浅谈压铸件孔隙率的检测与等级测定
- 格式:pdf
- 大小:147.96 KB
- 文档页数:6
孔隙率测试
孔隙率测试是指通过一定方法测定物质内孔隙或毛细孔的体积
或占据体积的百分比的一种测试方法。
孔隙率是指材料中孔隙体积与整个材料体积的比值。
孔隙率测试是材料性能测试中的一项重要指标,对于材料的质量控制和品质保证具有重要意义。
在建筑材料、土木工程、化工、制药等行业中广泛应用。
目前,孔隙率测试方法主要有质量法、容积法和渗透法等。
其中,质量法是指在已知材料质量的情况下,通过测定材料的密度,从而计算出孔隙率;容积法是通过测定材料内部的孔隙体积和材料的总体积,从而计算出孔隙率;渗透法是指利用材料孔隙的通透性,通过测定流体在材料中的渗透速度,从而计算出孔隙率。
不同的孔隙率测试方法适用于不同类型的材料和孔隙大小的范围,测试结果的准确性和精度也不同。
因此,在进行孔隙率测试前,需要根据实际情况选择适合的测试方法,以确保测试结果的可靠性和准确性。
- 1 -。
铝压铸件的检测标准以及铸造相关标准
一、铝压铸件的检测标准:
1.外观检测:检验表面光洁度、无裂痕、无气孔、无砂眼等缺陷。
2.尺寸检测:根据设计图纸,测量尺寸准确度,并与要求进行比对。
3.成分检测:通过化学分析仪器测试铝合金的成分,判断是否符合要求。
4.疲劳检测:通过模拟实际使用情况,进行疲劳试验,评估铝压铸件的疲劳寿命。
5.力学性能检测:对铝压铸件进行拉伸、弯曲、冲击等力学性能的测试,确保其强度、韧性等指标符合要求。
6.渗透检测:使用渗透液对铝压铸件进行检测,以识别隐性裂纹等缺陷。
7.X射线检测:通过X射线照射铝压铸件,检测内部缺陷,如气孔、夹杂、孔洞等。
8.磁粉检测:使用磁粉法检测表面和互漏缺陷,如裂纹、夹杂、疲劳裂纹等。
二、铝压铸件的铸造相关标准:
3.JG/T160-2024《电脑机箱铝型材工艺条件》:该标准规定了电脑机箱铝压铸件的生产工艺条件,包括铸造温度、压铸速度、铸型表面处理等要求。
4.JG/T161-2024《汽车发动机壳体铝压铸件工艺条件》:该标准针对汽车发动机壳体的铝压铸件,规定了铸造工艺条件,包括金属温度、注射速度、工艺参数等。
压铸件质量的检测A. 尺寸检验:按图纸检验铸件的几何尺寸,有划线检测法和三坐标检测法等。
B.化学成分检测:采用化学分析或光谱分析法检查合金的化学成分C.力学性能检验:拉伸、硬度、冲击、疲劳等性能检验。
D.表面质量检验:D1 目视检查:是目前应用最广泛的检验方法,可发现压铸件各种表面缺陷,如气孔、收缩凹陷、气泡、冷隔、成形不良、裂纹等,一般在日光或灯光下肉眼检查,特殊情况用5~10倍放大镜检查。
D2 着色检验:是检查铸件表面缺陷常用的一种方法,它是一种用于发现微小的不连续性缺陷的非破坏性检验方法。
这种方法是将着色剂渗入铸件表面缺陷中,然后去除多余的渗透剂,将显相剂涂上铸件后,由于毛细管的作用,把着色剂从铸件内吸出来,使显影剂着色,从颜色改变的形像来判定缺陷位置、大小和形状。
这种方法对比度好,图像清晰,灵敏度高,设备简单及操作方便。
E. 内部质量检验:E1 破坏性检验:是一种破坏压铸件,检验其内部缺陷的方法。
是企业不具备无损探伤条件时的一种行之有效的检验方法。
一般是抽样切割开铸件基体或机械加工除去铸件的某些表皮,以便露出可以发现缺陷的表面,表面露出后可用目视检验的方法察看缺陷。
E2 金相检验:这种检验通常是通过检查铸件合金的显微组织结构,判定铸件的性能及难以判断缺陷性质时使用,是对铸件缺陷进行鉴定的一种有效方法,可作低倍宏观组织检查或高倍显微组织检查。
用金相检验可正确鉴定铸件内部的缺陷是气孔还是缩孔,可鉴定铸件内部的夹杂类型,可分析铸件破坏的原因等。
E3 超声波检验:它是迅速发现铸件内部缺陷的无损探伤方法。
是通过测定发射超声波侧反射回来的超声波或测定对面超声波减弱的程度来发现缺陷的方法。
它具有灵敏度高,对人体无伤害的优点,但使用超声波检测时,要求铸件外形不能太复杂,表面要光滑平坦,而且,确定缺陷的类型及准确的尺寸比较困难,常取决于检验人员的经验等,因此受到一定的限制。
E4 X光无损探伤法:它是迅速直观发现铸件内部缺陷的无损探伤方法。
压铸件的内部孔隙缺陷由于压铸工艺本身的技术特点,压铸件内部会存在一系列的铸造缺陷,这些缺陷对铸件质量的评价起决定性作用。
在众多不同的缺陷中,内在孔隙缺陷占主要方面。
铸件内部孔隙的大小及范围主要取决于压铸工艺及铸件的结构形状,对铸件内部孔隙的具体要求,大多数是由压铸厂家与用户相互讨论协商决定的。
用户应依照铸件用途与功能的要求,制定一个允许的孔隙标准,如盲目的要求小的孔隙度,无疑会增加铸件的生产成本。
