壳牌废锅流程煤气生产合成氨变换装置外供蒸汽零消耗工
艺设计探讨
周明灿,李繁荣
(中国五环工程有限公司,湖北武汉430223)
摘要:介绍了壳牌废锅流程煤气的特点和变换装置工艺余热常见的回收方式,讨论了绝热固定床高水气比变换工艺、绝热固定床低水气比变换工艺和等温变换工艺在壳牌煤气生产合成氨装置中实现外供蒸汽零消耗的实施办法,总结了三种变换工艺实现外供蒸汽零消耗的特点。关键词:壳牌煤气、CO变换、高水气比、低水气比、等温变换反应、蒸汽零消耗、合成氨
Discussion for CO Shift Section additional Steam
Zero-Consumption in Shell Coal Gas by Boiler Process Synthesis
Ammonia Plant
Zhou Ming-can,Li Fan-rong
(China Wuhuan Engineering Company Ltd, Wuhan Hubei 430223)Abstract:introduce the character of Shell coal gas by boiler process and the common process for heat recovery method in CO shift section, discussion the method to achieve additional steam zero-consumption for adiathermal fixed bed high steam/gas ratio CO Shift process, adiathermal fixed bed low steam/gas ratio CO Shift process and isothermal reaction CO shift process in ammonia plant separately, summarized the characters for the three CO shift process to realize additional steam zero-consumption.
Key words:Shell-gas; CO shift; high steam/gas ratio; low steam/gas ratio; isothermal reaction CO shift process; steam zero-consumption; ammonia synthesis
变换工艺流程设计依据原料气的特点、变换气的用途和催化剂的特性,在满足工艺要求的条件下尽量降低装置操作成本和节约建设投资。
壳牌粉煤加压气化工艺大多采用废锅流程冷却煤气,所产煤气压力约3.8MPaA,温度约165℃,含饱和水蒸汽,约20%(摩尔),CO含量高,可以超过70%(干基,摩尔)。在合成氨工厂,当下游气体精制采用液氮洗工艺时,出变换装置的CO浓度降低至约1.5%(干基,摩尔)最节能,其变换装置多采用耐硫变换催化剂。
壳牌废锅流程煤气CO含量高,水汽含量低,目前其配套的合成氨变换装置都需要消耗一定量的外供蒸汽,以满足变换反应深度要求。根据装置的热量平衡,要实现外供蒸汽零消耗,就需要对变换装置的工艺余热进行充分、合理地利用。
1.变换装置工艺余热的回收方式
变换装置工艺余热的回收分为间接换热回收和激冷回收两种方式。
间接换热回收工艺余热可用于过热蒸汽、副产蒸汽、预热锅炉给水等,被加热介质不被工艺介质污染,该过程回收单位热量的设备投资较高。
激冷回收方式根据激冷变换气的目的可分为两种:
一、对反应器段间变换气进行降温增湿。利用高温变换气将喷入的水气化,冷却变换气,同时提高变换气水汽含量(饱和度),用于下一反应器的变换反应。
二、回收变换气的工艺余热。用温度较低的工艺水对变换气进行喷淋冷却,工艺水被加热,这一过程不以提高变换气水汽含量为目的,相反,还可以对变换气中的大量水汽进行冷凝。
激冷回收工艺余热在传热的同时发生传质,通常采用填料进行强化,以减小设备尺寸。直接冷却传热效率高,回收单位热量的设备投资较间接换热方式低。
2.壳牌废锅流程煤气合成氨变换装置外供蒸汽零消耗的设计
壳牌废锅流程煤气合成氨变换装置目前广泛采用多段绝热固定床耐硫变换工艺,根据其关键反应段的水气比高低又分为高水气比和低水气比两种,也可采用等温变换工艺,下面就以某壳牌废锅流程工艺制煤气,年产50万吨合成氨项目为例进行绝热固定床高水气比工艺、绝热固定床低水气比工艺和等温变换工艺实现外供蒸汽零消耗的方法进行讨论。进入变换装置的煤气温度165℃,压力
3.8MPa,总气量168638Nm3/h(干基),组成见表1。公用工程条件,中压蒸汽为
4.3MPaG的饱和蒸汽,用于废热锅炉产汽或激冷变换气的水为130℃。
表1煤气组成
组分CO H2 CO2 CH4 N2 AR H2O H2S Mol/% 50.69 16.99 1.35 0.03 12.32 0.45 17.84 0.32
2.1 采用高水气比绝热变换工艺
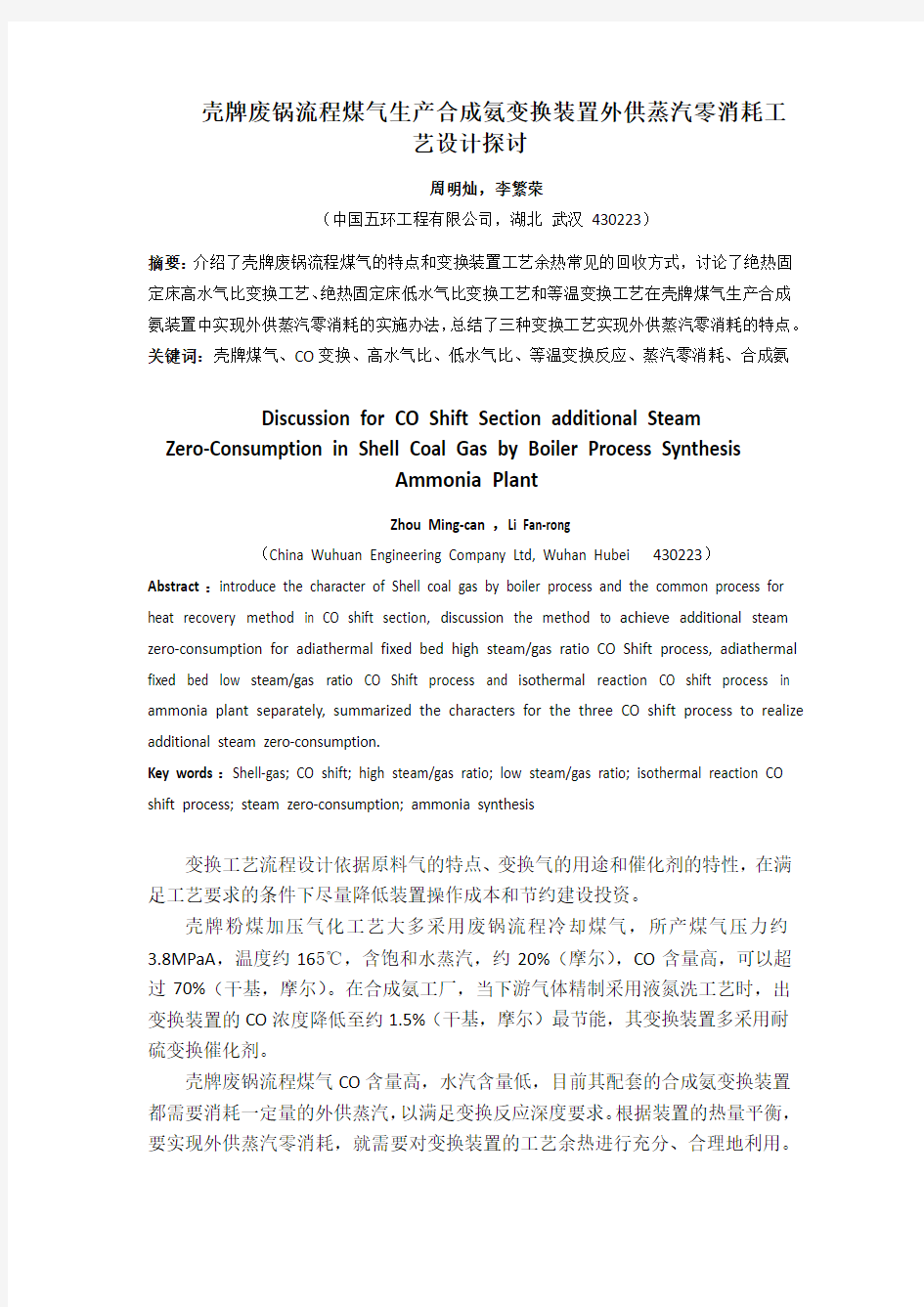
高水气比绝热变换工艺,一变炉须使用不含碱金属的催化剂,该类催化剂低温活性差,在260℃以上才具有较好的反应活性。以表1的煤气组成为例,当入口温度为260℃,采用热力学控制,其出口温度与入口水气比的对应关系见图1。
图1 出口温度与入口水气比的关系
根据图1,兼顾蒸汽加入量和一变炉的热点温度,一变炉入口水气比定为1.8进行高水气比的设计比较合理。
变换反应是一放热平衡反应,其平衡转化率随温度升高而降低,增加反应器段数降低末段反应温度,可实现较高的平衡转化率。目前,壳牌废锅流程煤气合成氨变换装置采用四段反应器居多,本讨论从四段流程开始。
采用传统四段高水气比绝热变换工艺,将煤气中CO含量降到1.5%(干基,摩尔)以下,至少需要消耗外供蒸汽约5t/h,高水气比绝热变换工艺要实现外供蒸汽零消耗,可以通过两种方式:
一、一变炉反应采用动力学控制
一变炉采用动力学控制,即控制一变换炉催化剂装量来控制一变炉的反应深度,达到控制一变炉热点温度的目的,而不单以加入大量蒸汽压温的手段来控制一变炉热点温度,此方案可降低一变炉入口水气比以减少蒸汽消耗,一变炉在不同水气比、不同的平衡温距条件下其热点温度和变换装置蒸汽消耗计算结果见表2。
表2 蒸汽消耗、热点温度与水气比、平衡温距的对应关系
由表2可以得出,要实现外供蒸汽零消耗,需要控制一变炉的入口水气比不超过1.0;为控制一变炉热点温度不超过475℃,一变炉催化剂装量需要保证一变炉反应平衡温距在250℃以上。综合两个限制条件,一变炉设计应满足入口水气比0.7~0.8,催化剂装量满足反应平衡温距在250℃左右。以一变炉入口0.8水气比,平衡温距250℃为例,各变换炉进出口组成及温度参数见表3。约69%的新鲜煤气进入一变炉,31%煤气进入二变炉,一变炉出口高温工艺余热先副产中压蒸汽,再预热入口煤气;二变炉出口变换气先副产中压蒸汽,再激冷增湿;三变炉出口变换气激冷增湿后进入四变炉,四变炉出口变换气预热锅炉给水和变换气激冷水,装置内副产中压蒸汽全部用于一变炉变换反应。
表3 高水气比四段变换流程外供蒸汽零消耗时各变换炉进出口组成和温度参数
一变入口一变
出口
二变
入口
二变
出口
三变
入口
三变
出口
四变
入口
四变
出口
