第23卷第1期 西南民族学院学报 自然科学版Journal of Southw est N ati onalities Co llege N atural Science Editi on Feb .1997数字P I D 控制原理及其应用
秦沿海
(西南民族学院计算机科学及工程系)
摘 要 在工业过程控制系统中,计算机控制系统是用微型计算机作数字P I D 控制器,利用软件实现P I D 控制算法,很容易通过修改程序而改变控制算法
.工业喂料系统中大量使用此类控制系统.关键词 流量,过程,控制,给料机,调节器
中图索引号 T P 27
多年以来,在过程控制中,按偏差的比例P 、积分I 和微分D 进行控制的P I D 调节器是应用最为广泛的一种自动控制器.在计算机用于生产过程以前,连续过程控制系统中采用的气动、液动和电动的P I D 调节器几乎一直占垄断地位
.由最优控制理论可以证明,它能适应不少工业对象的控制要求,故至今仍然是一种最基本的控制方式.计算机的出现和它在过程控制中的应用使这种情况开始有所改变.然而在目前,即使在过程计算机控制中,P I D 控制仍然是应用最广泛的控制方法.
1 数字P I D 调节器及其控制算法
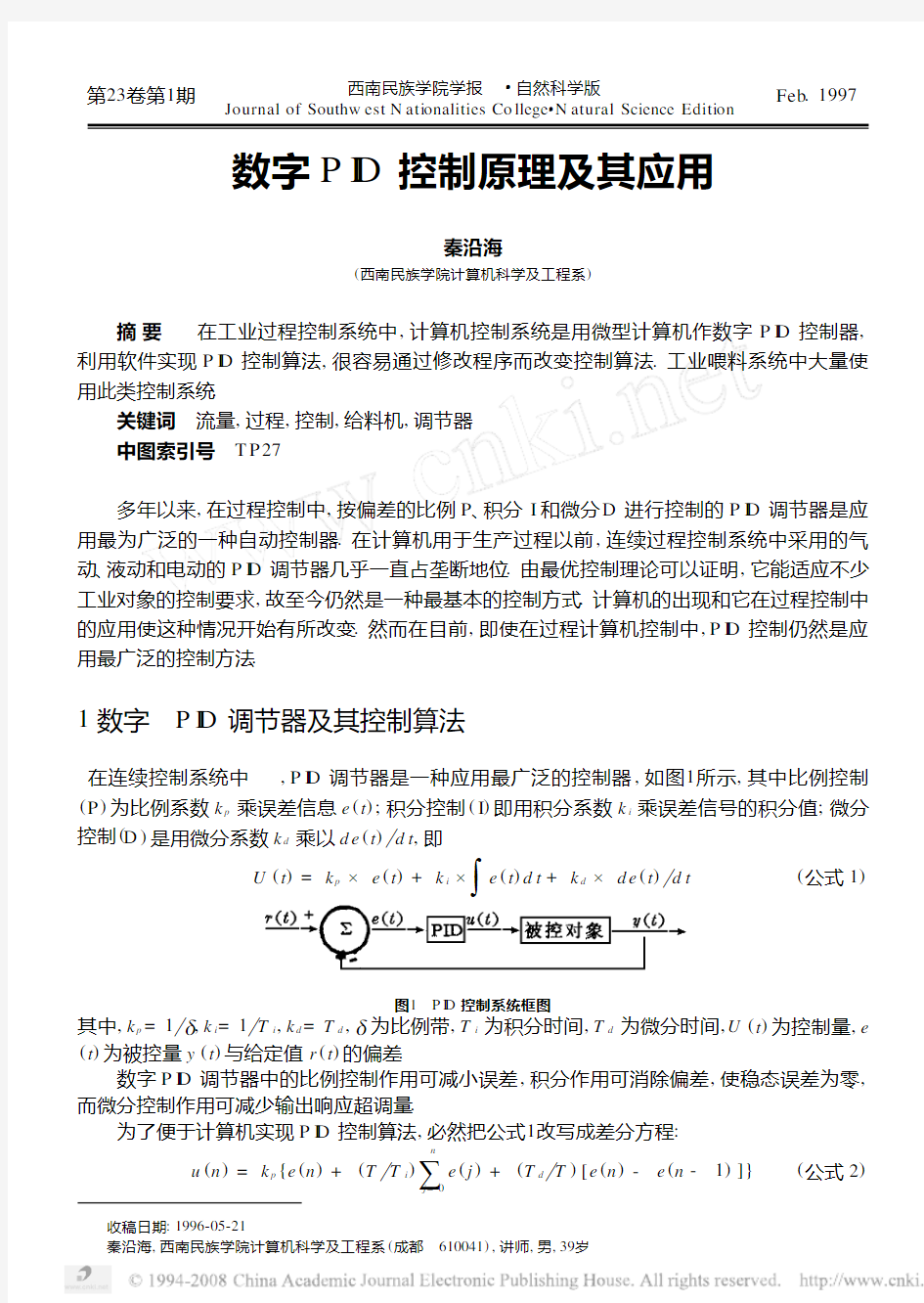
在连续控制系统中,P I D 调节器是一种应用最广泛的控制器,如图1所示,其中比例控制(P )为比例系数k p 乘误差信息e (t );积分控制(I )即用积分系数k i 乘误差信号的积分值;微分控制(D )是用微分系数k d 乘以d e (t ) d t ,即
U (t )=k p ×e (t )+k i ×∫e (t )d t +k d ×d e (t ) d t (公式1)
图1 P I D 控制系统框图
其中,k p =1 ?,k i =1 T i ,k d =T d ,?为比例带,T i 为积分时间,T d 为微分时间,U (t )为控制量,e (t )为被控量y (t )与给定值r (t )的偏差.