当铸件的结构设计符合压铸工艺的特性,压铸的经济优势才能得以显现。
有时对铸件功能及外观无影响的部分稍加改变,往往会明显的节约生产费用。
压铸件的精度及成本取决于压铸模具的复杂程度,压铸件的几何形状越简单,模具制作就越便宜,精度越高模具制作费用就越高。
另一方面,不切实际的要求铸件简化结构也是不恰当的,因为压铸工艺的基本特点之一正是可生产复杂结构的铸件。
一个压铸件的最终成型及其性能取决于大量的不同参数,这些参数可以归纳为三大类,即压铸合金、压铸工艺及压铸模具。
最后两项是与铸件结构设计及压铸设备可提供的工艺参数紧密相关。
故在此对铸件造型的考虑,不仅包含铸件的结构造型,还应包含对压铸合金的选择、工艺过程及标准化的考虑。
因此,面对一个有合理结构造型的压铸件,并对压铸件有相当高的质量要求时,就应该考虑并认真研究压铸合金的特性、符合压铸的浇道、排气系统以及压铸机的技术参数等方面的相关因素。
因为不考虑这些方面的因素时,就不可能找到一个可以弥补结构上不足的最佳解决办法。
压铸件内部的孔隙缺陷形成有着不同的原因,这是压铸工艺特点产生的主要问题之一。
长期以来,生产与研究人员为了减少铸件内部孔隙度采取了许多措施。
孔隙度除了对铸件的表面质量及致密性有影响,还会使压铸合金的抗拉强度及延展性变差,导致压铸件不能进行热处理,使废品率增加等。
铸件内部的孔隙度首先取决于铸件的结构造型,压铸工艺参数。
如:压射冲头速度,增压及模具内的浇道系统,排气通道及溢流槽的造型及布置。
压铸件检验标准范文压铸件是一种常用的金属铸造工艺,广泛应用于制造各种零部件和产品。
为了确保压铸件的质量,需要进行全面的检验。
以下是压铸件检验的一些常用标准。
1.尺寸和几何要求:压铸件的尺寸和几何要求是检验的重点。
首先要进行外观检查,确保外部表面没有明显的缺陷、裂缝或凹坑等问题。
然后测量压铸件的各个尺寸,包括长度、宽度、高度和孔径等。
对于有特殊几何要求的部件,还需要进行形状测量和各种角度测量。
2.材料和化学成分:压铸件的材料和化学成分也需要进行检验。
这包括材料的牌号、成分比例和热处理等。
常见的检测方法有化学成分分析和金相组织分析等。
此外,还需要检测材料的力学性能,如硬度和拉伸强度等。
3.表面处理和镀层:压铸件在生产过程中常常需要进行表面处理和镀层,以提高其防腐性和装饰性能。
因此,这些处理和镀层的质量也需要进行检验。
对于表面处理,需要检测其附着强度、耐蚀性和涂覆厚度等。
对于镀层,需要检测其镀层厚度和镀层的成分。
4.组装和连接要求:压铸件通常需要与其他部件进行组装和连接。
因此,对于组装和连接方式也需要进行检验。
检验的重点是强度和密封性能等。
对于焊接连接,还需要对焊缝进行无损检测,以确保其质量。
5.功能和可靠性要求:最终,压铸件的功能和可靠性也需要进行检验。
例如,对于汽车零部件,需要测试其在不同工况下的耐久性和使用寿命等。
对于电子设备部件,需要进行电性能测试和耐热性能测试等。
这些测试可以使用各种设备和方法,如振动试验机、电子测试设备和环境测试设备等。
总之,压铸件检验的标准包括尺寸和几何要求、材料和化学成分、表面处理和镀层、组装和连接要求以及功能和可靠性要求等。
通过严格的检验,可以确保压铸件的质量,提高其使用性能和可靠性。
孔隙率检测方法孔隙率是衡量地层材料(如砂石、岩石、砂岩、砂砾岩、泥岩以及岩溶填充物等)中孔隙体积比例的衡量标准。
它是用来评估地层材料存在的渗透性、弹性性以及可抽放的气体性的重要指标,被广泛应用于地质勘探、油气勘探与开发等领域。
目前,利用常规物理、化学和电学测量方法来测量孔隙率,也有利用X射线或激光技术来进行直接测量,下面就介绍几种常用的孔隙率检测方法。
第一种方法是空重法,也就是先将材料干燥,然后称重;再将材料浸入液体,并将液体和材料一起称重,最后由公式计算出所得结果就是孔隙率。
该方法的优点是简单、快速、可靠、仪器要求低,但它的缺点也很明显:它只能用于大孔隙度,以及测量结果受液体的影响。
第二种方法是气渗法,它的原理是将材料浸入稀释的气体,然后计算出渗入气体的体积,从而得出孔隙率。
它的优点是可以测量小孔隙度,而且受液体影响减小;另外,它也易于操作,可以在实验室和现场快速测量。
第三种方法是压力法,它的原理是测量某一孔隙体积中所含气体的体积,然后计算总体积、压力以及温度,根据特定公式,最终可以得出某一孔隙体积中的孔隙率。
它的优点是可以测量小孔隙度,也可以测量大孔隙度,而且受液体影响减小,同时也易于操作,可以在实验室和现场测量。
最后,要注意研究地层材料时,应尽量采用上述几种孔隙率测量方法来对其进行科学分析,以便准确地估计地层材料的孔隙率,并最大限度地保证勘探结果的正确性与可信度。
