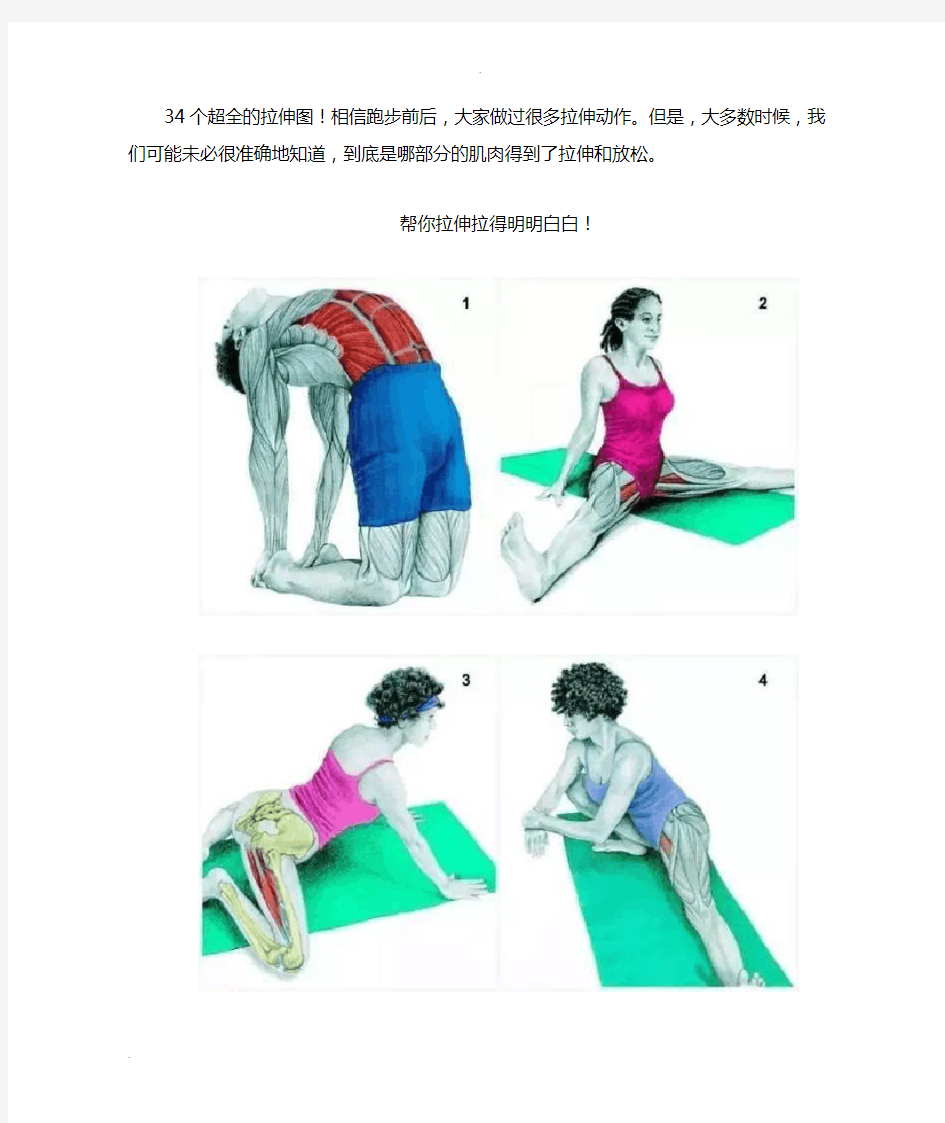

34个超全的拉伸图!相信跑步前后,大家做过很多拉伸动作。但是,大多数时候,我们可能未必很准确地知道,到底是哪部分的肌肉得到了拉伸和放松。
帮你拉伸拉得明明白白!
(文章来自:98跑)
(1)电解 本项目电解铝生产采用熔盐电解法:其主要生产设备为预焙阳极电解槽,项目设计采用大面六点进电SY350型预焙阳极电解槽。铝电解生产所需的主要原材料为氧化铝、氟化铝和冰晶石,原料按工艺配料比例加入350KA 预焙阳极电解槽中,通入强大的直流电,在945-955℃温度下,将一定量砂状氧化铝及吸附了电解烟气中氟化物的载氟氧化铝原料溶解于电解质中,通过炭素材料电极导入直流电,使熔融状态的电解质中呈离子状态的冰晶石和氧化铝在两极上发生电化学反应,氧化铝不断分解还原出金属铝——在阴极(电解槽的底部)析出液态的金属铝。 电解槽中发生的电化学反应式如下: 2323497094032CO Al C O Al +?-+℃ ℃直流电 在阴极(电解槽的底部)析出液态的金属铝定期用真空抬包抽出送往铸造车间经混合炉除渣后由铸造机浇铸成铝锭。电解过程中析出的O 2同阳极炭素发生反应生成以CO 2为主的阳极气体,这些阳极气体与氟化盐水解产生的含氟废气、粉尘等含氟烟气经电解槽顶部的密闭集气罩收集后送到以Al 2O 3为吸附剂的干法净化系统处理,净化后烟气排入大气。被消耗的阳极定期进行更换,并将残极运回生产厂家进行回收处置。吸附了含氟气体的截氟氧化铝返回电解槽进行电解。 电解槽是在高温、强磁场条件下连续生产作业,项目设计采用大面六点进电SY350型预焙阳极电解槽,是目前我国较先进的生产设备。电解槽为6点下料,交叉工作,整个工艺过程均自动控制。电解槽阳极作业均由电解多功能机组完成。多功能机组的主要功能为更换阳极、吊运出铝抬包出铝、定期提升阳极母线、打壳加覆盖料等其它作业。 (2)氧化铝及氟化盐贮运供料系统 氧化铝及氟化盐贮运系统的主要任务是贮存由外购到厂的氧化铝和氟化盐 ,并按需要及时将其送到电解车间的电解槽上料箱内。
钣金件工艺 机加工生产加工工艺 钣金车间工艺要求流程 (1)钣金车间可根据图纸剪板下料,在相应位置冲孔和剪角剪边。以前工序完成后进行折弯加工;第一步必须进行调整尺寸定位,经检查后进行下一步折弯工艺。折弯后经检查合格组焊;组焊要求必须在工装和模型具下进行组焊。根据图纸要求焊接深度和点处焊接。焊点高度不得超过设计要求、焊机工艺要求;2mm以下必须用二氧化碳保护焊和氩弧焊接。不锈钢板必须用氩弧焊。焊接件加工成形后进行校整,经检查符合图纸要求后进行下一步打磨拉丝。打磨必须以
量角样板进行打磨,不得有凸出和凹缺。拉丝面光吉度必须按图纸要求进行。 (2)外协碳钢件表面处理喷漆工艺要求:喷沙或氧化面积不得小于总面积的95%,除去沙和氧化液进行表面防锈喷漆和电镀处理。经底部处理后再进行表漆加工,表漆加工必须三次进行完成。喷塑厚度不得小于0.35mm。钣金件经检验合格后进厂入半成品库待装。 (3)入库件摆放要求:小件要求码齐入架存放。大件必须有间隔层,可根据种类整齐存放。 机加件加工流程: (1)机加工件工艺要求;原材料进厂由质检部进行检验,根据国家有关数据进行检测,进厂材料必须检测厚度、硬度、和其本几何尺寸。 (2)下料;根据图纸几何尺寸加其本加工量下料,不得误差太大。 (3)机床加工;根据零件图纸选择基本定位面进行粗加工、精加工,加工几何尺寸保留磨量。 (4)铣床加工;根据零件图纸选择基本刀具装入刀库,在加工过程中注意更换刀库刀具,工件要保整公差。 (5)钳工;机加件加工完成后根要求进行画线钳工制做,在加工过程中必须用中心尖定位。大孔首先打小孔定位再用加工大孔。螺纹加工要在攻丝机进加工,不得有角度偏差。螺纹孔加工后螺栓要保
直流电子负载设计基础 电子负载基本工作原理: 1.恒压模式 2.恒流模式 3.恒阻模式 4.恒功率模式 恒流 图中R1为限流电阻,R1上的电压被限制约0.7V,所以改变R1的阻值就可以改变恒流值,在上图中 我们知道,在串联电路中,各点电流相同,电路要恒流工作,只要在串联回路里控制流过一个元 件的电流就可以达到我们所控制的恒流输出。 上图是一个简易的恒流电路,通常用在一些功率较小及要求不高的场合里应用,那么在一些应用 中这种电路就无能为力了,如:在输入电压为1V输入电流为30A,那么对于这样的要求这样的电 根本无法保证工作。这样的电路调节输出电流也不是很方便。
这个图是一个最常用的恒流电路,这样的电路更容易获得稳定及精确的电流值,R3为取样电阻,VREF是给定信 号,电路工作原理是:当给定一个信号时VREF,如果R3上的电压小于VREF,也就是OP07的-IN小于+IN,OP07加输出大,使MOS加大导通使R3的电流加大。如果R3上的电压大于VREF时,-IN大于+IN,OP07减小输出,也就降了R3上的电流,这样电路最终维持在恒定的给值上,也就实现了恒流工作。 如给定VREF为10mV,R3为0.01欧时电路恒流为1A,改变VREF可改变恒流值,VREF可用电位器调节输入或用DAC 芯片由MCU控制输入,采用电位器可手动调节输出电流。如采用DAC输入可实现数控恒流电子负载。 电路仿真验证
