实验四 加工误差统计分析
一、实验目的
1.通过实验使学生掌握用统计分析方法综合分析加工误差时所依据的基本理论、知识和方法。
2.加工一批工件,测量其加工尺寸,对测得的数据进行处理,用统计方法分析此工序的加工精度,要求绘制图形并进行分析。
二、实验属性
本实验为综合性实验
三、实验仪器及设备
1.实验测量件轴100件
2.千分尺
3.计算器
四、实验要求
1.实验前预习实验指导书,熟悉实验过程,制定实验方案。
2.认真测量、记录实验数据,计算、统计分析数据变化情况。
3.按照要求绘图分析。
4.按照实验报告要求完成实验报告。
五、实验原理
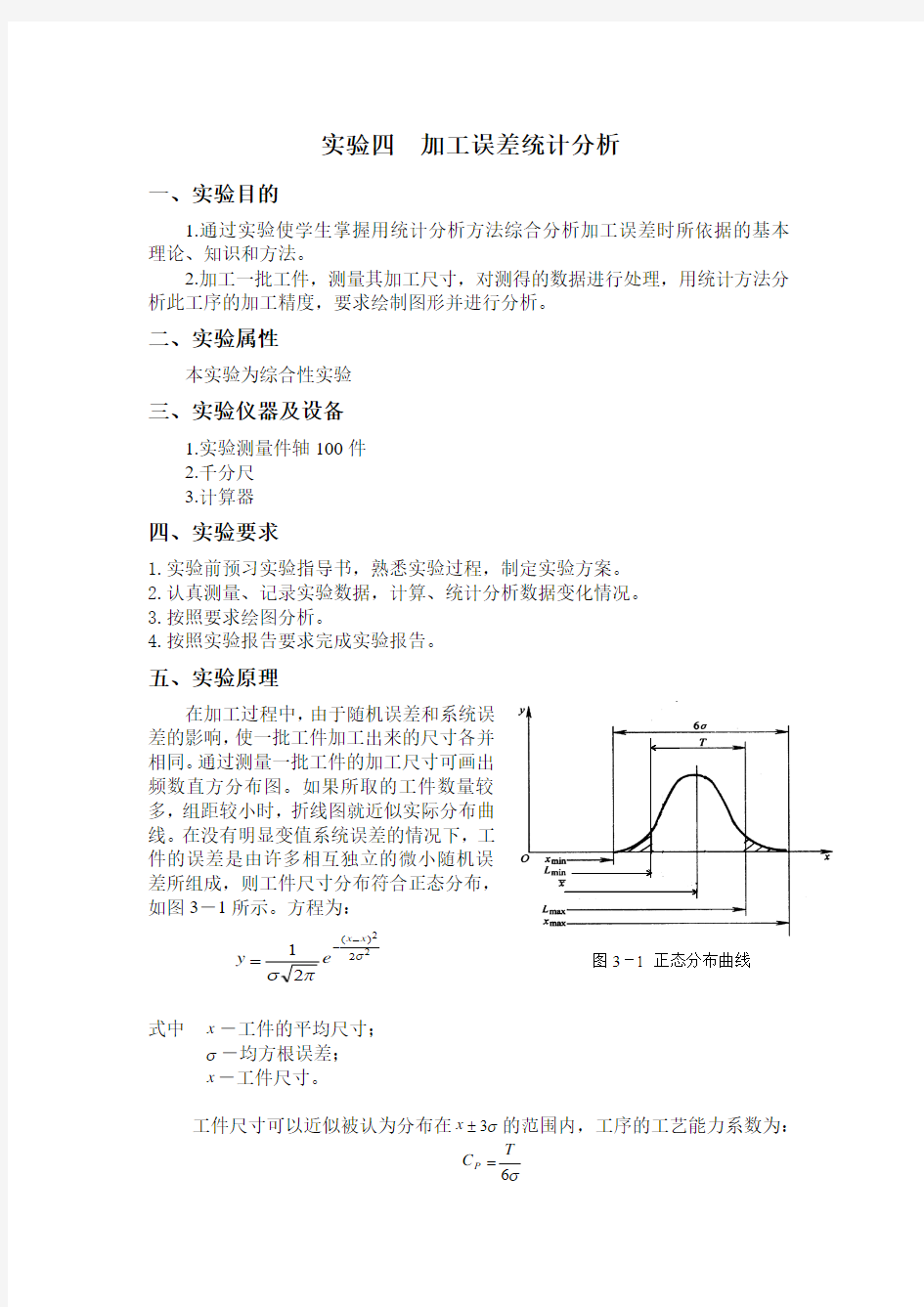
在加工过程中,由于随机误差和系统误差的影响,使一批工件加工出来的尺寸各并相同。通过测量一批工件的加工尺寸可画出频数直方分布图。如果所取的工件数量较多,组距较小时,折线图就近似实际分布曲线。在没有明显变值系统误差的情况下,工件的误差是由许多相互独立的微小随机误差所组成,则工件尺寸分布符合正态分布,如图3-1所示。方程为:
2
22)(21
σπ
σx x e
y --=
式中 x -工件的平均尺寸;
σ-均方根误差; x -工件尺寸。
工件尺寸可以近似被认为分布在σ3±x 的范围内,工序的工艺能力系数为:
σ
6T
C P =
图3-1 正态分布曲线
式中 T -图纸规定的工件的尺寸公差。
六、实验步骤
1.测量工件的加工尺寸,每个工件测量2次,记录测量结果。 2.绘制实验分布曲线,作图步骤:
(1)找出这批工件加工尺寸的最大值max X 和最小值min X ; (2)确定分组数K (建议K 在7~12之间) (3)计算组距d K
X X d min
max -=
(4)作出频数分布图;
(5)计算X 和S ∑==n
i i X n X 1
1
,1
)(1
2--=∑=n X X S n
i i
(6)绘出实验分布图线
(7)计算工序能力P C ,σ
6T C P =
七、实验数据记录表
八、实验数据处理
1.绘制点图(用坐标纸或用计算机编程来绘制)2.频数分布图
3.绘制分布曲线
九、思考题
1.本工序点图说明什么问题?