以上就是关于孔隙率检测方法的介绍,它的重要性在于,根据孔隙率的测量结果,地质工作者可以了解到地层材料的性质,而这又可以为油气勘探、采矿和地质图的绘制提供重要的参考资料。
只要将这些孔隙率检测方法正确运用,就能发掘出许多有用的信息,从而使地质勘探工作变得更加高效、精准。
压铸件检验方法压铸件的检验,可根据压铸件的特点,选择适当的方法。
3。
1目视检验通过目视检验,可以发现压铸件各种表面缺陷,如裂纹、凹陷、冷隔、气泡、疏松、欠铸等.目视检验在普通日光或灯光下,用肉眼检查而不必放大,只有在特殊情况下,才用放大镜放大五倍以上进行检验.目视检验是目前广泛应用的检验方法,但由于几乎完全靠人为的判断能以致判断意见有差异,可以采取经供需双方认可的标准样作为目视检验的依据。
3.2破坏性检验当不具备无损探伤的条件时,这是一种行之有效的检验内部缺陷的方法,但需损坏铸件。
一般是抽样的剖割铸件或机械加工去掉某些表面,以便露出可能发生缺陷发的表面,用目视检验或其它方法来查看无缺陷。
3。
3荧光检验荧光检验是检查铸件表面缺陷常用的方法。
它是一种用于发现微小的不连续性缺陷(如裂纹、冷隔等)的灵敏的非破坏性方法。
荧光检验是利用水银石英灯所发出的紫外线来激发发光材料,使其发出可见光以便进行观察.荧光检验的步骤为:(1)铸件在检验前,应清除油垢和油迹,任何外来物(不论在缺陷里,还是附在它的上面)都会造成不可靠的缺陷显示。
(2)将铸件投入已搅拌好并加热至50℃的荧光液槽中,保持一定时间(取决于铸件缺陷的类型、大小),使荧光液充分渗透到铸件表面的缺陷内,然后,将铸件从槽中取出,滤于荧光液。
(3)去除表面的荧光液,如果没有除净,则在显像之后会出现一个荧光的底,而干扰缺陷的辩别。
(4)干燥铸件。
(5)铸件表面涂显像粉.将已干燥好的铸件放入已配制好的显像粉槽中,并不断轻轻晃动,以使显像粉能良好地附着在铸件上.(6)在水银石英灯下,观察铸件。
如铸件有缺陷时,由于荧光液及显像粉的作用,便在缺陷处出现强烈的荧光,根据发光程度,可判定缺陷的大小,需记录时,还可进行照相。
为了较好的区分缺陷,应阻止可见光射到被检表面.因此,通常在水银石英灯下安置一片镍玻璃。
将可见光吸收掉,以利于在暗室内观察缺陷。
荧光液的配方:配方一:成份:①二丁脂28.5%②PEB(增白剂)1.6克/100毫升③拜耳荧光黄2.5克/100毫升④二甲苯66.5%⑤石油醚5%。
材料的孔隙率测试材料的孔隙率测试是一种常见的材料性能测试方法,用于评估材料中孔隙的数量和大小。
孔隙率是指材料中孔隙的体积与总体积的比值,通常以百分比表示。
孔隙率测试可以帮助人们了解材料的物理性质、化学性质和机械性能,对于材料的选择、设计和应用具有重要意义。
孔隙率测试的方法多种多样,常见的有质量法、位移法、压缩法和渗透法等。
其中,质量法是最常用的方法之一。
该方法的基本原理是通过测量材料在干燥和饱和状态下的质量差异,计算出材料中孔隙的体积。
具体操作步骤如下:1. 将待测材料切割成规定大小的样品,并记录样品的质量。
2. 将样品放入干燥箱中,在恒定的温度和湿度条件下干燥至恒定质量。
3. 将干燥后的样品放入水中,使其完全饱和。
4. 将饱和后的样品取出,用纸巾或吸水纱布将表面水分擦干,记录样品的质量。
5. 将样品放入烘箱中,在恒定的温度和湿度条件下烘干至恒定质量。
6. 根据样品在干燥和饱和状态下的质量差异,计算出样品中孔隙的体积和孔隙率。
除了质量法外,位移法也是一种常用的孔隙率测试方法。
该方法的基本原理是通过测量材料在干燥和饱和状态下的体积差异,计算出材料中孔隙的体积。
具体操作步骤如下:1. 将待测材料切割成规定大小的样品,并记录样品的尺寸。
2. 将样品放入干燥箱中,在恒定的温度和湿度条件下干燥至恒定体积。
3. 将干燥后的样品放入水中,使其完全饱和。
4. 将饱和后的样品取出,用纸巾或吸水纱布将表面水分擦干,记录样品的尺寸。
5. 根据样品在干燥和饱和状态下的体积差异,计算出样品中孔隙的体积和孔隙率。
总的来说,孔隙率测试是一项重要的材料性能测试方法,可以帮助人们了解材料的孔隙结构和性质,为材料的选择、设计和应用提供依据。
在进行孔隙率测试时,需要根据具体情况选择合适的测试方法,并严格按照操作步骤进行操作,以保证测试结果的准确性和可靠性。
孔隙率的测定孔隙率的测定镀层的孔隙是指镀层表⾯直⾄基体⾦属的细⼩孔道。
镀层孔隙率反映了镀层表⾯的致密程度,孔隙率⼤⼩直接影响防护镀层的防护能⼒(主要是阴极性镀层)。
作为特殊性能要求的镀层(如防渗碳、氮化等),孔隙率测量也极为重要,它是衡量镀层质量的重要指标。