在上图中我们给定了Vin为4V-12V变化的电压信号,VREF给定50mV 的电压信号,在仿真结果中输入电流一真保持在5A,电路实现了恒流 作用。 恒压电路 一个简易的恒压电路,用一个稳压二极管就可以了。 这是一个很简易的图,输入电压被限制在10V,恒压电路在用于测试充 电器时是很有用的, 我们可以慢慢调节电压测试充电器的各种反应。图是10V是不可调的,请看下图可调直流 恒压电子负载电路:
几种简单的恒流源电路 恒流电路应用的范围很广,下面介绍几种由常用集成块组成的恒流电路。 1.由7805组成的恒流电路,电路图如下图1所示: 电流I=Ig+VOUT/R,Ig的电流相对于Io是不能忽略的,且随Vout,Vin及环境温度的变化而变化,所以 这个电路在精度要求有些高的场合不适用。 2.由LM317组成的恒流电路如图2所示,I=Iadj+Vref/R
实用的无源可调恒流电子负载 实用的无源可调恒流电子负载 在电子产品尤其是电源产品的生产检验过程中,经常需要对产品的各项电气性能进行测试,如输出特性参数等,其中经常要用到电子负载,象滑动变阻器就是最常用也是最简单的一种电子负载,但由于它不具有恒流负载的特性,在许多测试场合并不适用,同时由于它是绕制的,还带有一定的感性。为此有不少电子工程师购买了专用的有源电子负载,但这类设备通常比较昂贵,而且体积较大、携带不便,同时还必须在有外部电源的场合才能使用,本文给大家介绍一种无需外部电源的可调式恒流电子负载,其成本很低,电路体积小,具有纯阻特点,并且容易自制。其电路如下图所示: 无源可调恒流电子负载原理图 图中的N1 为三端可调精密稳压二极管AZ432,其特性类 似于TL431,只是它的基准电压为1.25V,而TL431为2.5V ,它的等效电路如图右。当AZ432的R输入端电压大于1.25V 的基准电压时,等效电路图中的运放输出电压变高,使NPN
三极管由截止向导通转变,反之,当R端电压小于1.25V时,该三极管由导通向截止转变,使之达到调整的目的。 整个电路工作原理分析如下: 将电源按图示极性接入该电路,此时N1呈截止状态,V1迅速导通,并使V2也导通,电流经R2、V2的C极、V2的E 极、R5返回到电源负极。随着电流迅速增大,R5上的电压也越来越高,当R5两端的电压在R3、R4上的分压值达到1.25V时,N1导通,使V1基极的电压下降,V1、V2的基极电流都减小,流过V2的C极电流也随之减小,并保持恒定,使N1的R端保持在1.25V,而一旦电流变大或变小,会使N1的R端电压偏离1.25V,此时N1的导通状态就会改变,并控制V1与V2的基极电流,从而使V2的C极电流在R5上的压降保持恒定,成为一个非常稳定的恒流电子负载。 R3起调节恒流值的作用,如图中所设参数,当R3为0Ω时,该电子负载可设的最小恒流值为Imin=1.25V/R5=0.379A,当R3为最大30k时,电子负载可设的最大恒流值为 Imax=(R3+R4)/R4*1.25V/R5=1.51A。通过调整R3或R5,就可以改变可调整的恒流值范围。 该电路适用于给大于4V电压以上的电源作恒流电子负载,若电源电压较低,可调的恒流范围会比较有限,在电源电压较高时,由于V2工作在放大状态,管子上会有较大的功耗,
6种最常用恒流源电路的分析与比较 恒流电路有很多场合不仅需要场合输出阻抗为零的恒流源,也需要输入阻抗为无限大的恒流源,以下是几种单极性恒流电路: 类型1: 特征:使用运放,高精度 输出电流:Iout=Vref/Rs 类型2: 特征:使用并联稳压器,简单且高精度 输出电流:Iout=Vref/Rs 检测电压:根据Vref不同(1.25V或2.5V)
类型3: 特征:使用晶体管,简单,低精度 输出电流:Iout=Vbe/Rs 检测电压:约0.6V 类型4: 特征:减少类型3的Vbe的温度变化,低、中等精度,低电压检测输出电流:Iout=Vref/Rs 检测电压:约0.1V~0.6V
类型5: 特征:使用JEFT,超低噪声 输出电流:由JEFT决定 检测电压:与JEFT有关 其中类型1为基本电路,工作时,输入电压Vref与输出电流成比例的检测电压Vs(Vs=Rs×Iout)相等,如图5所示, 图5 注:Is=IB+Iout=Iout(1+1/h FE)其中1/h FE为误差
若输出级使用晶体管则电流检测时会产生基极电流分量这一误差,当这种情况不允许时,可采用图6所示那样采用FET管 图6 Is=Iout-I G 类型2,这是使用运放与Vref(2.5V)一体化的并联稳压器电路,由于这种电路的Vref高达2.5V,所以电源利用范围较窄 类型3,这是用晶体管代替运放的电路,由于使用晶体管的Vbe(约0.6V)替代Vref的电路,因此,Vbe 的温度变化毫无改变地呈现在输出中,从而的不到期望的精度 类型4,这是利用对管补偿Vbe随温度变化的电路,由于检测电压也低于0.1V左右,应此,电源利用范围很宽 类型5,这是利用J-FET的电路,改变R gs可使输出电流达到漏极饱和电流I DSS,由于噪声也很小,因此,在噪声成为问题时使用这种电路也有一定价值,在该电路中不接R GS,则电流值变成I DSS,这样,J-FET 接成二极管形式就变成了“恒流二极管” 以上电路都是电流吸收型电路,但除了类型2以外,若改变Vref极性与使用的半导体元件,则可以变成电流吐出型电路。