操作温度/℃260 470 220 375 210 276 210 234 CO,mol/% 34.27 15.55 23.71 10.01 9.37 3.57 3.34 1.22 H2,mol/% 11.49 30.21 27.14 40.84 38.24 44.04 41.15 43.26 CO2,mol/% 0.91 19.64 15.39 29.09 27.24 33.04 30.87 32.99 CH4,mol/% 0.02 0.02 0.02 0.02 0.02 0.02 0.02 0.02 N2,mol/% 8.33 8.33 9.26 9.26 8.67 8.67 8.10 8.10 AR,mol/% 0.30 0.30 0.34 0.34 0.32 0.32 0.29 0.29 H2O,mol/% 44.44 25.72 23.89 10.19 15.91 10.11 16.02 13.90 H2S,mol/% 0.22 0.22 0.24 0.24 0.23 0.23 0.21 0.21
二、增加反应器数量
将变换炉数量增加至5台,可以实现外供蒸汽的零消耗。一变炉入口加入蒸汽约38t/h,锅炉给水经过五变炉出口变换气预热后进入废锅和变换气激冷设备,反应器段间余热通过副产中压蒸汽和气化激冷水回收。第一、二变换炉出口废锅分别产汽约8t/h和31t/h,变换装置产汽大于用汽,实现了装置外供蒸汽零消耗,各变换炉进出口组成及温度参数见表4,但需增加一台变换气激冷设备和一台变换炉,增加投资约900万元。
表4 高水气比五段变换各变换炉进出口组成和温度参数
一变入口一变
出口
二变
入口
二变
出口
三变
入口
三变
出口
四变
入口
四变
出口
五变
入口
五变
出口
操作温度/℃260 472 220 429 210 299 210 259 210 226 CO,mol/% 22.03 2.41 34.82 16.57 15.57 7.76 7.12 2.79 2.66 1.22
H2,mol/% 7.38 27.00 20.28 38.52 36.19 43.99 40.32 44.64 42.48 43.92 CO2,mol/% 0.59 20.21 7.55 25.80 24.23 32.03 29.36 33.69 32.06 33.50 CH4,mol/% 0.01 0.01 0.02 0.02 0.02 0.02 0.02 0.02 0.02 0.02 N2,mol/% 5.36 5.36 10.03 10.03 9.42 9.42 8.64 8.64 8.22 8.22 AR,mol/% 0.19 0.19 0.36 0.36 0.34 0.34 0.31 0.31 0.30 0.30 H2O,mol/% 64.29 44.67 26.66 8.41 13.97 6.17 14.00 9.67 14.04 12.60 H2S,mol/% 0.14 0.14 0.26 0.26 0.25 0.25 0.23 0.23 0.21 0.21 以上两种方式均实现了高水气比变换外供蒸汽零消耗,但各有缺点。采用控
制催化剂装量来实现对一变炉热点温度控制的第一方案在实际运用中存在催化
剂装量计算不准确、催化剂活性衰退、装置负荷波动等因素导致反应深度和热点
温度波动,根据类似工程经验,该方案对催化剂计算和生产操作水平要求很高,
难以实现;采用增加反应器数量的第二方案需增加投资约900万元,且装置阻力
降增大,不经济。
2.2 采用低水气比绝热变换工艺
低水气比变换工艺,可使用含碱金属的催化剂,该类催化剂起活温度低,在200℃就具有很好的活性,催化剂用量不比高水气比多,且较低的起活温度有利
于提高平衡转化率。
采用四段低水气比绝热变换工艺,一变炉不补充蒸汽,反应器段间只设一级
热回收(除预热原料煤气外),则需消耗约8t/h的外供蒸汽(加入二变炉)才可
将CO含量降低1.5%(干基,摩尔)以下,要达到装置外供蒸汽零消耗,同样可
有两种方式:
一、反应器段间增加热回收设备,优化工艺余热回收方式,提高一变炉入口
水气比,增加一变炉反应负荷
此方案需在二变炉出口增加一台中压废锅,增加投资约200万元,二变炉出
口变换气先副产蒸汽,再喷水激冷,副产蒸汽加入第一、第二变换炉,工艺流程
见图2,一变炉加入蒸汽量对变换装置出口CO含量和一变炉出口温度的影响见
表5。
图2四段低水气比外供蒸汽零消耗变换工艺流程表5一变蒸汽加入量对变换装置出口CO含量和一变出口温度的影响
序号一变补充蒸汽
kg/h
出变换装置CO含量
%mol
一变入口水气比
一变出口温度
℃
1 0 1.54 0.217 404
2 1000 1.51 0.225 408
3 2000 1.48 0.232 411
4 3000 1.46 0.239 415
5 4000 1.43 0.247 418
6 5000 1.41 0.254 421
7 6000 1.38 0.261 424
8 7000 1.36 0.269 427
9 8000 1.34 0.276 430
10 9000 1.32 0.284 433
11 10000 1.29 0.291 435
通过表5可以看出,只要向一变炉加入大于2t/h的蒸汽,其余副产蒸汽加入二变炉即可将CO变换至1.5%(干基,摩尔)以下。实际工程,考虑一定的余量,可按照向一变炉加入约5t/h的蒸汽进行设计,此时一变炉入口水气比0.254,出口温度421℃,各变换炉进出口组成及温度参数见表6。
表6 四段低水气比外供蒸汽零消耗时各变换炉进出口组成及温度参数表
一变入口一变
出口
二变
入口
二变
出口
三变
入口
三变
出口
四变
入口
四变
出口
操作温度/℃210 421 220 384 210 276 210 230 CO,mol/% 49.19 31.60 24.03 9.51 8.91 3.11 2.99 1.22
H2,mol/% 16.48 34.07 25.91 40.42 37.84 43.64 41.87 43.63 CO2,mol/% 1.31 18.90 14.37 28.88 27.04 32.84 31.51 33.27 CH4,mol/% 0.03 0.03 0.02 0.02 0.02 0.02 0.02 0.02
N2,mol/% 11.96 11.96 9.09 9.09 8.51 8.51 8.17 8.17 AR,mol/% 0.43 0.43 0.33 0.33 0.31 0.31 0.30 0.30
H2O,mol/% 20.27 2.68 26.01 11.50 17.14 11.34 14.93 13.17
H2S,mol/% 0.31 0.31 0.24 0.24 0.22 0.22 0.21 0.21
二、增加反应器数量
反应器段间工艺余热通过工艺水激冷回收,一段入口煤气采用三段出口气体加热,5段变换就可实现在外供蒸汽零消耗条件下将CO变换至1.5%(干基,摩尔)以下,但需增加一台变换气激冷设备和一台变换炉,增加投资约900万元,各变换炉进出口组成及温度参数见表7。
表7 低水气比五段变换流程各变换炉进出口组成和温度参数
一变入口一变
出口
二变
入口
二变
出口
三变
入口
三变
出口
四变
入口
四变
出口
五变
入口
五变
出口
操作温度/℃210 404 220 359 210 309 210 253 210 223 CO,mol/% 50.69 34.70 29.53 17.51 15.23 6.54 6.10 2.31 2.21 1.08 H2,mol/% 16.99 32.97 28.06 40.07 34.86 43.55 40.63 44.42 42.53 43.67 CO2,mol/% 1.35 17.34 14.75 26.77 23.29 31.98 29.84 33.63 32.19 33.33 CH4,mol/% 0.03 0.03 0.02 0.02 0.02 0.02 0.02 0.02 0.02 0.02 N2,mol/% 12.32 12.32 10.49 10.49 9.12 9.12 8.51 8.51 8.15 8.15 AR,mol/% 0.45 0.45 0.38 0.38 0.33 0.33 0.31 0.31 0.30 0.30 H2O,mol/% 17.84 1.86 16.49 4.47 16.91 8.22 14.36 10.57 14.38 13.25 H2S,mol/% 0.32 0.32 0.27 0.27 0.24 0.24 0.22 0.22 0.21 0.21 以上两种方式均可实现低水气比绝热变换工艺外供蒸汽零消耗。从工业运行
