钻齿专题分析
一、公司钻齿现状
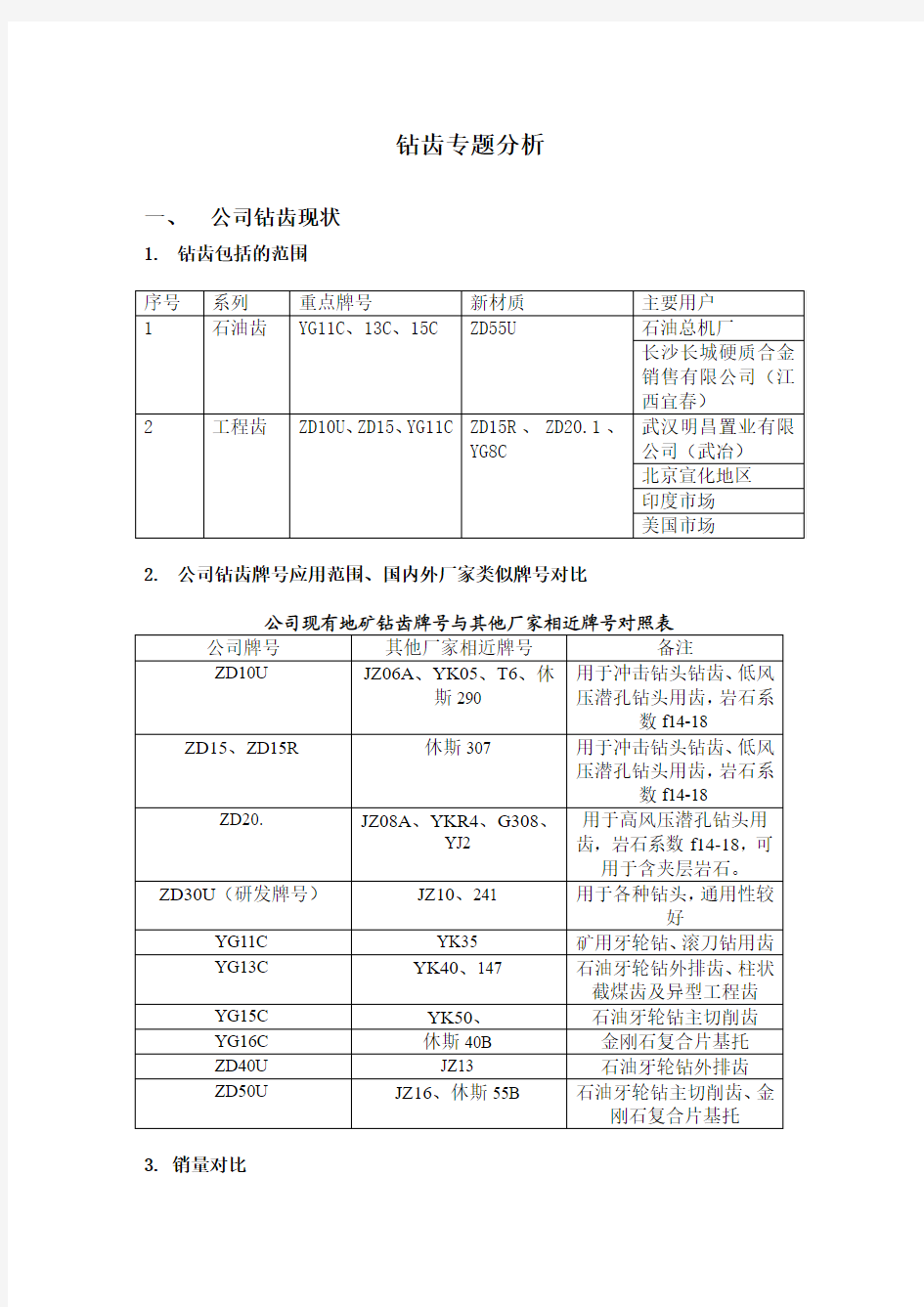
1.钻齿包括的范围
2.公司钻齿牌号应用范围、国内外厂家类似牌号对比
3. 销量对比
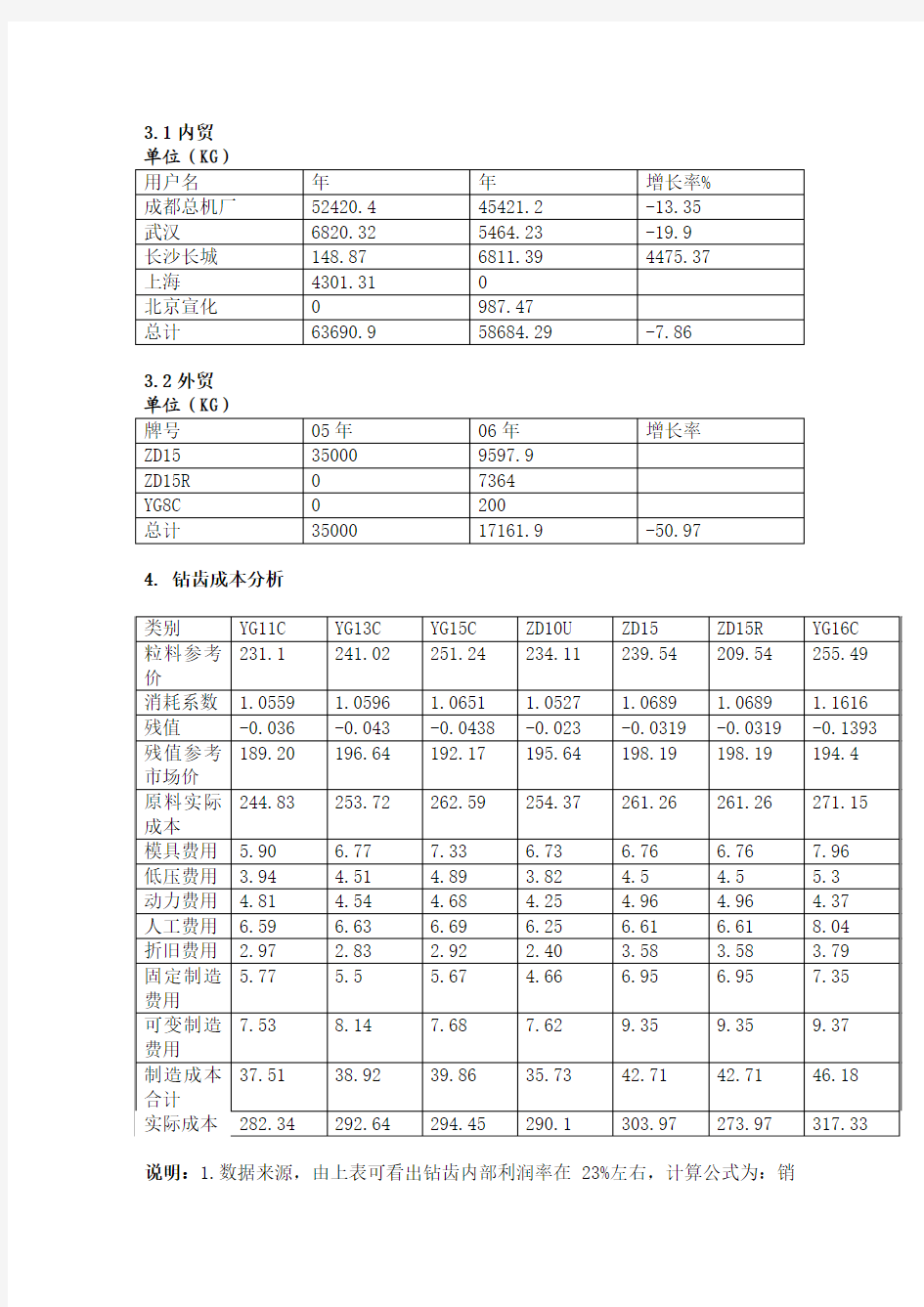
3.1内贸
3.2外贸
4.钻齿成本分析
说明:1.数据来源,由上表可看出钻齿内部利润率在23%左右,计算公式为:销
售价-内部成本/销售价格。
二、生产过程中存在的问题
1. 设备产能简介
2. 存在问题
2.1原料不稳定
2.11混合料总C不稳定,造成产品返烧
2.12混合料松装密度达不到要求,导致压制困难及模具冲头损耗较大。
2.2外委尺寸加工质量不易控制,造成废品。
2.3用户对尺寸精度要求越来越高,现有测量工具不能完全满足要求。
三、销售、市场反馈问题
1.石油齿、工程齿质量稳定,用户满意度高
总机厂、江西宜春对产品质量满意,暂无改进需求。ZD15仍是印度市场第一品牌。
2.新材质石油齿样品得到日本TIX公司认可,引起江钻关注
日本TIX公司提供样品。该公司按休斯55B标准检测,认定产品达到采购标准,这家日本公司一直采购江钻产品。
3.工程齿市场有待进一步开拓
需保持并开拓其他地区。
5. 新用户增长明显,新材质有所突破 5.1 北京宣化地区增加1吨。
5.2 ZD15R 实际使用中得到国外用户认可,已生产7.36吨。 5.3 ZD20.1高风压新牌号得到国内用户认可。