2.本工序的分布曲线图是否接近正态分布图?3.根据工序能力系数,确定本工序属于几级工序?
加工误差统计分析实验 一、实验目的 1、巩固已学过的统计分析法的基本理论; 2、掌握运用统计分析法的步骤; 3、学习使用统计分析法判断和解决问题的能力。 二、实验设备与仪器 电感测量仪、块规、千分尺、试件(滚动轴承滚柱)、计算机。 三、实验原理和方法 在机械加工中,应用数理统计方法对加工误差(或其他质量指标)进行分析,是进行过程控制的一种有效方法,也是实施全面质量管理的一个重要方面。其基本原理是利用加工误差的统计特性,对测量数据进行处理,作出分布图和点图,据此对加工误差的性质、工序能力及工艺稳定性等进行识别和判断,进而对加工误差作出综合分析。 1、直方图和分布曲线绘制 1)初选分组数k 2 找出样本数据的最大值X imax和最小值X imin,并按下式计算组距: 式中:k——分组数,按表选取; X max和X min——本组样本数据的最大值和最小值。 选取与计算的d值相近的且为测量值尾数整倍数的数值为组距。 3)确定组界 各组组界为: min (i1)d 2 d X+-± (i=1,2,…,k),为避免样本数据落在组 界上,组界最好选在样本数据最后一位尾数的1/2处。 4)统计各组频数 频数,即落在各组组界范围内的样本个数。 频率=频数/样本容量 5)画直方图 以样本数据值(被测工件尺寸)为横坐标,标出各组组界;以各组频数为纵坐标,画出直方图。 6)计算总体平均值与标准差
平均值的计算公式为 1 1n i i X X n ==∑ 式中:X i ——第i 个样本的测量值; n ——样本容量。 标准差的计算公式为 s =7)画分布曲线 若研究的质量指标是尺寸误差,且工艺过程稳定,则误差分布曲线接近正态分布曲线;若研究的资料指标是形位误差或其他误差,则应根据实际情况确定其分布曲线。画出分布曲线,注意使分布曲线与直方图协调一致。 8)画公差带 按照与以上分布曲线相同的坐标原点,在横轴下方画出被测零件的公差带,以便与分布曲线相比较。 公差根据试件类型、规格查国标手册可得到。 2、X -R 图绘制 1)确定样组容量,对样本进行分组 样组容量一般取m=2~10件,通常取4或5,即对试件尺寸依次按每4~5个一组进行分组,将样本划分成若干个样组。 2)计算各样组的平均值和极差 对于第i 个样组,其平均值和极差计算公式为 1 1m i ij j X X m ==∑, max min i i i R X X =- 式中:i X ——第i 个样组的平均值; i R ——第i 个样组的标准差; ij X ——第i 个样组第j 个试样的测量值; max i X ——第i 个样组数据的最大值; min i X ——第i 个样组数据的最小值。 3)计算X -R 图的控制线 X -R 图的控制线为 样组平均值X 图的中线 1 1m k i i m X X k ==∑ 样组平均值R 图的中线
工艺过程的统计分析 一:概述 在生产实际中,影响加工精度的原始误差很多,这些原始误差往往使综合地交错在一起对加工精度产生综合影响的,且其中不少原始误差的影响往往带有随机性。对于一个受多个随机性质原始误差影响的工艺系统,只有用概率统计的方法来进行分析,才能得出正确的、符合实际的结果。 (一)系统性误差与随机性误差 系统性误差可分为常值系统性误差和变值系统性误差两种。在顺序加工一批工件中,其大小和方向皆不变的误差,称为常值系统性误差。例如,铰刀直径大小的误差,测量仪器的一次对零误差等。在顺序加工一批工件中,其大小和方向遵循某一规律变化的误差,称为变值系统性误差。例如,由于刀具的磨损引起的加工误差,机床和刀具或工件的受热变形引起的加工误差等。显然,常值系统性误差与加工顺序无关,而变值系统性误差则与加工顺序有关。 在顺序加工一批工件中,有些误差的大小和方向使无规则变化着的,这些误差称为随机误差。例如加工余量不均匀、材料硬度不均匀、夹紧力时大时小等原因引起的 加工误差。 对于常值系统性误差,若能掌握其大小和方向,就可以通过调整消除;对于变值系统性误差,若能掌握其大小和方向随时间变化的规律,则可通过自动补偿消除;唯队随机性误差,只能缩小它们的变动范围,而不可能完全消除。由概率论与数理统计血可知,随机性误差的统计规律可用它的概率分布表示。 (二)机械制造中常见的误差分布规律
偏态 分布 在用试切法车削轴径或孔径时,由于操作者为了尽量避免产生不 可修复的废品,主观地(而不是随机地)使轴颈加工得宁大勿小, 则它们得尺寸误差就呈偏态分布。 机械加工误差 分布规律 (三)正态分布 1.正态分布的数学模型、特征参数和特殊点机械加工 中,工件的尺寸误差是由很多相互独立的随机误差综合作 用的结果,如果其中没有一个随机误差是起决定作用的, 则加工后工件的尺寸将呈正态分布,其密度方程中,有两 个特征参数:一个算术平均值只影响曲线的位置,而不影 响曲线的形状;另一个均方根偏差(标准差)σ 只影响曲 线的形状,而不影响曲线的位置,均方根偏差愈大,曲线 愈平坦,尺寸就愈分散,精度就愈差。因此,均方根偏差 反映了机床加工精度的高低,算术平均值反映了机床调整 位置的不同。 2.标准正态分布 算术平均值为 0,均方根偏差为 1 的正态分布为标准正态分布。 3.工件尺寸再某区间内的概率 生产上感兴趣的往往不是工件为某一尺寸的概率是多大,而是加工工件尺寸落在某一 区间(x1≤x≤x2)内的概率是多大,如右图示。通过分析可知,非标准正态分布概率 密度函数的积分,经标准化变换后,可用标准正态分布概率密度函数的积分表示,为 了计算的需要,可制作一个标准化正态分布概率密度函数的积分表。通过计算可知, 正态分布的分散范围为 这就是工程上经常用到的“±3σ 原则”,或称“6σ 原 则”。