铸造生产的工艺流程 铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序: 1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图; 2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备; 3)造型与制芯; 4)熔化与浇注; 5)落砂清理与铸件检验等主要工序。 成形原理 铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法。 图1 铸造成形过程
铸件一般作为毛坯经切削加工成为零件。但也有许多铸件无需切削加工就能满足零件的设计精度和表面粗糙度要求,直接作为零件使用。 型砂的性能及组成 1、型砂的性能 型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散性等。2、型砂的组成 型砂由原砂、粘接剂和附加物组成。铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多角形的海砂、河砂或山砂等。铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。为了进一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤份、锯末、纸浆等。型砂结构,如图2所示。 图2 型砂结构示意图 工艺特点 铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。与其它加工方法相比,铸造工艺具有以下特点:1)铸件可以不受金属材料、尺寸大小和重量的限制。铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百吨;铸件壁厚可以从0.5毫米到1米左右;铸件长度可以从几毫米到十几米。 2)铸造可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等。 3)铸件的形状和大小可以与零件很接近,既节约金属材料,又省切削加工工时。 4)铸件一般使用的原材料来源广、铸件成本低。 5)铸造工艺灵活,生产率高,既可以手工生产,也可以机械化生产。 铸件的手工造型 手工造型的主要方法 砂型铸造分为手工造型(制芯)和机器造型(制芯)。手工造型是指造型和制芯的主要工作均由手工完成;机器造型是指主要的造型工作,包括填砂、紧实、起模、合箱等由造型机完成。泊头铸造工量具友介绍手工造型的主要方法: 手工造型因其操作灵活、适应性强,工艺装备简单,无需造型设备等特点,被广泛应用于单件小批量生产。但手工造型生产率低,劳动强度较大。手工造型的方法很多,常用的有以下几种: 1.整模造型 对于形状简单,端部为平面且又是最大截面的铸件应采用整模造型。整模造型操作简便,造型时整个模样全部置于一个砂箱内,不会出现错箱缺陷。整模造型适用于形状简单、最大截面在端部的铸件,如齿轮坯、轴承座、罩、壳等(图2)。
简易直流电子负载设计报告 摘要:本文论述了简易直流电子负载的设计思路和过程。直流电子负载采用MSP430G2553单片机作为系统的控制芯片,可实现以下功能:在恒流(CC)模式下,不管电子负载两端电压是否变化,流过电子负载的电流为一个设定的恒定值。AD模块接收电路电压和电流模拟信号,转化为数字信号,经液晶模块12864同步显示电压和电流。系统包括控制电路(MCU)、驱动隔离电路(PWM波)、主电路、采样电路、显示电路、基准电路等;具有过压保护功能;能够检测被测电源的电流值、电压值;具有直流稳压电源负载调整率自动测量功能;各个参数都能直观的在液晶模块上显示。 关键词:电子负载;单片机(MCU);模数(A/D).PWM波. 一、引言 电子负载用于测试直流稳压电源的调整率,电池放电特性等场合,是利用电子元件吸收电能并将其消耗的一种负载。电子元件一般为功率场效应管(Power MOS)、绝缘栅双极型晶体管(IGBT)等功率半导体器件。由于采用了功率半导体器件替代电阻等作为电能消耗的载体,使得负载的调节和控制易于实现,能达到很高的调节精度和稳定性。同时通过灵活多样的调节和控制方法,不仅可以模拟实际的负载情况,还可以模拟一些特殊的负载波形曲线,测试电源设备的动态和瞬态特性。 二,总体方案论证与设计 设计和制作一台电子负载,在恒流(CC)模式下,不管电子负载两端电压是否变化,流过电子负载的电流为一个设定的恒定值。 要求: (1)负载工作模式:恒流(CC)模式; (2)电压设置范围:0~10V; (3)电流设置范围:100mA~1000mA,设置分辨率为10mA,设置精度为±1%; (4)直流稳压电源负载调整率:测量范围为0.1%~19.9%,测量精度为±1%。 (5)显示分辨能力及误差:至少具有3位数,相对误差小于5%。 恒流模块和恒压模块共用一个基准电压12v,并且通过开关实现两种模式的转换,用A/D转换器把电路中的电压电流的模拟信号转换为数字信号,然后通过单片机来程控从而重置电压电流,用数码管液晶显示同时呈现即时电压电流。原理图如下所示。
