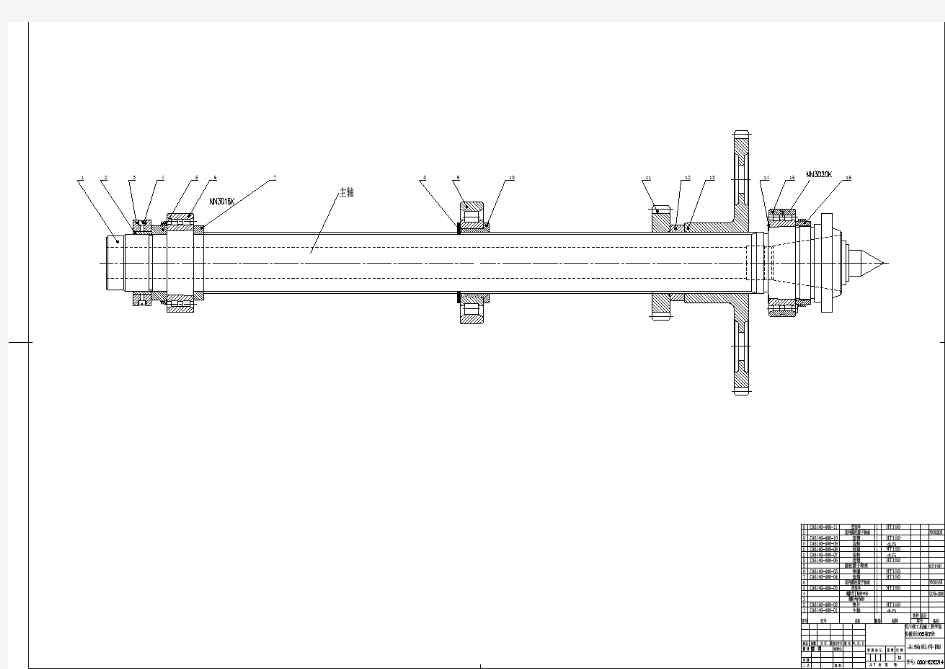
课题一认识数控机床主轴零部件任务一认识数控机床主轴零部件 应用实例 如图1所示是数控加工中心主轴照片,图2是其主轴。 图1数控加工中心(含主轴部分) 图2数控加工中心主轴图3数控车床中的主轴
一、轴 1 轴的分类及轴上零件的固定 (1)轴的分类 轴类零件是机器中经常遇到的典型零件之一。它主要用来支承传动零部件,传递扭矩和承受载荷。轴类零件是旋转体零件,其长度大于直径,一般由同心轴的外圆柱面、圆锥面、内孔和螺纹及相应的端面所组成。根据结构形状的不同,轴类零件可分为光轴、阶梯轴、空心轴和曲轴等。按照轴的曲线形状,轴可以分为直轴、曲轴和软轴,如图4所示: 图4轴的分类 (2)轴上零件的固定 轴承在轴上和外壳孔内定位方式的选择,取决于作用在轴上负荷的大小和方向,轴 承的转速,轴承的类型,轴承在轴上的位置等。 轴承的轴向定位方式有圆螺母定位,弹性挡圈定位,紧定螺钉定位,锁紧挡圈定位,圆锥面定位,轴端挡圈定位。如图5图所示: 图5轴承的轴向定位方式
轴承的周向定位方式有键连接,花键连接,销连接,无键连接,过盈连接。如图6图所示: 图6轴承的周向定位方式 2 轴的加工工艺性 轴类零件加工工艺要求保证轴的尺寸精度、几何形状精度、相互位置精度、表面粗糙度等。此外,轴的加工还需要考虑轴的安装和定位,因此需要考虑加工出退刀槽、越程槽、键槽。 图7轴的加工工艺性
3 主轴端部的结构形状 主轴端部用于安装刀具或夹持工件的夹具,在结构上,应能保证定位猴确、安装可靠、连接牢固、装卸方便,并能传递足够的扭矩。主轴端部的结构形状都已标准化。几种机床上通用的结构形式。车床主轴端部的结构形状和铣床主轴端部的结构形状图如图8所示。 图8主轴端部的结构形状 4 主轴结构常用材料 主轴结构常用材料如表1所示: 表1主轴结构常用材料 想一想 1.轴的作用是什么?对轴有哪些要求? 2.阶梯轴有哪些结构? 3.试述轴上零件的轴向固定方式及特点。
数控机床的主轴部件 主轴部件是机床的重要部件之一,其精度、抗振性和热变形对加工质量有直接影响。特别是数控机床在加工过程中不进行人工调整,这些影响就更为严重。数控机床主轴部件在结构上要解决好主轴的支承、主轴内刀具自动装夹、主轴的定向停止等问题。 1.主轴的支承 数控机床主轴的支承主要采用图8-5所示的三种主要形式。图8-5a所示结构的前支承采用双列短圆柱滚子轴承和双向推力角接触球轴承组合,后支承采用成对向心推力球轴承。这种结构的综合刚度高,可以满足强力切削要求,是目前各类数控机床普遍采用的形式。图8-5b所示结构的前支承采用多个高精度向心推力球轴承,后支承采用单个向心推力球轴承。这种配置的高速性能好,但承载能力较小,适用于高速、轻载和精密数控机床。图8-5c所示结构为前支承采用双列圆锥滚子轴承,后支承为单列圆锥滚子轴承。这种配置的径向和轴向刚度很高,可承受重载荷,但这种结构限制了主轴最高转速和精度,因而仅适用于中等精度、低速与重载的数控机床主轴。 主轴内部刀具自动夹紧机构是数控机床特别是加工中心的特有机构。图8-6为ZHS-K 63加工中心主轴结构部件图,其刀具可以在主轴上自动装卸并进行自动夹紧,其工作原理如下:当刀具2装到主轴孔后,其刀柄后部的拉钉3便被送到主轴拉杆7的前端,在碟形弹簧9的作用下,通过弹性卡爪5将刀具拉紧。当需要换刀时,电气控制指令给液压系统发出信号,
使液压缸14的活塞左移,带动推杆13向左移动,推动固定在拉杆7上的轴套10,使整个拉杆7向左移动,当弹性卡爪5向前伸出一段距离后,在弹性力作用下,卡爪5自动松开拉钉3,此时拉杆7继续向左移动,喷气嘴6的端部把刀具顶松,机械手便可把刀具取出进行换刀。装刀之前,压缩空气从喷气嘴6中喷出,吹掉锥孔内脏物,当机械手把刀具装入之后,压力油通人液压缸14的左腔,使推杆退回原处,在碟形弹簧的作用下,通过拉杆7又把刀具拉紧。冷却液喷嘴1用来在切削时对刀具进行大流量冷却。