5.4 ZD55U 样品得到日本用户认可,增强了开发国外市场的信心。
四、 国、内外同行状况
1. 主要竞争对手简介 1)株硬集团
自硬公司最为强劲的竞争对手,产品种类齐全,
2004年矿用合金产量达到900吨。2004年株硬钨钴分厂在维持高端钎片市场的同时,投资新建钻齿专线,力拼我公司钻齿市场。
生产设备:石蜡工艺,精密压制,真空烧结炉,压力烧结炉。
优势产品:工程齿,截煤齿较我分厂有较大优势。
2)江钻
2003年成为亚洲最大、全球第三大牙轮钻制造商,其新材料事业部改制组建苏州新锐硬质合金有限责任公司,生产能力由250吨提升到400吨。主要生产石油、采矿、工程用钻齿及聚晶金刚石复合片。发展目标:石油、矿用牙轮钻,金刚石钻头,工程钻头三足鼎立。
生产设备:搅拌球磨,精密压制,压力烧结炉,热等静压,氮基可控气氛烧结炉。
优势产品:牙轮钻用齿性能国内领先,工程齿性能优良,聚晶复合片国内领先,主要产品大部分自用。
3)中南工大粉冶厂
2002年矿用合金产量164.79吨。工程齿供应生产潜孔钻厂家。
生产设备:橡胶工艺,脱胶炉,精密压制,真空烧结炉,热处理炉。
优势产品:工程齿G308、.YJ2.1R得到用户广泛认可。
4)保长年
生产工程齿及球齿钎头、潜孔锤,2002年矿用合金产量36.4吨,生产规模小,但从球齿到深加工产品,有完整的生产体系。
优势产品:工程齿供应宣化、成探等。
生产设备:石蜡工艺,精密压制,真空烧结炉,压力烧结炉。