WMZD系列专门为LED照明做温度补偿的电阻,采用热敏电阻补偿法的LED恒流源,具有电路简洁,可靠性好,组合方便,经济实用,适用各种LED头灯,日光灯,路灯;车船灯,太阳能LED庭院灯;LED显示屏等对恒流的需求。是专门针对LED照明出现的由于温度引起的LED PN结电压VF下降,即-2mV/℃,称为PN结的负温效应。该特性在发光应用上是个致命的缺陷,直接影响到LED器件的发光效率、发光亮度、发光色度。比如,常温25℃时LED最佳工作电流20mA,当环境温度升高到85℃时,PN结电压VF下降,工作电流急剧增加到35mA~37mA,此时电流的增加并不会产生亮度的增加,称为亮度饱和。更为严重的是,温度的上升,引起光谱波长的偏移,造成色差。如长时工作在此高温区还将引起器件老化,发光亮度逐步衰减。同样,当环境温度下降至-40℃时,结电压VF上升,最佳工作电流将从20mA减小到8mA~10mA,发光亮度也随电流的减少而降低,达不到应用场所所需的照度。 为了避免上述特性带来的不足,一般在LED灯的相关产品上,通常采用如下措施:1.将LED装在散热板上,或风机风冷降温。2.LED采用恒流源的供电方式,不因LED随温度上升引起使回生电流增加,防止PN结恶性升温。或这两种方法并用。实践证明,这两种方法用于大功率LED灯(如广告背景灯、街灯)。确实是行之有效的措施。但当LED灯进入寻常百姓家就碰到如下问题了:散热板和风冷能否集成在一个普通灯头的空间内;采用集成电路或诸多元器件组成的恒流源电路,它的寿命不取于LED,而取决整个系统的某块“短板”;有没有吸引眼球的价格。用热敏电阻补偿法来解决LED恒流源问题,既经济又实用。 我公司采用具有正温度系数的热敏电阻(+2mV/℃)与负温度特性的LED(-2mV/℃)串联,互补成一个温度系数极小电阻型负载。一旦工作电压确定后,串联回路中的电流,将不会随温度变化而变化,通俗地讲,当LED随温度升高电流增加时,热敏电阻也随温度升高电阻变大,阻止了回路电流上升,当LED随温度下降电流减小时,热敏电阻也随温度下降电阻变小,阻止了回路电流的减少,如匹配得当,当环境温度在-40℃-85℃范围内变化时,LED的最佳工作电流不会明显变化,见图1电流曲线Ⅱ。 2:应用: 从图1可见,采用热敏电阻温度补偿方法与采用集成电路等元件组成的恒源相比,热敏电阻温度补偿法只用1个热敏电阻元件就可解决LED恒流源问题,其价格、体积、寿命等优势不言而喻。我们采用的这种正温度热敏电阻WMZD,专为LED应用而研制的,其常用规格见表1,下面介绍一下该热敏电阻的应用特性。 20mA LED恒流源WMZD-5A20的应用 我们可以用1只WMZD-5A20与5只LED(20mA)串联组成一个标准单元,它的LED恒流源电流20mA,工作电压U=3V+5×3.4V=20.0V。3V是WMZD-A20电阻压降,3.4V是LED的正向导通电压(或2.8V~4.2V),它的恒流特性见图1中的电流曲线II。
电子负载电路原理图 原理图如图2所示,基本电路为除虚线框⑤和两个万用表以外的部分,由恒压电路、恒流电路、过流保护电路、驱动电路组成。V =12V输入电压,经过限流电阻R1到三端可调分流基准源U1(TL431)的阴极K后,由参考端R得到输出基准电压VR 为2.5V,经电阻R1到调整滑动变阻器R6,一路经电阻R2为U3A提供电压,另一路经电阻R7为U3C提供电压。 .恒压电路 如图2虚线框①所示。当负载端输入电压增大时,U3A同相输入端电压增大。当同相输人端电压大于反相输入端电压(基准电压)时,U3A输出高电平,在场效应管Q1、Q2、Q3、Q4的栅极G电压VG上产生压降,使得漏极D和源极S之间的电压VDS 减小,从而达到恒压的目的。 2.恒流电路 如图2虚线框②所示。当负载电流增大时,R19、R22、R25、R28上的电压增大。即R18、R21、R24、R27上的取样电压增大,也即是U3C反相输入端电压增大,当U3C反相输入端电压大于同相输入端电压时,U3C输出低电平,场效应管Q1、Q2、Q3、Q4的栅极G电压VG减小,Q1、Q2、Q3、Q4的内阻RDS增大,负载电流减小,从而达到恒流的目的。 3.过流保护电路 如图2虚线框③所示。当负载电流增大时,R19、R22、R25、R28上的电压增大,即R18、R21、R24、R27上的取样电压增大,U3B反相输入端电压增大,但电流继续增大。当反相端电压大于所设定过流保护电流的基准电压(同相端输入电压)时,U3B 输出低电平,场效应管Q1、Q2、Q3、Q4的栅极G电压VG减小,Q1、Q2、Q3、Q4的内阻RDS增大,负载电流减小,从而起到过流保护作用。 4.驱动电路 如图2虚线框④所示。Q1、Q2、Q3、Q4选用大功率场效应管IRF540作为功率器,但是多管并联后,由于极间电容和分布电容相应增加,使放大器的高频特性变坏,通过反馈容易引起放大器的高频寄生振荡。为此,并联复合管一般不超过4个,而且在每管基极或栅极上串接防寄生振荡电阻。R17、R20、R23、R26为驱动电阻,R18、R21、R24、R27为取样电压电阻,R19、R22、R25、R28为限流电阻。C9一端接场效应管IRF540漏极,另一端接地,用于防震荡。 本文来自: https://www.doczj.com/doc/b015312003.html, 原文网址:https://www.doczj.com/doc/b015312003.html,/sch/others/0086778.html