数字P I D 调节器中的比例控制作用可减小误差,积分作用可消除偏差,使稳态误差为零,而微分控制作用可减少输出响应超调量.
为了便于计算机实现P I D 控制算法,必然把公式1改写成差分方程:
u (n )=k p {e (n )+(T T i )∑n
j =0e (j )+
(T d T )[e (n )-e (n -1)]}(公式2)
收稿日期:1996205221
秦沿海,西南民族学院计算机科学及工程系(成都 610041),讲师,男,39岁
05西南民族学院学报 自然科学版 第23卷
其中,u(n)为第n时刻的控制量,T为采样周期,n为采样序号,n=0,1,2,…;e(n-1)和e(n)分别为第(n-1)和第n次采样所得的偏差.
公式2称为理想微分P I D数字调节器,由此式可知,数字P I D调节器的输出u(n)也和执行机构的位置对应,故称此式为位置型算式.
为了编制程序方便,也可将公式2改写为
u(n)=u(n-1)+?u(n)(公式3)
?u(n)=q0e(n)+q1e(n-1)+q2e(n-2)(公式4)其中,u(n-1)为第(n-1)时刻的控制量,?u(n)对应于第n时刻位置的增量,q0=k p(1+T T i +T d T),q1=-k p(1+2T d T),q2=k p T d T.
由于公式4中的?u(n)对应于第n时刻位置的增量,故称此式为增量型算式.采用增量型算式计算u(n)的优点是,编制程序简单,历史数据可以递推使用,且占用存储单元少,运算速度快.
理想微分P I D控制的实际控制效果并不理想,从阶跃响应看,它的微分作用只能维持一个采样周期.由于工业用执行机构的动作速度受到限制,致使偏差大时,微分作用不能充分发挥.因此,在实际应用中,通常采用含有实际微分的P I D控制算式:
?u(n)=C1?u(n-1)+C2e(n)+C3e(n-1)+C4e(n-2)(公式5)其中,C1=b1 b2;b1=T d (K d*T);b2=1+b1;C2=(K p b2)*(1+T T i+T d T);C3=-(K p b2)*(1+2*T d T);C4=(K p*T d) (b2*T).
实际微分P I D调节器的控制品质较好,其原因是微分作用能缓慢地持续多个采样周期,使得一般的工业用执行机构能较好地跟踪微分作用输出.由于实际微分P I D算式中含有一阶惯性环节,具有数字滤波的能力,因此,抗干扰能力也较强.
数字P I D控制系统需要通过参数设置才能正常运行,主要参数有比例带?、积分时间T i、微分时间T d、微分增益K d和采样周期T.
2 滑槽式固体流量给料机原理
滑槽式固体流量给料机是当前工业控制中具有广阔发展前景的一种机电一体化设备.是选用高精度荷重传感器及微机控制的计量控制设备.它调节范围宽、精度高、性能稳定、抗干扰性能强、适应能力强、可靠性高.可对散粒物料进行自动连续定量给料、计量、配料.