6)厦门金鹭特种合金有限公司
值得我们特别关注的新兴竞争者。它是一家成立于1989年的中外合资国家级高技术企业,该公司长期致力于硬质合金原料钨粉,炭化钨粉和硬质合金牌号粉末粒料的研究、开发和生产。现在,引进世界先进的硬质合金生产设备,开始研发和生产矿用类合金。目前,开发用于球齿钎头的GF20D、GF25D牌号。
2. 钻齿主要生产厂性能对比
钻齿牌号及性能对比
3. 产品竞争力状况
说明:
五、发展的钻齿类别、规模,努力的方向、方法
1. 钻齿规划
产品结构及目标表
2. 从上表可得出07年主要应做以下工作
2.1石油齿
2.11保持老牌号稳定,并持续从原料工艺改进。
2.12推广ZD55U等新材质,为外贸提供样品,配合外贸开发日本、美国市场。2.13研究晶粒度4.0,粘结相强度等较现有产品明显提高的产品。
2.2工程齿
2.21拓宽ZD10U、ZD20.1目前占领的高价市场(380-420/KG),保持北京的增长势头,开发湖北、湖南等地市场。
2.22研究低价柱齿(320-380/KG),满足低价市场,如成都探矿机械厂。
六、需解决的管理、技术等方面的问题
1.混合料质量稳定性还需进一步提高,控制总碳波动和松装密度波动。
2. 压机、无芯磨尽快到位,解决钻齿压制产能不足及外委加工质量波动大的问题。
3. 调动销售、研发人员积极性能否采用基薪+销售提成的方式。
4. 简化提样程序,进一步加强钻齿市场推广宣传,对提样重点产品、重点开发用户在资源上给予重点支持.
