目录
一、背景与意义 (1)
二、任务导入 (1)
1、装置示意图 (2)
2、装置说明 (2)
3、控制要求 (2)
三、任务实施 (3)
1、I/O分配 (3)
2、PLC外部硬件接线图 (3)
3、顺序功能图 (4)
4、梯形图设计 (4)
四、课程设计总结 (5)
五、参考文献 (6)
背景与意义一、自动控制技术在人类活动的各个领域中的应用越来随着
科学技术的猛速发展,而且也是其生产过多种液体混合是必不可少的程序,越广泛。在炼油、化工、制药等行业中,程中十分重要的组成部分。
但由于这些行业中多为易燃易爆、有毒有腐蚀性的介质,以致现场工作环境十分恶劣,不适合人工现场操作。另外,生产要求该系统要具有配料精确、控制可靠
等特点,这也是人工操作和半自动化控制所难以实现的。所以为了帮助相关行业,特别是其中的中小型企业实现多种液体自动混合,就是摆在我们眼前的一大课题。随着计算机技术的发展,对原有液体混合装置进行技术改造后,设计出多种液体混合装置,可编程控制器在混合过程中控制精确,运行稳定、自动化程度高,适合工业生产的需要。
可编程控制器多种液体自动混合控制系统的特点:
①可自动工作
②控制的单周期运行方式;
③由传感器送入设定的参数实现自动控制;
④启动后就能自动完成一个周期的工作,并循环。
本系统采用PLC是基于以下两个原因:
①PLC具有很高的可靠性,通常的平均无故障时间都在30万小时以上;
②编程能力强,可以将模糊化、模糊决策和解模糊都方便地用软件来实现。
根据多种液体自动混合系统的要求与特点,我们采用的PLC具有小型化、高速度、高性能等特点,可编程控制器指令丰富,可以接各种输出、输入扩充设备,有丰富的特殊扩展设备,其中的模拟输入设备和通信设备是系统所必需的,能够方便地联网通信。本系统就是应用可编程序控制器(PLC)对多种液体自动混合实现控制。
二、任务导入
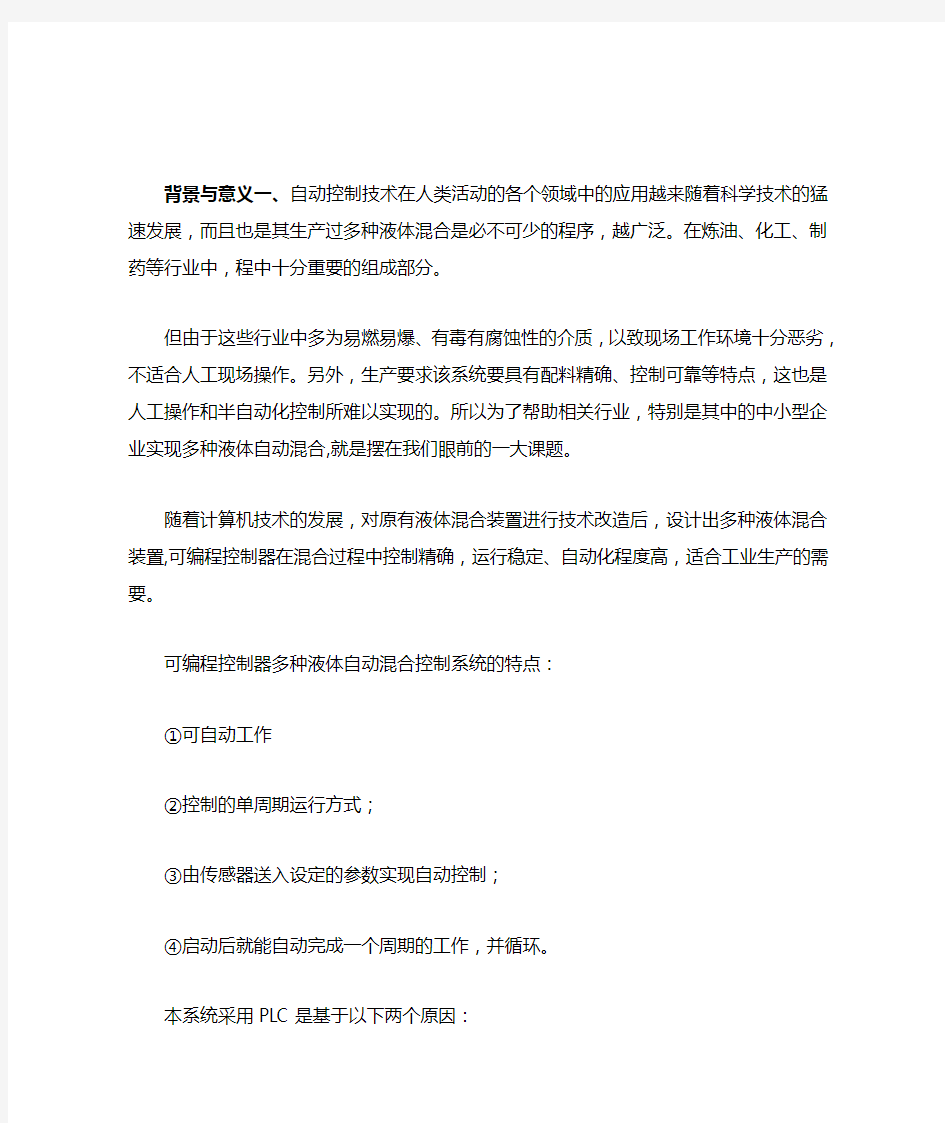
1、装置示意图
所示1如图
1 装置示意图图 2、装置说明 ON。、L3分别为高水位、中水位和低水位液位传
感器,被液体淹没时为①L1、L2是混合液放液阀,线Y4和液体C的电磁阀,Y3Y2、分别是控制液体A、液体B②Y1、圈通电时阀门打开,线圈断电时阀门关闭。为
搅拌电机,单向旋转。③M 为温度传感器。为电炉加热器件,T④R、控制要求3状态。,各传感器均为0①初始状态时容器是空的,各阀门和搅拌机M均为
OFF B流入容器。Y2同时打开,液体A、②按下启动按钮后,Y1、流入容器。Y3打开,液体C,ON)Y1、Y2关闭,L2③当液面到达中水位时(为 Y3,关闭,搅拌电动机开始搅动。④液面到达高水位时(L1为ON) 10S搅拌均匀后停止,电炉开始加热。⑤搅拌电动机工作,Y4=ON电炉停止加热,电磁阀。温度传感器
⑥当混合液温度达到设定值时,T=ON,R=OFF 放出混合液。打开,又Y1Y45SOFFL3
⑦当液面下降到低水位(为)之后再过,容器放空,关闭、开始下一周期的操作。.