国家标准GB 5935规定了测定镀层孔隙的⽅法有贴滤纸法、涂膏法、浸渍法、阳极电介测镀层孔隙率法、⽓相试验法等。
电镀专业最新国家标准中,孔隙率试验的标准为:GB/T l7721—1999 ⾦属覆盖层孔隙率试验:铁试剂试验,GB/Tl8179--2000 ⾦属覆盖层孔隙率试验:潮湿硫(硫化)试验。
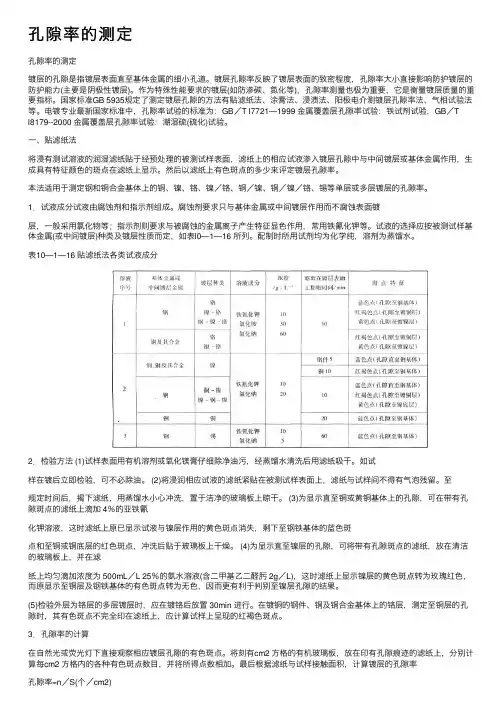
⼀、贴滤纸法将浸有测试溶液的润湿滤纸贴于经预处理的被测试样表⾯,滤纸上的相应试液渗⼊镀层孔隙中与中间镀层或基体⾦属作⽤,⽣成具有特征颜⾊的斑点在滤纸上显⽰。
然后以滤纸上有⾊斑点的多少来评定镀层孔隙率。
本法适⽤于测定钢和铜合⾦基体上的铜、镍、铬、镍/铬、铜/镍、铜/镍/铬、锡等单层或多层镀层的孔隙率。
1.试液成分试液由腐蚀剂和指⽰剂组成。
腐蚀剂要求只与基体⾦属或中间镀层作⽤⽽不腐蚀表⾯镀层,⼀般采⽤氯化物等;指⽰剂则要求与被腐蚀的⾦属离⼦产⽣特征显⾊作⽤,常⽤铁氰化钾等。
试液的选择应按被测试样基体⾦属(或中间镀层)种类及镀层性质⽽定,如表l0—1—16 所列。
配制时所⽤试剂均为化学纯,溶剂为蒸馏⽔。
表10—1—16 贴滤纸法各类试液成分2.检验⽅法 (1)试样表⾯⽤有机溶剂或氧化镁膏仔细除净油污,经蒸馏⽔清洗后⽤滤纸吸⼲。
如试样在镀后⽴即检验,可不必除油。
(2)将浸润相应试液的滤纸紧贴在被测试样表⾯上,滤纸与试样间不得有⽓泡残留。
⾄规定时间后,揭下滤纸,⽤蒸馏⽔⼩⼼冲洗,置于洁净的玻璃板上晾⼲。
(3)为显⽰直⾄铜或黄铜基体上的孔隙,可在带有孔隙斑点的滤纸上滴加 4%的亚铁氰化钾溶液,这时滤纸上原已显⽰试液与镍层作⽤的黄⾊斑点消失,剩下⾄钢铁基体的蓝⾊斑点和⾄铜或铜底层的红⾊斑点,冲洗后贴于玻璃板上⼲燥。
工业ct孔隙率摘要:1.工业CT 孔隙率检测的定义和重要性2.工业CT 孔隙率检测的技术原理3.工业CT 孔隙率检测在各个行业的应用4.工业CT 孔隙率检测的优势和局限性5.工业CT 孔隙率检测的未来发展方向正文:一、工业CT 孔隙率检测的定义和重要性工业CT(Computer Tomography)孔隙率检测是一种非破坏性检测技术,通过获取产品内部孔隙的面积占所在切面的面积比,来判断产品的质量。
这种方法广泛应用于金属、非金属铸件等领域,可以帮助企业快速、准确且直观地找到产品内部的各种缺陷,如裂纹、气孔、疏散、夹杂等,从而提高产品性能,延长产品使用寿命。
二、工业CT 孔隙率检测的技术原理工业CT 孔隙率检测技术主要依据德国铸造协会vdg,p201/p202 的测试要求,对铸件、压铸件、注塑件等内部截面孔隙率进行分析。
通过工业CT 扫描,可以获取到目标特征的空间位置、形状以及尺寸信息,从而实现对产品内部孔隙率的准确计算。
三、工业CT 孔隙率检测在各个行业的应用工业CT 孔隙率检测技术在多个行业中都有广泛应用,如汽车、航空航天、能源、交通等。
在汽车行业,工业CT 可以帮助快速、准确地找到产品内部的各种缺陷,从而改善产品设计、提高产品性能。
在航空航天行业,工业CT 技术可以有效地检测到航空器件内部的孔隙,确保航空器件的安全可靠。
四、工业CT 孔隙率检测的优势和局限性工业CT 孔隙率检测技术具有许多优势,如非破坏性、高分辨率、快速、准确等。
与传统破坏性检测方法相比,工业CT 可以360 无死角进行成像,不受周围环境细节的影响遮挡,获取到更准确的目标特征信息。
然而,工业CT 孔隙率检测技术也存在一定的局限性,例如设备成本较高、操作技术要求较高等。
五、工业CT 孔隙率检测的未来发展方向随着科技的不断发展,工业CT 孔隙率检测技术将不断优化和升级。
材料的孔隙率测试引言:材料的孔隙率是指材料内部的孔隙所占的比例,它是评价材料质量和性能的重要指标。
孔隙率的大小直接影响材料的密度、强度、吸水性等特性。
因此,对于各类材料的孔隙率进行准确测量是非常重要的。
一、孔隙率测试的意义孔隙率测试是为了准确评估材料的质量和性能,为材料的合理应用提供依据。
不同材料的孔隙率测试方法有所不同,但都是通过测量材料中的孔隙体积与总体积之比来获得。
二、常见的孔隙率测试方法1. 水质法:这是一种简单但有效的方法,适用于测量颗粒较大的材料。
将材料浸入水中,根据排水后的变化来计算孔隙率。
2. 压汞法:这是一种精确的测试方法,适用于测量细颗粒和泡沫材料的孔隙率。
通过测量材料在压力下吸收汞的量来计算孔隙率。
3. 气体渗透法:这是一种常用的测试方法,适用于测量薄膜和多孔材料的孔隙率。
通过测量气体在材料中的渗透速率来计算孔隙率。
三、孔隙率测试的步骤1. 样品制备:根据测试方法的要求,制备合适的样品。
