板材冲压工艺
ZQ/GY-10-2010
贵州中泉电气集团有限公司二零一零年六月
贵州中泉电气
集团有限公司板材冲压工艺
共2页第1页
1依据和适用范围
公差依据《电工设备的设备构体公差金属冷冲压件的一般公差》(JB/T6753.3-93)的表1~表3 控制。本工艺规程适用于用适用于板材冲孔、落料和抹角之用。
2设备及工具
冲床:应根据工件的冲裁力来选择不同吨位的冲床,使用的模具需经检验合格后方可使用。
游标卡尺、卷尺。
3工艺准备
3.1熟悉图纸及技术要求。
3.2根据图纸加工工艺要求选用模具。
4工艺过程
4.1打开电源开关。
4.2试冲首件,质检员检验合格后,进行批量冲压。
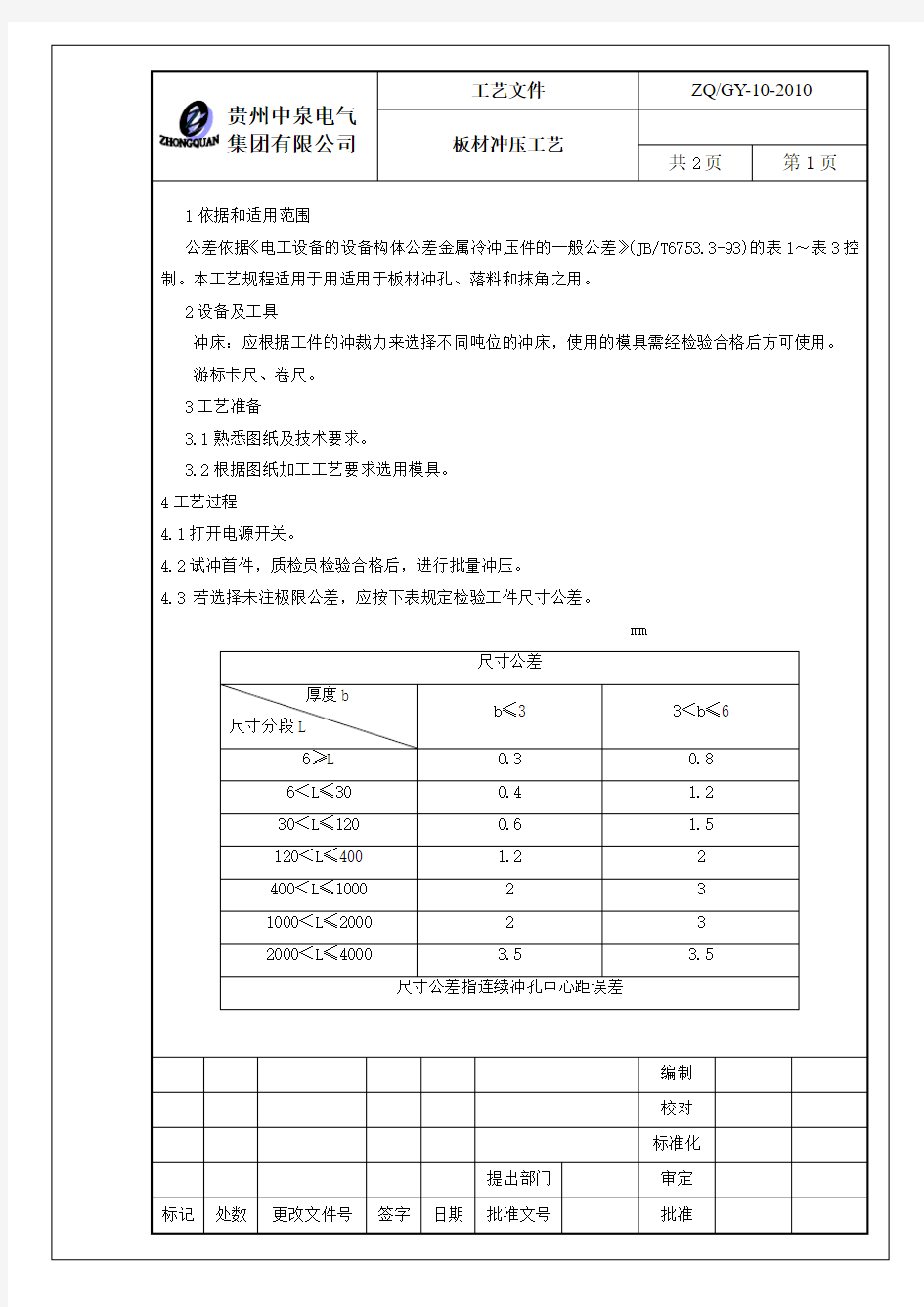
4.3 若选择未注极限公差,应按下表规定检验工件尺寸公差。
mm
尺寸公差
厚度b
b≤3 3<b≤6
尺寸分段L
6≥L 0.3 0.8
6<L≤30 0.4 1.2
30<L≤120 0.6 1.5
120<L≤400 1.2 2
400<L≤1000 2 3
1000<L≤2000 2 3
2000<L≤4000 3.5 3.5
尺寸公差指连续冲孔中心距误差
编制
校对
标准化
提出部门审定
标记处数更改文件号签字日期批准文号批准
贵州中泉电气
集团有限公司板材冲压工艺
共2页第2页
5检查
5.1 检查工件的外观及几何尺寸是否符合图纸规定。
5.2 检查冲孔几何尺寸及注明的尺寸公差,必须检查未注明尺寸公差时可按上表规定进行。
5.3 批量生产时,责任人、质检员应根据图样和冲孔工艺文件要求随机抽检。发现不合格,应暂时停止冲孔,分析查明原因并采取措施解决后,再继续冲孔。
5.4 将不合格品与合格品分开放置。冲孔结束后,记录不合格品数。
5.5将不合格品返工返修或补做工件,以保证需求数量。
5.6质检员对合格品工件标识放行。
5.7对不能及时处理的不合格品,应存放在不合格品区。
5.8对一般不合格品,由质检员进行评审决定处理。对重大不合格品,应及时上报质检部长。 6安全及注意事项
6.1未冲孔之前检查工件材料是否符合机床使用要求。
6.2冲孔位置应避开焊接的焊缝处。
6.3在设备有故障的情况下不得盲目强行开机。
6.4保证人身安全,应有操作防护措施。
标记处数更改文件号签字日期标记处数更改文件号签字日期