公法线计算表.xls
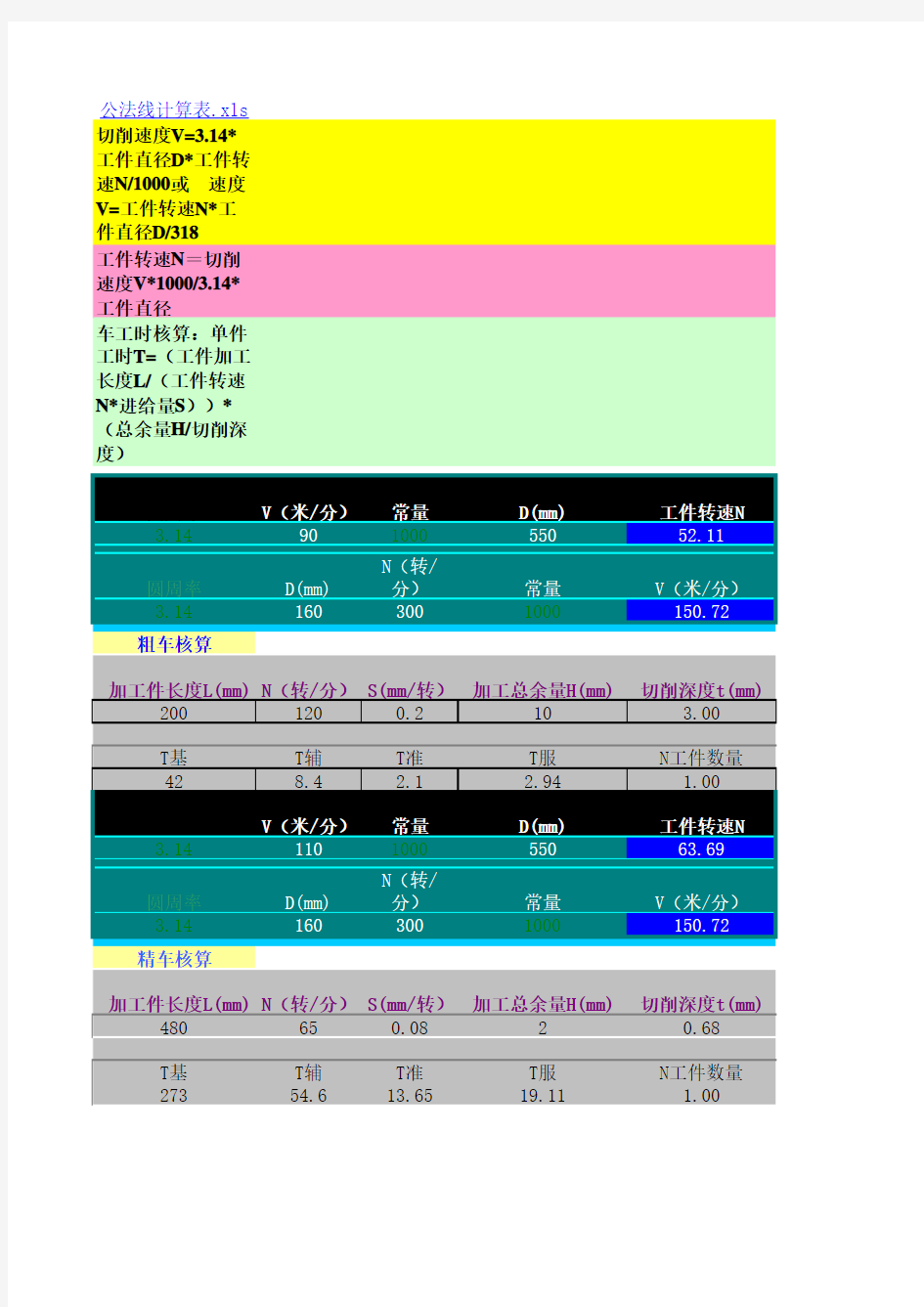
切削速度V=3.14*工件直径D*工件转速N/1000或 速度V=工件转速N*工件直径D/318
工件转速N=切削速度V*1000/3.14*工件直径
车工时核算:单件工时T=(工件加工长度L/(工件转速N*进给量S))*(总余量H/切削深度)
件直径D/318
*(总余量H/切削深度)