
判定检验时间订单号:
供应商:回传时间数量:检验日期:产品规格:产品型号:
回复时间
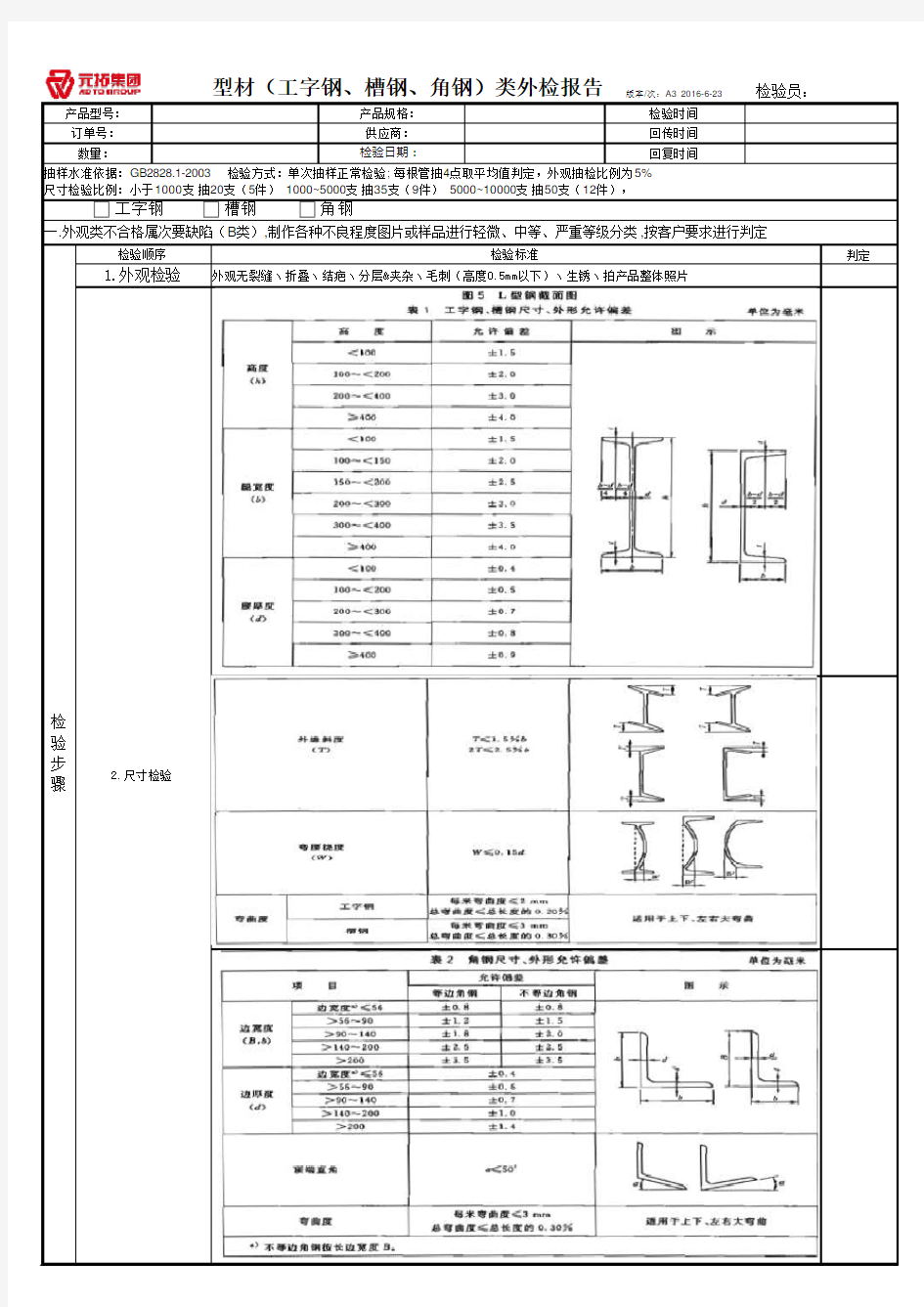
版本/次:A3 2016-6-232.尺寸检验
检
验
步
骤抽样水准依据:GB2828.1-2003 检验方式:单次抽样正常检验; 每根管抽4点取平均值判定,外观抽检比例为5%
尺寸检验比例:小于1000支 抽20支(5件) 1000~5000支 抽35支(9件) 5000~10000支 抽50支(12件),
一.外观类不合格属次要缺陷(B 类),制作各种不良程度图片或样品进行轻微、中等、严重等级分类,按客户要求进行判定
检验顺序检验标准1.外观检验外观无裂缝丶折叠丶结疤丶分层&夹杂丶毛刺(高度0.5mm以下)丶生锈丶拍产品整体照片
工字钢
槽钢角钢
检验标准检验工具判定
高度
卡尺腿宽度
卡尺腰厚度
卡尺长度
米尺重量±0.3%
磅秤颜色、工艺检测方法
判定不良率目测
项目
检测方法判定不良率整 包目测总部判定结果无供应商任何信息,标签须在出货前扯掉,打包扣无文字类符号(字母可接受),无散捆现象,数
量符合要求,每批过磅时须司机过磅并提供磅单。
二:异常处理流程。
检验完毕-判定不合格-供应商确认签字-报告和照片回传-电话通知+QQ留言-等待回传判定结果-根据判定结果执行-报告双方存档
三:不良图片及说明:(异常图片过多可将此栏加宽放大放置)
1:写清楚抽检数量,不良数量,不良比例,不良程度异常现象
规格(mm)包装包装方式描述数据记录刻字刻字内容
刻字照片外检判定
供应商确认
数据记录1:≤8M 偏差+50/-0mm 2:>8M 偏差+80/-0mm 检
验
步骤
3.包装
4.装柜检验
4.1 检验&拍照货柜底部、顶部、侧面有无裂纹、破损、透光现象,发现异常及时通知船务更换货柜
4.2 在运输过程中须监督货车有无盖雨布防止下雨打湿产品
4.3 需对封签丶货柜编码丶空柜丶装半柜丶装满柜状态进行拍照,并对封箱后状态拍照检验前对照国标找出对应的型号,查看相关尺寸要求,出现过腿宽度和腰厚度尺寸弄反导致客诉的事情