筛板塔精馏实验
一.实验目的
1.了解筛板精馏塔及其附属设备的基本结构,掌握精馏过程的基本操作方法。
2.学会判断系统达到稳定的方法,掌握测定塔顶、塔釜溶液浓度的实验方法。
3.学习测定精馏塔全塔效率和单板效率的实验方法,研究回流比对精馏塔分离效率的影响。二.基本原理
1.全塔效率E T
全塔效率又称总板效率,是指达到指定分离效果所需理论板数与实际板数的比值:
N T——完成一定分离任务所需的理论塔板数,包括蒸馏釜;
N P——完成一定分离任务所需的实际塔板数,本装置N P=10。
2.图解法求理论塔板数N T
以回流比R写成的精馏段操作线方程如下:
y n+1——精馏段第n+1块塔板上升的蒸汽组成,摩尔分数;
x n——精馏段第n块塔板下流的液体组成,摩尔分数;
x D——塔顶溜出液的液体组成,摩尔分数;
R——泡点回流下的回流比。
提馏段操作线方程如下:
y m+1——提馏段第m+1块塔板上升的蒸汽组成,摩尔分数;
x m——提馏段第m块塔板下流的液体组成,摩尔分数;
x W-塔底釜液的液体组成,摩尔分数;
L'-提馏段内下流的液体量,kmol/s;
W-釜液流量,kmol/s。
加料线(q线)方程可表示为:
其中,
q——进料热状况参数;
r F——进料液组成下的汽化潜热,kJ/kmol;
t S——进料液的泡点温度,℃;
t F——进料液温度,℃;
c pF——进料液在平均温度(tS ? tF ) /2 下的比热容,kJ/(kmol℃);
x F——进料液组成,摩尔分数。
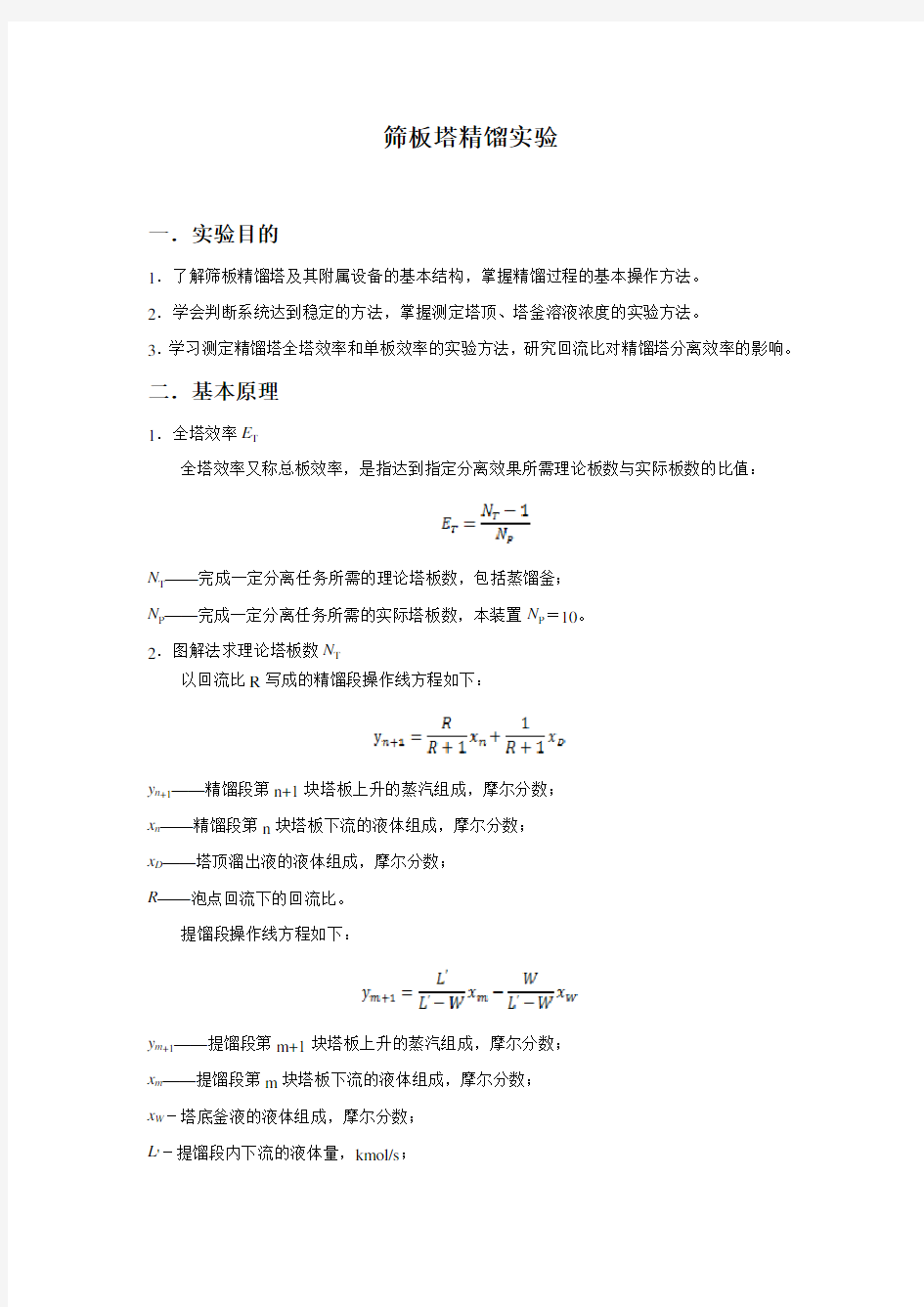
(1)全回流操作
在精馏全回流操作时,操作线在y-x图上为对角线,如图1所示,根据塔顶、塔釜的组成在操作线和平衡线间作梯级,即可得到理论塔板数。
图1 全回流时理论塔板数确定
(2)部分回流操作
部分回流操作时,如图2,图解法的主要步骤为:
A.根据物系和操作压力画出相平衡曲线,并画出对角线作为辅助线;
B.在对角线上定出a点(xD,xD)、f点(xF,xF)和b点(xW,xW);
C.在y轴上定出yC=xD/(R+1)的点c,连接a、c作出精馏段操作线;
D.由进料热状况求出q,过点f作出斜率为q/(q-1)的q线交精馏段操作线于点d,连接点d、b作出提馏段操作线;
E.从点a开始在平衡线和精馏段操作线之间画阶梯,当梯级跨过点d时,就改在平衡线和提馏段操作线之间画阶梯,直至梯级跨过点b为止;
G.所画的总阶梯数就是全塔所需的理论踏板数(包含再沸器),跨过点d的那块板就是加料板,其上的阶梯数为精馏段的理论塔板数。
图2 部分回流时理论板数的确定
本实验料液为乙醇水溶液,釜内液体由电加热器产生蒸汽逐板上升,经与各板上的液体传质后,进入盘管式换热器壳程,冷凝成液体后再从集液器流出,一部分作为回流液从塔顶流入塔内,另一部分作为产品馏出,进入产品贮罐;残液经釜液转子流量计流入釜液贮罐。三.实验步骤
实验主要操作步骤如下:
1.全回流
(1)在贮罐中配制浓度21%(体积百分比)的料液,以泵混合均匀。打开进料管路上的阀门,由进料泵将料液打入塔釜,观察塔釜液位计高度,进料至釜容积的2/3处。
(2)关闭塔身进料管路上的阀门,启动电加热管电源,逐步增加加热电压,使塔釜温度缓慢上升。
(3)打开塔顶冷凝器的冷却水,调节合适冷凝量,并关闭塔顶出料管路,使整塔处于全回流状态。
(4)当塔顶温度、回流量和塔釜温度稳定后,分别取适量塔顶液(浓度X D)和塔釜液(浓度X W),待其冷却至室温后,以密度计测量其体积百分比。
2.部分回流
(1)在储料罐中配制一定浓度为21%的乙醇水溶液。
(2)待塔全回流操作稳定时,打开进料阀,调节进料量至适当的流量。
(3)控制塔顶回流和出料两转子流量计,调节回流比R为3。
(4)打开塔釜残液流量计,调节至适当流量。
(5)当塔顶、塔内温度读数以及流量都稳定后,即如全回流第4步取样测定体积百分比。四.实验结果
1.实验记录数据如表1:
表1 实验数据
2.全回流操作
全回流图见图3
图3 全回流示意图
图中阶梯数为12,即全回流理论塔板数N T=12-1=11。而实际塔板数N P=16。故全塔效率
3.部分回流
回流比R=3时,部分回流图见图4
图4 部分回流图
图中阶梯数为13,即部分回流理论塔板数N T=13-1=12。而实际塔板数N P=16。故全塔效率。
五. 分析讨论
1. 由上面全回流图和部分回流图可以看出,实验测得的塔板效率偏低(通过和其它组同学实验对比),原因可能是直接把体积分数当做质量分数计算引进的误差;还有取出的馏分未充分冷却便测量体积分数;密度计测量不够精确;回部分流比难精确控制。
2. 实验测得全回流x D大于部分回流x D符合一般规律,均未超过酒精水溶液的恒沸点。但部分回流实验时发觉难恒定回流比,原因可能是塔内气压过大,应及时排去挥发造成过剩压力,保证实验进行
筛板精馏塔实验报告 学院:化学化工学院 姓名: 学号: 指导老师: 实验时间:2016年6月3日
摘要本文对筛板精馏塔的性能进行测试,主要对乙醇正丙醇的精馏过程中的不同实验条件进行探讨;得出了进料流量、回流比与全塔效率的关系,确定了该筛板精馏塔的最佳操作条件。 关键词精馏;回流比;全回流;部分回流;全塔效率 Abstract the performance of the test sieve distillation column, mainly ethanol, n-propanol in the distillation process in different experimental conditions were discussed; obtained feed rate, reflux ratio with the whole tower efficiency is determined that the screen optimum operating conditions plate rectification column. Key words Distillation;Reflux ratio;Total reflux;partial reflux;The tower efficiency 前言精馏过程的节能措施一直是人们普遍关注的问题。