电话:(8620)36518020 36519013传真:(8620)36519013
http://www.guan gkeng.co m e-mail:guan gken gco@126.co m
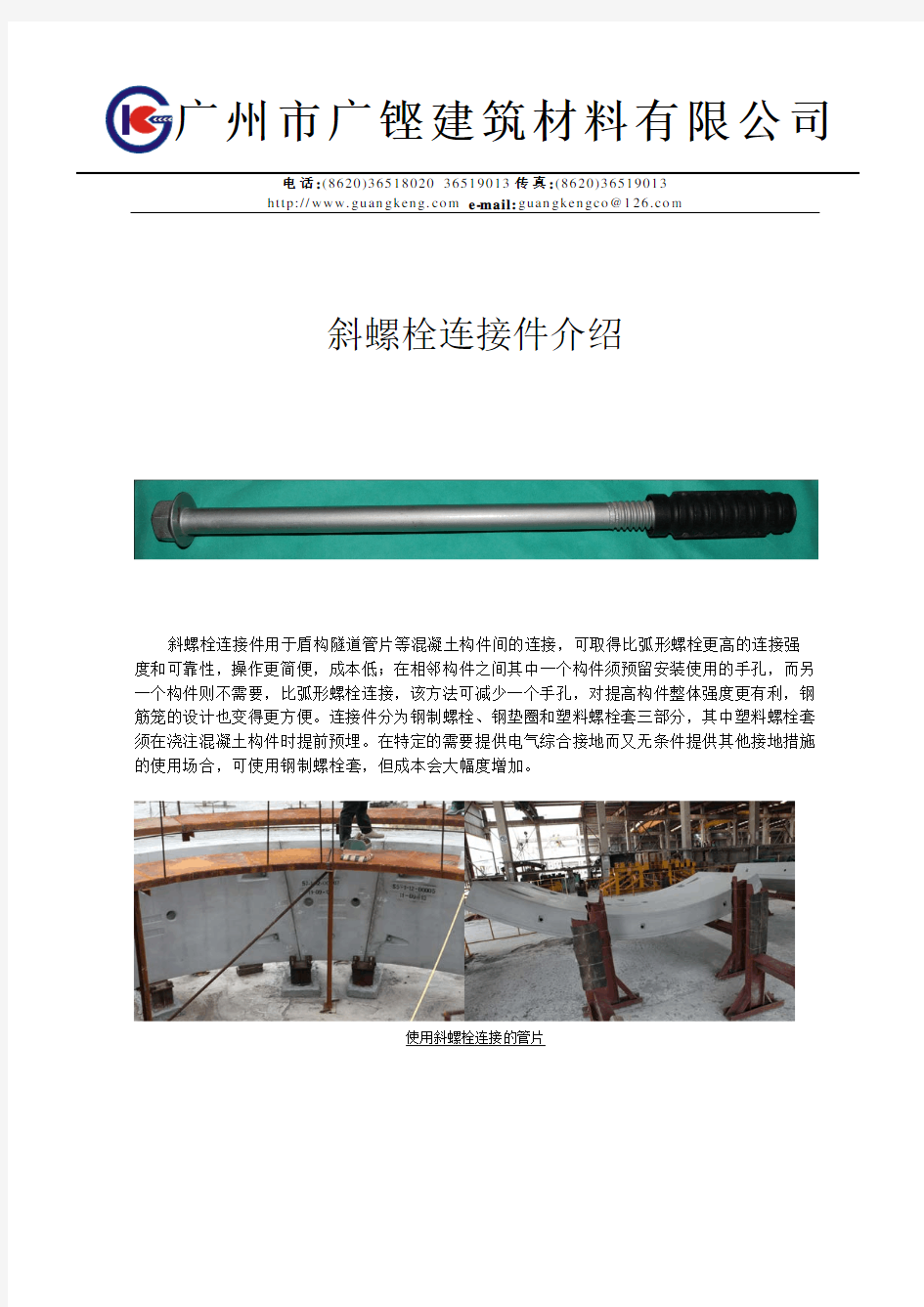
斜螺栓连接件介绍
斜螺栓连接件用于盾构隧道管片等混凝土构件间的连接,可取得比弧形螺栓更高的连接强度和可靠性,操作更简便,成本低;在相邻构件之间其中一个构件须预留安装使用的手孔,而另一个构件则不需要,比弧形螺栓连接,该方法可减少一个手孔,对提高构件整体强度更有利,钢筋笼的设计也变得更方便。连接件分为钢制螺栓、钢垫圈和塑料螺栓套三部分,其中塑料螺栓套须在浇注混凝土构件时提前预埋。在特定的需要提供电气综合接地而又无条件提供其他接地措施的使用场合,可使用钢制螺栓套,但成本会大幅度增加。
使用斜螺栓连接的管片
电话:(8620)36518020 36519013传真:(8620)36519013
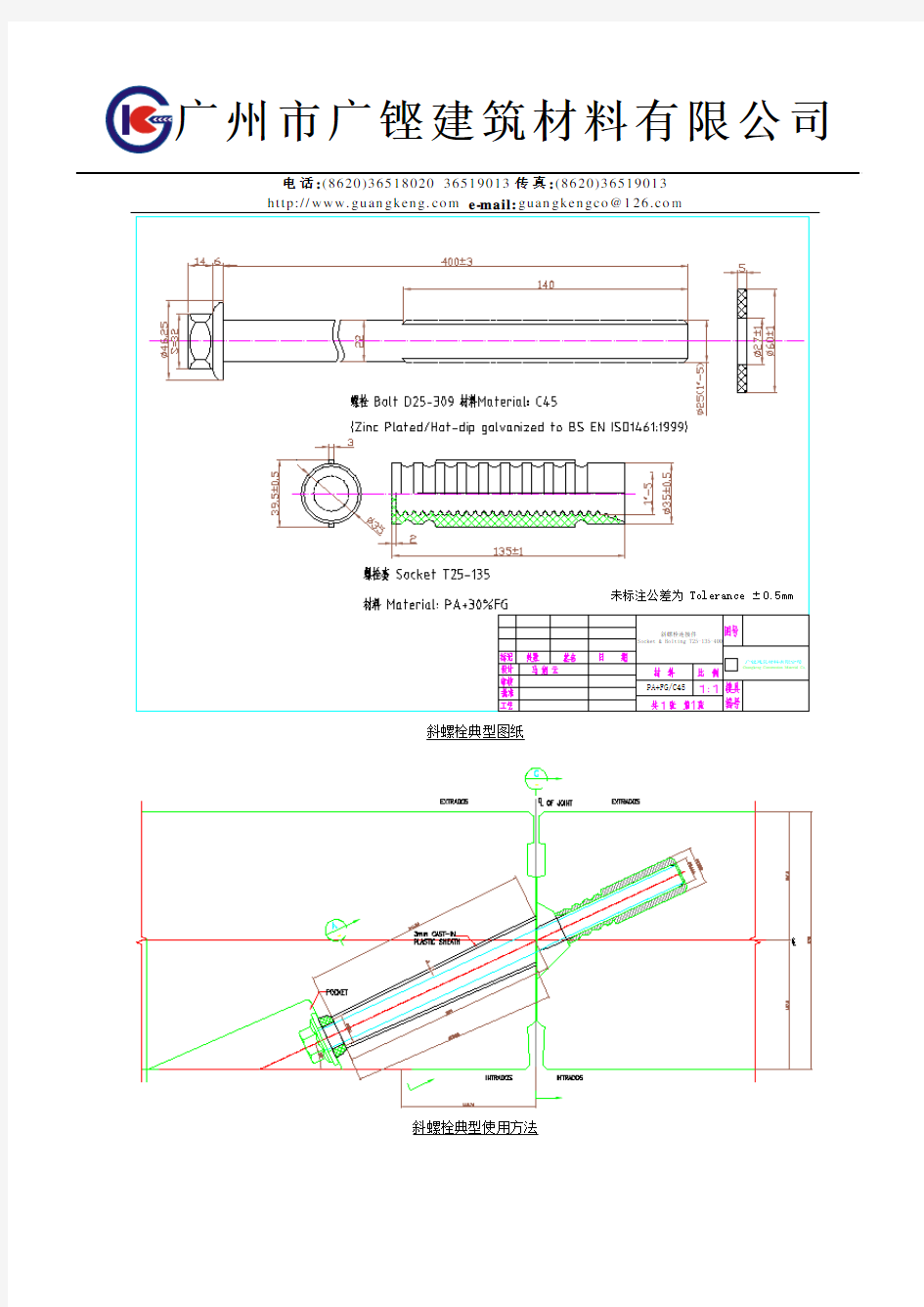
斜螺栓典型图纸
斜螺栓典型使用方法
电话:(8620)36518020 36519013传真:(8620)36519013
http://www.guan gkeng.co m e-mail:guan gken gco@126.co m
材质:
塑料螺栓套使用改性聚酰胺。聚酰胺与混凝土的相容性好,且因其弹性模量较钢材低,在蒸养过程中,不会发生象使用钢材料时易发生的因为热膨胀导致的混凝土开裂问题。
对结构的贡献:
因螺栓套可减少一个手孔,构件的结构削弱减小,可减少钢筋的局部加强。钢筋笼的设计和加工更为便捷。
对防迷流的贡献:
因螺栓套直接裸露在管片外表面,如果使用钢材制作,将不可避免地需要使用联通体系左阴极保护防迷流。塑料螺栓套不导电,采用塑料螺栓套不须考虑该环节的防迷流问题,对延长隧道的使用寿命有很大帮助。
材料耐久性:
聚酰胺为不可降解塑料,隧道内使用环境不存在高浓度臭氧、强酸碱、长期高温、紫外线等加速老化条件,因而在隧道使用年限内远未达到塑料的降解期,该螺栓套可满足长时间连续使用要求。
安装及连接性能:
模具内预埋安装方便,定位准确,密封可靠。斜直螺栓的现场安装简便,可有效避免弧形螺栓在遇到错台时用锤敲击螺栓强行安装的问题,设计连接系可有效避免弧形螺栓在安装后使用过程中被慢慢拉直屈服导致拉紧失效的问题。