中学化学中四种定量实验常见误差分析例 举 物质的量浓度溶液的配制,酸碱中和滴定,硫酸铜晶体中结晶水含量的测定和中和热的测定是中学化学实验中的四种定量实验。它是学生学习和掌握中学化学实验的重点内容,特别是四种定量实验的误差分析是学生学习和掌握定量实验的难点。现就中学化学中四种定量实验常见误差分析例举如下: 一、物质的量浓度溶液的配制 (以配制500mL.1mol/LNaOH溶液为例) 1、NaOH药品不纯(如NaOH中混有少量Na2O),结果偏高。 2、用天平称量NaOH时,称量时间过长。由于部分NaOH 与空气中的CO2反应生成Na2CO3,得到Na2CO3和NaOH 的混合物,则结果偏低。 3、用天平称量NaOH时,如砝码有污物,结果偏高。 4、用天平称量NaOH时,物码颠倒,但未用游码,不影响结果。 5、用天平称量NaOH时,物码颠倒,又用了游码,结果偏低。 6、用天平称量NaOH时,若用滤纸称NaOH,结果偏低。
7、称量前小烧杯中有水,无影响。 8、向容量瓶中转移溶液时,有少量溶液流至容量瓶之外,结果偏低。 9、未把烧杯、玻璃棒洗涤2~3次,或洗涤液未注入容量瓶,结果偏低。 10、烧杯中溶液未冷却至室温,就开始转移溶液注入容量瓶,结果偏高 11、定容时蒸馏水加多了,液面超过了刻度线,而用滴管吸取部分溶液至刻度线,结果偏低。 12、定容时摇匀,容量瓶中液面下降,再加蒸馏水至刻度线,结果偏低。 13、容量瓶定容时,若俯视液面读数,结果偏高。 14、容量瓶定容时,若仰视液面读数,结果偏低。 15、配制一定物质的量浓度稀H2SO4时,用量筒量取浓溶液,若俯视读数,结果偏低。 16、配制一定物质的量浓度稀H2SO4时,用量筒量取浓溶液,若仰视读数,结果偏高。 二、酸碱中和滴定 17、滴定管蒸馏水洗后未用标准液润洗,就直接装入标准液,造成标准液稀释,溶液浓度降低,滴定过程中消耗标准液体积偏大,测定结果偏高。 18、盛待测液滴定管水洗后,未用待测液润洗就取液加
实验一 一、实验目的及要求 对应分析是你也降维的思想以达到减化数据结构的目的,凤的研究广泛用于定义属性变量构成的列联表利用对应分析方法分析问卷中教育程度与网上购物支付方式之间的相互关系。 二、实验环境 SPSS 19.0 window 7系统 三、实验内容及实验步骤(实践内容、设计思想与实现步骤) 实验题目: 通过分析问卷数据,绘制如下的教育程度与网上购物支付方式的交叉表,运用对应分析方法研究教育程度与网上购物所选择的支付方式之间的相关性,及揭示不同人群网上购物的特征等问题。 设计思想:原假设:H1:χ2>χα2[(n?1)(p?1)] 实现步骤: 1.在变量视窗中录入3个变量,用edu表示【教育程度】,用fangshi表示【在网上购物时采用什么样的支付方式】,用pinshu表示【频数】;如图所示:
2.先对数据进行预处理。执行【数据】→【加权个案】命令,弹出【加权个案】对话框。选中【加权个案】按钮,把【频数】放入【频率变量】框中,点击【确定】按钮完成。 3.打开主窗口,选择菜单栏中的【分析】→【降维】→【对应分析】命令,弹出【对应分析】对话框。 4.将【教育程度】导入【行】,将【在网上购物时采用什么样的支付方式】导入【列】。 5. 单击【定义范围(D)】,打开【对应分析:定义行范围】对话框; 定义行变量分类全距最小值为1,最大值为4,单击【更新】;点击【继续】,返回【对应分析】对话框;同方法打开【对应分析:定义列范围】对话框; 定义列变量全距最小值为1,最大值为5,单击【更新】; 6. 单击【统计量】打开【对应分析:统计量】对话框;选择【行轮廓表】,【列轮廓表】;单击【继续】,返回【对应分析】对话框, 7.选择【绘制】→【对应分析:图】对话框,选择【散点图】中的【行点】、【列点】选择【线图】中的【已转换的行类别】、【已转换的列类别】,单击【继续】,返回【对应分析】对话框。 8.单击【确定】按钮,完成设置并执行列联表分析。 四、调试过程及实验结果(详细记录实验在调试过程中出现的问题及解决方法。记录实验的结果) SPSS实验结果及分析: 上表显示了在32155名被调查者中,大多数消费者在网上购物时选择第三方支付和网上银行支付,在网上购物的消费人群以大学本科生相对最多。
机械加工误差的综合分析 ------统计分析法的应用一、实验目的
运用统计分析法研究一批零件在加工过程中尺寸的变化规律,分析加工误差的性质和产生原因,提出消除或降低加工误差的途径和方法,通过本实验使同学能够掌握综合分析机械加工误差的基本方法。 二、实验用仪器、设备 1.M1040A型无心磨床一台; 2.分辨率为0.001mm的电感测微仪一台; 3.块规一付(尺寸大小根据试件尺寸而定); 4.千分尺一只; 5.试件一批约120件, 6.计算机和数据采集系统一套。 三、实验容 在无心磨床上连续磨削一批试件(120件),按加工顺序在比较仪上测量尺寸,并记录之,然后画尺寸点图和X---R图。并从点图上取尺寸比较稳定(即尽量排除掉变值系统性误差的影响)的一段时间连续加工的零件120件,由此计算出X、σ,并做出尺寸分布图,分析加工过程中产生误差的性质,工序所能达到的加工精度;工艺过程的稳定性和工艺能力;提出消除或降低加工误差的措施。
四、实验步骤 1. 按被磨削工件的基本尺寸选用块规,并用气油擦洗干净后推粘在一起; 2. 用块规调整比较仪,使比较仪的指针指示到零,调整时按大调---微调---水平调整步骤进行(注意大调和水平调整一般都予先调好),调整好后将个锁紧旋钮旋紧,将块规放入盒中。 3. 修正无心磨床的砂轮,注意应事先把金刚头退后离开砂轮。将冷却液喷向砂轮,然后在按操作规程进刀,修整好砂轮后退刀,将冷却液喷头转向工件位置。 4. 检查磨床的挡片,支片位置是否合理(如果调整不好,将会引起较大的形变误差)。对于挡片可通过在机床不运转情况下,用手将工件沿着支片紧贴挡片前后推动,同时调整前后螺钉,直至工件能顺利、光滑推过为宜。 5. 按给定尺寸(Φd-0.02)调整机床,试磨五件工件,使得平均尺寸应保证在公差带中心稍偏下为宜,然后用贯穿法连续磨削一批零件,同时用比较仪,按磨削顺序测量零件尺寸并记录之。 6. 清理机床,收拾所用量具、工具等。 7. 整理实验数据,打印做实验报告。 五、实验结果及数据处理 该实验选用M1040A型无心磨床和块规一付 (1)实验原始数据