4.组织制订、完善印度ZD15R钻齿用原料采购标准及验收标准。
5.如石油齿开拓国际市场,模具制作水平及尺寸精度控制还需模具分厂提供技术支撑。
硬质合金基础知识 1概述 1.1 硬质合金定义 硬质合金是由难熔金属硬质化合物和金属粘结剂经过粉末冶金方法而制成的。其中难熔金属化合物有碳化钨(WC)、碳化钛(TiC)、碳化铌(NbC)、碳化钽(TaC)等。粘结金属有铁(Fe)、钴(Co)、镍(Ni)等。 1.2 硬质合金的性能及用途 硬质合金具有熔点高、硬度高、屈服强度高;良好的耐磨性、导热性、抗腐蚀性、抗氧化性等特殊的优良性能,广泛地应用于切削刀具、耐磨零件、模具材料、矿用齿、石油控制件等方面。 1.3 硬质合金的分类 按照硬质合金的用途,可分为: (1)切削工具:用作各种各样的切削工具。如:焊接刀具、数控刀具、整体硬质合金钻头、PCB等。我国切削工具的硬质合金用量约占整个硬质合金产量的1/3。 (2)矿用工具:主要用于冲击凿岩用钎头,地质勘探用钻头,矿山油田用潜孔钻、牙轮钻以及截煤机截齿,建材工业冲击钻等。我国地矿用硬质合金约占硬质合金生产总量的25%。(3)模具:拉丝模、冷镦模、挤压模、冲压模、拉拔模以及轧辊等。用作各类模具的硬质合金约占硬质合金生产总量的8%, (4)结构零件:如压缩机活塞、车床夹头、磨床心轴、轴承轴颈等。 (5)耐磨零件:如喷嘴、导轨、柱塞、球、轮胎防滑钉、铲雪机板等。 (6)耐高压高温用腔体:顶锤、压缸等制品。 (7)其他用途:如表链、表壳、高级箱包的拉链头、硬质合金商标等。 2. 硬质合金生产流程
3 硬质合金性能与应用 硬质合金性能指标: 包括材质检测和外观尺寸检测。 ?密度D—密度是单位体积重量; ?硬度HRA、HV—表征合金抵抗变形和磨损的能力; ?相对磁饱和Ms%—现代硬质合金生产总碳控制是通过合金的磁饱和来实现的; ?矫顽磁力Hc—主要决定于钴层厚度,同时与钴相分布的均匀性和合金的碳含量有 关; ?抗弯强度TRS—表征合金在弯曲负荷的作用下,试样完全断裂时的极限强度。 ?冲击韧性a k—试样破断时的冲击消耗功与所测试样横截面积之比值。固溶度越大, 冲击韧性越大。 ?金相—微观结构特征和缺陷。微观结构特征包括合金相成份、平均晶粒度和粒度组 成,钴层厚度及其分布。缺陷包括孔隙度,夹杂,聚晶、夹粗、混料、钴池、渗碳、脱碳等。 ?尺寸——主要指合金的尺寸以及形位公差。 ?外观——主要指合金的外观颜色、缺口、掉边、凹坑等等。 如有侵权请联系告知删除,感谢你们的配合!
GB10钢结硬质合金使用介绍 1前言 株洲硬质合金集团有限公司是1954年筹建的国家“一五”期间,56项重点工程之一,是中国最大的硬质合金生产、科研、经营和出口基地,也是行业大型骨干企业。主要产品有“钻石牌”硬质合金、钨钼制品、钽铌制品等三大系列。广泛应用于冶金、机械、矿山、石化、电子、轻纺、军工及家具制造等行业,产品畅销74个国家和地区。 集团公司建立了规范的现代化管理体系:1996年通过了IS09001质量管理体系认证,2004年通过了IS014001环境体系认证和OHSAS18001职业健康安全管理体系认证。公司“钻石牌”商标1999年被认定为中国驰名商标.并先后在美国、加拿大、德国和日本等47个国家和地区注册,受“马德里协定”保护。“钻石牌”硬质合金2004年被评为“中国名牌”。
2GB10钢结合金性能特点 GB10钢结硬质合金是以高锰钢钢为粘结相,以难熔金属碳化物——碳化钦为硬质相,用粉末冶金方法制备的一种新型组合材料,其主要性能特点如下: 2.1良好的可焊接性与可浇铸性。GB10合金基体是高锰钢类型,其常温 下是以单一的奥氏体相存在,强度高,有利于提高浇铸时热应力的抵抗能力。能用普通高锰钢焊条进行焊接,也可以采用浇铸的方式与基体连接,操作简单、便于生产,可以降低制造成本缩短生产周期。2.2高硬度高耐磨性。GB10钢结硬质合金中弥散状分布着大量的难熔金 属碳化物(碳化钛),具有很高的硬度;同时基体为高锰钢,具有加工硬化特性,大大地提高了产品的耐磨性。 2.3优良的性价比。与钨钴硬质合金相比,GB10钢结硬质合金的密度低 (为6.0g/cm3左右,为钨钴硬质合金的40%),有很好的性价比优势。 GB10钢结硬质合金因其独特的性能特点,构成了自己独特的综合性能优势。这种优异的综合性能,使得它在冲击及破碎工具、矿山、水泥、建筑等行业有着广阔的应用前景。 3GB10钢结合金牌号性能 钢结硬质合金的物理机械性能及金相组织