生产工艺管理流程 生产技术部接到产品开发需求后,进行产品开发策划并起草设计开发任务书,经公司领导审批后,业务部门根据产品设计开发任务书准备纸、油墨、印版、烫金等生产材料及生产工艺设备的准备工作,材料、设备准备完成后,安排在印刷车间进行上机打样;打样过程中,由生产技术部组织业务、品质、车间等部门对打样结果进行评审,打样评审通过后,由生产技术部进行送样、签样工作(送中烟技术中心材料部),若签样不合格,需重新进行打样准备;签样完成后,生产技术部根据打样情况形成临时技术标准,品质部形成检验标准,印刷车间根据临时技术标准进生试机生产,生产产品由生产技术部送烟厂进行上机包装测试(若包装测试不通过,生产技术部需重新调整临时技术标准重新试机生产),包装测试通过后,生产技术部根据试机生产时情况形成技术标准。当月生产需求时,生产技术部按生产组织程序进行组织生产,并同时下达技术标准,印刷车间根据生产技术标准,进行工艺首检,确认各项工艺指标正确无误,进行材料及设备的准备工作,各项工作准备完成后按技术标准要求进行工艺控制,生产技术部对整个生产运行过程进行监督,当工艺运行不符合要求时,通知生产技术部进行工艺调整。生产结束后,进入剥盒、选盒工序,经过挑选的烟标合格的按成品入库程序进行入库,不合格的产品按不合格程序进行处理。
产品工艺管理流程图 业务部生产技术部印刷车间品质部输出记录 接到设计 更改需求 段 阶 } 改 更 计 设 { 发 开 吕 产 不通过 不通过 通过 接到设计 开发需求 产品开发策划 打样准备 送样、签样 通过 不通过 形成技术标 准(临时) 审批不通过 上机打样 形成检验标准 设计开发项目组成立 通知 产品开发任务书 段 阶 制 控 艺 工 产 生 送客户包装测试■试生产 ■ 形成技术标准 <接到生 产需求 组织生产 下达工艺标准工艺首检 材料准备设备准备 工艺监督过程质量监督 工艺改进不通过运行判定 成品质量监督 是合格 成品入库 结束 不合格 控制程序 过程检验记录 工艺检查记录表, 匚工艺记录表 工艺运行控制 剥盒、选盒 烟用材料试验评价 报告 印刷作业指导书 生产工作单 换版通知单 生产操作记录表 工艺更改通知单 成品检验记录
几种简单的恒流源电路 恒流电路有很多场合不仅需要场合输出阻抗为零的恒流源,也需要输入阻抗为无限大的恒流源,以下是几种单极 性恒流电路: 类型1: 特征:使用运放,高精度 输出电流:Iout=Vref/Rs
类型2: 特征:使用并联稳压器,简单且高精度 输出电流:Iout=Vref/Rs 检测电压:根据Vref不同(1.25V或2.5V) 类型3: 特征:使用晶体管,简单,低精度 输出电流:Iout=Vbe/Rs 检测电压:约0.6V
类型4: 特征:减少类型3的Vbe的温度变化,低、中等精度,低电压检测 输出电流:Iout=Vref/Rs 检测电压:约0.1V~0.6V 类型5:
特征:使用JE FT,超低噪声 输出电流:由JE FT决定 检测电压:与JE FT有关 其中类型1为基本电路,工作时,输入电压Vref与输出电流成比例的检测电压Vs(Vs=Rs×Iout)相等,如图5所 示, 图5 注:Is=IB+Iout=Iout(1+1/hFE)其中1/hFE为误差 若输出级使用晶体管则电流检测时会产生基极电流分量这一误差,当这种情况不允许时,可采用图6所示那样采 用FE T管
图6 Is=Iout-IG 类型2,这是使用运放与Vref(2.5V)一体化的并联稳压器电路,由于这种电路的Vref高达2.5V,所以电源利 用范围较窄 类型3,这是用晶体管代替运放的电路,由于使用晶体管的Vbe(约0.6V)替代Vref的电路,因此,Vbe的温 度变化毫无改变地呈现在输出中,从而的不到期望的精度 类型4,这是利用对管补偿Vbe随温度变化的电路,由于检测电压也低于0.1V左右,应此,电源利用范围很宽类型5,这是利用J-FE T的电路,改变Rgs 可使输出电流达到漏极饱和电流IDSS,由于噪声也很小,因此,在噪声成为问题时使用这种电路也有一定价值,在该电路中不接RGS,则电流值变成IDSS,这样,J-FE T接成二极管形 式就变成了“恒流二极管” 以上电路都是电流吸收型电路,但除了类型2以外,若改变Vref极性与使用的半导体元件,则可以变成电流吐 出型电路。 1.由7805组成的恒流电路,电路图如下图1所示: 电流I=Ig+VOUT/R,Ig的电流相对于Io是不能忽略的,且随Vout,Vi n及环境温度的变化而变化,所以