样品的制备需要注意保持其原始状态,避免损伤或改变孔隙结构。
2. 仪器准备:根据测试方法的要求,准备好相应的仪器设备。
确保仪器的精度和稳定性,以获得准确的测试结果。
3. 测量操作:按照测试方法的步骤进行测量。
注意操作的规范性和准确性,避免误操作对结果产生影响。
4. 数据处理:根据测量结果计算孔隙率,并进行必要的数据处理和统计分析。
确保数据的准确性和可靠性。
四、孔隙率测试的应用领域1. 材料工程:孔隙率是评价材料工程质量的重要指标,广泛应用于建筑材料、岩石工程、土壤工程等领域。
2. 滤材领域:孔隙率是评价滤材性能的关键指标,用于筛选和优化滤材材料。
3. 生物医学:孔隙率是评价生物医学材料的重要参数,用于评估其生物相容性和药物释放性能。
4. 环境保护:孔隙率是评价环境材料的重要指标,用于研究和评估吸附材料的性能。
结论:孔隙率测试是评价材料质量和性能的重要手段,不同材料需要采用不同的测试方法。
通过准确测量材料的孔隙率,可以为材料的合理应用提供依据,促进材料科学的发展和推动工程技术的进步。
孔隙率测试方法一、引言孔隙率是指岩石或土壤中孔隙所占的比例,是岩石或土壤的一个重要物理性质参数。
了解孔隙率对于地质勘探、水文地质、土壤力学等领域具有重要意义。
本文将介绍几种常用的孔隙率测试方法。
二、密度法密度法是一种简单常用的孔隙率测试方法。
该方法通过测量岩石或土壤的干重和饱和重来计算孔隙率。
首先,将样品进行干燥,获得干重。
然后,将样品浸泡在水中,使其完全饱和,并测量饱和重。
最后,通过以下公式计算孔隙率:孔隙率 = (饱和重 - 干重)/ 饱和重× 100%三、气体法气体法是一种适用于孔隙率测试的非破坏性方法。
该方法利用气体在孔隙中的渗透性来计算孔隙率。
首先,在样品中施加一定的压力,使气体进入孔隙中。
然后,测量气体的压力变化,根据波伊尔定律计算孔隙率。
气体法对于岩石和土壤的孔隙率测试具有较高的精度和准确性。
四、电阻率法电阻率法是一种利用电流通过样品时的电阻变化来计算孔隙率的方法。
该方法基于样品的电导率与孔隙率之间的关系。
首先,将电极插入样品中,施加一定的电流,测量电阻变化。
然后,根据电阻率与孔隙率之间的关系,计算孔隙率。
电阻率法适用于不同类型的岩石和土壤,但在实际应用中需要考虑样品的电导率变化。
五、声速法声速法是一种利用声波在样品中传播的速度来计算孔隙率的方法。
该方法基于声速与孔隙率之间的关系。
首先,在样品上施加一定的压力,产生声波。
然后,测量声波在样品中传播的时间,并根据声速与孔隙率之间的关系计算孔隙率。
声速法适用于不同类型的岩石和土壤,但在实际应用中需要考虑样品的压缩性和饱和度等因素。
六、测井法测井法是一种利用地下测井仪器来测量孔隙率的方法。
该方法通过测量地下岩石或土壤的电磁、声波、核磁等物理性质来推断孔隙率。
测井法适用于地质勘探和水文地质等领域,具有较高的精度和准确性。
七、总结孔隙率是岩石或土壤的重要物理性质参数,对于地质勘探、水文地质和土壤力学等领域具有重要意义。
本文介绍了几种常用的孔隙率测试方法,包括密度法、气体法、电阻率法、声速法和测井法。
工艺讲解压铸件气孔分析及解决方案【让供应商尖叫的好东西】随着汽车工业的迅速发展和汽车轻量化的要求,铝、镁等合金压铸零件明显增加,为压铸业进一步发展提供了广阔前景。
由于零件的轻量化需求,对合金材料性能、产品结构和过程设计和控制的要求更加严格。
各汽车厂对压铸件的要求越来越严格,对压铸件孔隙率的要求,一般为5%~10%,对某些零件的要求甚至到了3%。
针对压铸件缺陷的检测方法和检测位置,可以在压铸机选择、模具设计和过程设计时,借助计算机模拟分析,进行试验研究,采用P-Q2软件等进行优化。
压铸件气孔、缩孔和渣孔缺陷发生在铸件内部,产生缺陷的原因不尽相同。
为了消除缺陷,识别缺陷种类并分析其原因尤为关键,而检查零件的工具和方法将影响最终的判断。
以下,笔者只讨论如何解决铝、镁合金压铸气孔问题。
1.气孔检查对于压铸件气孔检查,须着重考虑几个位置:①有限元分析最大应力位置;②零件模拟分析卷气位置;③零件工作关键部位(如密封面等)。
一般压铸件可采用X光检查;发现缺陷后,切开零件进一步检查。
在过程控制时,按ASTM E505等级2控制,关键部位应按ASTM E505等级1控制。
气孔一般表面比较光滑,呈圆形或椭圆形,有时孤立存在,有时簇集在一起。
图1为压铸件气孔表面。
而缩孔和缩松形状不规则,表面色暗而不光滑,在显微镜和电镜下,可以发现缺陷位置存在枝晶结构,见图2。
有时气孔和缩孔同时存在于同一个缺陷位置,要仔细观察。