行业标准《辊压机用硬质合金齿》 编制说明(送审稿) 一、工作简况 1.1 任务来源 根据《工业和信息化部办公厅关于印发2018年第二批行业标准制修订和外文版项目计划的通知》(工信厅科[2018]31号)的要求,由自贡硬质合金有限责任公司负责制定行业标准《辊压机用硬质合金齿》,该项目计划编号为2018-0563T-YS,计划完成年限:2020年。 1.2 产品简介 辊压机用硬质合金齿具有高硬度、高强度及良好的抗冲击性能,辊压机用硬质合金齿,亦称辊压机用硬质合金柱钉,用于辊压机对辊上,相对传统堆焊辊面,能显著提高辊面的耐磨性,能大幅提高辊压机的使用寿命和工作效率。辊压机用硬质合金齿的主要产品图如下: 辊压机用硬质合金齿主要的生产厂家以及产量情况见表1. 表1 辊压机用硬质合金齿生产厂家以及产量情况 公司名称产量 株洲硬质合金集团有限公司180吨 自贡硬质合金有限责任公司150吨 株洲明日硬质合金有限公司30吨随着世界金属矿山企业生产规模的不断扩大及对高效能设备的不断重视,同时伴随着资源的贫化或难碎难磨等问题的出现,辊压机越来越受到金属矿山企业的青睐。辊压机是应用高压力粉碎不均匀的块状物料进行工作,为保证粉碎效果,挤压压力必须高于某一特定值(50-300MPa),因此,硬质合金齿作为系统中核心部件长期处于高负荷和高冲击的恶劣工作状态下,其使用可靠性是我们合金生产厂家一直不懈努力提高的方向。目前辊压机
用硬质合金齿在国内辊压机上应用已成为趋势,为了更好指导硬质合金厂家生产及辊压机厂家使用,需制定相关标准。 1.3 起草单位情况 自贡硬质合金有限责任公司(简称“自硬公司”)始建于1965年的三线建设时期,是中国自主创建的第一家大型硬质合金和钨钼制品生产企业,是五矿集团旗下硬质合金及钨钼产业的核心成员之一。 公司在职员工约3500人,现有总资产22亿元,建有硬质合金、硬面材料、钨钼制品三大产品科研、生产、经营和出口基地。产品广泛应用于机械、冶金、石油、矿山、建筑、电子、航天航空等领域。综合实力居国内前列,先后获得“五一劳动奖状”、“中国名牌产品”、“中国驰名商标”等荣誉称号。 公司拥有100多项科研成果和国家级重点新产品,获得授权有效专利160多项。公司通过了ISO9001:2015质量体系、ISO14001环境管理体系、OHSAS18001职业安全健康体系认证,质量检测体系获得中国合格评定国家认可委员会(CNAS)认可,计量控制体系获得国家ISO10012测量管理体系认证。 1.4 主要工作过程 1.4.1 起草阶段 为做好本标准的制定工作,自贡硬质合金有限责任公司成立了专门的《辊压机用硬质合金齿》行业标准制定工作组。并通过技术查询、现状调研等方式对国内产品生产、使用情况进行了调查,对当前测试水平及质量水平进行了充分论证,于2020年2月形成了行业标准《辊压机用硬质合金齿》讨论稿,并发送到业内相关单位征求意见。 1.4.2 征求意见阶段 2020年6月16日~2019年6月18日,全国有色金属标准化技术委员会在杭州组织召开了标准讨论会,来自全国有色金属标准化技术委员会、株洲硬质合金集团有限公司、深圳注成科技股份有限公司、广东省工业分析检测工业、厦门金鹭特种合金有限公司、崇义章源钨业股份有限公司、广东省材料与加工研究所、天津国安盟固利新材料科技股份有限公司研发技术中心、金川集团股份有限公司、北京当升材料科技股份有限公司、西安欧中材料科技有限公司、西安瑞鑫科金属材料有限责任公司、长沙矿冶研究院有限责任公司、西北有色金属研究院、湖南长远锂科有限公司、成都易态科技有限公司等16家单位的20余位专家对本标准讨论稿进行了讨论,与会代表对本标准讨论稿进行了认真、细致的讨论,提出了修改意见和建议,一致同意按照修改意见修改后形成标准送审稿提交送审。标准制