1. 正态性检验 Kolmogorov-Smirnov a Shapir o-Wilk 统计量df Sig. 统计量df Sig. 净资产收益率.113 35 .200*.978 35 .677 总资产报酬率.121 35 .200*.964 35 .298 资产负债率.086 35 .200*.962 35 .265 总资产周转率.180 35 .006 .864 35 .000 流动资产周转率.164 35 .018 .885 35 .002 已获利息倍数.281 35 .000 .551 35 .000 销售增长率.103 35 .200*.949 35 .104 资本积累率.251 35 .000 .655 35 .000 *. 这是真实显著水平的下限。 a. Lilliefors 显著水平修正 此表给出了对每一个变量进行正态性检验的结果,因为该例中样本中n=35<2000,所以此处选用Shapiro-Wilk统计量。由Sig.值可以看到,总资产周转率、流动资产周转率、已获利息倍数及资本积累率均明显不遵从正态分布,因此,在下面的分析中,我们只对净资产收益率、总资产报酬率、资产负债率及销售增长率这四个指标进行比较,并认为这四个变量组成的向量遵从正态分布(尽管事实上并非如此)。这四个指标涉及公司的获利能力、资本结构及成长能力,我们认为这四个指标可以对公司运营能力做出近似的度量。 2. 主体间因子 N 行业电力、煤气及水的生产和供应 业 11 房地行业15 信息技术业9 多变量检验a 效应值 F 假设 df 误差 df Sig. 截距Pillai 的跟踪.967 209.405b 4.000 29.000 .000 Wilks 的 Lambda .033 209.405b 4.000 29.000 .000 Hotelling 的跟踪28.883 209.405b 4.000 29.000 .000 Roy 的最大根28.883 209.405b 4.000 29.000 .000 行业Pillai 的跟踪.481 2.373 8.000 60.000 .027 Wilks 的 Lambda .563 2.411b8.000 58.000 .025 Hotelling 的跟踪.698 2.443 8.000 56.000 .024 Roy 的最大根.559 4.193c 4.000 30.000 .008 a. 设计 : 截距 + 行业
机械加工定位误差分析及菱形销设计 如前所述,为保证工件的加工精度,工件加工前必须正确的定位。所谓正确的定位,除应限制必要 的自由度、正确地选择定位基准和定位元件之外,还应使选择的定位方式所产生的误差在工件允许的误 差范围以内。本节即是定量地分析计算定位方式所产生的定位误差,以确定所选择的定位方式是否合理。 使用夹具时造成工件加工误差的因素包括如下四个方面: ( 1 )与工件在夹具上定位有关的误差,称为定位误差Δ D ; ( 2 )与夹具在机床上安装有关的误差,称为安装误差Δ A ; ( 3 )与刀具同夹具定位元件有关的误差,称为调整误差Δ T ; ( 4 )与加工过程有关的误差,称为过程误差Δ G 。其中包括机床和刀具误差、变形误差和测量 误差等。 为了保证工件的加工要求,上述误差合成后不应超出工件的加工公差δ K ,即 Δ D + Δ A + Δ T + Δ G ≤δ K 本节先分析与工件在夹具中定位有关的误差,即定位误差有关的内容。 由定位引起的同一批工件的设计基准在加工尺寸方向上的最大变动量,称为定位误差。当定位误差,一般认为选定的定位方式可行。 Δ D ≤ 1/3 δ K 一、定位误差产生的原因及计算 造成定位误差的原因有两个:一个是由于定位基准与设计基准不重合,称为基准不重合误差(基准 不符误差);二是由于定位副制造误差而引起定位基准的位移,称为基准位移误差。
(一)基准不重合误差及计算 由于定位基准与设计基准不重合而造成的定位误差称为基准不重合误差,以Δ B 来表示。 图 3 -61a 所示为零件简图,在工件上铣缺口,加工尺寸为 A 、 B 。图3-61b 为加工示意图,工件以底面和 E 面定位, C 为确定刀具与夹具相互位置的对刀尺寸,在一批工件 的加工过程中 C 的位置是不变的。 加工尺寸 A 的设计基准是 F ,定位基准是 E ,两者不重合。当一批工件逐个在夹具上 定位时,受尺寸S ±δ S /2 的影响,工序基准 F 的位置是变动的, F 的变动影响 A 的大小,给 A 造成误差,这个误差就是基准不重合误差。 显然基准不重合误差的大小应等于定位基准与设计基准不重合而造成的加工尺寸的变动 范围,由图3-61b 可知: Δ B =A max-A min =S max-S min= δ S S 是定位基准 E 与设计基准 F 间的距离尺寸。当设计基准的变动方向与加工尺寸的方向相同时, 基准不重合误差就等于定位基准与设计基准间尺寸的公差,如图3-61 ,当S 的公差为δ S ,即 Δ B = δ S (3-2 ) 当设计基准的变动方向与加工尺寸方向有一夹角(其夹角为β)时,基准不重合误差等于定位基准
