MAZAK 机床操作培训
一、机床简介
MAZAK机床是一部数控机床。设有X、Y、Z三根轴,三轴可联动;设有一个刀库,刀库有30个刀盒,可装30把刀具;主轴采用立式安装,可进行铣、钻、铰、镗、攻丝等多种工艺加工要求。系统分辩率为0.001,有较高的加工精度。
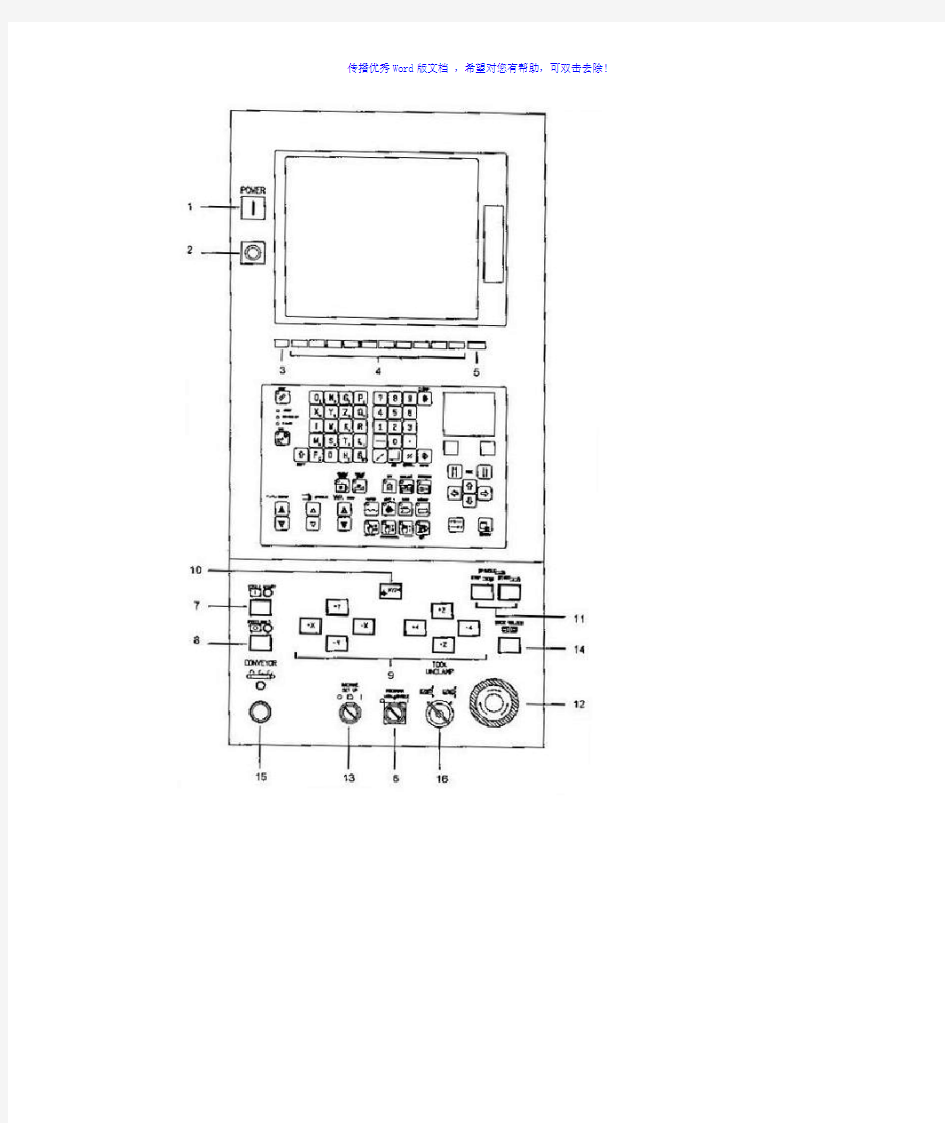
二,面板
三操作说明
3.1开机前注意事项
(1)检查液压油、主轴油、润滑油是否足够,冷却液是否足够。
3.2开机
(1)接通电源;
(2)按下机床启动键,等待“REDAY”指示灯亮后(绿色),再进行下一步工
作。(期间约
一分钟)
3.4 换刀
3.6工件装夹操作
(1) 按照3.2开机步骤完成后,即可进工件装夹
(2) 按RESET键,机床状态显示指示灯绿色,表示机床已经准备好.