2.气孔形成2.1.氢气气孔图3为氢气气孔。
氢气气孔微小,形如针状,且均匀分布,零件表面加工后才能观察到。
由于压铸件壁薄,金属液凝固速度快,有时氢气气孔肉眼难以观察到。
水蒸气是氢气最主要的来源,可能来自炉气、熔炼工具、铝锭/回收件、油污染机加工屑和湿精炼剂等。
通常铝合金压铸采用旋转除气装置(见图4)。
气体源一般使用氩气、氮气或氯气。
在金属液中通入气体,通过转子切成大量微小气泡,由于气泡内外的浓度差,将氢气吸入气泡内,一起排出金属液外(见图5)。
孔隙率的测量方法嘿,咱今儿个就来聊聊孔隙率的测量方法。
你说这孔隙率啊,就好像是一个物体里藏着的小秘密空间。
咱先说说直接测量法吧,这就好比是直接揭开那层面纱,清楚明白地去看。
比如可以通过测量物体的总体积和固体部分的体积,然后一减,嘿,孔隙率就出来啦!这多简单直接呀,就像你一眼就能看出苹果和梨的区别一样。
还有间接测量法呢,这就有点像绕了个弯子去发现。
比如说可以通过测量物体的某些物理性质,然后根据这些性质和孔隙率的关系来推算出来。
这就好像你通过一个人的言行举止来推测他的性格一样,是不是挺有意思的?再说说显微镜法,哇,这就像是拿着个超级放大镜去观察那些微小的孔隙。
能把那些小小的孔隙看得清清楚楚,然后再去计算比例,这多神奇呀!就好像你突然发现了蚂蚁世界里的奥秘一样让人兴奋。
气体吸附法也不错哦,利用气体和孔隙之间的特殊关系来测量。
这就好像是两个好朋友,一个能找到另一个藏起来的秘密。
每种方法都有它的特点和适用范围呢。
就好像不同的工具,有的适合修水管,有的适合钉钉子。
你得根据具体情况来选择合适的测量方法呀。
不然不就像拿着锤子去拧螺丝一样别扭嘛!咱测量孔隙率可不是随便玩玩的,这在很多领域都很重要呢!比如在材料科学里,知道了孔隙率,就能更好地了解材料的性能和特点。
这就像你了解了一个人的喜好,就能更好地和他相处一样。
在地质学里,孔隙率能告诉我们地下的情况,那可关系到宝藏和资源呢!所以啊,别小看了这小小的孔隙率测量。
它就像一把钥匙,能打开很多知识和应用的大门。
咱可得好好研究研究,把这些方法都掌握好,才能在需要的时候派上大用场呀!怎么样,现在是不是对孔隙率的测量方法有了更清楚的认识啦?是不是觉得很有趣呢?反正我是这么觉得的!。
材料的孔隙率测试一、引言材料的孔隙率是指材料中所有孔隙的总体积占材料总体积的百分比。
孔隙率是表征材料孔隙性能的一个重要指标,能够直接影响材料的力学性能、吸附性能、渗透性等。
因此,准确测试材料的孔隙率对于材料研究和应用具有重要意义。
本文将介绍材料的孔隙率测试的原理、方法以及常见的测试仪器和技术。
同时,还将探讨孔隙率测试结果的分析和应用。
二、原理材料的孔隙率测试是通过测量材料中孔隙的体积和材料的总体积来计算得出。
一般来说,常用的方法包括浸水法、气体排量法和压汞法等。
2.1 浸水法浸水法是一种常用的测试材料孔隙率的方法。
其原理是将已知重量的材料浸入液体中,待材料饱和后,将浸入液体前后的重量差除以浸入液体的体积,即可得到材料的孔隙率。
2.2 气体排量法气体排量法是一种通过测量气体排出或吸入材料后的体积变化来计算材料孔隙率的方法。
常见的气体排量法有氮气吸附法、水蒸汽渗透法等。
2.3 压汞法压汞法是一种通过利用汞的特性来测量材料孔隙率的方法。
它基于汞的低表面张力和高湿润性,将汞注入材料中,测量注入前后汞的体积变化,从而计算出材料的孔隙率。
三、测试方法3.1 浸水法的测试步骤1.准备测试样品,并记录其质量。
2.准备足够的浸水液体,如蒸馏水或去离子水。
3.将样品完全浸入液体中,使其饱和。
4.取出样品并立即擦干表面的水分。
5.称量样品的质量,并记录下来。
6.计算孔隙率:孔隙率 = (浸水前质量 - 浸水后质量) / 浸水液体的体积。
3.2 气体排量法的测试步骤1.准备测试样品,并记录其质量。
2.使用适当的气体源(如氮气罐)连接到样品上。
3.观察气体在样品中排出或吸入后的体积变化,并记录下来。
4.计算孔隙率:孔隙率 = (初始体积 - 最终体积) / 气体流入或流出的体积。
3.3 压汞法的测试步骤1.准备测试样品,并记录其净体积。
2.准备足够的汞,并放入压汞仪中。
3.将样品放入压汞仪中,使其与汞充分接触。
4.设置适当的压力,使汞进入材料孔隙中。
浅谈压铸件孔隙率的检测与等级测定王振洪王硕实凌辉长春一汽联合压铸有限公司摘要:压铸件孔隙率的检测分析是一汽大众和上海大众对新产品和新工装样件认可的一项要求,其结果是评判产品是否被认可的关键数据之一,直接影响新产品开发周期和新工装样件认可进度。
关键词:压铸件孔隙率检测等级测定1 引言近1年多来,压铸件孔隙率的检测被广泛地应用在中国南北大众汽车零部件开发和工装样件的认可中。
