工件(毛坯),操作者必须做好自检和标识,在操作者缺乏检测手段时,也应对工件外观质量自检,合格后送检验员检查。无论在任何情况下,首件检验未经检验合格,不得进行批量生产或继续加工作业。 4.1.4.2 做好首件检验记录,要求按工件种类分类填写首件检验记录,以便追溯。 4.1.4.3 检验状态分为:合格、不合格、待检、检后待定;产品标识要求填写“工件名称、规格、 数量、尺寸、首检合格”要素,并放在产品的最顶端。 4.2 巡回检验: 4.2.1 由检验人员在生产现场,进行日常工艺纪律巡回监督检查,重点监控工序质量和工艺纪律。 4.2.2 根据检验工艺规程和作业指导书的要求、检验、核对巡检产品的质量特性值是否真正符合
钢板定长剪切方案 定长送板(A3.01.=3,A3.02.=3) 一、基本设定 1、设定A3.1.=A3.02=3(定位模式)。 注意:当P3.01.=0时,请于参数P3.03.中设置送板速度。 2、设定O2.06.=201(操作器常用监视项1显示送板长度P1.01.) 控制过程: (1)输入使能信号X1,系统处于使能状态,以一定的力矩锁定压棍。 (2)在面板上输入所需送板长度(mm)。 (3)输入送板信号X2(每次送板都给脉冲信号),系统按照设定的送板速度、长度与机械比例进行送板动作,当送板位置达到送板定位精度范围时,Y1输出位置到达信号。等待下次送板信号。 (4)使能信号撤销后,压棍恢复自由状态。 二、锁定状态下的比例增益调整 位置到达信号输出后,压棍将被锁定,保证电机不产生震动的前提下,比例增益E5.03.设定越大越好,积分时间E5.06.设定越小越好,同时设置锁定力矩上限/锁定电流P2.12 一般设定:E5.03.=30,E5.06.=20,P2.12.=200。
三、送板相关参数调整 1、小数位的确定(P2.07.) ,由于参数F2.06.可以首先了解该剪板机所剪钢板的实际送板最大长度l max 进行设定的最大数值是32767,为了更加精确地设定送板长度,一般尽量应用最 多的数位对送板长度进行描述。 若l =3m(3000mm),则应设定一位小数位(F3.02.=1),此时可设定的送板max 最大长度为3276.7mm。单位用mm表示。 =10m(10000mm),则应设定零位小数位(F3.02.=0),此时可设定的送若l max 板最大长度为32767mm。单位用mm表示。 2、机械比例设定(P2.05.、P2.06.) 定长剪切的送板机构示意图 此时,应用电机转数(P2.05.)与对应最大送板长度(P2.06.)的比例关系 进行描述。 注意: (1)P2.06.同时为最大送板长度。 (2)送板长度的数值可以通过P2.07.设定小数位。