数据来看,国内低水气比耐硫变换催化剂完全可以实现壳牌煤气一变炉入口0.25
水气比,热点温度430℃以下不发生明显甲烷化副反应的要求;在二变炉出口增
加中压废锅,提高一变炉入口水气比的第一方案比五段变换方案节省投资约700
万,且装置运行阻力降更低,故第一方案就比第二方案合理。
2.3 采用等温变换工艺
壳牌煤气CO含量高,反应放热量大,采用等温变换工艺不但可以减少反应
器数量和节省反应器段间热回收设备,还可以有效控制反应热点温度,延长催化
剂使用寿命,降低设备、管道的操作温度。壳牌煤气生产合成氨采用一段等温反
应串一段绝热反应即可实现在外供蒸汽零消耗的条件下将CO含量降低至1.5%
(干基,摩尔)以下,其流程见图3,各段进出口组成和温度参数见表8。等温
变换工艺仅用两台反应器即实现外供蒸汽零消耗,主要原因有两点:一是等温反
应热点温度低,平衡转化率高;二是工艺余热通过副产蒸汽加入反应器入口得到
了很好的回收。虽然等温变换工艺有很多优点,但存在等温反应器催化剂装填率较普通固定床反应器低,设备制造难度高,催化剂结块后移出难度大等问题,目前工业上还没有大量使用。
图3 等温变换工艺流程图
表8 等温变换流程各变换炉进出口组成和温度参数
等温段入口等温段出口绝热段入口绝热段出口
操作温度/℃255 270 218 231
CO,mol/% 33.54 2.31 2.31 1.22
H2,mol/% 11.24 42.46 42.46 43.56
CO2,mol/% 0.90 32.12 32.12 33.22
CH4,mol/% 0.02 0.02 0.02 0.02
N2,mol/% 8.15 8.15 8.15 8.15
AR,mol/% 0.30 0.30 0.30 0.30
H2O,mol/% 45.64 14.42 14.42 13.32
H2S,mol/% 0.21 0.21 0.21 0.21 4.结论
(1)以上讨论说明,壳牌废锅流程煤气生产合成氨的变换装置无论采用高水气比绝热变换工艺、低水气比绝热变换工艺还是采用等温变换工艺,均可以实现外供蒸汽零消耗。
(2)装置的热量是平衡的,要实现降低装置能耗,就必须对对装置内的热量进行高效合理地利用。
(3)高水气比绝热变换工艺一变炉须使用不含碱金属的催化剂,该类催化剂起活温度高,一变炉水气比高、入口温度高;要实现外供蒸汽零消耗,无论采用四段变换流程还是采用五段变换流程,均存在明显的不足。
(4)低水气比绝热变换工艺可以全部使用含碱金属的催化剂,其低温活性好,低温有利于提高反应平衡转化率;采用四段变换即可实现外供蒸汽零消耗,流程较简单,无特殊设备。
(5)等温变换工艺只需两台反应器即可实现外供蒸汽零消耗,设备数量少,且运行条件温和,操作控制简单,但等温变换反应器存在设备制造要求高,催化剂结块后移出难度大等问题。
作者简介:周明灿(1983年9月—),男,重庆黔江人,2006年6月毕业于南京工业大学,工程师,从事煤化工净化装置的工艺设计和开车工作。
摘要 变换工段是指一氧化碳与水蒸气反应生成二氧化碳和氢气的过程。一氧化碳变换既是原料气的净化过程,又是原料气制备的继续。目前,变换工段主要采用中变串低变的工艺流程。本设计针对中低温串联变换流程进行设计,对流程中各个设备进行物料、能料衡算、以及设备选型,并绘制了带控制点的流程图。 关键词:合成氨,变换,工艺设计,设备选型
30kt/a Retention Of Ammonia Synthesis Process Preliminary Design Abstact Transform section refers to the reactions that produce carbon dioxide carbon monoxide and hydrogen and water vapor in the process. Carbon monoxide transformation is the gas material purification process, and the preparation of gas material to continue. At present, the transformation mainly by grow string sections of variable process low. This design of low-temperature series transformation process of process design, materials, each device can material calculation, and the equipment selection, and plotted take control in the flow chart and variable furnace equipment assembly drawing. Keywords:ammonia, transformation, process design,equipment choice
煤气净化工艺工艺流程及主要设备煤气净化设施 1概述 煤气净化车间生产规模按2×65 孔5.5m 捣固焦炉焦炉年产130万t 干全焦配套设计。焦炉煤气处理量为75300m3/h(标况)。 煤气净化车间由冷凝鼓风工段、脱硫工段、硫铵工段(含蒸氨系统)、终冷洗涤及粗苯蒸馏工段、油库及其相关的生产辅助设施组成。 2设计原则 对煤气净化车间本着经济、实用、可靠的原则,在满足国家环保、 职业卫生与安全、能源等法规要求的前提下,尽量简化工艺流程,并 合理配备工艺装备,以节省投资和工厂用地。 3设计基础数据 a)煤气量基础数据 焦炉装煤量(干基):206.98t/h 煤气产量:340Nm3/t(干煤) b) 煤气净化指标 表1 煤气净化指标表 序号指标名称单位净化前指标净化后指标 1 NH3g/m36~8 ≤0.05 2 H2S g/m35~7 ≤0.2 3 苯g/m324~40 ≤4 4 焦油g/m3≤0.02 5 萘g/m3≤0.3 4原材料及产品指标
4.1焦油——符合YB/T5075-2010 2号指标 序号指标名称质量指标 1 密度(20℃),g/cm3 1.13~1.22 2 甲苯不溶物(无水基),% ≤9 3 灰分,% ≤0.13 4 水分,% ≤4.0 5 粘度(E80) ≤4.2 6 萘含量(无水基),% ≥7.0(不作考核指标) 4.2硫酸铵—符合GB535-1995一级品 序号指标名称质量指标 1 氮N含量(以干基计),% ≥21 2 含水,% ≤0.3 3 游离酸含量,% ≤0.05 4.3粗苯—符合YB/T5022-1993 序号指标名称质量指标(溶剂用) 1 密度(20℃),g/ml ≤0.900 2 75℃前馏出量(重),% ≤3 3 180℃前馏出量(重),% ≥91% 室温(18~25℃)下目测无可见的不 4 水分: 溶解的水 4.4洗油指标 序号指标名称指标 1 密度(20℃),g/ml 1.03~~1.06 2 馏程(大气压760mmHg),%