近年我公司供应的国内外盾构项目塑料螺栓套使用情况:
北京铁路地下直径线
南京长江纬七路隧道
南京长江纬七路隧道
长沙长株潭城际铁路综合1标
长沙长株潭城际铁路综合2标
长沙南湖路隧道
莞惠城际铁路
穗莞深城际铁路
广深港高铁狮子洋隧道
广深港高铁福田隧道
上海西藏南路隧道
上海外环线隧道
上海长江隧道
上海青草沙水源工程
港深高铁820标
港深高铁823标
电话:(8620)36518020 36519013传真:(8620)36519013
http://www.guan gkeng.co m e-mail:guan gken gco@126.co m
港深高铁825标
香港地铁703标
墨西哥地铁1号线
南京长江纬三路隧道
南京地铁3号线
南京地铁10号线
台山核电站冷却水隧道
湛江东海岛引水工程鑑江隧道
扬州瘦西湖隧道
印度清奈地铁一号线
印度新德里地铁二号线
墨西哥地铁一号线
厄瓜多尔CCS隧道
马来西亚地铁一号线
香港港岛西雨水收集隧道
港珠澳大桥联络线盾构香港屯门隧道
港珠澳大桥联络线盾构香港莲塘隧道
序号产品抗拔指标配套螺栓长度范围备注
1 螺栓套T25-80 190KN 309~440mm 螺栓长度可任
意选择
2 螺栓套T25-120 190KN 309~440mm
3 螺栓套T25-135 200KN 309~440mm
4 螺栓套T25-160 210KN 380~520mm
5 螺栓套T25-180 230KN 390~530mm
6 螺栓套T27-200 250KN 390~530mm
7 螺栓套T28-200 270KN 390~530mm
8 螺栓套T30-180 270KN 420~560mm
9 螺栓套T30-200 337KN 450~600mm
10 螺栓套T36-200 570KN 450~730mm
11 螺栓套T39-200 630KN 450~730mm
电话:(8620)36518020 36519013传真:(8620)36519013
http://www.guan gkeng.co m e-mail:guan gken gco@126.co m
提高篇
对于需要特别约束错台发育的隧道,例如超挖尺寸较大或者背填注浆效果不理想的隧道项目,可通过使用剪力球配合斜螺栓连接来提高抗错台发育能力。