浅谈盾构机球齿滚刀圈的应用 摘要:本文主要简单介绍盾构机的基本工作原理、盾构机球齿滚刀的产生、盾构机球齿滚刀的应用,盾构机球齿滚刀的适用范围及其优势。 关键词:工作原理滚刀的分类球齿滚刀 1 土压平衡盾构机的基本工作原理 盾构机的基本工作原理就是一个圆柱体的钢组件沿隧洞轴线边向前推进边对土壤进行挖掘。该圆柱体组件的壳体即护盾,它对挖掘出的还未衬砌的隧洞段起着临时文撑的作用,承受周围土层的压力,有时还承受地下水压以及将地下水挡在外面。挖掘、排土、衬砌等作业在护盾的掩护下进行。 1.1盾构机的掘进 液压马达驱动刀盘旋转,同时开启盾构机推进油缸,将盾构机向前推进,随着推进油缸的向前推进,刀盘持续旋转,被切削下来的碴土充满泥土仓,此时开动螺旋输送机将切削下来的渣土排送到皮带输送机上,后由皮带输送机运输至渣土车的土箱中,再通过竖井运至地面。 1.2控制排土量与排土速度 当泥土仓和螺旋输送机中的碴土积累到一定数量时,开挖面被切下的渣土经刀盘开口进入泥土仓的阻力增大,当泥土仓的土压与开挖面的土压力和地下水的水压力相平衡时,开挖面就能保持稳定,开挖面对应的地面部分也不致坍塌或隆起,这时只要保持从螺旋输送机和泥土仓中输送出去的渣土量与切削下来的流人泥土仓中的渣土量相平衡时,开挖工作就能顺利进行。 1.3管片拼装 盾构机掘进一环的距离后,拼装机操作手操作拼装机拼装衬砌管片,使隧道—次成型。 1.4盾构机的组成 盾构机的开挖直径为6.28m,总长75m,其中盾体长8.5m,后配套设备长66.5m,总重量约520t,总配置功率1743kW,最大掘进扭矩5300kNm,最大推进力为34210kN,最大掘进速度可达8cm/min。盾构机主要由9大部分组成,他们分别是刀盘、盾体、刀盘驱动、双室气闸、管片拼装机、排土机构、后配套装置、电气系统和辅助设备。 2 滚刀的分类
钻齿专题分析 一、公司钻齿现状 1.钻齿包括的范围 2.公司钻齿牌号应用范围、国内外厂家类似牌号对比 3. 销量对比
3.1内贸 3.2外贸 4.钻齿成本分析 说明:1.数据来源,由上表可看出钻齿内部利润率在23%左右,计算公式为:销
售价-内部成本/销售价格。 二、生产过程中存在的问题 1. 设备产能简介 2. 存在问题 2.1原料不稳定 2.11混合料总C不稳定,造成产品返烧 2.12混合料松装密度达不到要求,导致压制困难及模具冲头损耗较大。 2.2外委尺寸加工质量不易控制,造成废品。 2.3用户对尺寸精度要求越来越高,现有测量工具不能完全满足要求。 三、销售、市场反馈问题 1.石油齿、工程齿质量稳定,用户满意度高 总机厂、江西宜春对产品质量满意,暂无改进需求。ZD15仍是印度市场第一品牌。 2.新材质石油齿样品得到日本TIX公司认可,引起江钻关注 日本TIX公司提供样品。该公司按休斯55B标准检测,认定产品达到采购标准,这家日本公司一直采购江钻产品。 3.工程齿市场有待进一步开拓 需保持并开拓其他地区。
5. 新用户增长明显,新材质有所突破 5.1 北京宣化地区增加1吨。 5.2 ZD15R 实际使用中得到国外用户认可,已生产7.36吨。 5.3 ZD20.1高风压新牌号得到国内用户认可。 5.4 ZD55U 样品得到日本用户认可,增强了开发国外市场的信心。 四、 国、内外同行状况 1. 主要竞争对手简介 1)株硬集团 自硬公司最为强劲的竞争对手,产品种类齐全, 2004年矿用合金产量达到900吨。2004年株硬钨钴分厂在维持高端钎片市场的同时,投资新建钻齿专线,力拼我公司钻齿市场。
Φ32球齿钎头 一、产品介绍 Φ32球齿钎头是岩心钻探所使用的一种钻头。钢质的圆筒状钻头体上因镶焊有碳化钨的硬质合金切削具而得名。硬质合金切削具的形状和其在钻头上镶焊的数量,排列方式、镶焊角度的不同,称为底出刃、内出刃和外出刃,以保证有通水和排粉的间隙。钻头体的上部是丝扣连接岩心管,钻头体侧部开有水槽,底部唇面上亦开有水口。