主流煤气化技术及市场情况系列展示(之五) 壳牌煤气化技术 技术拥有单位:壳牌全球解决方案国际私有有限公司 壳牌是世界知名的国际能源公司之一。壳牌煤气化技术可以处理石油焦、无烟煤、烟煤、褐煤和生物质。气化炉的操作压力一般在,气化温度一般在1400~1700摄氏度。在此温度压力下,碳转化率一般会超过99%,冷煤气效率一般在80~83%。对于废热回收流程,合成气的大部分显热可由合成气冷却器回收用来生产高压或中压蒸汽;如配合采用低水气比催化剂的变化工艺,在变换单元消耗少量蒸汽即可保证变换深度要求,剩余大量蒸汽可送入全厂蒸汽管网,获得可观的经济效益。 目前,壳牌全球解决方案国际私有有限公司负责壳牌气化技术的技术许可,工艺设计以及技术支持。2007年壳牌成立了北京煤气化技术中心,2012年初,壳牌更是将其全球气化业务总部也从荷兰移师中国,这充分体现了壳牌对中国现代煤化工蓬勃发展的重视,同时壳牌也能更好地利用其全球气化技术能力,贴近市场,为中国客户提供更加快捷周到的技术支持。目前,在北京的壳牌煤气化技术团队可提供从研发、工程设计、培训、现场技术支持以及生产操作和管理的全方位技术支持和服务。 一、整体配套工艺 根据不同的煤质特性以及用户企业的不同生产需求和规划,壳牌开发了下面3种不同炉型: 壳牌废锅流程是当前工业应用经验最丰富的干粉气化技术。它的效率和工艺指标的先进性已经得到了验证和认可,而且在线率也在不断创造新的世界纪录,大部分客户已实现满负荷、长周期、安全、稳定运转。如果业主比较关注热效率,全厂能效和环保效益的话,采用壳牌废锅流程并配合已成功应用的低水气比变换技术应该是最合适稳妥的方案。 壳牌上行水激冷流程特别适合处理有积垢倾向的煤种;适合大型项目,此外投资低,可靠性高。对于比较关注在线率和低投资的业主,采用壳牌上行水激冷流程应该是最合适稳妥的方案。
燃气蒸汽锅炉日常操作规程及注意事项 为了确保锅炉安全经济运行,保障人身安全,锅炉操作人员必须严格执行《锅炉安全技术监察规程》的有关规定和本规程。燃气锅炉正常运行要做到:天然气正常稳定;保持锅炉的整洁,做好交接班的工作;加强对各机械设备和仪表的监察,防止事故发生;司炉工应定期总结操作经验,不断提高操作运行水平。 一、启动前的检查 1、检查所有电机是否干净、干燥可用。 2、检查锅炉压力表、三通旋阀、安全阀、水位计阀门是否打开、排污阀、放空阀、主蒸汽阀是否关闭、管道阀门仪表开启是否灵活可靠。 3、检查天然气管道压力是否满足使用,管道电磁阀启闭是否正常。 4、检查燃烧器点火程序和熄火保护装置,是否灵敏可靠。 5、检查补水箱液位是否正常。 6、检查软化水设备是否正常工作,树脂罐与盐罐(盐即工业用大粒盐)原料是否缺少。 7、检查防爆门的螺丝是否松动,防爆门是否处于关闭状态。 8、检查室内燃气报警器报警是否可靠。 9、其它检查:锅炉进水前,必须查明锅筒上的所有手孔盖均已完全严密关闭;各操作部位都要有良好的照明;操作平台、扶梯、设备应清洁,其上无杂物和垃圾堆放;给水设备、管路及其附件、支吊架等完好,所有水泵试运转10—20分钟正常;汽水管道、阀门都应连
接齐全,管道支吊架应完整牢固;主蒸汽管、给水管道及排污管等法兰连接处应无堵板(盲板);所有阀门和旋塞都应开启灵活,关闭严密。 10、检查锅炉房内的强制通风设施启动并可靠运行。 11、检查锅炉房内的防爆照明设施投入运行,非防爆照明及电气设备全部不得送电或运行。 12、每隔1小时,对燃气管道上的接口处进行一次检查,确认其有无漏气,一旦发现漏气要立即关闭调压柜输出处的总阀。 二、点炉操作规程 1、点火前,先把主电源开关开启,确保控制系统稳定电压 2、锅炉上方的副汽阀打开,主汽阀关闭,水泵系统阀门打开,将锅炉内注水,观察水位计水位控制妥当。 3、燃烧器风机自动开启(此时燃气阀组上的所有阀门都是处于关闭状态)吹扫炉膛内的氧气及上次停炉前残留的天然气,吹扫30秒。吹扫30秒回燃烧器自动捡漏,捡漏通过后开始准备点火。(若连续捡漏3次未通过应及时联系专业技术人员排除故障) 4、吹扫30秒后,燃烧器自动点火,起步时火焰为小火,没有达到锅炉设定压力时自动转为大火燃烧工作指令,燃烧器自动进入正常的工作状态。例如锅炉停炉压力1.0MPa,启炉压力0.7MPa,目标压力0.9MPa,锅炉压力低于0.7MPa时燃烧器自动启动,燃烧器燃烧锅炉升压达到0.9MPa时,燃烧器转换为小火燃烧,锅炉继续升压达到1.0MPa时,燃烧器自动停止工作。
四川理工学院 毕业设计 题目年产五万吨合成氨变换工段工艺初步设计 系别化学工程与工艺 专业无机化工 011 指导教师 教研室主任 学生姓名 接受任务日期 20XX年2月28日 完成任务日期 20XX年6月1日
四川理工学院 毕业论文任务书 材料与化学工程系无机化工专业2001-1 班题目年产五万吨合成氨变换工段工艺初步设计 起迄日期20XX年 2 月25 日起至20XX 年 6 月1日止 指导老师 教研室主任(签名) 系主任(签名) 学生姓名 批准日期20XX 年 2 月25 日 接受任务日期20XX 年 2 月25 日 完成任务日期20XX 年 6 月 1 日
一、设计(论文)的要求: 1、说明书包括前言,合成氨变换工段工序原理,工艺条件及工艺流 程确定,以及主要设备的选择说明,对本设计的评述。 2、计算部分包括物料衡算,热量衡算,有效能利用率计算,主要设备 计算。 3、图纸带控制点的工艺流程图。 二、设计(论文)的原始数据: 天然气成分:以鸿化厂的实际工作数据为依据来进行。 年工作日330天,其余数据自定。 三、参考资料及说明: 《化工工艺设计手册》(上、下册)、《氮肥工艺设计手册》理化数据、《化肥企业产品能平衡》、《小合成氨厂工艺技术与设计手册》、《合成氨工学》、《化工制图》、《化工原理》、《化学工程》、《化工设计概论》以及关于氮肥的其他相关杂志。
目录 1.前言 (4) 2.工艺原理 (4) 3.工艺条件 (5) 4.工艺流程的确定 (6) 5.主要设备的选择说明 (6) 6.对本设计的综述 (6) 第一章变换工段物料及热量衡算 (8) 第一节中变物料及热量衡算 (8) 1.确定转化气组成 (8) 2.水汽比的确定 (8) 3.中变炉一段催化床层的物料衡算 (9) 4.中变炉一段催化床层的热量衡算 (11) 5.中变炉催化剂平衡曲线 (13) 6. 最佳温度曲线的计算 (14) 7.操作线计算 (15) 8.中间冷淋过程的物料和热量计算 (16) 9.中变炉二段催化床层的物料衡算 (17) 10.中变炉二段催化床层的热量衡算 (18) 第二节低变炉的物料与热量计算 (19) 第三节废热锅炉的热量和物料计算 (24) 第四节主换热器的物料与热量的计算 (26) 第五节调温水加热器的物料与热量计算 (28) 第二章设备的计算 (29) 1. 低温变换炉计算 (29) 2. 中变废热锅炉 (31) 及致谢 (35)