在需要使用剪力球的项目,首先须在管片预留螺栓孔和螺栓套安装台相应位置上预留剪力球安装的球窝,在拼装管片时,把剪力球安装在预留的螺栓套球窝内,再安装螺栓。当连接好斜螺栓后,螺栓套球窝-螺栓-剪力球-预留螺栓孔球窝将形成抗剪体系,共同对抗错台发育趋势。
使用剪力球的斜螺栓连接
电话:(8620)36518020 36519013传真:(8620)36519013 http://www.guan gkeng.co m e-mail:guan gken gco@126.co m
典型的带剪力球斜螺栓连接
电话:(8620)36518020 36519013传真:(8620)36519013 http://www.guan gkeng.co m e-mail:guan gken gco@126.co m
模具内螺栓套安装在一个球窝台上
带球窝的斜螺栓安装预留孔
以下均以(牛.米)为单位。 温馨提示:当准备拧紧螺栓时,需要在螺栓的螺纹上涂少许机油,以便我们拧紧的时候减少多螺栓的损害;注意:机油不能涂太多,如涂太多后会造成“液锁”现象。 螺栓的拧紧方式及拧紧的质量评估 在汽车制造业中,将各种汽车零部件装配成整车的过程,需要很多种不同类型的联接,比如焊接、螺栓联接和粘胶联接等。其中螺栓联接是最重要的联接方法之一。由于螺栓联接可以获得很高的联接强度,又便于装拆,具有互换性,通过标准化实现了大批量生产,成本低而且价格便宜,经常被应用到发动机、变速箱和底盘等重要位置的装配中。所以,螺栓的拧紧质量直接影响到产品的安全性和可靠性。 螺栓联接质量控制原理 螺栓联接的实质是通过将螺栓的轴向预紧力控制到适当范围,从而将两个工件可靠地联接在一起。为了确保螺纹联接的刚性、密封性、防松能力和受拉螺栓的疲劳强度,联接螺栓对预紧力的精度要求是相当高的。所以,轴向预紧力是评价螺栓联接可靠性的重要指标。轴向预紧力的最低限是由联接结构的用途决定的,该值必须保证被联接工件在工作过程中始终可靠贴合。轴向预紧力的最高值必须保证螺栓及被联接工件在预紧和工作过程中不会发生脱扣、剪断和疲劳断裂等损坏。
怎样控制和监控预紧力的数值,使之能够达到产品要求显然是一个值得研究的课题。 螺栓拧紧方法 螺栓拧紧方法主要有两类,分别是弹性拧紧和塑性拧紧。弹性拧紧一般指扭矩拧紧法,塑性拧紧主要包括转角拧紧法、屈服点拧紧法等。 1.扭矩拧紧法 扭矩拧紧法的原理是扭矩大小和轴向预紧力之间存在一定关系。通过将拧紧工具设置到某个扭矩值来控制被联接件的预紧力。在工艺过程、零件质量等因素稳定的前提下,该拧紧方式操作简单、直观,目前被广泛采用。 