二、产品规格型号 三、产品优势 Φ32柱齿钻头又名球齿钻头,与液压凿岩钻车相结合,是现代凿岩技术的最佳配套。常用最多的型号就是Φ32柱齿钻头、Φ40柱齿钻头,其中锥度连接钎具柱齿钎头有 7°、11°、12°。 Φ32柱齿钎头使用寿命长,定位准确,岩屑粗,粉尘低,耐用不需修磨等特点,与传统的片状钎头相比钻进速度快,球齿钻头钝化使用周期长,其不磨寿命约为同直径刃片头钎头磨次寿命的5-6倍,有利于节省辅助工时,减轻工人体力劳动和加快工程速度。 Φ32柱齿钻头最坚硬的的地方就在上边的柱头,材质是耐磨合金,下面的柄筒是铸钢的。下面的丝扣有内丝扣,也有不带丝扣的。 四、注意事项 1、保证与锥形钎杆配合良好(锥度一致,钎杆插入钎头锥孔深度必须大于25mm,且钎杆头部不应抵满钎头孔底),否则易产生钎头丢失;注:使用钎头产品最好与使用的锥形钎杆为同一生产厂家,以确保其锥度一致而有良好的配合。 2、开孔时凿岩机应调低风量,降低硬质合金片局部受高应力造成对钎头的 伤害,当钎头完全凿入岩石后再使用正常风量;
3、当钎头刃口出现平台宽度≥3mm时,应及时更换或修磨,以免降低凿岩速度,造成钎头碎片、裂片,降低使用寿命;当钎头出现倒锥时,应及时更换或修磨钎头,否则将严重磨损钎头,降低凿岩速度,甚至卡钎; 4、使用钎头时若遇到钢筋等异物,应调整打孔位置防止钎头遭到破坏; 5、当凿岩易出现卡钎现象时,应将一字型钎头换为十字型钎头或球齿钎头; 6、对于引起一字型钎头磨损严重、凿岩进尺慢、碎片严重的岩石,应考虑更换其它合金牌号钎头或使用十字型钎头、球齿钎头,并及时书面通知我公司,以便及时处理
硬质合金的种类,代号,应用范围是什么? 悬赏分:0 - 解决时间:2009-6-30 00:46 提问者:he去何从- 一级 最佳答案 硬质合金常用牌号及用途介绍 牌号/相当标准ISO/ 物理机械性能(min):抗弯强度N/mm2;硬度HRA/用途。 1、YG3x/ K01/ 1420;92.5/适于铸铁、有色金属及合金、淬火钢合金钢小切削断面高速精加工。 2、YG6/ K20 /1900;90.5/适于铸铁、有色金属及合金、非金属材料中等到切削速度下半精加工和精加工。 3、YG6x /K15/ 1800;92.0/ 适于冷硬铸铁、球墨铸铁、灰铸铁、耐热合金钢的中小切削断面高速精加工、半精加工。 4、YG6A/ K10/ 1800;92.0 /适于冷硬铸铁、球墨铸铁、灰铸铁、耐热合金的中小切削断面高速精加工。 5、YG8/ K30/ 2200;90.0/ 适于铸铁、有色金属及合金、非金属材料低速粗加工。 6、YG8N/ K30/ 2100;90.5/适于铸铁、白口铸铁、球墨铸铁以及铬镍不锈钢等合金材料的高速切削。 7、YG15/ K40/ 2500;87.0 /适于镶制油井、煤炭开采钻头、地质勘探钻头。 8、YG4C/ 1600;89.5/ 适于镶制油井、煤炭开采钻头、地质勘探钻头。 9、YG8C/ 1800;88.5/适于镶制油井、矿山开采钻头一字、十字钻头、牙轮钻齿、潜孔钻齿。 10、YG11C/ 2200;87.0 /适于镶制油井、矿山开采钻头一字、十字钻头、牙轮钻齿、潜孔钻齿。 11、YW1/ M10/ 1400;92.0 /适于钢、耐热钢、高锰钢和铸铁的中速半精加工。 12、YW2/ M20/ 1600;91.0 /适于耐热钢、高锰钢、不锈钢等难加工钢材中、低速粗加工和半精加工。 13、GE1/ M30/ 2000;91.0 /适于非金属材料的低速粗加工和钟表齿轮耐磨损零件。 14、GE2 /2500;90.0 /硬质合金顶锤专用牌号。 15、GE3/ M40/ 2600;90.0 /适于制造细径微钻、立铣刀、旋转挫刀等。 16、GE4/ 2600;88.0/ 适于打印针、压缸及特殊用途的管、棒、带等。 17、GE5 /2800;85.0 /适于轧辊、冷冲模等耐冲击材料。 18、YT30 P01 92.5 适合碳钢、合金钢的精加工,小断面的精车,精镗,精扩等 来源:https://www.doczj.com/doc/b74808044.html,/question/87006709.html?si=2&wtp=wk 硬质合金yìngzhìhéjīn 英文明:cemented carbide 硬质合金是以高硬度难熔金属的碳化物(WC、TiC)微米级粉末为主要成分,以钴(Co)或镍(Ni)、钼(Mo)为粘结剂,在真空炉或氢气还原炉中烧结而成的粉末冶金制品。IVB、VB、VIB族金属的碳化物、氮化物、硼化物等,由于硬度和熔点特别高,统称为硬质合金。下面以碳化物为重点来说明硬质含金的结构、特征和应用。 IVA、VA、VIA族金属与碳形成的金属型碳化物中,由于碳原子半径小,能填充于金属品格的空隙中并保留金属原有的晶格形式,形成间充固溶体。在适当条件下,这类固溶体还能继续溶解它的组成元素,直到达到饱和为止。因此,它们的组成可以在一定范围内变动(例