高中化学高二第一学期 第十章学习几种定量测定方法 关于实验误差方面的总结 10.1 测定1mol气体体积 在实验中造成测定结果偏小的是 1.装置漏气 2.镁带含有跟硫酸不反应的杂质 3.称量后擦去镁带表面的氧化膜 4.反应结束后,未用针筒抽气 5.硫酸注入量不足10ml,使镁带有剩余 6.实验仪器本身存在量得气体体积偏小的误差 在实验中造成测定结果偏大的是 1.最后计算氢气体积时没有扣去硫酸的体积 2.反应放热,实验过程中温度升高较大 3.镁带中含有产生气体比等质量的镁产生气体多的杂质(如Al 等) 4.实验仪器本身存在量得气体偏大的误差 10.2结晶水合物中结晶水含量的测定
1.加热不彻底造成硫酸铜晶体未失去全部结晶水 2.失去全部结晶水后未放入干燥器中冷却(在空气中冷却) 3.取用的样品中混有前面同学操作后的无水硫酸铜 4.晶体中含有不挥发杂质 在实验中造成测定结果偏高的是 1.加热时有晶体溅出(用玻璃棒搅拌时被沾去一点硫酸铜) 2.坩埚不干燥 3.晶体表面有水 4.加热时间过长,部分变黑 5.晶体中含有受热易分解的杂质 6.为了测定一包白色粉末的质量,将药品放在右盘,砝码放在 左盘,并需移动游码使之平衡,测得药品的质量为m(砝码)和m(游码的移动) 10.3酸碱滴定 在实验中造成测定结果偏低的是 1.用以量取待测液的滴定管未用待测液润洗 2.滴定时,摇动锥形瓶不慎溅出几滴溶液
1.锥形瓶洗净后又用待测液润洗 2.装酸液的滴定管内有气泡,滴定后气泡消失 3.滴定管用水洗后,未用标准溶液润洗就装入标准溶液 4.滴定前,滴定管尖嘴部分有一气泡,滴定过程中气泡消失 滴定结束读数时,若仰视,则读数值比溶液的实际体积偏大,结果造成测得的待测液浓度偏大 若同一次读数采用俯视,则使测得待测液浓度偏小。
院系:数学与统计学学院 专业:__统计学 年级:2009 级 课程名称:统计分析 ____ 学号:____________ 姓名:_________________ 指导教师:____________ 2012年4月28日 (一)实验名称 1. 编程计算样本协方差矩阵和相关系数矩阵;
2. 多元方差分析MANOVA。 (二)实验目的 1. 学习编制sas程序计算样本协方差矩阵和相关系数矩阵; 2. 对数据进行多元方差分析。 (三)实验数据 第一题: 第二题:
(四)实验内容 1. 打开SAS软件并导入数据; 2. 编制程序计算样本协方差矩阵和相关系数矩阵; 3. 编制sas程序对数据进行多元方差分析; 4. 根据实验结果解决问题,并撰写实验报告; (五)实验体会(结论、评价与建议等) 第一题: 程序如下: proc corr data=sasuser.sha n cov; proc corr data=sasuser.sha n no simple cov; with x3 x4; partial x1 x2; run; 结果如下: (1)协方差矩阵 $AS亲坯 曲;15 Friday, Apr: I SB,沙DO COUR过程 x4 目由度=30 Xi x2x3x4x5X? -10.I9B4944-0.45E2GJ5I.3347097-G.1193E48-£0.e75?GS
-ID. 188494669,36&Q3?9-7.22IO&OS1J5692043I5.49ee^91S.Oa97SM -8.45S2645■7,221050829.S78&S46-6.372E47I-15.3084183-21.7352376-11.5674785 1.3841097 1.G5S2M7t.3726171IJ24?17B 4.e093011 4.4C12473 2.B747CM -G. I1S3S49 1.GS92043-is.soul aa 4.B09B01I68.7978495劣』S670971S.57ai1B3 -IH.05l6l?a15.43S6569-J1.73S2376孔耶124TB27.0387097105.103225&S7.3505S7E: -2D K5752??319-11337204-1L55M7S52r9747?3i19,573118337.3S0&87E33.3SQ6452 (2) 相关系数矩阵 Pearson相关系数” N =引 当HO: Rho=0 时.Prob > |r| Xi Xi xl 1.QQ000 x2 -C.23954 0.2061 x3 -0,30459 0.0957 x4 0.18975 Q.3092 x5 '0.14157 0.4475 x6 -0.83787 0.0630 -0.49292 0.0150 x2-0.23354 1.00000-0.162750.143510.022700.181520.24438 x20.20C10.31:1?0.441?0.90350.32640.1761 x3-0.30459-0.16275 1.00000-0.06219-0.34641-0.^797-0.23674 x30.095?0.381?<.00010.0563o.oses0 JS97 x40.1S8760.14351-0.86219L000000.400540,313650.22610 x40.30920.4412<.0001 D.02EG Q.085S0.2213 x5-0J 41570.02270-0.946410.40054 1.000000.317370.26750 x50.4J750.90350.0G68Q.025&0.08130 + 1620 x6-0.33?e?0.1S162-0.397970.813650.31787LOOOOO0.82976 x60.0S300.32840.02660.08580.0813C0001辺-0.432920.24938-0.288740.22810 D.267600.92976 1.00000 x70,01500J7610.19970.22130JG20<.0001 第二题: 程序如下: proc anova data=sasuser.hua ng; class kind; model x1-x4=k ind; manova h=k ind; run; 结果如下: (1)分组水平信息 The ANNA Procedure Cla^s Level Informat ion Class Level?Values kind 3 123 Number of observatIons CO (2) x1、x2、x3、x4的方差分析