年产五十万吨合成氨的原料气制备工艺筛选 合成氨生产工艺流程简介 合成氨因采用的工艺不同其生产流程也有一定的差别,但基本的生产过程都大同小异,基本上由原料气的生产、原料气的净化、合成气的压缩以及氨合成四个部分组成。 ●原料气的合成 固体燃料生产原料气:焦炭、煤 液体燃料生产原料气:石脑油、重油 气体燃料生产原料气:天然气 ●原料气的净化 CO变换 ●合成气的压缩 ●氨的合成 工业上因所用原料制备与净化方法不同,而组成不同的工艺流程,各种原料制氨的典型流程如下: 1)以焦炭(无烟煤)为原料的流程 50年代以前,世界上大多数合成氨厂采用哈伯-博施法流程。以焦炭为原料的吨氨能耗为88GJ,比理论能耗高4倍多。 我国在哈伯-博施流程基础上于50年代末60年代初开发了碳化工艺和三催化剂净化流程: ◆碳化工艺流程将加压水洗改用氨水脱除CO2得到的碳酸氢铵经结晶,分离后作 为产品。所以,流程的特点是气体净化与氨加工结合起来。 ◆三催化剂净化流程采用脱硫、低温变换及甲烷化三种催化剂来净化气体,以替代 传统的铜氨液洗涤工艺。 2)以天然气为原料的流程 天然气先要经过钴钼加氢催化剂将有机硫化物转化成无机硫,再用脱硫剂将硫含量脱除到以下,这样不仅保护了转化催化剂的正常使用,也为易受硫毒害的低温变换催化剂应用提供了条件。 3)以重油为原料的流程 以重油作为制氨原料时,采用部分氧化法造气。从气化炉出来的原料气先清除炭黑,经CO耐硫变换,低温甲醇洗和氮洗,再压缩和合成而得氨。 二、合成氨原料气的制备方法简述 天然气、油田气、炼厂气、焦炉气、石脑油、重油、焦炭和煤,都是生产合成氨的原料。除焦炭成分用C表示外,其他原料均可用C n H m来表示。它们呢在高温下与蒸汽作用生成以H2和CO为主要组分的粗原料气, 这些反应都应在高温条件下发生,而且为强吸热反应,工业生产中必须供给热量才能使其进行。 按原料不同分为如下几种制备方法: ●以煤为原料的合成氨工艺 各种工艺流程的区别主要在煤气化过程。 典型的大型煤气化工艺主要包括固定床碎煤加压气化工艺、德士古水煤浆加压气化工艺以及壳牌干煤粉加压气化工艺。 ①固定床碎煤气化
四种煤气化技术及其应用 李琼玖,钟贻烈,廖宗富,漆长席,周述志,赵月兴 (成都益盛环境工程科技公司,四川成都610012) 摘要:介绍了4种煤气化工艺技术,包括壳牌工艺、德士古水煤浆气化工艺、恩德工艺、灰熔聚流化床气化工艺,对其技术特点、工艺流程、主要设备及应用实例进行了详细阐述,并对4种工艺进行了对比。 关键词:煤气化;壳牌工艺;德士古;恩德工艺;灰熔聚工艺;煤气炉 中图分类号:TQ546文献标识码:A文章编号:1003-3467(2008)03-0004-04 Four Coal Gasification Technologi es and Their Applicati on L I Q iong-ji u,ZHONG Y i-lie,LIAO Zong-fu, QI Chang-xi,ZHOU Shu-zhi,ZHAO Yue-xing (Chengdu Y i s heng Envir on m ent Eng i n eering Techo logy C o.Ltd,Chengdu610012,China) Abst ract:Four coal gasificati o n technologies,inc l u d i n g Shell techno logy,Texaco coa l-w ater sl u rry gasif-i cati o n,Enticknap pr ocess,ash agg l o m erati o n fl u i d ized bed gasification technology are intr oduced,and the technical features,technolog ical process,m ai n equipm ent and app lication exa m p le o f the four techno l o g i e s are descri b ed in detai.l K ey w ords:coal gasification;She ll techno logy;Texaco;Enticknap process;ash agglo m erati o n tech-nology;gas stove 1壳牌粉煤气化制取甲醇合成气 1.1壳牌工艺技术的特点 壳牌煤气化过程(SCGP工艺)是在高温加压下进行的,是目前世界上最为先进的第FG代煤气化工艺之一。按进料方式,壳牌煤气化属气流床气化,煤粉、氧气及蒸汽在加压条件下并流进入气化炉内,在极为短暂的时间内完成升温、挥发分脱除、裂解、燃烧及转化等一系列物理和化学过程。一般认为,由于气化炉内温度很高,在有氧存在的条件下,碳、挥发分及部分反应产物(H2、CO等)以发生燃烧反应为主;在氧气消耗殆尽之后发生碳的各种转化反应,过程进入到气化反应阶段,最终形成以CO、H2为主要成分的煤气离开气化炉。 壳牌粉煤气化的技术特点:1干煤粉进料,加压氮气输送,连续性好,气化操作稳定。气化温度高,煤种适应性广,从无烟煤、烟煤、褐煤到石油焦均可气化,对煤的活性几乎没有要求,对煤的灰熔点范围比其它气化工艺更宽。对于高灰分、高水分、含硫量高的煤种同样适应。o气化温度约1400~1700e,碳转化率高达99%以上,产品气体相对洁净,不含重烃,甲烷含量极低,煤气中有效气体(CO+H2)高达90%以上。?氧耗低,与水煤浆气化相比,氧气消耗低,因而与之配套的空分装置投资可减少。?单炉生产能力大,目前已投入运转的单炉气化压力为3MPa,日处理煤量已达2000t。?气化炉采用水冷壁结构,无耐火砖衬里,维护量少,气化炉内无转动部件,运转周期长,无需备炉。?热效率高,煤中约83%的热能转化在合成气中,约15%的热能被回收为高压或中压蒸汽,总的热效率为98%左右。?气化炉高温排出的熔渣经激冷后成玻璃状颗粒,性质稳定,对环境几乎没有影响。气化污水中含氰化合物少,容易处理,必要时可做到零排放,对环境保护十分有利。à壳牌公司专利气化烧嘴可根据需要选择,气化压力2.5~4.0M Pa,设计保证寿命为8000h,荷兰De m ko lec电厂使用的烧嘴在近4年 收稿日期:2007-10-13 作者简介:李琼玖(1930-),男,教授级高级工程师、研究员,长期从事化工设计、建设、生产工程技术工作,主编5合成氨与碳一化学6、5醇醚燃料与化工产品链工程技术6专著,发表论文百余篇,电话:(028)86782889。
蒸汽锅炉安全操作规程 一、点火前的检查 1、炉内检查:燃烧室内部无杂物和积灰,烟道隔墙无短路,受热面清洁,水冷壁、对流 管、排污管完好,看火孔、人孔完整,炉墙无裂缝,喷燃器工作正常。 2、烟道检查:烟道清洁无积灰,挡板灵活密封性好。 3、进入炉膛和烟道检查时,必须指定专人在外监护。 4、炉火检查:(1)炉墙、看火孔、人孔严密无漏,调风器灵活,各部保温完整无损, 各种部件、零件齐全,梯子、栏杆完好,通道无杂物堆积,照明设备完好。(2)防爆门完好。(3)安全阀有校验标签而且完好灵敏。 5、两侧水位计水位指示一致,无泄漏,显示液位清楚,照明充足,各管道支架、吊架完 整牢固,保温层完整。 6、取样和加药设备及附件良好。 7、压力表、温度表、水位计警示标志规范,各种仪表完整、灵活、准确,照明充足。 二、锅炉点火前的准备 1、检查完毕后,开始向锅炉上合格的水,给水温度应符合说明书的要求,上水应缓慢, 夏季不少于2小时,冬季不少于3小时。 2、水位升到水位计三分之一处应停止上水,检查孔、盖及法兰结合面,堵头和放水阀等 有无渗、漏水现象,若水位有降低现象,必须查明故障原因,及时排除。 3、新安装的锅炉和炉墙重新砌筑后的锅炉必须进行烘炉工作。待烘锅炉有关系统(管线)与其它正在检修或安装的锅炉必须隔开。烘炉的温度、锅炉压力、烘炉的时间必须按厂家使 用说明书的要求进行。 三、锅炉点火 1、检查各系统设备处于待启动状态,各阀门开关位置正确,燃气、燃油符合要求,各仪 表指示正确。然后按点火顺序点火,点火时应将风机档板关到最小,开启烟道档板,通风不 少于15分钟,然后根据不同炉型的操作步骤进行点火。 2、点火应注意监视燃烧情况,若点火不着或发生灭火时,应立即停止供应燃料,停止点 火,开大引风档板,按规定通风后重新点火,点火时,人站在火门侧面,严禁先开燃料阀门 后点火。 3、锅炉投入运行时,热水锅炉应先启动循环水泵,待系统充分循环后才能提高炉温。 四、运行中的调整 1、司炉工必须做到“五勤”、“六稳”:即勤检查、勤看火、勤联系、勤分析、勤调整 和汽压、汽温、汽包水位稳,风压燃烧稳,燃料稳,增减负荷稳。 2、水位保持在低于水位计上部可见边缘25cm,高于水位计下部可见边缘25cm的范围内,调节水位应缓慢、均匀,水位计保持灵活完好,每班至少要冲洗水位计2次,水位报警 器每交班时进行一次音响灯光(报警)试验。 五、排污 1、锅炉排污由化验员现场监视,排污后应进行全面检查,确认各排污阀关闭严密。 2、排污应缓慢进行,防止水冲击,如管道发生严重振动,应停止排污,待故障排除后进 行排污。