由于压铸工艺的特殊性,压铸产品中必然存在气孔和缩孔等孔洞,而国内绝大多数供应商对孔隙率检测方法和标准要求不了解,同时也没有检测手段,只是使用工业X光探伤设备进行检测后,将样品提交一汽大众和上海大众进行认可。
一汽大众和上海大众进行孔隙率检测后,结果多数情况下因孔隙率不符合产品标准要求而被拒绝认可或只给予让步认可。
有些供应商甚至使用工业CT或医用CT来挑选样品,以满足大众对孔隙率的认可,极大地增加了检测成本。
2 压铸件孔隙率标准要求为了便于检测分析和对结果的判定,首先对压铸件孔隙率标准进行说明:2.1 适用范围仅适用于压铸方法以及类似的特殊铸造方法(如挤压铸造和充氧压铸等)生产的铝基、铜基、镁基和锌基合金的铸件内部和外部的体积亏空–孔隙的检测。
其它的缺陷,例如缩陷、冷隔、拉伤、毛刺和热裂纹等不予考虑。
2.2 孔隙率对于所约定的平面,载荷类型为 G、S 和 D 时,孔隙率参数规定了在一个基准面上所允许的最大孔隙百分比;载荷类型为 F 时,规定了在一个基准面上所允许的最多的确定孔隙的数量。
此时基准面总是正方形、三角形(等腰三角形)或者圆形,其形状取决于零件的几何形状。
2.3孔隙等级的基准面如果在零件中插入一个任意的平整的截面(孔隙等级为F时观察功能面),则会得到一个面,这个面可分为正方形、三角形(等腰三角形)、圆形以及任意形状的分面。
选择这些分面的各自的基准面,使得基准面所覆盖的面积达到最大;基准面的形状与分面的外形尽可能的匹配(如图)。
孔和螺纹周围的区域,如果孔和螺纹垂直于长轴,则基准面是围绕孔和螺纹的最大的圆环面。
这时圆环的厚度为可行的壁厚。
由此得出, D1到D4的孔隙等级具有下述的必要条件:在各个基准面内,(除了要满足等级所规定的孔隙率外),在基准面的所有分面上(基准面内任意位置的分面,其大小 = 3mm × 4 mm),面积孔隙率不允许大于4%。
当基准面大小不够时,则取消这种进行方式。
2.4 孔隙等级标记通用标记:A B D Z 1 Z 2 … Z nZn – 附注nZ 2– 附注 2Z 1 – 附注 1D - 孔隙直径--单个孔隙的最大等效直径B - 孔隙率A – 载荷种类实例标记1:F 4 3 A 0.5 P 0.8直径小于 0,8 mm 的孔隙不考虑两个孔隙之间的最小距离: 0.5 × 较小孔隙的直径允许的单个孔隙的尺寸: 3 mm每个基准面上最多 4 个确定的孔隙对功能面有特殊要求的零件实例标记2:S 5 2 C结合处和材料堆积处的孔隙窝是允许的允许的最大孔隙直径: 2 mm允许的最大孔隙率: 5%主要承受静态载荷2.5 孔隙等级标记中的载荷种类和附注* 载荷类型参数可以取下述标记S 用于主要承受静态载荷的零件D 用于主要承受动态载荷的零件F 用于功能面有特殊要求的零件G 用于没有较接近的特殊要求的零件* 附注:附注 1 到附注 n 的说明是可选的。
它们可以单个地注明或者以多个组合的形式注明,注明时可取下列数值:An---相邻孔隙的间距。
这个参数规定了两个相邻孔隙之间的最小边缘距离。
最小边缘距离等于两个相邻孔隙中较小孔隙的直径乘以因子 n,单位为 mm。
(A = 距离) M----零件壁的中点。
这个参数只能与直径参数结合起来使用。
只有位于零件壁中点(M)的孔隙窝是允许的。
孔隙窝是单个孔隙的堆积。
孔隙窝存在的必要条件是: - 孔隙窝的直径大于所允许的单个孔隙的最大尺寸。
- 相邻孔隙间的距离小于这些孔隙中最小孔隙的直径。
C----材料堆积。
这个参数只能与直径参数结合起来使用。
只有在材料堆积中的和结合点处(热节点 = C)的孔隙窝是允许的。
R----零件壁的核心部位。
这个参数 R 只有对于 D10 到 D30 的孔隙等级是允许的。
(例如D10:主要承受动态载荷,所允许的最大孔隙率是 10%)。
给出的孔隙等级只适用于零件壁的核心部位(R)(所观察的壁厚的靠里的 1/3 处)。
在靠外的两个 1/3 中,要按照孔隙等级D4。
Pn----孔隙尺寸。
这个参数只能与直径参数结合起来使用。
所允许的最大的孔隙尺寸(通过直径参数来确定)只适用于零件壁的核心部位(所观察的壁厚的靠里的 1/3 处)。
在靠外的两个 1/3 中,所允许的单个孔隙的最大孔隙尺寸 (P) 被限为直径为 n mm。
对于孔隙等级 F,n 规定了可忽略的孔隙的最大直径,既小于该直径的孔隙可以不考虑。
3 孔隙率的检测分析与等级测定对于铸件孔隙度的评价,有多种不同的检验方法。
载荷类型不同,评价的准则也不同。