本科生毕业论文(设计) 题目恒压、恒流、恒阻电子负载的设计 姓名王俊楠学号2010416014 院系电气信息及其自动化学院 专业电气工程及其自动化 指导教师曹佃国职称副教授 年月日 曲阜师范大学教务处制
目录 摘要 (1) 关键词 (1) Abstract (1) Key words (1) 引言 (1) 1 电子负载的原理 (2) 2 电子负载电路设计 (2) 2.1 核心处理器 (2) 2.2 恒压负载电路 (3) 2.3 恒流负载电路 (3) 2.4 恒阻负载电路 (4) 2.5 继电控制模式转换 (5) 2.6 显示模块 (5) 2.7 键盘模块 (6) 2.8 D/A转换模块 (7) 2.9 采样模块的设计 (9) 3 软件设计 (10) 3.1 LCD显示模块驱动 (10) 3.1.1 SPI接口时序写数据/命令 (10) 3.1.2 Nokia5110的初始化 (11) 3.2 D/A转化程序 (12) 3.3 电压电流A/D采样程序 (13) 4 结论 (13) 致谢 (13) 参考文献: (13)
恒压、恒流、恒阻电子负载的设计 电气工程及其自动化专业学生王俊楠 指导教师曹佃国 摘要:随着科学技术迅速发展,人们对负载的要求越来越高,传统技术面临着极大的挑战。电子负载将电力电子技术和微机控制技术有机地结合起来,它能替代传统负载。电子负载以单片机为控制芯片,可切换工作于恒压、恒流、恒阻三种模式。电子负载的设计包括硬件和软件两部分,硬件设计了恒压电路模块、恒流电路模块、恒阻电路模块、D/A输出控制电路、电压电流检测电路、键盘电路、显示模块等,软件设计包括LCD显示模块、D/A转化程序、电压电流采样程序等,通过软硬件的协调配合实现整个设计。 关键词:电子负载;恒压;恒流;恒阻 The Design of an Electronic Load with Constant V oltage, Constant Current and Constant Resistance Student majoring in Electrical Engineering&Automation Wang Junnan Tutor Cao Dianguo Abstract:With the rapid development of technology,the demand for load was increasing,traditional technology faces great challenges.Electronic load combines power electronics and microcomputer control technique,can substitute traditional load.This electronic load using MCU as control chip,can work in constant voltage,constant current,and constant resistance modes. The electronic load focuses on two parts,hardware and software.Hardware of the electronic load are constant voltage circuit,constant current circuit,constant resistance circuit,D/A output control circuit,voltage and current detection circuit,keyboard module,display module.The software design includes LCD display module,D/A conversion process,voltage and current sampling procedures.The design was achieved through coordination of hardware and software. Key words:Electronic load;Constant voltage;Constant current;Constant resistance 引言在电路中,负载是指用来吸收电源供应器输出的电能量的装置,它将电源供应器输出的电能量吸收并转化为其他形式的能量储存或消耗掉。电子负载是利用电子元件吸收电能并将其消耗的一种负载。电子元件一般为功率场效应管(Power MOS)、绝缘栅双极型晶体管(IGBT)等功率半导体器件。由于采用了功率半导体器件替代电阻等作为电能消耗的载体,使得负载的调节和控制易于实现,能达到很高的调节精度和稳定性。同时通过灵活多样的调节和控制方法,不仅可以模拟实际的负载情况,还可以模拟一些特殊的负载波形曲线,测试电源设备的动态和瞬态特性。这是电阻等负载形式所无法实现的。电子负载可以模拟真实环境中的负载(用电器)。它有恒流、恒阻、恒压和恒功