工艺流程说明: 将无烟煤(或焦炭)由炉顶加入固定床层煤气发生炉中,并交替向炉内通入空气和水蒸汽,燃料气化所生成的半水煤气经燃烧室、废热锅炉回收热量后送入气柜。 半水煤气由气柜进入电除尘器,除去固体颗粒后依次进入压缩机的Ⅰ、Ⅱ、Ⅲ段,加压到1.9~2.0Mpa,送入脱硫塔,用A.D.A.溶液或其他脱硫溶液洗涤,以除去硫化氢,随后,气体经饱和塔进入热交换器,加热升温后进入一氧化碳变换炉,用水蒸汽使气体中的一氧化碳变为氢。变换后的气体,返回热交换器进行降温,并经热水塔的进一步降温后,进入变换器脱硫塔,以除去变换时产生的硫化氢。然后,气体进入二氧化碳吸收塔,用水洗法除去大部分二氧化碳。脱碳后的原料进入压缩机Ⅳ、Ⅴ段,升压到压缩机12.09~13.0Mpa后,依次进入铜洗塔和碱洗塔,使气体中残余的一氧化碳和二氧化碳含量进一步降至20(ppm)以下,以满足合成氨的要求。 净化后的原料气进入压缩机的最后一段,升压到30.0~32.0 MPa进入滤油器,在此与循环压缩机来的循环气混合,经除油后,进入冷凝塔和氨冷器的管内,再进入冷凝塔的下部,分离出液氨。分离出液氨后的气体进入冷凝塔上部的管间,与管内的气体换热升温后进入氨合成塔。在高温高压并有催化剂存在的条件下,将氮氢气合成氨。出合成塔的气体中,约含氨10~20%,经水冷器与氨冷器将氨液化并分离后,其气体进入循环压缩机循环使用。分离出的液氨进入液氨贮槽。 原料气的制备:制备氢氮比为3:1的半水煤气 即造气。将无烟煤(或焦炭)由炉顶加入固定床层煤气发生炉中,并交替向炉内通入空气和水蒸汽,燃料气化后生成氢氮比为3:1的半水煤气。整个生产过程由煤气发生炉、燃烧室、废热锅炉、气柜等设备组成。 固定床半水煤气制造过程由吹风、上吹制气、下吹制气、二次上吹、空气吹净等5个阶段构成,为了调节氢氮比,在吹风末端要将部分吹风气吹入煤气,这个过程通常称为吹风回收。 吹风阶段:空气从煤气炉的底部吹入,使燃料燃烧,热量贮存于燃料中,为制气阶段碳与水蒸汽的反应提供热量。吹风气经过燃烧室和废热锅炉后放空。 上吹制气阶段:从煤气炉的底部通入混有适量空气的水蒸汽,和碳反应生成的半水煤气经过炉的顶部引出。向水蒸汽中加入的空气称为加氮空气。 下吹制气阶段:将水蒸汽和加氮空气由炉顶送入,生成的半水煤气由炉底引出。 二次上吹制气阶段:水蒸汽和加氮空气自下而上通过燃料层,将炉底残留的半水煤气排净,为下一步送入空气创造安全条件。 空气吹净阶段:从炉底部吹入空气,所得吹风气为半水煤气中氮的主要来源,并将残留的半水煤气加以回收。 以上五个阶段完成了制造半水煤气的主过程,然后重新转入吹风阶段,进入下一个循环。原料气的净化:除去原料气中的硫化氢、二氧化碳等杂质,将一氧化碳转化为氢气本阶段由原料气脱硫、一氧化碳变换、水洗(脱除二氧化碳)、铜洗(脱除一氧化碳)、碱洗(脱除残余二氧化碳)等几个工段构成,主要设备有除尘器、压缩机、脱硫塔、饱和塔、热水塔、一氧化碳变换炉、二氧化碳吸收塔、铜洗塔、碱洗塔等。 脱硫:原料气中硫化物的存在加剧了管道及设备的腐蚀,而且能引起催化剂中毒,必须予以除去。脱硫方法可分为干法脱硫和湿法脱硫两大类。干法脱硫是用固体硫化剂,当气体通过脱硫剂时硫化物被固体脱硫剂吸附,脱除原料气中的少量硫化氢和有机硫化物。一般先进行湿法脱硫,再采用干法脱硫除去有机物和残余硫化氢。湿法脱硫所用的硫化剂为溶液,当含硫气体通过脱硫剂时,硫化物被液体剂吸收,除去气体中的绝大部分硫化氢。 CO变换:一氧化碳对氨催化剂有毒害,因此在原料气进入合成氨工序之前必须将一氧
焦炉煤气净化工艺流程的选择 (2011-01-24 13:14:42) 标签: 分类:焦化类 煤化工 杂谈 笑看人生 摘要:本文对我国煤气净化工艺的发展进行了回顾,提出了我国焦炉煤气净化工艺发展的方向以及选择工艺流程的原则。并推荐采用的焦炉煤气净化工艺流程以及各单元中应采用的行之有效的环保、节能技术。 1 焦炉煤气净化工艺的历史回顾 我国焦炉煤气净化发展是与炼焦工业的发展紧密相连的。建国以前,我国焦化工业几乎是一片空白。建国以来,随着炼焦工业的发展,煤气净化工艺从无到有,蓬勃发展,技术水平和装备水平得到了不断提高。概括起来,大体上经历了三个阶段。第一个阶段是从20世纪50年代末到60年代中期,我国焦化厂的焦炉煤气净化工艺主要是以50年代从原苏联引进的工艺为基础、消化翻板饱和器法生产硫铵的老流程,以当时的武钢焦化厂、包钢焦化厂、鞍钢化工总厂、太钢焦化厂、马钢焦化厂等一批大型厂为代表。但该工艺存在流程陈旧、能耗高、环保措施不健全、装备水平低等问题。主要表现在初冷采用立管冷却器,冷却效率低;硫铵装置设备庞大,煤气阻力大,产品质量差,设备腐蚀严重;没有配套建设脱硫装置,终冷系统不能闭路,对大气和水体污染严重;在粗苯蒸馏系统采用蒸汽法,不但耗用大量蒸汽,产品质量也得不到保证。第二阶段是从60年代中期至70年代末期,随着我国自行设计的58型焦炉不断推广及炭化室高5.5米焦炉的诞生,对煤气净化工艺开展了与石油、化工行业找差距进行技术革新的阶段。在广大技术人员的努力下,在此期间我们将初冷流程改为二段冷却;开发了多种油洗萘代替终冷水洗萘;研制成功了终冷水脱氰生产黄血盐,解决了终冷水的污
合成氨工艺流程标准化管理部编码-[99968T-6889628-J68568-1689N]
将无烟煤(或焦炭)由炉顶加入固定床层煤气发生炉中,并交替向炉内通入空气和水蒸汽,燃料气化所生成的半水煤气经燃烧室、废热锅炉回收热量后送入气柜。 半水煤气由气柜进入电除尘器,除去固体颗粒后依次进入压缩机的Ⅰ、Ⅱ、Ⅲ段,加压到~,送入脱硫塔,用溶液或其他脱硫溶液洗涤,以除去硫化氢,随后,气体经饱和塔进入热交换器,加热升温后进入一氧化碳变换炉,用水蒸汽使气体中的一氧化碳变为氢。变换后的气体,返回热交换器进行降温,并经热水塔的进一步降温后,进入变换器脱硫塔,以除去变换时产生的硫化氢。然后,气体进入二氧化碳吸收塔,用水洗法除去大部分二氧化碳。脱碳后的原料进入压缩机Ⅳ、Ⅴ段,升压到压缩机~后,依次进入铜洗塔和碱洗塔,使气体中残余的一氧化碳和二氧化碳含量进一步降至20(ppm)以下,以满足合成氨的要求。 净化后的原料气进入压缩机的最后一段,升压到~MPa进入滤油器,在此与循环压缩机来的循环气混合,经除油后,进入冷凝塔和氨冷器的管内,再进入冷凝塔的下部,分离出液氨。分离出液氨后的气体进入冷凝塔上部的管间,与管内的气体换热升温后进入氨合成塔。在高温高压并有催化剂存在的条件下,将氮氢气合成氨。出合成塔的气体中,约含氨10~20%,经水冷器与氨冷器将氨液化并分离后,其气体进入循环压缩机循环使用。分离出的液氨进入液氨贮槽。 原料气的制备:制备氢氮比为3:1的半水煤气 即造气。将无烟煤(或焦炭)由炉顶加入固定床层煤气发生炉中,并交替向炉内通入空气和水蒸汽,燃料气化后生成氢氮比为3:1的半水煤气。整个生产过程由煤气发生炉、燃烧室、废热锅炉、气柜等设备组成。 固定床半水煤气制造过程由吹风、上吹制气、下吹制气、二次上吹、空气吹净等5个阶段构成,为了调节氢氮比,在吹风末端要将部分吹风气吹入煤气,这个过程通常称为吹风回收。 吹风阶段:空气从煤气炉的底部吹入,使燃料燃烧,热量贮存于燃料中,为制气阶段碳与水蒸汽的反应提供热量。吹风气经过燃烧室和废热锅炉后放空。上吹制气阶段:从煤气炉的底部通入混有适量空气的水蒸汽,和碳反应生成的半水煤气经过炉的顶部引出。向水蒸汽中加入的空气称为加氮空气。 下吹制气阶段:将水蒸汽和加氮空气由炉顶送入,生成的半水煤气由炉底引出。