根据经验,在拧紧螺栓时,有50%的扭矩消耗在螺栓端面的摩擦上,有40%消耗在螺纹的摩擦上,仅有10%的扭矩用来产生预紧力。由于外界不稳定条件对扭矩拧紧法的影响很多,所以通过控制拧紧扭矩间接地实施预紧力控制的扭矩法将导致对轴向预紧力控制精度低。 而且有极少数的螺栓联接,扭矩已达到规定值,而螺栓头还未完全与被联接件贴合或间隙有时很小,目视不容易发现。此时扭矩值是合格的,但预紧力很小,甚至没有,所以在这种情况下,如果仅仅提出保证扭矩合格,那么保证装配拧紧质量就成了一句空话。 图1 转角拧紧法的拧紧曲线
目前几乎工业上使用的螺栓紧固都是需要控制力度的,也就是所谓的扭矩控制扭矩是指用预定的扭矩或者预定的扭矩和角度,来进行工业紧固,以保证足够的夹紧力,确保螺纹连接的可靠性。 螺栓紧固是一个非常复杂的物理过程,影响螺栓紧固最重要的因素是扭矩、预紧力、摩擦力、材料硬度。只要充分考虑了以上几个影响因素才能确保安全的螺栓紧固。扭力扳手能控制应用到一个螺纹紧固的力量,不能少也不能多,大部分情况下,传统的扭矩扳手已经能够提供给足够精度紧固螺栓的效果。但是当需要一个更精准更安全的螺纹紧固时,手动扭矩扳手是不合适的,因为往往施加的扭矩没有达到预紧力的要求和相应的预设值,因为不太精准。产生不精准值的源头往往是由拧紧螺纹之间的咬紧和螺栓头与紧固物件平面产生的摩擦造成的。所谓的预紧力或者夹紧力是在螺丝连接中,通过工件的接触产生一个接触压力,是普遍存在的。压力使得工件之间的摩擦变大,摩擦力使得扭矩不能完全预紧,因此我们施加的扭矩只有大约10%可转换成螺栓的紧固力。 为了达到更高的精度,即使在用手动拧紧螺栓这一个操作上,角度控制拧紧技术常常被人们使用,尤其是在当前发展迅速的汽车制造业中。通过这个技术可以让每一个螺栓达到它的最大紧固效果。旋转角度是指螺栓原始旋紧和最终达到规定扭矩值之间的角度值。 一般来说,转角度数会根据紧固件及被紧固部件的材质不同而有差别。比如说,硬度高的材质如碳钢,紧固所需的转角度数就会比较小;硬度低的材质如木材,紧固所需的转角度数就会比较大,同时因为摩擦造成的力损失也会打,所能达到的紧固力比较小。 在控制角度的螺纹紧固过程中,开始时使用扭矩控制把螺栓旋紧至一个固定的扭矩值,到达此扭矩后,后续的紧固过程就在扭矩和角度的双重控制下进行,直到达到预设的紧固扭矩和旋转角度。正确的使用转角控制系统可以避免螺栓进入材料塑性区间,防止超过螺栓的受理屈服点,造成安全隐患。同时转角控制也能明显减少锁紧力的流失,保证达到足够的预紧力。螺栓紧固过程中,使用的扭矩和转角的度数都不同,因此使用过转角控制紧固的螺栓不能再次使用。 螺栓拧紧方法主要有两类,分别是弹性拧紧和塑性拧紧。弹性拧紧一般指扭矩拧紧法,塑性拧紧主要包括转角拧紧法、屈服点拧紧法等。