设备生产制造工艺流程图 主要部件制造要求和生产工艺见生产流程图: 1)箱形主梁工艺流程图 原材料预处理划线下料清理 材质单与喷涂划划数半剪清割坡 钢材上炉丸富出出控自除渣口 号批号一除锌拱外自动焊等打 一对应油底度形动气切区打磨 锈线线气割 割 校正对接拼焊无损探伤装配焊接清理 达度埋超X 确垂内工清焊到要弧声光保直部电除渣平求自波拍隔度先焊内杂直动片板用接腔物 焊手 检验装配点焊四条主缝焊接清理校正 内焊装成用Φ清磨修修振腔缝配箱埋HJ431 除光正正动检质下形弧直焊焊拱旁消验量盖主自流渣疤度弯除板梁动反应 焊接力自检打钢印专检待装配 操专质 作检量 者,控 代填制 号写表
2)小车架工艺流和 原材料预处理划线下料清理 材质单与喷涂划划数半剪清割坡 钢材上炉丸富出出控自除渣口 号批号一除锌拱外自动焊等打 一对应油底度形动气切区磨 锈线线气割 校正对接拼焊无损探伤装配焊接清理 达度埋超X 确垂内工清焊 到要弧声光保直部电除渣 平求自波拍隔度先焊内杂 直动片板用接腔物 焊手 检验装配点焊主缝焊接清理校正 内焊清磨修修振应腔缝除光正正动力检质焊焊拱旁消验量渣疤度弯除 自检划线整体加工清理 A表A表 行车行车 适用适用 自检打钢印专检待装配 操专质
作检量 者,控 代填制 号写表 3)车轮组装配工艺流程图 清洗检测润滑装配 煤清轮确尺轴部 油洗孔认寸承位 或轴等各及等加 洗承部种公工润 涤,位规差作滑 剂轴格剂 自检打钢印专检待装配 操 作 者 代 号 4)小车装配工艺流程图 准备清洗检测润滑 场按领煤清轴确尺轴加最注 地技取于油洗及认寸承油后油 清术各或轴孔各及内减 理文件洗承等件公、速件涤齿部规差齿箱 剂轮位格面内 装配自检空载运行检测标识入库 螺手起行噪 钉工升走音 松盘机机震 紧动构构动
图解电源(转贴,讲得非常好) 电源是最常用的电器,作用是把220V交流转变成需要的直流电,供各种电器使用。除了商品上各种独立的电源外,我们常见的各种适配器、充电器、机箱里用的模块化的(比如计算机用的),都可以认为是电源。对于动手一族(DIY族),电源不仅是最常用的工具,往往也是DIY的对象。也就是说,电源本身构造相对简单,往往可以DIY。 按照类别,电源可以分成线性电源和开关电源两类。线性电源是先采用工频变压器降压,然后整流滤波,再用线性调整管进行稳压的方式,性能可以做得比较好。开关电源是先整流滤波,然后高频振荡,再变压,再整流滤波。由于初始滤波电容电压比较高,因此比能量比较大所以体积比较小,更因为高频振荡频率比工频高得多,因此变压器的体积和重量大大减少,再加上可以采用PWM反馈调节的方式,使得开关电源的效率很高,因此也不需要大体积的散热片,这样,开关电源的体积、重量与同功率的线性电源比大大减少。但是,由于采用高频振荡,其谐波很可能向外发射或通过输出电源和输出电源传 到外部,对通讯设备造成干扰。 值得注意的是,这种干扰并非是全频段的,而是在一些频率上(主要是谐波)有干扰。同时,由于开关电源频率的不确定性,因此干扰频率也是不确定的,大多是变化的。因此,不能简单的用收音机或者电台检查几个频点没有发现有干扰,就能确定某开关电源对通讯设备没有干扰。正规的检查方法是要用频谱仪。 另外,有些电源是固定输出的,有些电源的电压可以在一定范围内可调,还有一些电源可以从0V起调。可调的线性电源要解决好低压输出效率低下的问题,而可调的开关电源 要解决大范围占宽比变化的问题。 大部分电源具备输出显示。一般至少有一个电压表,也有的具备电流表,也有的是电压电流可以转换。根据电压、电流表的类型,可以分成模拟显示电源和数字显示电源,前者用模拟表头显示,而后者用数字表显示。数字显示电源有的是3位显示,也有高精度一些用4位表头显示,甚至更高的位数。高分辨的数字显示电源可以很方便的测量各种电器在不同电压下和不同状态下的耗电,或者可以很方便的测量各种元器件的V-I特性曲线,比如二极管、稳压管的正反向特性,FET、VMOS管的转移特性等。 现在有很多数字电源,即不仅电流和电压表是数字的,而且输入也是数字的。当然,并非数字电源一定是开关的,二者是不相干的,因为数字电源也可以是线性的。数字电源的优势是可以精确的设置电压电流值,多组设置值可以存储起来,甚至可以程序控制(程控电源),完成自动时序输出或者自动测量功能。 还有一类电源,本身带有充电功能,而且在交流电停电后,可以自动转为电池输出,这
压控恒流源电路设计 Last updated on the afternoon of January 3, 2021