⑧按下停止按钮后,当前工作周期的操作完毕后,返回并停在初始状态。三、
任务实施分配1、I/O控制输入量:PLC根据三种液体混合控制系统的要求,
我们可以得出控制系统的、SL2、液面传感器SL3、停止按钮启动按钮SB1SB2、液面传感器SL1、液面传感器、电磁、电磁阀Y3Y2;控制输出量:搅拌电机M、电磁阀Y1、电磁阀液面传感器SL4 1所示。、电炉加热器R,并对它们进行I/0分配,如表阀Y4表1 多种液体混合的PLC控制I/O分配表
液面传感器液面传感器液面传感器停止按钮温度传感器启动按钮 L3 L2 L1 输入I0.5
I0.2 I0.4
I0.0
I0.1 I0.3
电磁阀Y4 电磁阀Y3 Y1 电磁阀Y2 电炉加热器R 搅拌电机电磁阀输出Q0.4
Q0.5
Q0.1
Q0.0
Q0.2
Q0.3
2、PLC外部硬件接线图
PLC外部硬件接线图如图2 所示。
外部硬件接线图2 PLC图
3、顺序功能图
根据系统要求,设计了PLC控制多种液体混合的顺序功能图,如图3所示。
图3 液体混合顺序功能图
4、梯形图设计
根据顺序功能图编写出梯形图来实现控制要求,如图4所示。
多种液体混合梯形图4 图
①将I0.0合上一下再断开(模拟按下启动按钮),多种液体混合自动控制实训板上Y1,Y2指示灯应该亮,模拟液体A,B流入容器。
②将I0.3合上,模拟液位已经上升至低水位,此时输出不变。
③将I0.2合上,模拟液位已经上升至中水位,实训板上Y1,Y2指示灯应该灭,Y3指示灯应该亮,模拟液体C流入容器。
④将I0.1合上,模拟液位已经上升至高水位,实训板上Y3灯灭,M灯亮,表示开始搅拌。此时注意观察状态表T37监控情况。
⑤观察T37当前值变为0时,电炉H灯亮,表示电炉开始加热。
⑥将I0.5合上,表示混合液温度已达到设定值,此时电炉H熄灭,电磁阀Y4灯亮,代表开始放出混合液。
⑦先后将I0.1、I0.2、I0.5断开,代表水位下降,Y4依然亮。
⑧将I0.3断开,表示液面已下降到低水位,观察状态表T38监控情况。
⑨T38计时到,容器放空,Y4关闭、Y1打开,又开始下一周的操作。
⑩反复运行几次,在某一中间步按下I0.4,观察当前工作周期的操作完毕后,是否返回并停止在初始状态。
五、课程设计总结
这次的“多种混合液体自动混合装置”课程设计使我加深了对PLC这门课程的认识,加强了知识运用能力,自己动手能力还有与别人合作的能力,但是也露出自己的许多不足:
1.不太会查找资料。遇到困难,首先不先查看资料,过多依赖同学和老师的帮助,
不太独立。
2.学习认真程度不够,学习热情不高,基础相对薄弱,掌握知识太少。
3.设计时对时间合理安排上欠妥。但正是这次设计,使我认识到自己的不足,为以后的工作学习找到了方向和前进的动力。
通过这次PLC课程设计实践,我学会了PLC的基本编程方法,对PLC的工作原理和使用方法也有了更深刻的理解。在没有做实践设计以前,我们对知识的掌握都是理论上的,对一些细节不加重视,当我们把自己想出来的程序用到PLC中的时候,问题出现了,不是不能运行,就是运行的结果和要求的结果不相符合。这样,我就只能去查阅资料或者是请教同学,一次又一次的调试程序,最后达到设计要求。不仅使我对.
PLC 的理解得到了加强,也让我看到实践与理论的差距。控制技术在工业应用和工业生产中的重不仅让我了解了PLC通过本次课程设计,能更好的将所学知识
应用到以后的的编程思想,PLC要地位,也使我更深刻的理解了实践中。六、参考文献11-15. :[1]廖常初.PLC编程及应用.北京:机械工业出版社,
20093-24.
2008许光大.S7-200PLC应用技术.上海:机械工业出版社,:[2]45-50. .可编程序控制器应用系统设计南京:人民邮电出版社,2000:[3]郭宗仁.78-80. 2004:..[4]周万珍高鸿斌.PLC分析与设计应用北京:电子工业出版社,5-15. 2005甘肃:西北工业大学出版社,:..S7-200[5]西门子公司手册
枯藤老树昏鸦,小桥流水人家,古道西风瘦马。夕阳西下,断肠人在天涯。