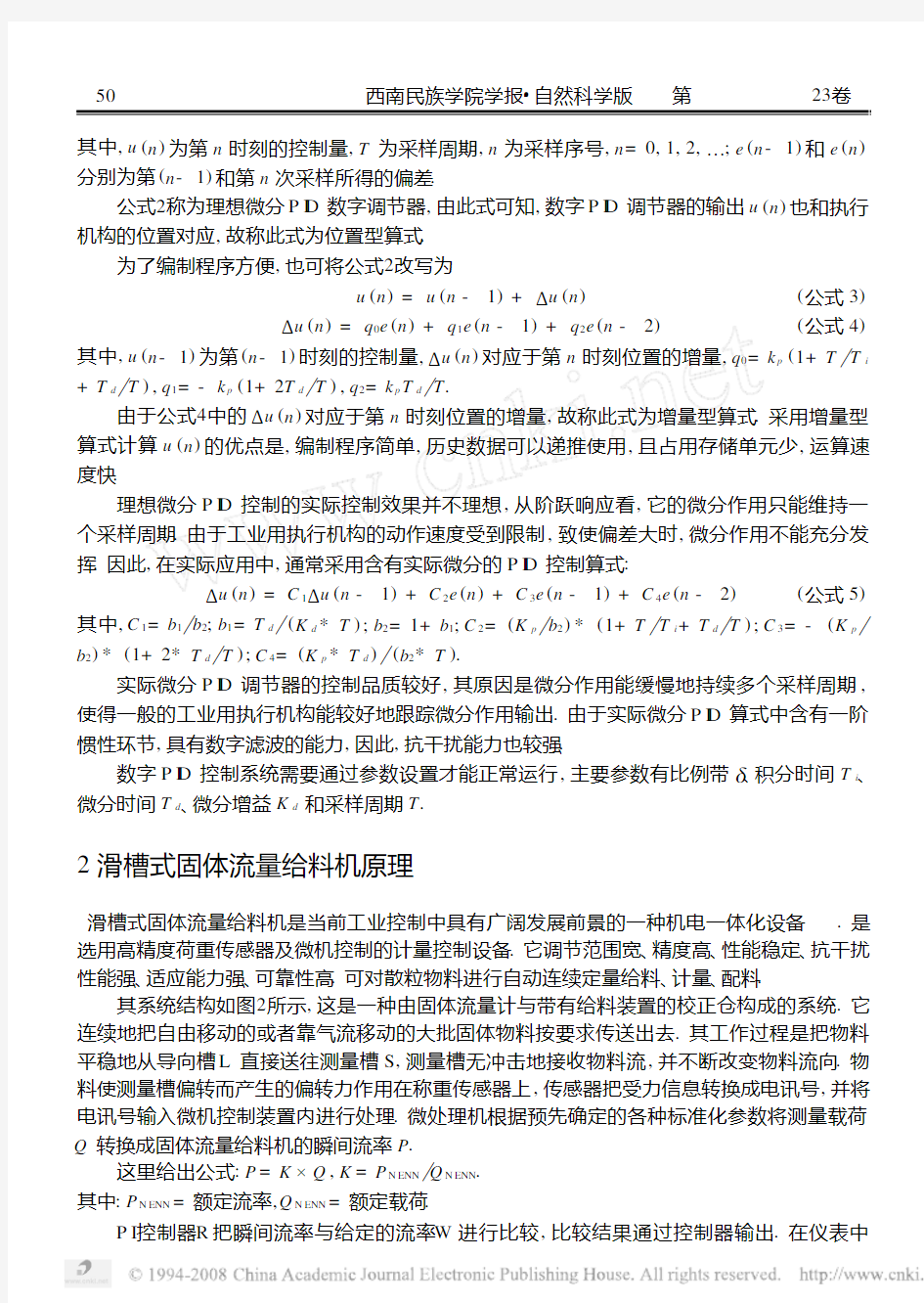
其系统结构如图2所示,这是一种由固体流量计与带有给料装置的校正仓构成的系统.它连续地把自由移动的或者靠气流移动的大批固体物料按要求传送出去.其工作过程是把物料平稳地从导向槽L直接送往测量槽S,测量槽无冲击地接收物料流,并不断改变物料流向.物料使测量槽偏转而产生的偏转力作用在称重传感器上,传感器把受力信息转换成电讯号,并将电讯号输入微机控制装置内进行处理.微处理机根据预先确定的各种标准化参数将测量载荷Q转换成固体流量给料机的瞬间流率P.
这里给出公式:P=K×Q,K=P N ENN Q N ENN.
其中:P N ENN=额定流率,Q N ENN=额定载荷.