精馏操作是化工生产中应用非常广泛的一种单元操作,也是化工原理课程的重要章节。分析运行中的精馏塔,当某一操作条件改变时的分离效果变化,属于精馏的操作型问题。这类问题取材于工程实践,是培养工程观念、提高学生解决实际问题能力的好方法,但同时也成为学习的难点。在工业生产中,充分掌握操作条件各类因素的影响,对提高产品的质量稳定生产,提高效益有重要的意义。本研究从进料流量、回流比、全回流和部分回流等操作因素对数字型筛板精馏塔进行全面考察得出一系列可靠直观的结果,加深对精馏操作中一些工程概念的理解,对工业生产有一定的指导意义。通过本实验,我们得出了大量的实验数据,由计算机绘图找出最优一组实验参数,在这组参数下进行提纯将会节约大量能源,同时为今后开出的设计型、综合型、研究型的实验项目,为学生的创新性科研项目具有重要的教改意义。 1.实验部分 1.1实验目的 1.1.1了解板式精馏塔的结构及精馏流程。
北 京 化 工 大 学 实 验 报 告 课程名称: 化工原理实验 实验日期: 2011.04.24 班 级: 化工0801 姓 名: 王晓 同 组 人:丁大鹏,王平,王海玮 装置型号: 精馏实验 一、摘要 精馏是实现液相混合物液液分离的重要方法,而精馏塔是化工生产中进行分离过程的主要单元,板式精馏塔为其主要形式。本实验用工程模拟的方法模拟精馏塔在全回流的状态下及部分回流状态下的操作情况,从而计算单板效率和总板效率,并分析影响单板效率的主要因素,最终得以提高塔板效率。 关键词:精馏、板式塔、理论板数、总板效率、单板效率 二、实验目的 1、熟悉精馏的工艺流程,掌握精馏实验的操作方法。 2、了解板式塔的结构,观察塔板上气-液接触状况。 3、测测定全回流时的全塔效率及单板效率。 4、测定部分回流时的全塔效率。 5、测定全塔的浓度或温度分布。 6、测定塔釜再沸器的沸腾给热系数。 三、实验原理 在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热和传质,使混合液达到一定程度的分离。 回流是精馏操作得以实现的基础。塔顶的回流量和采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。 回流比存在两种极限情况:最小回流比和全回流。若塔在最小回流比下操作,要完成分离任务,则需要有无穷多块塔板的精馏塔。当然,这不符合工业实际,所以最小回流比只是一个操作限度。若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中无实验意义。但是,由于此时所需理论板数最少,又易于达到稳定,故常在工业装置开停车、排除故障及科学研究时采用。 实际回流比常取用最小回流比的1.2-2.0倍。在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。 板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。 (1)总板效率E e N E N 式中 E —总板效率; N —理论板数(不包括塔釜); Ne —实际板数。
化工原理精馏习题课文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]
第一章 蒸馏 1、熟悉气液平衡方程、精馏段操作线方程、提馏段操作线方程和q 线方 程的表达形式并能进行计算; 2、能根据物料进料状况列出q 线方程并用于计算,从而根据q 线方程、 进料组成还有气液平衡方程计算出点(x q ,y q ),再进一步计算出最小 回流比R min ;例如饱和液相进料(泡点进料)时,q 线方程式x=x F ,即 x q =x F ;而饱和蒸汽进料时,q 线方程式y=x F ,即y q =x F 。 3、掌握通过质量分数换算成摩尔分数以及摩尔流量的方法,要特别注意 摩尔流量计算时应该用每一个组分的流量乘以它们的摩尔分数而不是质量分数。 习题1:书上P71页课后习题第5题; 分析:本题的考察重点是质量分数与摩尔分数之间的转换,这个转换大家一定要注意,很多同学在此常会出错。在此我们采用直接将原料组成和原料流量都转换成摩尔量来进行计算,首先还是先列出所有题目给出的已知量,为了便于区分,建议大家以后再表示质量分数的时候可以使用w 来表示,而表示摩尔分数时使用x 来表示: ① 根据题目已知:w F =0.3,F=4000kg/h ,w w =0.05,另外还可以知道二硫 化碳的分子量Mcs 2=76,四氯化碳的分子量Mccl 4=154 根据这些条件可以先将进料和塔底组成转换成摩尔组成 ② =+F x =二硫化碳摩尔量二硫化碳质量分数二硫化碳分子量总摩尔量二硫化碳质量分数二硫化碳分子量四氯化碳质量分数四氯化碳分子量 0376=0.4650376+1-03154 F x =..(.) ③ 同理可以求出塔底组成
北京化工大学学生实验报告 姓名: 学号: 专业: 班级: 同组人员: 课程名称:化工原理实验 实验名称:精馏实验 实验日期: 2016.5.13 北京化工大学