因为汽车用压铸件多数属于承受动态载荷的零部件,所以对主要承受静态载荷的零件、功能面有特殊要求的零件以及没有较接近的特殊要求的零件的孔隙率的检测和等级测定不再探讨,仅探讨主要承受动态载荷的零件的孔隙率的检测和等级测定。
3.1 样品的制取这种检验只适用于有较高要求的关键的零件部位。
如果图纸标明孔隙检测部位,按图纸要求截取铸件截面;如果图纸没有标明孔隙部位,则由产品开发工程师根据产品功能和客户要求确定孔隙检测部位,并按要求截取铸件截面;之后,按金相磨抛面的方法对截取的铸件截面进行磨抛,磨抛后的铸件截面要有镜面光泽的表面,磨面不允许有边缘倒圆或凸起形成,不腐蚀,在100倍下看不到划痕和拖尾即为合格。
3.2 样品分析如铸造厂和用户之间没有其它的约定,孔隙规定为孔隙等级D时,总是用放大倍数为25:1 的显微镜对金相磨面进行评价。
D1到D4的孔隙等级只能用25:1的放大倍数对金相磨面进行评价。
如在零件图纸上对检验截面没有作出特殊的规定,则孔隙等级标记中的数值规定适用于该零件的所有截面。
首先标定标尺并采集图像(采集图像时应注意适度的照明。
照射过渡的照片显示出的气孔率会变小,照明不足的照片显示的气孔率会变大)。
如果一个视场不能反映所截取铸件截面的整体形状,必须进行拼接。
然后进行图像二值化处理,选取基准面,进行第二相面积百分含量测定,其结果即为所选取基准面的孔隙率。
3.3 等级测定对于简单截面,孔隙率最大的基准面的结果作为该取样部位的孔隙等级;对于复杂截面,可能有多个基准面,需要对所有基准面进行分析评价,并给出每个基准面的孔隙等级。
对孔隙等级D,当孔隙等级大于D4时,从D5开始,每个级别均是5的倍数,例如:小正方形的孔隙等级:D10(孔隙率9%)大正方形的孔隙等级:D5(孔隙率4%)小正方形的孔隙等级:D10(孔隙率8.6%)大正方形的孔隙等级:D5(孔隙率4.5%)三角形的孔隙等级:D5(孔隙率4.3%)大正方形的孔隙等级:D15(孔隙率12%)小正方形的孔隙等级:D1(孔隙率1%)3 结束语金相磨面方法检测压铸件的孔隙率,能够提供最准确的关于孔隙的来源和形成以及其它结构杂质的信息,因此它是一种对零件关键部位的情况具有最大说服力的检验方法。
这种检验方法是一种非常耗时的破坏性检测方法,操作时要求特别地细心。
根据经验,制造出只有一种孔隙等级的复杂零件是很困难的。
详细描述一个零件不同部位的孔隙等级,为技术人员提供数据并通过设计者和铸造者的合作,可降低孔隙率。
参考文献1、 VDG P201 Volume Deficits of Non-Ferrous Metal Castings May 20022、 VW-50097 Porosity of Metal Castings Requirement December 2002浅谈压铸件孔隙率的检测与等级测定作者:王振洪, 王硕实, 凌辉作者单位:长春一汽联合压铸有限公司1.刘拥军.朱大庆.杨振宇.陆冬生纳米孔隙聚合物薄膜等效折射率模型和FDTD模拟[期刊论文]-自然科学进展2003,13(12)2.张海燕氟掺杂SiCOH薄膜沉积的等离子体化学特性研究[学位论文]20083.卫永霞氧掺杂SiCOH薄膜的制备和性能研究[学位论文]20074.缪燕平.何柏林.MIAO Yan-Ping.HE Bo-lin多孔预制件对TiC/Ni3Al复合材料孔隙率的影响[期刊论文]-粉末冶金工业2009,19(3)5.刘继忠.蒋志峰.华志恒.LIU Ji-zhong.JIANG Zhi-feng.HUA Zhi-heng含孔隙形态分布特征的孔隙率超声衰减测试建模[期刊论文]-航空材料学报2006,26(2)6.都丽红.王士勇.王月.邓伯虎.朱企新.鲁淑群多孔介质孔隙率与截留精度的表征[会议论文]-20107.张建民.肖庆锋二氧化钛电化学沉积薄膜孔隙率的研究[会议论文]-20078.刘坤.张永生.刘艳.詹志刚.肖金生.LIU Kun.ZHANG Yong-sheng.LIU Yan.ZHAN Zhi-gang.XIAO Jin-sheng孔隙率间隔分布扩散层的PEM燃料电池性能[期刊论文]-武汉理工大学学报2008,30(10)9.刘其鑫.姜培学.向恒.LIU Qixin.JIANG Peixue.XIANG Heng纳米多孔氩薄膜热导率的分子动力学模拟[期刊论文]-计算物理2008,25(4)10.胡明.张绪瑞.张伟.杨海波.周庆瑜.HU Ming.ZHANG Xu-rui.ZHANG Wei.YANG Hai-bo.ZHOU Qing-yu多孔硅形成过程及孔隙率的计算机模拟[期刊论文]-天津大学学报2007,40(4)引用本文格式:王振洪.王硕实.凌辉浅谈压铸件孔隙率的检测与等级测定[会议论文] 2009。