P I控制器R把瞬间流率与给定的流率W进行比较,比较结果通过控制器输出.在仪表中
设计了两种控制器,一种是连续的P I 控制器,输出-电量信号到可控硅调速器,控制直流电机的转速达到定量给料的目的;另一种控制器是步进控制器,送出一脉冲信号,控制双向可控硅实现交流电机的换向,使阀口开口度变化以达到定量给料的目的.带有荷重传感器的校正仓可对固体流量计的精度进行在线校正
.
图2 固体流量给料机系统结构原理图
3 计算机检测及控制系统
固体流量给料机由机械系统、微机控制系统和执行机构三大部分组成.这里仅对微机控制系统部分做一分析.
3.1
微机系统及检测
压力传感器检测出的动态物理量,送入微机进行处理.系统硬件采用模块化形式,总线结构.能方便地更换模板,也很容易扩充功能.
系统检测软件分测量、显示、输入与输出等部分.具有以下特点:能自动适应机械系统的加工误差;能自动与荷重传感器的传输系数相匹配;有电桥自动调节平衡功能;有零点自校准功能;有测量值线性化处理功能.其工作流程是:称重传感器送出的信号经过RC 滤波器滤波后,由A D 转换器转换成数字信号送入微机中
.第一步:计算平均值,进行数字化滤波;第二步:把此数据送到显示器显示的同时,进行自校准操作,在每次测量时,先进行自校零点的工作,
即在15第1期 秦沿海:数字P I D 控制原理及其应用
输入接地的情况下,把漂移电压存储起来,然后再从测量数据中扣除;第三步:去皮重的运算校正;第四步:将电压信号经过计算转换为测量载荷Q ,经过数字滤波,线性化处理,计算出流率
P =K ×Q ,并将此数据送到比例积分控制器
.测量载荷Q 和流率P 均有四种输出类型:经D A 转换器转换后的模拟量输出、
供显示用的数字量输出、十进制输出及串行数据输出.3.2 自动控制系统
本系统用软件实现P I 控制.根据外部系统的不同,有两种调节器类型:速度控制型与位置控制型
.
图3 速度控制型调节器原理
.
速度控制型调节器
其工作原理见图3,这是一个实用的P I 调节器.K
p 的作用是按控制偏差的大小,迅速输出一个信号,这个过程偏差大,调节作用大;偏差小,调节作用小.K i 是积分调节器,它不是瞬间改变调节作用,而是根据偏差的大小逐渐地改变,偏差大的,调节作用变化速度快;偏差小的,调节作用速度慢,只有当偏差消除时,才停止改变调节作用.
在容积工作方式,P I 控制器不起作用,YV 输出根据K W 1参数的设置而输出一定值.YAN H 是一基准值,根据外部系统的要求而设置,T T r 是滞后响应时间,T AUMO T 0是设定值的滤波时间常数.
根据实际经验,可利用下面公式计算,实现最优控制:
①选择设定值旁路电压为5V (参数K W 0和K W 1=5),在额定流率和没有控制器干预时,控制器的输出量YV 就是YV 0.且YV 0=5V .
②对预给料机的外部控制电路进行调整:此时微控应当工作在容积方式,输出YV 0=5V 时,调整外部电路,使预给料机流率与固体流量给料机的额定流率相等.这时回路增益为:
K s =流率的100? YV 0=100? 5V =20? V .
③测量和计算控制电路中的时间常数:
a .从给料点到测量中心的滞后时间:T t ;
b .外部控制电路的启动时间:T e ;
c .测量装置的时间常数:T f ;
d .时间常数:测量时间长短平均值:QB TAU ;
e .零星时间常数总和(微控的输入滤波器,测量周期……):T R .25西南民族学院学报 自然科学版 第23卷
④计算P I 参数:
a .I -控制器(K p =0)
积分常数:K i =(250~500) K s (1 ∑T ),单位:(m v
s ) %;旁路时间常数:T T r ≈T t +T t *;T AUMO T 0=T *.其中K s 为回路增益,∑T 为所有时间常数的和:∑T =T t +T e +T f +Q BTAU +T R ,T *
是T e 、T f 、Q BTAU 中最大的一个时间常数:T t *=T e +T f +Q BTAU +T R (但不包含T *).
例如:T t =2s,T e =1s,T f =0,Q BTAU =5s,T R =1s,K s =20% V .