实验五精馏实验 摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率。通过实验,了解精馏塔工作原理。 关键词:精馏,图解法,理论板数,全塔效率,单板效率。 一、目的及任务 ①熟悉精馏的工艺流程,掌握精馏实验的操作方法。 ②了解板式塔的结构,观察塔板上汽-液接触状况。 ③测定全回流时的全塔效率及单塔效率。 ④测定部分回流时的全塔效率。 ⑤测定全塔的浓度(或温度)分布。 ⑥测定塔釜再沸器的沸腾给热系数。 二、基本原理 在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。 回流是精馏操作得以实现的基础。塔顶的回流量与采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。 回流比存在两种极限情况:最小回流比和全回流。若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔。当然,这不符合工业实际,所以最小回流比只是一个操作限度。若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用。 实际回流比常取最小回流比的1.2~2.0倍。在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。 板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
化工原理实验报告
————————————————————————————————作者:————————————————————————————————日期: ?
实验一 伯努利实验 一、实验目的 1、熟悉流体流动中各种能量和压头的概念及相互转化关系,加深对柏努利方程式的理解。 2、观察各项能量(或压头)随流速的变化规律。 二、实验原理 1、不可压缩流体在管内作稳定流动时,由于管路条件(如位置高低、管径大小等)的变化,会引起流动过程中三种机械能——位能、动能、静压能的相应改变及相互转换。对理想流体,在系统内任一截面处,虽然三种能量不一定相等,但能量之和是守恒的(机械能守恒定律)。 2、对于实际流体,由于存在内磨擦,流体在流动中总有一部分机械能随磨擦和碰撞转化为热能而损失。故而对于实际流体,任意两截面上机械能总和并不相等,两者的差值即为机械损失。 3、以上几种机械能均可用U 型压差计中的液位差来表示,分别称为位压头、动压头、静压头。当测压直管中的小孔(即测压孔)与水流方向垂直时,测压管内液柱高度(位压头)则为静压头与动压头之和。任意两截面间位压头、静压头、动压头总和的差值,则为损失压头。 4、柏努利方程式 ∑+++=+++f h p u gz We p u gz ρ ρ2222121122 式中: 1Z 、2Z ——各截面间距基准面的距离 (m) 1u 、2u ——各截面中心点处的平均速度(可通过流量与其截 面积求得) (m/s) 1P 、2p ——各截面中心点处的静压力(可由U型压差计的液位 差可知) (Pa ) 对于没有能量损失且无外加功的理想流体,上式可简化为 ρ ρ2 2 22121122p u gz p u gz + +=++ 测出通过管路的流量,即可计算出截面平均流速ν及动压g 22 ν,从而可得到各截面测管水头和总水头。 三、实验流程图
实验8 筛板精馏塔实验 一、实验目的 1.了解筛板式精馏塔的结构流程及操作方法。 2.测取部分回流或全回流条件下的总板效率。 3.观察及操作状况。 二、实验原理 在板式精馏塔中,混合液的蒸汽逐板上升,回流液逐板下降,汽液两相在塔板上接触,实现传质,传热过程而达到两相一定程度的分离。如果在每层塔板上,液体与其上升的蒸汽到平衡状态,则该塔板称为理论板,然而在实际操作中、汽、液接触时间有限,汽液两相一般不可能达到平衡,即实际塔板的分离效果,达不到一块理论板的作用,因此精馏塔的所需实际板数一般比理论板要多,为了表示这种差异而引入了“板效率”这一概念,板效率有多 种表示方法,本实验主要测取二元物系的总板效率E p : E N N P T D 板式塔内各层塔板的传质效果并相同,总板效率只是反映了整个塔板的平均效率,概括地讲总板效率与塔的结构,操作条件,物质性质、组成等有关是无法用计算方法得出可靠值,而在设计中需主它,因此常常通过实验测取。实验中实验板数是已知的,只要测取有关数据而得到需要的理论板数即可得总板效率,本实验可测取部分回流和全回流两种情况下的板效,当测取塔顶浓度,塔底浓度进料浓度以及回流比并找出进料状态、即可通过作图法画出平衡线、精馏段操作线、提馏段操作线,并在平衡线与操作线之间画梯级即可得出理论板数。如果在全回流情况下,操作线与对角线重合,此时用作图法求取理论板数更为简单。 三、实验装置与流程 实验装置分两种: (1)用于全回流实验装置 精馏塔为一小型筛板塔,蒸馏釜为卧直径229m长3000mm内有加热器。塔内径50mm共有匕块塔板,每块塔板上开有直径2mm筛孔12个板间距100mm,塔体上中下各装有一玻璃段用以观察塔内的操作情况。塔顶装有蛇管式冷凝器蛇管为φ10×1紫铜管长3.25m,以水作冷凝剂,无提馏段,塔傍设有仪表控制台,采用1kw调压变压器控制釜内电加热器。在仪表控制台上设有温度指示表。压强表、流量计以及有关的操作控制等内容。 (2)用于部分回流实验装置 装置由塔、供料系统、产品贮槽和仪表控制柜等部份组成。蒸馏釜为φ250×340×3mm 不锈钢罐体,内设有2支1kw电热器,其中一支恒加热,另一支用可调变压器控制。控制电源,电压以及有关温,压力等内容均有相应仪表指示, 塔身采用φ57×3.5mm不锈钢管制成,设有二个加料口,共十五段塔节,法兰连接,塔身主要参数有塔板十五块,板厚1mm不锈钢板,孔径2mm,每板21孔三形排列,板间距100mm,溢流管为φ14×2不锈钢管堰高10mm。 在塔顶和灵敏板塔段中装有WEG—001微型铜阻感温计各一支由仪表柜上的XCE—102温度指示仪显示,以监测相组成变化。 塔顶上装有不锈钢蛇管冷凝器,蛇管为φ14×2长250mm以水作冷凝剂以LZB10型转子流量计计量,冷凝器装有排气旋塞。