螺纹紧固件及螺纹连接的画法 2010-10-27 17:13 螺纹连接是是工程上应用得最广泛的连接方式,熟练掌握螺纹连接及其紧固件的画法,是每个机械工程技术人员必有的技能,下面介绍常用螺纹紧固件的标记、画法及其连接画法。 一、常用螺纹紧固件及其标记(GB/T 1237—2000) 螺纹紧固件的类型和结构形式很多,可根据需要从有关标准中查出其尺寸,一般无需画出它们的零件图。表9-5列出了常用的几种紧固件的名称、标准号、型式及标记示例。 二、常用螺纹紧固件的画法 中被广泛应用,在装配图中画它的机会很多,因此必须熟练掌握其画法。绘制螺纹紧固件的方法按尺寸来源不同,分为比例画法和查表画法两种。 1、比例画法 根据螺纹公称直径(d、D),按与其近似比例关系计算出各部份尺寸后作图。 此法作图方便,画连接图常用。图9—19为常用螺栓,和螺母的垫圈的比例画法,图中注明了近似比例关系。螺栓头部和螺母因30倒角而产生截交线,此截交线为双曲线,作图时,常用圆弧近似代替双曲线的投影。 图9-20为三种螺钉头部的比例画法。
2、查表画法 根据紧固件标记,在相应的标准中(见附表2-21~附表2—10)查得各有关尺寸后作图。 例如需绘制下例螺栓,螺母,垫圈的视图,则可从附录有关表格中表查得各主要部分尺寸。 (1)螺栓GB/5782—2000 M10×40 直径d=10 六角头对边距s=16 螺纹长度b=26 螺栓头厚度k=6.68 公称长度l=40 六角头对角距E=17.7 (2.) 螺母 GB/T6170一2000 M10 厚度Mmax=8.4 其他尺寸与螺栓头部对应部份相同 (3) 垫圈 GB/T97.1-1985 10 外径D=20 内径D=10.5 厚度H=2 根据上述尺寸,即可绘制它们的视图(图9一21)。图中的视图配置,为表达所常用。