二次上吹制气阶段:水蒸汽和加氮空气自下而上通过燃料层,将炉底残留的半水煤气排净,为下一步送入空气创造安全条件。 空气吹净阶段:从炉底部吹入空气,所得吹风气为半水煤气中氮的主要来源,并将残留的半水煤气加以回收。 以上五个阶段完成了制造半水煤气的主过程,然后重新转入吹风阶段,进入下一个循环。原料气的净化:除去原料气中的硫化氢、二氧化碳等杂质,将一氧化碳转化为氢气本阶段由原料气脱硫、一氧化碳变换、水洗(脱除二氧化碳)、铜洗(脱除一氧化碳)、碱洗(脱除残余二氧化碳)等几个工段构成,主要设备有除尘器、压缩机、脱硫塔、饱和塔、热水塔、一氧化碳变换炉、二氧化碳吸收塔、铜洗塔、碱洗塔等。 脱硫:原料气中硫化物的存在加剧了管道及设备的腐蚀,而且能引起催化剂中毒,必须予以除去。脱硫方法可分为干法脱硫和湿法脱硫两大类。干法脱硫是用固体硫化剂,当气体通过脱硫剂时硫化物被固体脱硫剂吸附,脱除原料气中的少量硫化氢和有机硫化物。一般先进行湿法脱硫,再采用干法脱硫除去有机物和残余硫化氢。湿法脱硫所用的硫化剂为溶液,当含硫气体通过脱硫剂时,硫化物被液体剂吸收,除去气体中的绝大部分硫化氢。
工艺原理 壳牌煤气化过程是在高温、加压条件下进行的,煤粉、氧气及少量蒸汽在加压条件下并流进入气化炉内,在极为短暂的时间内完成升温、挥发分脱除、裂解、燃烧及转化等一系列物理和化学过程。由于气化炉内温度很高,在有氧条件下,碳、挥发分及部分反应产物(H2和CO 等)以发生燃烧反应为主,在氧气消耗殆尽之后发生碳的各种转化反应,即气化反应阶段,最终形成以CO和H2为主要成分的煤气离开气化炉。 工艺流程 目前,壳牌煤气化装置从示范装置到大型工业化装置均采用废锅流程,激冷流程的壳牌煤气化工艺很快会推向市场。 原料煤经破碎由运输设施送至磨煤机,在磨煤机内将原料煤磨成煤粉(90%<100μm)并干燥,煤粉经常压煤粉仓、加压煤粉仓及给料仓,由高压氮气或二氧化碳气将煤粉送至气化炉煤烧嘴。来自空分的高压氧气经预热后与中压过热蒸汽混合后导入煤烧嘴。煤粉、氧气及蒸汽在气化炉高温加压条件下发生碳的氧化及各种转化反应。气化炉顶部约1500℃的高温煤气经除尘冷却后的冷煤气激冷至900 ℃左右进入合成气冷却器。经合成气冷却器回收热量副产高压、中压饱和蒸汽或过热蒸汽后的煤气进入干式除尘及湿法洗涤系统,处理后的煤气中含尘量小于1 mg/m3送后续工序。 湿洗系统排出的废水大部分经冷却后循环使用,小部分废水经闪蒸、沉降及汽提处理后送污水处理装置进一步处理。闪蒸汽及汽提气可作为燃料或送火炬燃烧后放空。 在气化炉内气化产生的高温熔渣,自流进入气化炉下部的渣池进行激冷,高温熔渣经激冷后形成数毫米大小的玻璃体,可作为建筑材料或用于路基。 技术特点 (1)煤种适应性广 对煤种适应性强,从褐煤、次烟煤、烟煤到无烟煤、石油焦均可使用,也可将2种煤掺混使用。对煤的灰熔点适应范围比其他气化工艺更宽,即使是较高灰分、水分、硫含量的煤种也能使用。 (2)单系列生产能力大 目前已投人生产运行的煤气化装置单台气化炉投煤量达到2000 t/d 以上。
10t/h 燃气锅炉操作规程 编制:王世锋 校对: 审核:
东营奥星石油化工有限公司 二零一七年十二月
目录 第一部分锅炉简介........................................................................................................ 一、WNS 型系列蒸汽锅炉的型号意义 (1) 二、锅炉结构和技术特点 (1) 三、锅炉及除氧器结构介绍 (2) 四、煮炉 (4) 第二部分锅炉使用说明................................................................................................. 一、燃气锅炉的运行 (5) 二、锅炉的升火及升温 (6) 三、锅炉的停炉 (7) 四、锅炉的排污 (8) 五、水位计的冲洗 (8) 六、锅炉水质分析方法 (9) 七、正常运行与管理 (10) 八、锅炉运行中常见事故处理 (11) 九、锅炉辅助设备表 (14) 十、附表:锅炉控制器使用说明 (15)
第一部分锅炉简介 一、WNS 型系列蒸汽锅炉的型号意义 以WNS10-1.25-Y (Q)为例:表示卧式内燃锅炉,额定蒸发量为10t/h ,额定蒸汽压力1.25MPa ,蒸汽温度为饱和温度,燃用油(气)的蒸汽锅炉。 二、锅炉结构和技术特点 1、WNS 系列全自动燃油(气)蒸汽锅炉,采用快装卧式内燃双回程湿背烟火管 锅炉型式。锅炉本体采用下置式波形炉胆,回燃室和波形炉胆、螺纹烟管相连接。高温 烟气火焰在炉胆内进行辐射放热后,经回燃室折向螺纹烟管进行对流传热后,进入前烟箱;高温烟气向后进入节能冷凝器,经充分换热后,最后通过烟囱排入大气。 2、WNS 系列全自动蒸汽锅炉,采用快装卧式内燃三回程湿背烟火管锅炉型式, 其中1t/h 的锅炉为中心回焰燃烧结构,其余的为顺流燃烧结构。锅炉本体采用下置式波形炉胆,烟气分三个回程,燃料在炉胆内正压燃烧,经过回烟室进入对流螺纹烟管,再 从前烟箱折回对流烟管,再进入节能器进行对流传热,最后通过烟囱排入大气。烟气三 回程在炉内的停留时间长,利于降低排烟温底,提高锅炉效率。 3、锅炉前烟箱装有活动烟箱盖,拆、装检修方便。锅炉配有整体式燃烧器,具有 启动快,效率高,高度自动化等特点,适用于各种需要提供生活、民用及工业用蒸汽的 地方。 4、锅炉具有超气压保护、水位自动调节、缺水保护、意外熄火停炉保护、程序启 动等完善功能。
毕业设计 题目年产五万吨合成氨变换工段工艺初步设计 系别化学工程与工艺 专业 指导教师 教研室主任 学生姓名 接受任务日期 完成任务日期
四川理工学院 毕业论文任务书 指导老师 教研室主任(签名) 系主任(签名) 学生姓名 批准日期2005 年 2 月25 日接受任务日期2005 年 2 月25 日完成任务日期2005 年 6 月 1 日
一、设计(论文)的要求: 1、说明书包括前言,合成氨变换工段工序原理,工艺条件及工艺流 程确定,以及主要设备的选择说明,对本设计的评述。 2、计算部分包括物料衡算,热量衡算,有效能利用率计算,主要设备 计算。 3、图纸带控制点的工艺流程图。 二、设计(论文)的原始数据: 天然气成分:以鸿化厂的实际工作数据为依据来进行。 年工作日330天,其余数据自定。 三、参考资料及说明: 《化工工艺设计手册》(上、下册)、《氮肥工艺设计手册》理化数据、《化肥企业产品能平衡》、《小合成氨厂工艺技术与设计手册》、《合成氨工学》、《化工制图》、《化工原理》、《化学工程》、《化工设计概论》以及关于氮肥的其他相关杂志。
目录 1.前言 (4) 2.工艺原理 (4) 3.工艺条件 (5) 4.工艺流程的确定 (6) 5.主要设备的选择说明 (6) 6.对本设计的综述 (6) 第一章变换工段物料及热量衡算 (8) 第一节中变物料及热量衡算 (8) 1.确定转化气组成 (8) 2.水汽比的确定 (8) 3.中变炉一段催化床层的物料衡算 (9) 4.中变炉一段催化床层的热量衡算 (11) 5.中变炉催化剂平衡曲线 (13) 6. 最佳温度曲线的计算 (14) 7.操作线计算 (15) 8.中间冷淋过程的物料和热量计算 (16) 9.中变炉二段催化床层的物料衡算 (17) 10.中变炉二段催化床层的热量衡算 (18) 第二节低变炉的物料与热量计算 (19) 第三节废热锅炉的热量和物料计算 (24) 第四节主换热器的物料与热量的计算 (26) 第五节调温水加热器的物料与热量计算 (28) 第二章设备的计算 (29) 1. 低温变换炉计算 (29) 2. 中变废热锅炉 (31) 参考文献及致谢 (35)