北京化工大学 实验报告 精馏实验 一、摘要 精馏是实现液相混合物液液分离的重要方法,而精馏塔是化工生产中进行分离过程的主要单元,板式精馏塔为其主要形式。本实验用工程模拟的方法模拟精馏塔在全回流的状态下及部分回流状态下的操作情况,从而计算单板效率和总板效率,并分析影响单板效率的主要因素,最终得以提高塔板效率。 关键词:精馏、板式塔、理论板数、总板效率、单板效率 二、实验目的 1、熟悉精馏的工艺流程,掌握精馏实验的操作方法。 2、了解板式塔的结构,观察塔板上气- 液接触状况。 3、测测定全回流时的全塔效率及单板效率。 4、测定部分回流时的全塔效率。 5、测定全塔的浓度或温度分布。 6、测定塔釜再沸器的沸腾给热系数。 三、实验原理 在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔 板上实现多次接触,进行传热和传质,使混合液达到一定程度的分离。 回流是精馏操作得以实现的基础。塔顶的回流量和采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。 回流比存在两种极限情况:最小回流比和全回流。若塔在最小回流比下操作,要完成分离任务,则
需要有无穷多块塔板的精馏塔。当然,这不符合工业实际,所以最小回流比只是 一个操作限度。若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中无实验意义。但是,由于此时所需理论板数最少,又易于达到稳定,故常在工业装置开停车、排除故障及科学研究时采用。 实际回流比常取用最小回流比的倍。在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。 板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。 (1)总板效率E N e 式中E —总板效率;N—理论板数(不包括塔釜);Ne —实际板数。 2)单板效率E ml E x n 1 x n E ml * x n 1 x n* 式中E ml—以液相浓度表示的单板效率; x n,x n-1—第n 块板的和第(n-1 )块板得液相浓度; x n*—与第n 块板气相浓度相平衡的液相浓度。 总板效率与单板效率的数值通常由实验测定。单板效率是评价塔板性能优劣的重要数据。物系性质、板型及操作负荷是影响单板效率的重要因素。当物系与板型确定后,可通过改变气液负荷达到最高的板效率;对于不同的板型,可以在保持相同的物系及操作条件下,测定其单板效率,已评价其性能的优劣。总板效率反映全塔各塔板的平均分离效果,常用于板式塔设计中。 若改变塔釜再沸器中电加热器的电压,塔板上升蒸汽量将会改变,同时,塔釜再沸器电加热器表面的温度将发生变化,其沸腾给热系数也将发生变化,从而可以得到沸腾给热系数也加热量的关系。由牛顿冷却定律,可知 Q A t m
筛板精馏塔化工实验报告
作者: 日期:
筛板塔精馏过程实验 一、实验目的 1、了解筛板精馏塔及其附属设备的基本结构,掌握精馏过程的基本操作方法。 2、学会判断系统达到稳定的方法,掌握测定塔顶、塔釜溶液浓度的实验方法。 3、学习测定精馏塔全塔效率和单板效率的实验方法,研究回流比对精馏塔分离效率的影响。 二、实验原理 2.1全塔效率TE 全塔效率又称总板效率,是指达到指定分离效果所需理论板数与实际板数的比值于塔内所需理论塔板数,可由已知的双组分物系平衡关系,以及实验中测得的塔顶、塔釜出液的组成,回流比F和热状况q等,用图解法求得TN 2.2图解法求理论塔板数TN 图解法又称麦卡勃—蒂列(McCab e Thiele )法,简称Ml- T法,其原理与逐板计算法完全相同,只是将逐板计算过程在y-x图上直观地表示出来。 2.3全回流操作 在精馏全回流操作时,操作线在y-x图上为对角线,如图8 —3所示,根据塔顶、塔釜的组成在操作线和平衡线间作梯级,即可得到理论塔板部分回流操作。部分回流操作时,图解法的主要步骤为: (1 )根据物系和操作压力在y —x图上作出相平衡曲线,并画出对角线作为辅助线; (2 )在乂轴上定出x = xD xF、xW E点,依次通过这三点作垂线分别交对角线于点 a、f、b; (3 )在y轴上定出yC= xD/(R+1)的点c,连接a、c作出精馏段操作线; ⑷由进料热状况求出q线的斜率q/ (q-1 ),过点f作出q线交精馏段操作线于点d; (5) 连接点d、b作出提馏段操作线; (6) 从点a开始在平衡线和精馏段操作线之间画阶梯,当梯级跨过点d时,就改在 平衡线和提馏 段操作线之间画阶梯,直至梯级跨过点b为止; (7) 所画的总阶梯数就是全塔所需的理论踏板数 (包含再沸器),跨过点d的那块板就是加料板, 其上的阶梯数为精馏段的理论塔板数。 2.4实验装置和流程 本实验装置的主体设备是筛板精馏塔,配套的有加料系统、回流系统、产品出料管路、残液出料管路、进料泵和一些测量、控制仪表。 筛板塔主要结构参数:塔内径D= 68mm厚度洌?4mm塔板数N= 10块,板间距HT 二100mm加料位置由下向上起数第4块和第6块。降液管采用弓形,齿形堰,堰 长56mm堰高7.3mm齿深4.6mm齿数9个。降液管底隙4.5mm筛孔直径d0= 1.5mm 正三角形排列,孔间距t = 5mm开孔数为77个。塔釜为内电加热式,加热功率2.5kW,有效容积为10L。塔顶冷凝器、塔釜换热器均为盘管式。单板取样为自下而上第1块和第10块,斜向上为液相取样口,水平管为气相取样口。 本实验料液为乙醇水溶液,釜内液体由电加热器产生蒸汽逐板上升,经与各板上的液体传质后,进入盘管式换热器壳程,冷凝成液体后再从集液器流出,一部分作为回流液从塔顶流入塔内,另一部分作为产品馏出,进入产品贮罐;残液经釜液转子流量计流入釜液贮罐。
北 京 化 工 大 学 化 工 原 理 实 验 告 : : : : : : 实验名称 班级 姓名 学 号 同组成员 实验日期 精馏实验 2015.5.13 实验 日 期