硬质合金常用牌号及用途介绍 发布时间:2006-07-29 07:00 文字选择: 牌号/相当标准ISO/ 物理机械性能(min):抗弯强度N/mm2 ;硬度HRA/用途 1、YG3x/ K01/ 1420; 92.5 /适于铸铁.有色金属及合金.淬火钢合金钢小切削断面高速精加工. 2、YG6/ K20 /1900; 90.5 /适于铸铁.有色金属及合金.非金属材料中等到切削速度下半精加工和精加工. 3、YG6x /K15/ 1800; 92.0/ 适于冷硬铸铁.球墨铸铁.灰铸铁.耐热合金钢的中小切削断面高速精加工.半精加工. 4、YG6A/ K10/ 1800 ;92.0 /适于冷硬铸铁.球墨铸铁.灰铸铁.耐热合金的中小切削断面高速精加工 5、YG8/ K30/ 2200 ;90.0/ 适于铸铁.有色金属及合金.非金属材料低速粗加工. 6、YG8N/ K30/ 2100; 90.5 /适于铸铁.白口铸铁.球墨铸铁以及铬镍不锈钢等合金材料的高速切削. 7、YG15/ K40/ 2500 ;87.0 /适于镶制油井.煤炭开采钻头.地质勘探钻头. 8、YG4C/ 1600; 89.5/ 适于镶制油井.煤炭开采钻头.地质勘探钻头. 9、YG8C/ 1800; 88.5 /适于镶制油井.矿山开采钻头一字.十字钻头.牙轮钻齿.潜孔钻齿. 10、YG11C/ 2200 ;87.0 /适于镶制油井.矿山开采钻头一字.十字钻头.牙轮钻齿.潜孔钻齿. 11、YW1/ M10/ 1400; 92.0 /适于钢.耐热钢.高锰钢和铸铁的中速半精加工.
12、YW2/ M20/ 1600; 91.0 /适于耐热钢.高锰钢.不锈钢等难加工钢材中.低速粗加工和半精加工. 13、GE1/ M30/ 2000; 91.0 /适于非金属材料的低速粗加工和钟表齿轮耐磨损零件. 14、GE2 /2500; 90.0 /硬质合金顶锤专用牌号. 15、GE3/ M40/ 2600; 90.0 /适于制造细径微钻.立铣刀.旋转挫刀等. 16、GE4/ 2600; 88.0/ 适于打印针.压缸及特殊用途的管. 棒.带等. 17、GE5 /2800 ;85.0 /适于轧辊.冷冲模等耐冲击材料. (来源:中国金属加工网) PCBN刀片新牌号的开发与应用 作者:佚名文章来源:网络转载点击数:28 更新时间:2006-7-25 自从几十年前材料科学家们采用类似合成人造金刚石的工艺方法首次合成出聚晶立方氮化硼(PCBN)以来,PCBN刀具在机械加工中的应用已日渐广泛。PCBN材料的硬度仅次于金刚石,但与金刚石刀具不同的是,PCBN刀具能够用于切削加工铁族合金,甚至包括硬度高于HRC60的淬硬钢。 根据实际加工需求不断开发出的PCBN新牌号以及对PCBN材料机理和性能认识的不断深化,正在推动PCBN刀具的应用范围不断扩展。如今,PCBN刀具已成功应用于淬硬钢、铸铁、超级合金以及高硬表面层等材料的车削、钻削和铣削加工。 PCBN刀片新牌号及应用技术发展现状 近年来,新开发的PCBN牌号的CBN晶粒含量从低(50%~60%)到高(80%或更高)已形成了较完整的产品牌号系列,基于不同CBN含量刀片牌号的切削加工技术也取得了令人瞩目的进展。一般来说,CBN 含量较高(80%以上)的PCBN刀片牌号用于加工粉末合金(P/M)材料和铸铁;CBN含量较低的PCBN刀片牌号则比较适合淬硬钢的连续切削加工。在硬切削加工中,低含量PCBN牌号在刀具尺寸保持性和加工表面光洁度上通常要优于高含量PCBN牌号。