煤气净化工艺工艺流程及主要设备 煤气净化设施 1概述 煤气净化车间生产规模按2×65 孔5.5m 捣固焦炉焦炉年产130万t 干全焦配套设计。焦炉煤气处理量为75300m3/h(标况)。 煤气净化车间由冷凝鼓风工段、脱硫工段、硫铵工段(含蒸氨系统)、终冷洗涤及粗苯蒸馏工段、油库及其相关的生产辅助设施组成。 2设计原则 对煤气净化车间本着经济、实用、可靠的原则,在满足国家环保、 职业卫生与安全、能源等法规要求的前提下,尽量简化工艺流程,并 合理配备工艺装备,以节省投资和工厂用地。 3设计基础数据 a)煤气量基础数据 焦炉装煤量(干基):206.98t/h 煤气产量:340Nm3/t(干煤) b) 煤气净化指标 表1 煤气净化指标表 序号指标名称单位净化前指标净化后指标 1 NH3g/m36~8 ≤0.05 2 H2S g/m35~7 ≤0.2 3 苯g/m324~40 ≤4 4 焦油g/m 3 ≤0.02 5 萘g/m 3 ≤0.3 4原材料及产品指标 4.1焦油——符合YB/T5075-2010 2号指标 序号指标名称质量指标 1 密度(20℃),g/cm3 1.13~1.22
序号指标名称质量指标 2 甲苯不溶物(无水基),% ≤9 3 灰分,% ≤0.13 4 水分,% ≤4.0 5 粘度(E80) ≤4.2 6 萘含量(无水基),% ≥7.0(不作考核指标)4.2硫酸铵—符合GB535-1995一级品 序号指标名称质量指标 1 氮N含量(以干基计),% ≥21 2 含水,% ≤0.3 3 游离酸含量,% ≤0.05 4.3粗苯—符合YB/T5022-1993 序号指标名称质量指标(溶剂用) 1 密度(20℃),g/ml ≤0.900 2 75℃前馏出量(重),% ≤3 3 180℃前馏出量(重),% ≥91% 4 水分:室温(18~25℃)下目测无可见的不 溶解的水 4.4洗油指标 序号指标名称指标 1 密度(20℃),g/ml 1.03~~1.06 2 馏程(大气压760mmHg),% 230℃前馏出量(容),% ≥3.0 300℃前馏出量(容),% ≥90.0 3 酚含量(容),% ≤0.5 4 萘含量(重),% ≤8 5 水分≤1.0
《化工工艺设计任务书》
变换工艺设计说明书 设计题目小合成氨厂低温变换工段工艺设计 课题来源小合成氨厂低温变换工段工艺设计变换工段化学工艺设计标准变换工段在合成氨生产起的作用既是气体净化工序,又是原料气的再制造工序,经过变换工段后的气体中的CO含量大幅度下降,符合进入甲烷化或者铜洗工段气质要求。 要求:1.绘制带控制点的工艺流程图 2.系统物料、能量衡算 3.系统主要设备能力及触媒装填量核算 4?该工段设备多,工艺计算复杂,分变换炉能力及触媒装填量核算、系统热量核算和系统水循环设备及能力核算。 变换工艺流程 低压机四段来的半水煤气压力 2.0 MPa,温度40C的半脱气经热水洗涤塔除去气体中的油 污、杂质,进入饱和塔下部与上部喷淋下来的166?175 C的热水逆流接触,进行传质传热, 使气体中的水汽含量接近饱和,从塔顶出来到蒸汽喷射器,补入外管来的高压蒸汽,进一步 提高气体的温度和水气比,使出0/干气=0.6?0.7。达到变换所需的液气比值。接着气体进 入半水煤气换热器I,半水煤气换热器n管内加热,温度升至300 C,经过加压电炉进入中 变炉内。中变炉触媒分三段,每段各装一层触媒,上段出口变换气CO含量13?15%,温度 437C,通过甲烷化加热器壳程换热和增湿器降温,增湿温度降至370C进入中变二段,二 段出口CO变换率8?9%,温度403 C进入增温器,三段出口变换气中,CO 3?3.5%,温度386C,经过半水煤气换热器n和半水煤气换热器I的管间,加热进中变的半水煤气,温度降至285C 然后进入一水加热器被管内的循环热水降温至185C,进入低变炉进行低温变换。 低变炉触媒分上、下两段,每段各层一层耐硫变换催化剂,上段出口变换气温度222C,含CO 0.5?0.6%,进入段间冷却器管间,温度降至190C,进入低变炉下段反应,出口变换气 温度232 C,含CO 0.2?0.3%,进入二水加热器降温后,温度170 C进入热水塔与饱和塔底 出来的热水逆流接触,进行传质传热,进一步降温并回收热量,147C的变换气接着又进入 脱盐水预热器管内与来自脱盐水站的脱盐水换热后进入变换气水冷器管间,出来后温度降至 40 C,在变换气水分离器内,分离冷凝水后去变脱工段。 变换工段化学工艺设计原则 1.入工序气体流量:6000kmol/h (干基)压力: 2.47Mpa温度:40 C 2.入口气体组分:CO%=2.01% CO2%=10.95% 出%=41.49% 2%=1 3.93% CH4%=0.21% H2O%=31.23% Ar=0.18 %(体积比) 3.出口气体组分:CO% < 0.34% (体积比) 目录
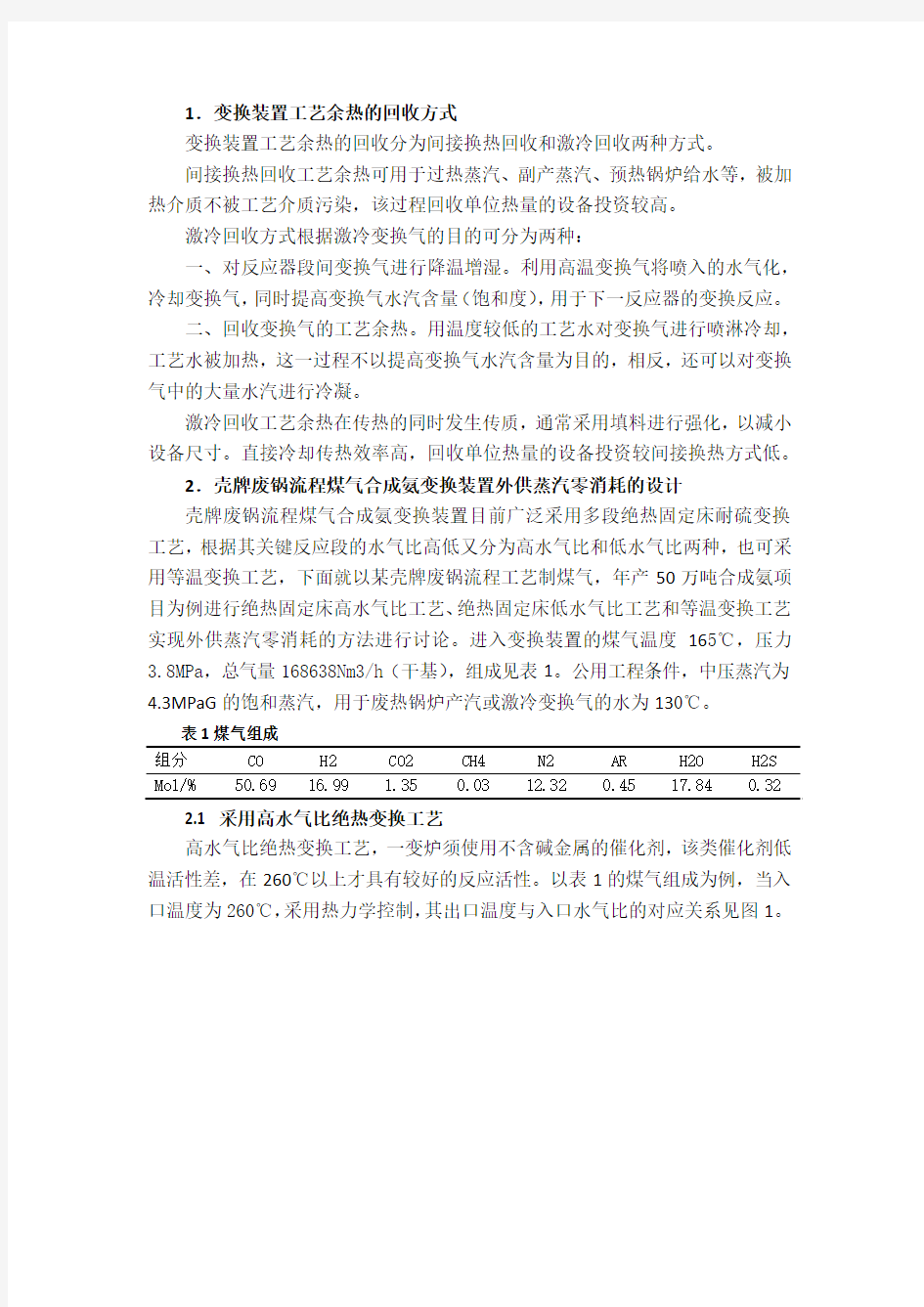
石油化工建设10. 03 图1气化炉整体模型 1气化炉概况 近年来,随着煤化工的兴起,煤液化技术、煤制甲醇、油改煤在国内大批推进,其中壳牌气化炉(以下简称:气化炉)是采用最多的设备之一,如神华煤制油、中原大化50万t 甲醇装置、大唐多伦168万t 甲醇46万t 煤基烯烃均采用壳牌专利技术。壳牌气化炉一律为专利设备整体引进,并由外商进行总体设计,其壳体部分大致分由两个国家制造:西班牙、印度L &T 公司;内件部分由荷兰SEG 公司设计,分别由西班牙和L &T 公司制造;其结构形式为膜式水冷壁结构。1.1气化炉总体介绍 气化炉主要由壳体和内件组成。其中壳体分为反应器(Re-actor )+激(急)冷管(Quench Pipe )(位号:V1301),合成气冷却器(Syngas Cooler )+气体返回室(Gas Return Chamber )(位号:V1302),输气管(Transfer Duct )(位号:V1303)。内件分为渣池(位号:V1401)、激冷管中压蒸汽发生器(位号:E1301)、输气管中压蒸汽发生器(位号:E1302)、合成气冷却器中压蒸汽发生器(位号:E1303)、气化炉反应器中压蒸汽发生器(位号:E1320)以及气体返回室内的立管(主管)和斜管(支管)等七部分。1.2设备材料及设备规格 气化炉整体重量约1300t 。壳体主要材质为SA387GR11CL2;在反应器段、合成气冷却器段有一部分材质为复合材料SA387GR11CL2+NO8825;最大壁厚285mm ;壳体最大内径Φ4630mm ;需要现场组对焊缝处的壁厚为65~90mm ;整体长段50.2m 。气化炉整体模型如图1所示。1.3设备分段(以2000t 炉子为例) 为了满足设备内陆道路运输及组焊吊装要求,在初步设计期间,技术方案的讨论必须有制造厂商参加,他们必须充分考虑 管口方位、外壳外部尺寸等因素,并按照以下尺寸和重量极限进 行设计分段: (1)组件高度最高5.1m ;(2 )组件宽度最大7m ;(3)组件长度最长25.00m ;(4)组件重量 最大150t 。 具体的设备分段情况列表如表1、表2所示:(注大唐3000t 炉子分段的几何尺寸及重量略大些) 壳牌气化炉的现场组焊技术 ■肖晓磊 中国化学工程第十一建设公司河南开封 475002 摘 要通过与壳牌公司技术交流,借鉴国外压力容器组焊的先进经验,在国内中石化油改煤工程投料调试的经验基础上, 结合大型气化炉组焊技术的工程实例,阐述一项成熟的气化炉现场组焊技术。本文着重于描述施工程序(组装流程) 、组对与焊接、内件安装。对于无损检测、消除应力热处理、液压试验、衬里等仅做一般性介绍。关键词壳牌技术气化炉现场组对 焊接 中图分类号TG44 文献标识码B 文章编号1672-9323(2010)03-0035-08 35