精馏实验 一、实验目的 1、熟悉填料塔的构造与操作; 2、熟悉精馏的工艺流程,掌握精馏实验的操作方法; 3、了解板式精馏塔的结构,观察塔板上汽液接触状况; 4、掌握液相体积总传质系数K a的测定方法并分析影响因素 x 5、测定全回流时的全塔效率及单板效率; 6、测量部分回流时的全塔效率和单板效率 二、实验原理 在板式精馏塔中,混合液的蒸汽逐板上升,回流液逐板下降,气液两相在塔板上接触,实现传质、传热过程而达到分离的目的。如果在每层塔板上,上升的蒸汽与下降的液体处于平衡状态,则该塔板称之为理论塔板。然而在实际操做过程中由于接触时间有限,气液两相不可能达到平衡,即实际塔板的分离效果达不到一块理论塔板的作用。因此,完成一定的分离任务,精馏塔所需的实际塔板数总是比理论塔板数多。 回流是精馏操作得以实现的基础。塔顶的回流量与采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。 回流比存在两种极限情况:最小回流比和全回流。若塔在最小回流比下操作,要完成分离任务,则需要有无穷多块板的精馏塔。这在工业上是不可行的,所以最小回流比只是一个操作限度。若在全回流下操作,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中无实验意义。实际回流比常取最小回流比的1.2~2.0倍。 本实验处于全回流情况下,既无任何产品采出,又无原料加入,此时所需理论板最少,又易于达到稳定,可以很好的分析精馏塔的性能。影响塔板效率的因素很多,大致可归结为:流体的物理性质(如粘度、密度、相对挥发度和表面张力等)、塔板结构以及塔的操作
化工大学精馏实验报告
————————————————————————————————作者:————————————————————————————————日期: ?
北京化工大学学生实验报告 姓名: 学号: 专业: 班级: 同组人员: 课程名称:化工原理实验 实验名称:精馏实验 实验日期: 2016.5.13 北京化工大学
实验五精馏实验 摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率。通过实验,了解精馏塔工作原理。 关键词:精馏,图解法,理论板数,全塔效率,单板效率。 一、目的及任务 ①熟悉精馏的工艺流程,掌握精馏实验的操作方法。 ②了解板式塔的结构,观察塔板上汽-液接触状况。 ③测定全回流时的全塔效率及单塔效率。 ④测定部分回流时的全塔效率。 ⑤测定全塔的浓度(或温度)分布。 ⑥测定塔釜再沸器的沸腾给热系数。 二、基本原理 在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。 回流是精馏操作得以实现的基础。塔顶的回流量与采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。 回流比存在两种极限情况:最小回流比和全回流。若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔。当然,这不符合工业实际,所以最小回流比只是一个操作限度。若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用。 实际回流比常取最小回流比的1.2~2.0倍。在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。 板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
筛板精馏塔精馏实验报告样本 6.1实验目的 1.了解板式塔的结构及精馏流程 2.理论联系实际,掌握精馏塔的操作 3.掌握精馏塔全塔效率的测定方法。 6.2实验内容 ⑴采用乙醇~水系统测定精馏塔全塔效率、液泛点、漏液点 ⑵在规定时间内,完成D=500ml、同时达到xD≥93v%、xW≤3v%分离任务 6.3实验原理 塔釜加热,液体沸腾,在塔内产生上升蒸汽,上升蒸汽与沸腾液 体有着不同的组成,这种不同组成来自轻重组份间有不同的挥发度, 由此塔顶冷凝,只需要部分回流即可达到塔顶轻组份增浓和塔底重 组份提浓的目的。部分凝液作为轻组份较浓的塔顶产品,部分凝液 作为回流,形成塔内下降液流,下降液流的浓度自塔顶而下逐步下 降,至塔底浓度合格后,连续或间歇地自塔釜排出部分釜液作为重 组份较浓的塔底产品。 在塔中部适当位置加入待分离料液,加料液中轻组份浓度与塔截 面下降液流浓度最接近,该处即为加料的适当位置。所以,加料液 中轻组分浓度愈高,加料位置也愈高,加料位置将塔分成上下二个 塔段,上段为精馏段,下段为提馏段。
在精馏段中上升蒸汽与回流之间实行物质传递,使上升蒸汽中轻 组份持续增浓,至塔顶达到要求浓度。在提馏段中,下降液流与上 升蒸汽间的物质传递使下降液流中的轻组份转入汽相,重组份则转 入液相,下降液流中重组份浓度持续增浓,至塔底达到要求浓度。 6.3.1评价精馏的指标—全塔效率η 全回流下测全塔效率有二个目的。一是在尽可能短的时间内在塔 内各塔板,至上而下建立浓度分布,从而使未达平衡的不合格产品 全部回入塔内直至塔顶塔底产品浓度合格,并维持若干时间后为部 分回流提供质量保证。二是因为全回流下的全塔效率和部分回流下 的全塔效率相差不大,在工程处理时,能够用全回流下的全塔效率 代替部分回流下的全塔效率,全回流时精馏段和提馏段操作线重合, 气液两相间的传质具有的推动力,操作变量只有1个,即塔釜 加热量,所测定的全塔效率比较准确地反映了该精馏塔的性 能,对应的塔顶或塔底浓度即为该塔的极限浓度。全塔效率的定 义式如下: ??NT?1 (1) N NT:全回流下的理论板数; N:精馏塔实际板数。 6.3.2维持正常精馏的设备因素和操作因素 精馏塔的结构应能提供所需的塔板数和塔板上充足的相间传递面积。 塔底加热(产生上升蒸汽)、塔顶冷凝(形成回流)是精馏操作的主 要能量消耗;回流比愈大,塔顶冷凝量愈大,塔底加热量也必须愈大。回流比愈大,相间物质传递的推动力也愈大。