螺栓拧紧定义及螺栓拧紧工作原理 螺栓拧紧:主要应用在汽车行业装配,然而如何有效地控制“拧紧”,并达到“最佳”效果就是行业最关注的话题。拧紧机就成为了有效地控制“拧紧” ,并能达到“最佳”装配拧紧工具。拧紧定义及常用的拧紧方法1.螺栓拧紧定义零件采用螺栓联接就是为了使两被联接体紧密贴合,并承受一定的载荷,还需要两被联接体间具备足够的压紧力,以确保被联接零件的可靠联接和正常工作。这样就要求作为联接用的螺栓,在拧紧后要具有足够的轴向预紧力。然而这些力的施加,也都是依靠“拧紧”来实现的。 2.螺栓拧紧的常用3种方法 螺栓拧紧就是要使两被联接体间具备足够的压紧力,反映到螺栓上就是它的轴向预紧力。而不论是两被联接体间的压紧力还是螺栓上的轴向预紧力,在工作现场均很难检测,也就很难予以直接控制,下面就是螺栓拧紧的三种常用方法。 (1)扭矩控制法是指当拧紧的扭矩达到某一设定的目标值时,立即停止拧紧的控制方法。但扭矩控制法的拧紧误差较大,当拧紧扭矩z的误差为0时,螺栓轴向预紧力的误差最大可达到±27_2%。因此,扭矩控制法只应用于对螺栓轴向预紧力控制精度要求不高的场合中; (2)屈服点控制法是指利用材料屈服现象而发展起来的一种高精度的拧紧方法。这种控制方法的拧紧精度非常高,其精度主要是取决于螺栓本身的屈服强度,然而在实际的拧紧操作中应用较少。 (3)扭矩一转角控制法是基于一定的转角,使螺栓产生一定的轴向伸长及联接件被压缩,其结果产生一定的螺栓轴向预紧力的关系。因此,扭矩一转角控制法在要求较高的拧紧操作中得到了较为广泛的应用; 在实际应用时则根据对拧紧要求的不同而选用其中的一种。 自动拧紧机的控制及检测系统主要分为三相变压器、控制及显示、主控单元、轴控单元、电动机驱动器及拧紧头等几大部分。 3.轴控单元主要功能,每个拧紧头装设一个,核心由51系列单片机组成的系统,其主要功能是: (1)接受拧紧头中扭矩传感器传送来的扭矩信号,进行放大和转换。 (2)接受主控单元的指令,并按指令控制各所对应的轴(即拧紧头)工作。 (3)接受控制系统中的单轴操作指令,完成所对应的单轴操作动作。 (4)将拧紧结果传送给主控单元。 (5)判别拧紧结果,并给出合格与否的指示。 各拧紧头的轴控单元面板的上部均装有两排四位LED显示器,用来显示系统的各种信息(包括各种参数和故障代码)。 5.拧紧头主要包含下面几个部分交流伺服电动机、减速器、扭矩传感器、驱动杆和板头等部件。拧紧头主要功能: (1)把电动机旋转的转角信号输出送给驱动器。 (2)把由驱动器输入的电能转换成旋转的机械能输出以驱动负载。 扭矩传感器用以检测拧紧过程中的扭矩,而该扭矩由驱动杆传递输出,也即拧紧扭矩。