计算:K i =1.4~2.8(m v s )
%,T AUMO T0=5s ,T T r =4s
.b .P I -控制器
在滞后时间起主要作用的回路,P I -控制器的优点是能迅速排除大的偏差.P -比例:K p =330 K s ,单位:m s
%.积分常数:K i =K p T n ,单位:(m v s )
%;T n =0.6∑T .其中T n 与公式无关,不允许T n >4×(T t +T t *).如果T *
(T t +T t *)>1,则K p =K p ×(T * (T t +T t *)).旁路时间常数:T T r =T t +T t *;T AUMO T 0=T *.
如果总滞后时间(T t +T t *)<4s ,就采用无旁路的重力分析方式工作.此时,Kw u ,T T r 和
T AUM O T 0必须设定为
“0”或它们的最小值.例如:T t =2s ,T e =1s ,T f =0,Q BTAU =5s ,T R =1s ,K s =20% V .
计算:T t * (T t +T t *)=5 4=1.25>1,K p =330
2×1.25=20.6m v %,T n =0.6(2+1+1+5)=5.45,K i =18 5.4=3.8(m v s )
%..位置控制型调节器
其工作原理见图4,这是一种步进控制器,通过参数的优化选择达到最小步进频率,实现
P I 准连续控制
.是为控制电动流量阀的开口度大小而专门设计的,当瞬间流量太大时,输出Y -信号,控制交流电机反转,阀门开口减小;当瞬间流量太小时,输出Y +信号,控制交流电机正转,阀门开口增大.
其参数的计算如下:
①测量或预算控制电路的时间常数.
a .从供料点到测量槽中心的滞后时间:T t .b
.预给料机额定起动时间:T N ENN ;该起动时间是在额定条件下,预给料机改变它送料的流率达到固体流量计额定条件下,预给料机改变它送料的流率达到固体流量计额定流率所需要的时间.c .测量装置的时间常数:T f ;配有汽动提升机的供料系统,通过T f =150s .d .测量时间长短平均值的时间常数:Q BTAU ;e .零星时间常数的总和(微控的输入滤波器,测量周期,电动机的起动时间……):T R .
②容积工作方式时的调整
a .用校准程序E 6,或参数ADB E 2和ADAN 2标准化位置反馈信号
.第一位置:预给料机刚好关闭;第二位置:在额定条件下,预给料机达到固体流量计额定流率时的位置.
b .控制器的调整:T AUMO T 1
≈0.5~3s ,T M O T 1≈T N ENN .反应阀值参数106必须设定>8 T M O T 1.
③重力分析方式时的调整35第1期 秦沿海:数字P I D 控制原理及其应用
图4 位置控制型调节器原理图
T M O TO =0.33T N ENN ,T AUM O TO
=0.6∑T .
其中∑T 是所有时间常数的和:
∑T
=T t +T f +Q BTAU +T R ;T *是T f 、Q BTAU 中最大的一个时间常数;T t *:T t *=T f +Q BTAU +T R ,但不包含T *;
T AUMO T0的选择与公式无关,不允许
T AUMO T0>4(T t +T t *),也不允许T AUMO T 0
<0.4T MO T0.如果T *
(T t +T R )>1,则T MO T 0=T MO T 0×(T * (T t +T t *)).
例如:T t =1s,T N ENN =15s,
T f =0,Q BTAU =5s,T R =1s .
计算:T MO T 0=0.33×15×5 2
=12.4;
T AUM O T 0≈0.6(1+5+1)=4.2,
AN SPO =8 12.4=0.7?.
参 考 文 献
1 张洪润.实用自动控制.四川:科学技术出版社,1990.212~320
2 常健生.检测与转换技术.北京:机械工业出版社,1981.339~347
3 方康玲等.微型计算机控制系统分析与设计.北京:科学出版社,1992.98~111
4 王锦标等.过程计算机控制.北京:清华大学出版社,1992.23~42
T he D igital P I D Con tro l and its A pp licati on
Qi n Yanha i
(Com p u ter Science and engineering D ep t .,Sou thw est N ati onalities Co llege )
Abstract In the indu stry p rocess con tro l system ,the m icrocom p u ters are u sed fo r digi 2tal P I D con tro llo r .T he P I D con tro l algo rithm can be realized by app lying softw are and it is easy to change con tro l algo rithm by m odifying p rogram .T he con tro l system is u sed greatly in the indu stry feeder system .
Keywords quan tity of flow s ,p rocess ,con tro l ,feeder ,conditi oner .45西南民族学院学报 自然科学版 第23卷