中和热概念及分类 ?一、定义 ?在稀溶液中,酸跟碱发生中和反应生成1 mol 水时的反应热叫做中和热. ?定义要点: ?1.必须是酸和碱的稀溶液,因为浓酸溶液和浓碱溶液在相互稀释时会放热. ?2.强酸和强碱的稀溶液反应才能保证H+(aq)+OH-(aq)====H2O(l)中和热均为57.3 kJ·mol-1,而弱酸或弱碱在中和反应中由于电离吸收热量,其中和热小于57.3 kJ·mol-1; ?3.以生成1 mol 水为基准. ?二、注意点: ?中和热是以生成1 mol H2O所放出的热量来测定的,因此书写它们的热化学方程式时,应以生成1 mol 水为标准来配平其余物质的化学计量数,例如: ?KOH(aq)+1/2H2SO4(aq)==== 1/2K2SO4(aq)+H2O(l);ΔH=-57.3 kJ·mol-1 ?实质:H++OH- =H2O,当强酸与强碱在稀溶液中发生中和反应时,都有:H+(aq) +OH- (aq) =H2O(l);ΔH =-57.3kJ/mol ?三、分类与实例
?发生中和反应时,由于所用的酸和碱有强弱不同,又有一元、二元或多元之分,因而中和热各不相同。 ?(1)一元强酸跟一元强碱的中和热 ?一元强酸跟一元强碱中和时,中和热为-57.3 kJ/mol。 ?(2)一元强酸跟一元弱碱或一元弱酸跟一元强碱的中和热 ?如果有一元弱酸或弱碱参加中和反应,其中和热所放出热量一般都低于57.3 kJ/mol,也有个别高于57.3 kJ/mol的。这主要取决于弱酸或弱碱电离时吸热还是放热。 一般地说,弱酸或弱碱的电离是吸热的,因此,中和反应所放出的热量还要扣除电离时吸收的那部分热量,中和热也就低于57.3 kJ/mol。 例如,1 mol CH3COOH跟1 mol NaOH溶液反应时,中和热是56.0 kJ/mol。 ?有的弱电解质电离时是放热的。例如,1 mol 氢氟酸电离时放出 10.4 kJ/mol热量。当它跟1 mol NaOH溶液反应时,中和热是67.7 kJ/mol。 ?(3)二元酸跟一元强碱的中和热 ?二元酸的电离是分两步进行的,两个H+的中和热各不相同。中和第一个H+的中和热,等于57.3 kJ/mol减去二元酸电离出第一个H+所吸收的热量ΔH1;中和第二个H+的中和热,等于57.3 kJ/mol减去二元酸电离出第二个H+所吸收的热量ΔH2。因此,二元酸跟一元强碱的中和热ΔH可用下式表示: ?ΔH=-〔2×57.3 kJ/mol-(ΔH1+ΔH2)〕
多元统计分析实验报告 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】
1. 正态性检验 Kolmogorov-Smirnov a Shapir o-Wilk 统计量df Sig.统计量df Sig. 净资产收益 .11335.200*.97835.677 率 总资产报酬 .12135.200*.96435.298 率 资产负债率.08635.200*.96235.265 总资产周转 .18035.006.86435.000 率 流动资产周 .16435.018.88535.002 转率 已获利息倍 .28135.000.55135.000 数 销售增长率.10335.200*.94935.104 资本积累率.25135.000.65535.000 *. 这是真实显着水平的下限。 a. Lilliefors 显着水平修正 此表给出了对每一个变量进行正态性检验的结果,因为该例中样本中 n=35<2000,所以此处选用Shapiro-Wilk统计量。由Sig.值可以看到,总资产周转率、流动资产周转率、已获利息倍数及资本积累率均明显不遵从正态分布,因此,在下面的分析中,我们只对净资产收益率、总资产报酬率、资产负债率及销售增长率这四个指标进行比较,并认为这四个变量组成的向量遵从正态分布(尽管事实上并非如此)。这四个指标涉及公司的获利能力、资本结构及成长能力,我们认为这四个指标可以对公司运营能力做出近似的度量。 2. 主体间因子 N
行业电力、煤气及水的 生产和供应业 11 房地行业15 信息技术业9 多变量检验a 效应值F假设 df 误差 df Sig. 截距Pillai 的跟 踪 .967.000 Wilks 的 Lambda .033.000 Hotelling 的跟踪 .000 Roy 的最大 根 .000 行业Pillai 的跟 踪 .481.027 Wilks 的 Lambda .563.025 Hotelling 的跟踪 .698.024 Roy 的最大 根 .559.008 a. 设计 : 截距 + 行业 b. 精确统计量 c. 该统计量是 F 的上限,它产生了一个关于显着性级别的下 限。 上面第一张表是样本数据分别来自三个行业的个数。第二张表是多变量检验表,该表给出了几个统计量,由Sig.值可以看到,无论从哪个统计量来看,三个行业的运营能力(从净资产收益率、总资产报酬率、资产负债率及销售增长率这四个指标的整体来看)都是有显着差别的。 3. 主体间效应的检验