以下均以N.M(牛.米)为单位。 8.8 10.9 12.9 铸铁铝铸铁铝铸铁铝 M10 45 30;60 30;70 30; M12 80 55;105 55;125 55; M14 125 90;165 90;195 90; M16 180 140;240 140;290 140; M18 230 180;320 180;400 180; 温馨提示:当准备拧紧螺栓时,需要在螺栓的螺纹上涂少许机油,以便我们拧紧的时候减少多螺栓的损害;注意:机油不能涂太多,如涂太多后会造成“液锁”现象。 螺栓的拧紧方式及拧紧的质量评估 在汽车制造业中,将各种汽车零部件装配成整车的过程,需要很多种不同类型的联接,比如焊接、螺栓联接和粘胶联接等。其中螺栓联接是最重要的联接方法之一。由于螺栓联接可以获得很高的联接强度,又便于装拆,具有互换性,通过标准化实现了大批量生产,成本低而且价格便宜,经常被应用到发动机、变速箱和底盘等重要位置的装配中。所以,螺栓的拧紧质量直接影响到产品的安全性和可靠性。 螺栓联接质量控制原理 螺栓联接的实质是通过将螺栓的轴向预紧力控制到适当范围,从而将两个工件可靠地联接在一起。为了确保螺纹联接的刚性、密封性、防松能力和受拉螺栓的疲劳强度,联接螺栓对预紧力的精度要求是相当高的。所以,轴向预紧力是评价螺栓联接可靠性的重要指标。轴向预紧力的最低限是由联接结构的用途决定的,该值必须保证被联接工件在工作过程中始终可靠贴合。轴向预紧力的最高值必须保证螺栓及被联接工件在预紧和工作过程中不会发生脱扣、剪断和疲劳断裂等损坏。怎样控制和监控预紧力的数值,使之能够达到产品要求显然是一个值得研究的课题。 螺栓拧紧方法 螺栓拧紧方法主要有两类,分别是弹性拧紧和塑性拧紧。弹性拧紧一般指扭矩拧紧法,塑性拧紧主要包括转角拧紧法、屈服点拧紧法等。 1.扭矩拧紧法 扭矩拧紧法的原理是扭矩大小和轴向预紧力之间存在一定关系。通过将拧紧工具设置到某个扭矩值来控制被联接件的预紧力。在工艺过程、零件质量等因素稳定的前提下,该拧紧方式操作简单、直观,目前被广泛采用。 根据经验,在拧紧螺栓时,有50%的扭矩消耗在螺栓端面的摩擦上,有40%消耗在螺纹的摩擦上,仅有10%的扭矩用来产生预紧力。由于外界不稳定条件对扭矩拧紧法的影响很多,所以通过控制拧紧扭矩间接地实施预紧力控制的扭矩法将导致对轴向预紧力控制精度低。 而且有极少数的螺栓联接,扭矩已达到规定值,而螺栓头还未完全与被联接件贴合或间隙有时很小,目视不容易发现。此时扭矩值是合格的,但预紧力很小,甚至没有,所以在这种情况下,如果仅仅提出保证扭矩合格,那么保证装配拧紧质量就成了一句空话。