3、电流源模块的选择方案 方案一:由晶体管构成镜像恒流源 一缺点在于,集电极最大输出电流约为几百毫安,而题目要求输出电流为200~2000mA,因此由晶体管构成的恒流源不适合采用。 方案二:由运算放大器构成恒流电路 运算放大器构成的恒流电路摆脱了晶体管恒流电路受限于工艺参数的缺点。但是只由运放构成的恒流电路,输出电流同样只能达到几十毫安,远远不能满足设计要求,因此必须加上扩流电路。采用运算放大器加上扩流管构成恒流电路,既能利用运算放大器准确的特性,输出又能达到要求。该电路的缺点之一在于电流的测量精度受到两个晶体管的匹配程度影响,其中涉及到比较复杂的工艺参数。 方案三:由运算放大器加上扩流管构成恒流电路 采用高精度运算放大器OP07,更能增加其准确的性能;采用达林顿管TP127进行扩流,具有很大的扩流能力,两者结合,可以实现比较精确的恒流电路。 鉴于上面分析,本设计采用方案三。 (3)恒流源电路的设计 恒流源电路如图所示。其中,运算放大器U3是一个反相加法器,一路输入为控制信号 V1,另一路输入为运放U1的输出反馈,R8是U3的反馈电阻。用达林顿管TIP122和TIP127组成推挽式电路,两管轮流导通。U2是电压跟随器,输入阻抗高,基本没有分流,因此流经R2的电流全部流入负载RL。U1是反相放大器,取R14=R11时,放大 倍数为-1,即构成反相器。 针对运算放大器输出电流小的不足,该电路加了扩流电路。采 图恒流源部分电路 若U3的输入电压为Vin,根据叠加原理,有
第一章绪论 在电子技术应用领域,经常要对开关电源、线性电源、UPS 电源、变压器、整流器、电池、充电器等电子设备进行测试,如何对其输出特性进行可靠、全面且比较简单、快捷的测试,一直是仪表测试行业研究的问题。传统的测试方法中一般都采用电阻、滑线变阻器、电阻箱等充当测试负载,但这些负载不能满足我们对负载多方面的要求,如:恒定电流的负载;带输出接口的负载;随意调节的负载、恒功率的负载、动态负载;多输出端口的负载等。现在有一种新型多功能的电子负载,可据实际应用中对负载特性的要求进行设置,满足了我们对负载的各种要求,解决了开发研制测试中的困难。 电子负载即电子负荷。凡是能够消耗能量的器件,可以广泛地称为负载。电子负载能消耗电能,使之转化成热能或其它形式的能量。静态的电子负载可以是电阻性(如功率电阻、滑线变阻器等) 、电感性、电容性。但实际应用中,负载形式就较为复杂,如动态负载,消耗功率是时间函数,或电流、电压是动态的,也可能是恒定电流、恒定电阻、恒定电压,不同峰值系数(交流情况下),不同功率因数或瞬时短路等。电子负载就是在实际应用中负载比较复杂的情况下而设计生产的测试设备。它能替代传统的负载,如电阻箱、滑线变阻器、电阻线、电感、电容等。尤其对吸收恒定电流或以恒定电压吸收电流,或电压电流都要在设定范围突变等传统方法不能解决的领域里,更能显示出优越性能。 直流电子负载可以具备恒定电流、恒定电阻、恒定电压、动态负载及短路负载等工作方式。本课题主要讨论恒压和恒流两种模式。
第二章总体设计方案 需要设计一个直流负载,可以实现恒压和恒流两种模式,并可以切换,且电压值和电流值都可以设定在一定范围内。本实验采用的是手动切换两种模式的方式。恒压、恒流两种模式都是采用运算放大器和反馈网络所组成的电路而实现的,其中,电路中的反馈网络是以场效应管为核心而构成的可调式放大电路,并增加了软启动电路和电压补偿电路进行补充。 可调式放大电路就是指放大电路根据输出要求的需要改变经过反馈电路的反馈信号,以达到输出需求。 软启动电路可以使电压由零慢慢提升到额定电压,这样电路在启动过程中的启动电流,就由过去过载冲击电流不可控制变成为可控制。 电压补偿电路即功率因数的补偿,电流在经过负载会消耗部分能量,以致最终得到的结果和预期值有较大差距,电压补偿电路则可以弥补损失。
机械加工工艺流程描述
机械加工工艺流程详解 1.机械加工工艺流程 机械加工工艺规程是规定零件机械加工工艺过程和操作方法等的工艺文件之一,它是在具体的生产条件下,把较为合理的工艺过程和操作方法,按照规定的形式书写成工艺文件,经审批后用来指导生产。机械加工工艺规程一般包括以下内容:工件加工的工艺路线、各工序的具体内容及所用的设备和工艺装备、工件的检验项目及检验方法、切削用量、时间定额等。 1.1 机械加工艺规程的作用 (1)是指导生产的重要技术文件 工艺规程是依据工艺学原理和工艺试验,经过生产验证而确定的,是科学技术和生产经验的结晶。所以,它是获得合格产品的技术保证,是指导企业生产活动的重要文件。正因为这样,在生产中必须遵守工艺规程,否则常常会引起产品质量的严重下降,生产率显著降低,甚至造成废品。但是,工艺规程也不是固定不变的,工艺人员应总结工人的革新创造,可以根据生产实际情况,及时地汲取国内外的先进工艺技术,对现行
工艺不断地进行改进和完善,但必须要有严格的审批手续。 (2)是生产组织和生产准备工作的依据 生产计划的制订,产品投产前原材料和毛坯的供应、工艺装备的设计、制造与采购、机床负荷的调整、作业计划的编排、劳动力的组织、工时定额的制订以及成本的核算等,都是以工艺规程作为基本依据的。 (3)是新建和扩建工厂(车间)的技术依据 在新建和扩建工厂(车间)时,生产所需要的机床和其它设备的种类、数量和规格,车间的面积、机床的布置、生产工人的工种、技术等级及数量、辅助部门的安排等都是以工艺规程为基础,根据生产类型来确定。除此以外,先进的工艺规程也起着推广和交流先进经验的作用,典型工艺规程可指导同类产品的生产。 1.2 机械加工工艺规程制订的原则 工艺规程制订的原则是优质、高产和低成本,即在保证产品质量的前提下,争取最好的经济效益。在具体制定时,还应注意下列问题: 1)技术上的先进性在制订工艺规程时,要了解国内外本行业工艺技术的发展,通过必要的工艺