1、NaOH药品不纯(如NaOH中混有少量Na2O),结果偏高。 2、用天平称量NaOH时,称量时间过长。由于部分NaOH与空气中的CO2反应生成Na2CO3 ,得到Na2CO3和NaOH的混合物,则结果偏低。 3、用天平称量NaOH时,如砝码有污物,结果偏高。 4、用天平称量NaOH时,物码颠倒,但未用游码,不影响结果。 5、用天平称量NaOH时,物码颠倒,又用了游码,结果偏低。 6、用天平称量NaOH时,若用滤纸称NaOH,结果偏低。 7、称量前小烧杯中有水,无影响。 8、向容量瓶中转移溶液时,有少量溶液流至容量瓶之外,结果偏低。 9、未把烧杯、玻璃棒洗涤2~3次,或洗涤液未注入容量瓶,结果偏低。 10、烧杯中溶液未冷却至室温,就开始转移溶液注入容量瓶,结果偏高 11、定容时蒸馏水加多了,液面超过了刻度线,而用滴管吸取部分溶液至刻度线,结果偏低。 12、定容时摇匀,容量瓶中液面下降,再加蒸馏水至刻度线,结果偏低。
13、容量瓶定容时,若俯视液面读数,结果偏高。 14、容量瓶定容时,若仰视液面读数,结果偏低。 15、配制一定物质的量浓度稀H2SO4时,用量筒量取浓溶液,若俯视读数,结果偏低。 16、配制一定物质的量浓度稀H2SO4时,用量筒量取浓溶液,若仰视读数,结果偏高。 二、酸碱中和滴定 17、滴定管蒸馏水洗后未用标准液润洗,就直接装入标准液,造成标准液稀释,溶液浓度降低,滴定过程中消耗标准液体积偏大,测定结果偏高。 18、盛待测液滴定管水洗后,未用待测液润洗就取液加入锥形瓶,待测液被稀释,测定结果偏低。 19、锥形瓶水洗后,又用待测液润洗,再取待测液,造成待测液实际用量增大,测定结果偏高。 20、用滴定管取待测液时,滴定管尖嘴处有气泡未排出就取液入锥形瓶,由于气泡填充了部分待测液,使得待测液体积减小,造成滴定时标准液体积减小,测定结果偏低。 21、滴定前,锥形瓶用水洗涤后,或锥形瓶中残留水,未干燥,或取完待测液后再向锥形瓶中加点水便于观察,虽然待测液体积增大,但待测液浓度变小,其物质的量不变,无影响。 22、滴定前,液面在“0”刻度线之上,未调整液面,造成标准液体积偏小,测定结果
多元统计与程序设计》课程实验报告 项目名称: 学生姓名: 学生学号: 指导教师: 完成日期:
1 实验内容 2 模型建立与求解 2.1聚类分析的形成思路 2.2.1类平均法 2.2.2谱系图的形成 2.3.快速聚类法 (以上内容见课本) 3 实验数据与实验结果 3.1实验数据 设有20个土壤样品分别对5个变量的观测数据如表5.16所示,试利用 聚类法对其进行样品聚类分析 样品号 含沙量1X 淤泥含量2X 粘土含量3X 有机物4X PH 值5X 1 77.3 13.0 9.7 1.5 6.4 2 82.5 10.0 7.5 1.5 6.5 3 66.9 20.0 12.5 2.3 7.0 4 47.2 33.3 19.0 2.8 5.8 5 65.3 20.5 14.2 1.9 6.9 6 83.3 10.0 6.7 2.2 7.0 7 81.6 12.7 5.7 2.9 6.7 8 47.8 36.5 15.7 2.3 7.2 9 48.6 37.1 14.3 2.1 7.2 10 61.6 25.5 12.6 1.9 7.3 11 58.6 26.5 14.9 2.4 6.7 12 69.3 22.3 8.4 4.0 7.0 13 61.8 30.8 7.4 2.7 6.4 14 67.7 25.3 7.0 4.8 7.3 15 57.2 31.2 11.6 2.4 6.3 16 67.2 22.7 10.1 33.3 6.2 17 59.2 31.2 9.6 2.4 6.0 18 80.2 13.2 6.6 2.0 5.8
19 82.2 11.1 6.7 2.2 7.2 20 69.7 20.7 9.6 3.1 5.9 3.2实验过程及结果 Case Processing Summary(a) Cases Valid Missing Total N Percent N Percent N Percent 20 100.0% 0 .0% 20 100.0% a Squared Euclidean Distance used 上表是接近度矩阵,计算距离使用的是平方欧氏距离,所以样品间距离越大,样品越相异,由表中矩阵可以看出样品8号和样品9号的距离是最小的,因此它们最先聚为一类。 Average Linkage (Between Groups) Agglomeration Schedule Stage Cluster Combined Coefficient s Stage Cluster First Appears Next Stage Cluster 1 Cluster 2 Cluster 1 Cluster 2 1 8 9 .153 16
1. 在机床上磨一批mm 0035.018-Φ的光轴,工件尺寸呈正态分布,现测得平均尺寸- x =17.975mm ,均方根差σ=0.01mm ,试: (1)画出工件尺寸误差的分布曲线,并标出公差带; (2)计算该工序的工艺能力系数; (3)估计该工序的废品率; (4)分析产生废品的原因,并提出解决办法。(12分) 解 (1)分布曲线及公差带如图: (2)工艺能力系数: C P =T/6σ, C P =0.035/(6×0.01)=0.5833 (3)按题意x =17.975mm ,σ=0.01mm ,实际加工尺寸: 加工尺寸最大值Amax =x +3σ=17.975+0.03=18.005mm ,最小值Amin =x -3σ=17.975-0.03=17.945mm ,即加工尺寸介于17.945~18.005mm 之间,而T =0.035mm ,肯定有废品。所以分布在17.965mm 和18mm 之间的工件为合格产品,其余为废品。 因为= σ x -x z = 01 .0975 .1718-=2.5,所以F (z )=F (2.5)= 0.4938,即平均值右 侧废品率为0.5-F (2.5)=0.62%,即18mm 与18.005mm 间为废品;又因为 = σ x -x z = 01 .0965 .17975.17-=1,所以F (z )=F (1)=0.3413,即平均值左侧废 品率为0.5-F (1)=15.87%,即17.945mm 与17.965mm 间为废品,则总废品率