筛板塔精馏过程实验 一、实验目的 1、了解筛板精馏塔及其附属设备的基本结构,掌握精馏过程的基本操作方法。 2、学会判断系统达到稳定的方法,掌握测定塔顶、塔釜溶液浓度的实验方法。 3、学习测定精馏塔全塔效率和单板效率的实验方法,研究回流比对精馏塔分离效率的影响。 二、实验原理 2.1 全塔效率 TE 全塔效率又称总板效率,是指达到指定分离效果所需理论板数与实际板数的比值于塔内所需理论塔板数,可由已知的双组分物系平衡关系,以及实验中测得的塔顶、塔釜出液的组成,回流比R和热状况q等,用图解法求得TN 2.2 图解法求理论塔板数 TN 图解法又称麦卡勃-蒂列(McCabe-Thiele)法,简称M-T法,其原理与逐板计算法完全相同,只是将逐板计算过程在y-x图上直观地表示出来。 2.3 全回流操作 在精馏全回流操作时,操作线在y-x图上为对角线,如图8-3所示,根据塔顶、塔釜的组成在操作线和平衡线间作梯级,即可得到理论塔板部分回流操作。部分回流操作时,图解法的主要步骤为: (1)根据物系和操作压力在y-x图上作出相平衡曲线,并画出对角线作为辅助线;(2)在x轴上定出x=xD、xF、xW三点,依次通过这三点作垂线分别交对角线于点a、f、b; (3)在y轴上定出yC=xD/(R+1)的点c,连接a、c作出精馏段操作线; (4)由进料热状况求出q线的斜率q/(q-1),过点f作出q线交精馏段操作线于点d; (5)连接点d、b作出提馏段操作线; (6)从点a开始在平衡线和精馏段操作线之间画阶梯,当梯级跨过点d时,就改在平衡线和提馏 段操作线之间画阶梯,直至梯级跨过点b为止; (7) 所画的总阶梯数就是全塔所需的理论踏板数(包含再沸器),跨过点d的那块板就是加料板, 其上的阶梯数为精馏段的理论塔板数。 2.4 实验装置和流程 本实验装置的主体设备是筛板精馏塔,配套的有加料系统、回流系统、产品出料管路、残液出料管路、进料泵和一些测量、控制仪表。 筛板塔主要结构参数:塔内径D=68mm,厚度洌?4mm,塔板数N=10块,板间距HT =100mm。加料位置由下向上起数第4块和第6块。降液管采用弓形,齿形堰,堰长56mm,堰高7.3mm,齿深4.6mm,齿数9个。降液管底隙4.5mm。筛孔直径d0=1.5mm,正三角形排列,孔间距t=5mm,开孔数为77个。塔釜为内电加热式,加热功率2.5kW,有效容积为10L。塔顶冷凝器、塔釜换热器均为盘管式。单板取样为自下而上第1块和第10块,斜向上为液相取样口,水平管为气相取样口。 本实验料液为乙醇水溶液,釜内液体由电加热器产生蒸汽逐板上升,经与各板上的液体传质后,进入盘管式换热器壳程,冷凝成液体后再从集液器流出,一部分作为回流液从塔顶流入塔内,另一部分作为产品馏出,进入产品贮罐;残液经釜液转子流量计流入釜液贮罐。
化工原理实验报告 一、实验目的 1. 熟悉精馏的工艺流程,掌握精馏实验的操作方法; 2. 了解板式塔的结构,观察塔板上气-液接触状况; 3. 测定全回流时的全塔效率及单板效率。 4. 测定全塔的浓度分布。 二、摘要 在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶主板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。对于双组分混合液的蒸馏,若已知汽液平衡数据,测得塔顶流出液组成D X 、釜残液组成W X ,液料组成F X 及回流比R 和进料状态,就可用图解法在y x 图上,或用其他方法求出理论塔板数T N 。塔的全塔效率T E 为理论塔板数与实际塔板数N 之比。精馏塔的单板效率M E 可以根据液相通过测定塔板的浓度变化进行计算。本实验在板式精馏塔全回流的情况下,通过测定乙醇丙醇体系混合液在精馏塔中的传质的一些参数,计算精馏塔的总板效率和某几块板的单板效率(液相单板效率),分析该塔的传质性能和操作情况。 三、实验原理 在板式精馏塔中,混合液的蒸汽逐板上升,回流液逐板下降,气液两相在塔板上接触,实现传质、传热过程而达到分离的目的。如果在每层塔板上,上升的蒸汽与下降的液体处于平衡状态,则该塔板称之为理论塔板。然而在实际操做过程中由于接触时间有限,气液两相不可能达到平衡,即实际塔板的分离效果达不到一块理论塔板的作用。因此,完成一定的分离任务,精馏塔所需的实际塔板数总是比理论塔板数多。 回流是精馏操作得以实现的基础。塔顶的回流量与采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。回流比存在两种极限情况:最小回流比和全回流。本实验处于全回流情况下,既无任何产品采出,又无原料加入,此时所需理论板最少,又易于达到稳定,可以很好的分析精馏塔的性能。影响塔板效率的因素很多,大致可归结为:流体的
化工原理筛板塔精馏实 验报告 标准化管理部编码-[99968T-6889628-J68568-1689N]
筛板塔精馏实验 一.实验目的 1.了解筛板精馏塔及其附属设备的基本结构,掌握精馏过程的基本操作方法。 2.学会判断系统达到稳定的方法,掌握测定塔顶、塔釜溶液浓度的实验方法。 3.学习测定精馏塔全塔效率和单板效率的实验方法,研究回流比对精馏塔分离效率的影响。 二.基本原理 1.全塔效率E T 全塔效率又称总板效率,是指达到指定分离效果所需理论板数与实际板数的比值: E E=E E?1 E N T ——完成一定分离任务所需的理论塔板数,包括蒸馏釜; N P ——完成一定分离任务所需的实际塔板数,本装置N P=10。2.图解法求理论塔板数N T 以回流比R写成的精馏段操作线方程如下: y E+1= E + E E+ 1 + E E y n+1 ——精馏段第n+1块塔板上升的蒸汽组成,摩尔分数; x n ——精馏段第n块塔板下流的液体组成,摩尔分数; x D ——塔顶溜出液的液体组成,摩尔分数; R——泡点回流下的回流比。 提馏段操作线方程如下: E E+1= E′ E′? E E? E E′? E E y m+1 ——提馏段第m+1块塔板上升的蒸汽组成,摩尔分数; x m ——提馏段第m块塔板下流的液体组成,摩尔分数; x W -塔底釜液的液体组成,摩尔分数; L'-提馏段内下流的液体量,kmol/s; W-釜液流量,kmol/s。 加料线(q线)方程可表示为:
E= E E?1 E? E E E?1 其中, E=1+E EE(E E?E E) E E q——进料热状况参数; r F ——进料液组成下的汽化潜热,kJ/kmol; t S ——进料液的泡点温度,℃; t F ——进料液温度,℃; c pF ——进料液在平均温度 (tS tF ) /2 下的比热容,kJ/(kmol℃); x F ——进料液组成,摩尔分数。 (1)全回流操作 在精馏全回流操作时,操作线在y-x图上为对角线,如图1所示,根据塔顶、塔釜的组成在操作线和平衡线间作梯级,即可得到理论塔板数。 图1 全回流时理论塔板数确定 (2)部分回流操作 部分回流操作时,如图2,图解法的主要步骤为: A.根据物系和操作压力画出相平衡曲线,并画出对角线作为辅助线; B.在对角线上定出a点(xD,xD)、f点(xF,xF)和b点(xW,xW); C.在y轴上定出yC=xD/(R+1)的点c,连接a、c作出精馏段操作线; D.由进料热状况求出q,过点f作出斜率为q/(q-1)的q线交精馏段操作线于点d,连接点d、b作出提馏段操作线; E.从点a开始在平衡线和精馏段操作线之间画阶梯,当梯级跨过点d时,就改在平衡线和提馏段操作线之间画阶梯,直至梯级跨过点b为止; G.所画的总阶梯数就是全塔所需的理论踏板数(包含再沸器),跨过点d的那块板就是加料板,其上的阶梯数为精馏段的理论塔板数。 图2 部分回流时理论板数的确定 本实验料液为乙醇水溶液,釜内液体由电加热器产生蒸汽逐板上升,经与各板上的液体传质后,进入盘管式换热器壳程,冷凝成液体后再从集液器流出,一部分作为回流液从塔顶流入塔内,另一部分作为产品馏出,进入产品贮罐;残液经釜液转子流量计流入釜液贮罐。
化工原理实验报告学院:专业:班级:
式(8-8)只适用于泡点下回流时的情况,而实际操作时为了保证上升气流能完全冷凝,冷却水量一般都比较大,回流液温度往往低于泡点温度,即冷液回流。 如图8-2所示,从全凝器出来的温度为R t 、流量为L的液体回流进入塔顶第一块板,由于回流温度低于第一块塔板上的液相温度,离开第一块塔板的一部分上升蒸汽将被冷凝成液体,这样,塔的实际流量将大于塔外回流量。 图8-2塔顶回流示意图 对第一块板作物料、热量衡算: 112 V L V L +=+ (8-9) 111122 V L V L V I L I V I LI +=+ (8-10) 对式(8-9)、式(8-10)整理、化简后,近似可得: 1 1 () [1] p L R c t t L L r - ≈+ (8-11) 即实际回流比: 1 1 L R D = (8-12) R1 1 () [1] p L R c t t L r D - + = (8-13) 式中,1 V 、2 V -离开第1、2块板的气相摩尔流量,kmol/s; 1 L -塔实际液流量,kmol/s;
1 V I 、 2 V I 、 1 L I 、 L I -指对应 1 V 、 2 V 、 1 L 、L 下的焓值,kJ/kmol ; r -回流液组成下的汽化潜热,kJ/kmol ; p c -回流液在 1L t 与 R t 平均温度下的平均比热容,kJ/(kmol ℃)。 (1) 全回流操作 在精馏全回流操作时,操作线在y -x 图上为对角线,如图8-3所示,根据塔顶、塔釜 的组成在操作线和平衡线间作梯级,即可得到理论塔板数。 图8-3 全回流时理论板数的确定 (2) 部分回流操作 部分回流操作时,如图8-4,图解法的主要步骤为: A. 根据物系和操作压力在y -x 图上作出相平衡曲线,并画出对角线作为辅助线; B. 在x 轴上定出x =x D 、x F 、x W 三点,依次通过这三点作垂线分别交对角线于点a 、f 、b ; C. 在y 轴上定出y C =x D /(R+1)的点c ,连接a 、c 作出精馏段操作线; D. 由进料热状况求出q 线的斜率q/(q-1),过点f 作出q 线交精馏段操作线于点d ; E. 连接点d 、b 作出提馏段操作线;
化工原理实验复习 1.填空题 1.在精馏塔实验中,开始升温操作时的第一项工作应该是开循环冷却水。 2.在精馏实验中,判断精馏塔的操作是否稳定的方法是塔顶温度稳定 3.干燥过程可分为等速干燥和降速干燥。 4.干燥实验的主要目的之一是掌握干燥曲线和干燥速率曲线的测定方法。 5.实验结束后应清扫现场卫生,合格后方可离开。 6.在做实验报告时,对于实验数据处理有一个特别要求就是: 要有一组数据处理的计算示例。 7.在精馏实验数据处理中需要确定进料的热状况参数q 值,实验中需要测定进料量、进料温度、进料浓度等。 8.干燥实验操作过程中要先开鼓风机送风后再开电热器,以防烧坏加热丝。
9.在本实验室中的精馏实验中应密切注意釜压,正常操作维持在0.005mPa,如果达到0.008~0.01mPa,可能出现液泛,应该减少加热电流(或停止加热),将进料、回流和产品阀关闭,并作放空处理,重新开始实验。 10.在精馏实验中,确定进料状态参数q 需要测定进料温度,进料浓度参数。 11.某填料塔用水吸收空气中的氨气,当液体流量和进塔气体的浓度不变时,增大混合气体的流量,此时仍能进行正常操作,则尾气中氨气的浓度增大 12.在干燥实验中,提高空气的进口温度则干燥速率提高;若提高进口空气的湿度则干燥速率降低。 13.常见的精馏设备有填料塔和板式塔。 14.理论塔板数的测定可用逐板计算法和图解法。 15.理论塔板是指离开该塔板的气液两相互成平衡的塔板。 16.填料塔和板式塔分别用等板高度和全塔效率来分析、评价它们的分离性能。 2.简答题 一.精馏实验 1.其它条件都不变,只改变回流比,对塔性能会产生什么影响?答:精馏中的回流比R,在塔的设计中是影响设备费用(塔板数、再沸器、及冷凝器传热面积)和操作费用(加热蒸汽及冷却水消耗量)的一个重要因素,所以