(3) 各轴回到机床坐标X-510 Y2.1 Z-0.3位置,以便装夹工件.方法是:MDI 模式下,输入G0 G53 Y2.1 Z-0.3和G0 G53 X-510,双手按CYCLE START 键.
(4) 装工件.要点是:a OP面向上,机械手扶手在缸体机油过滤器孔一边;b 大端(离合器面)靠左,小端(水泵面)靠右,在工作台上定好位.[注意定位面与定位销的清洁度];c 轻轻摇动一下缸体,使定位面互相贴紧.
3.7中途启动机床
(1) 当加工过程发生故障时,不要急于消除报警,先确认当前加工状态,如:加工到哪一步,哪一把刀. (2) 解除报警
(3) 手动将刀具移到远离工件的位置.(退刀时可打开工作门,按照先退Z轴,再退Y轴的原则进行)
(4) 按MDI模式键,把要加工的刀调到主轴上
(5) 按手键,按SOFTKEY PROGRAM,把光标移至开始加工的程序段,按MDI模式键,输入G95 G90 G00 G43 G54 X---- Y---- M03 S----;M09 M08 M51(刀有内冷时输入),把快速进给倍率调到6%~12%.
(6) 按下程序单段执行键,双手按下CYCLE START键,执行输入内容.
(7) 按下MEMORY,按下SOFTKEY EIA/MONITOR,移动光标直至开始加工的程序段前,按下RESART 2 NONMOCAL.
(8) 按菜单换页键POSITION 菜单换页键PROGRAM MONITOR (9) 双手按下CYCLE START,注意观察,无误后,逐渐增大快速倍率至100%,最后按下程序单段键,开始自动循环加工。
[注] 中途启动机床,对操作员要十分熟悉加工程序,在第5步输入指令时一定要检查,缺一不可,输入坐标一定要与程序核对,还要注意坐标小数点的
输入,不可遗漏。另外,单步执行、快速倍率6%~12%不可忽视。每一步都要确认无误后才开始下一步工作。
3.8有关刀具数据的显示
按菜单换页键,再按SOFTKEY TOOL DATA,则显示刀具数据表,其有左、右两个窗口,一个为刀具列表,一个为目录。
(1)刀具列表位于左边,表示内容有:刀具号、刀座号、刀具名、刀具直径以及刀具状态(使用中,刀断,使用期到)
(2)目录位于右边,说明左边列表选定刀具的有关信息。主要内容有:
3.9 自动加工运行
(1)机床回零、热机后,即可进入自动加工运行。
(2)确认加工程序号(右上角),按下“MEMORY”,按菜单键直到“WORK NO.”出现,按“WORK NO.”输入要加工的程序号“----”,按下“INPUT”。(3)冷却液确认,按下冷却液菜单键,按SOFTKEY4)
(4)打开排屑链开关。即按下“”将打到“FOR”5)确认各倍率是否都是100%。如果不是,按“”,
调整各倍率。
(6)按RESET复位。
(7)双手按下“START”自动循环启动键。开始加工工件。
3.10 关机操作
(1)按下“RESET”键,使机床处于初始状态。
(2)按下“HOME 1”键,按照Z Y X 回零点,或直接按下键,可视情况而定。
(3)使屏幕显示“POSITION”(位置)画面。
(4)按下“”键,屏幕自动关闭后,关总电源开关,切断空气压力。
四、编程说明
4.1 常用G、M代码:
(1)G代码:G00 快进
G01 直线插补G43 刀具长度补偿G49 取消刀具长度补偿G54 工件零点偏置G90之不理绝对值编程G95 同步进给(mm/r)G99 刀具刀尖返回到“R”位置G98 加工循环中返回初始点G80取消固定循环G40取消半径补偿
(2)M代码M08 外冷却开
M51 内冷却开M03主轴正转M04 主轴反转M15关刀库门M16开刀库门M10
主轴夹紧M11 主轴松开M39 主轴高速选择M36 主轴低速选择M98 调用子程序M99 主程序结束M44 夹具夹紧M45 夹具松开M09 冷却关M06 刀具交换