实验名称:精馏实验 一、 实验目的 ① 测定精馏塔在全回流及部分回流条件下的全塔效率。 ② 测定精馏塔在全回流条件下的单板效率。 ③ 测定精馏塔在全回流条件下塔体浓度(温度)分布。 ④ 测定再沸器的传热膜系数。 二、 实验器材 精馏实验装置(北京化工大学制) 三、 实验原理 在精馏过程中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液在塔板上多次部分汽化部分冷凝,进行传热与传质,使混合液达到一定程度的分离。 回流是精馏操作的必要条件,塔顶的回流量与采出量之比称为回流比。回流比是精馏操作的主要参数,它的大小直接影响精馏操作的分离效果和能耗。若塔在最小回流比下操作,要完成分离任务,则需要无穷多块塔板,在工业上是不可行的。若在全回流下操作,既无任何产品的采出,也无任何原料的加入,塔顶的冷凝液全部返回到塔中,这在生产中无任何意义。但是,由于此时所需理论板数最少,易于达到稳定,故常在科学研究及工业装置的开停车及排除故障时采用。通常回流比取最小回流比的1.2~2.0倍。 1. 塔板效率 板式精馏塔中汽液两相在各塔板上相互接触而发生传质作用,由于接触时间短暂和不够充分,并且汽相上升也有一些雾沫夹带,因此其传质效率总不会达到理论板效果。通常用塔板效率来表示塔板上传质的完善程度。 塔板效率是体现塔板性能及操作状况的主要参数。影响塔板效率的因素很多,大致归纳为:流体的物理性质(如粘度、密度、相对挥发度和表面张力等)塔板结构以及操作条件等,由于影响塔板效率的因素相当复杂,目前仍以实验的方法测定。 (1)总板效率E (或全塔的效率):反映全塔中各层塔板的平均分离效果,常用于板式塔的设计。 e N N E 式中 E ——总板效率 N ——理论板数 e N ——实际板数 (2)单板效率 ,反映单独的一块板上传质的效果,是评价塔板式性能 优劣的重要数据,常有于塔板的研究。
实验一 伯努利实验 一、实验目的 1、熟悉流体流动中各种能量和压头的概念及相互转化关系,加深对柏努利方程式的理解。 2、观察各项能量(或压头)随流速的变化规律。 二、实验原理 1、不可压缩流体在管内作稳定流动时,由于管路条件(如位置高低、管径大小等)的变化,会引起流动过程中三种机械能——位能、动能、静压能的相应改变及相互转换。对理想流体,在系统内任一截面处,虽然三种能量不一定相等,但能量之和是守恒的(机械能守恒定律)。 2、对于实际流体,由于存在内磨擦,流体在流动中总有一部分机械能随磨擦和碰撞转化为热能而损失。故而对于实际流体,任意两截面上机械能总和并不相等,两者的差值即为机械损失。 3、以上几种机械能均可用U 型压差计中的液位差来表示,分别称为位压头、动压头、静压头。当测压直管中的小孔(即测压孔)与水流方向垂直时,测压管内液柱高度(位压头)则为静压头与动压头之和。任意两截面间位压头、静压头、动压头总和的差值,则为损失压头。 4、柏努利方程式 ∑+++=+++f h p u gz We p u gz ρ ρ2222121122 式中: 1Z 、2Z ——各截面间距基准面的距离 (m ) 1u 、2u ——各截面中心点处的平均速度(可通过流量与其截面 积求得) (m/s) 1P 、2p ——各截面中心点处的静压力(可由U 型压差计的液位 差可知) (Pa ) 对于没有能量损失且无外加功的理想流体,上式可简化为 ρ ρ2 2 22121122p u gz p u gz + +=++ 测出通过管路的流量,即可计算出截面平均流速ν及动压g 22 ν,从而可得到各截面测管水头和总水头。 三、实验流程图
筛板精馏实验装置 使用说明书 华中师范大学化学学院2016年12月
筛板精馏实验装置 一、实验目的 1、熟悉板式精馏塔的结构、流程及各部件的结构作用; 2、了解精馏塔的正确操作,学会正确处理各种异常情况; 3、用作图法确定精馏塔全回流与部分回流时理论板数,并计算出全塔效率。 二、实验流程、装置描述 筛板精馏实验流程图 阀门:V1塔釜加料阀,V2塔釜放净阀,V3塔釜出料阀,V4塔底产品罐放净阀,V5塔顶产品罐放净阀,V6冷却正丙醇流量调节阀,V7采出电磁阀,V8回流电磁阀,V9采样阀,V10、
V11压差计连通阀。 温度:TI1塔釜温度,TI2塔顶温度,TI3回流温度,TI4进料温度,TI5~ TI12塔板温度。 压力:PI1塔釜压力。 差压:DPI1全塔压降。 流量:FI1冷却正丙醇流量。 液位:LI1塔釜液位。 流程说明: 进料:进料泵从原料罐内抽出原料液,经过塔釜换热器,原料液走管程,塔釜溢流液走壳程,热交换后原料液由塔体中间进料口进入塔体 塔顶出料:塔内蒸汽上升至冷凝器,蒸汽走壳程,冷却正丙醇走管程,蒸汽冷凝成液体,流入馏分器,一路经回流电磁阀回流至塔内,另一路经采出电磁阀流入塔顶产品罐塔釜出料:塔釜溢流液经塔釜出料阀V3溢流至塔釜换热器,塔釜溢流液走壳程,原料液走管程,热交换后塔釜溢流液流入塔釜产品罐 冷却正丙醇:冷却正丙醇来自实验室自来正丙醇,经冷却正丙醇流量调节阀V6控制,转子流量计计量,流入冷凝器,冷却正丙醇走管程,蒸汽走壳程,热交换后冷却正丙醇排入地沟 设备仪表参数: 精馏塔:塔内径D=50mm,塔内采用筛板及圆形降液管,共有8块板,板间距HT=55mm,塔板:筛板上孔径d=1.5mm,筛孔数N=127个,开孔率11%。 进料泵:蠕动泵,25#进料管,流量1.6ml/r,转速0-100.0rpm 冷却正丙醇流量计16~160 l/h 总加热功率为3.3Kw 压力传感器0—10KPa 温度传感器:PT100,直径3mm 差压传感器0-5 KPa 三、实验操作(以乙醇-正丙醇为例): 1、开车 ⑴、一般是在塔釜先加入10~20v%(体积)的乙醇正丙醇溶液,釜液位与塔釜出料口持平。 ⑵、开启软件和装置电源,软件与设备建立连接(软件操作见附1-软件说明)。 ⑶、开启电加热电源,选择加热方式,维持塔釜压力在约1000Pa为合适。 ⑷、打开塔顶冷凝器进正丙醇阀V5,流量约80 l/h。 ⑸、回流比操作切换至手动状态,关闭采出电磁阀,开启回流电磁阀,使塔处于全回流状态;