为0.62%+15.87%=16.49%。18mm 与18.005mm 间的废品为可修复废品。17.945mm 与17.965mm 间的废品为不可修复废品,因其尺寸已小于要求。 (3)产生废品的主要原因是加工精度不够,尺寸分布较散,另外对刀不准,存在系统误差。 2. 磨一批工件的外圆,工件尺寸呈正态分布,尺寸公差T =0.02mm ,均方根偏差σ=0.005mm ,公差带对称分布于尺寸分布中心,试: (1)画出销轴外径尺寸误差的分布曲线,并标出公差带; (2)计算该工序的工艺能力系数; (3)估计该工序的废品率。 (4)分析产生废品的原因,并提出解决办法。(8分) 解 (1) 分布曲线(1分)及公差带(1分): (2)工艺能力系数: C P =T/6σ,C P =0.02/(6×0.005)=0.667(2分) (3)要求的极限尺寸上偏差为0.01mm ,下偏差为-0.01mm ;工件可能出现的极限尺寸上偏差为0.015mm ,下偏差为-0.015mm ;所以分布在-0.01mm 和0.01mm 之间的工件为合格产品,其余为废品。 因为= σ x -x z = 005 .00 01.0-=2,所以F (z )=F (2)=0.4772,即平均值一侧废品率为50%-47.72%=2.28%,则总废品率为2×2.28%=4.56%(2分)。 (4)产生废品的主要原因是加工精度较差,改进办法是提高加工技术水平并改善工艺条件,使σ数值减少至6σ 加工过程误差的统计分析 一、实验目的和要求 通过本实验掌握加工过程误差统计分析的基本原理和方法。 1.运用计算机辅助误差测控仪进行误差数据的采集,运算,结果显示和打印。 2.熟悉直方图的作法,能根据样本数据确定分组数,组距,由直方图作出实际分布曲线,进而将实际曲线与正态分布曲线相比较,判断加工误差性质。 3.熟悉X-R质量控制图的作法,能根据X-R图判断工序加工稳定性。 二、基本原理和方法 加工误差可以分为系统误差和随机误差两大类。系统误差指在顺序加工一批工件中,其加工误差的大小和方向都保持不变或按一定的规律变化,前者称常值系统误差,是由大小和方向都一定的工艺因素造成,后者为变值系统误差,由大小和方向有规律变化的工艺因素造成。随机误差指在顺序加工一批工件中,其加工误差的大小和方向都是随机的,是许多相互独立的工艺因素微量的随机变化和综合作用的结果。 实际加工误差往往是系统误差和随机误差的综合表现,因此,在一定的加工条件下,要判断是某一因素起主导作用,必须先掌握一定的数据资料,再对这些数据资料进行分析研究,判断误差的大小,性质,及其变化规律等等,然后再正对具体情况采取相应的工艺措施。 统计分析方法可用来研究,掌握误差的分布规律和统计特征参数,将系统误差和随机误差区分开来。 1.误差的分布图分析法; 根据概率论理论,相互独立的大量微小随机变量,其总和的分布接近正态分布。这就是说,对于随机误差,应满足正态分布。 根据数理统计的原理,随机变量是全体(总体)的算术平均值和标准差可用部分随机变量的算术平均值x和标准差S来估算,其值是很接近的。这样,就可用抽检样本来估算整体。 在机械加工中,用调整法加工一批零件,当不存在明显的变值系统误差因素时,其尺寸分布近似于正态分布。 根据上述原理,在本实验中,通过检测丝杠螺距误差的数据样本,来模拟一批零件的加工误差的数据样本,不同截面的丝杠螺距误差,可以看成是该丝杠车削加工工艺系统中众多随机误差因素综合的结果。根据该误差数据样本绘制实验分布图(即直方图)和正态分布曲线。若该分布图呈正态分布,表明加工过程中是影响不突出的随机性误差起主导作用,而变值系统误差作用不明显,若分布图的平均偏差与公差带中点坐标不重合,表明存在常值系统误差,若所分析的误差量呈非正态分布,则说明变值系统误差作用突出。 实验分布图(即直方图)和正态分布曲线的绘制方法如下; 假设有一个误差数据样本,其样本容量为N,样本数据的最大值为Xmax,最小值为Xmin,并记极差,R=Xmax-Xmin。 将数据分为K组,K的选取与样本容量N的大小有一定的关系,可参见表1-1 确定K值以后即可按D=R/K确定组距。样本值落在同一误差组的个数即为频Mi, 频数与样本容量之比,称为频率Fi。以组距为横坐标,以频数为纵坐标按一定比例作出各个数据组的长方形,就构成了直方图。 正态分布概率分布密度函数为; 专题复习实验常见误差分析 物质的量浓度溶液的配制,酸碱中和滴定,硫酸铜晶体中结晶水含量的测定和中和热的测定是中学化学实验中的四种定量实验。它是学生学习和掌握中学化学实验的重点内容,特别是四种定量实验的误差分析是学生学习和掌握定量实验的难点。 一、物质的量浓度溶液的配制 (以配制500mL.1mol/L NaOH溶液为例) 1、NaOH药品不纯(如NaOH中混有少量Na2O),结果偏高。 2、用天平称量NaOH时,称量时间过长。由于部分NaOH与空气中的CO2反应生成Na2CO3 ,得到Na2CO3和NaOH 的混合物,则结果偏低。 3、用天平称量NaOH时,如砝码有污物,结果偏高。 4、用天平称量NaOH时,物码颠倒,但未用游码,不影响结果。 5、用天平称量NaOH时,物码颠倒,又用了游码,结果偏低。 6、用天平称量NaOH时,若用滤纸称NaOH,结果偏低。 7、称量前小烧杯中有水,无影响。 8、向容量瓶中转移溶液时,有少量溶液流至容量瓶之外,结果偏低。 9、未把烧杯、玻璃棒洗涤2~3次,或洗涤液未注入容量瓶,结果偏低。 10、烧杯中溶液未冷却至室温,就开始转移溶液注入容量瓶,结果偏高 11、定容时蒸馏水加多了,液面超过了刻度线,而用滴管吸取部分溶液至刻度线,结果偏低。 12、定容时摇匀,容量瓶中液面下降,再加蒸馏水至刻度线,结果偏低。 13、容量瓶定容时,若俯视液面读数,结果偏高。 14、容量瓶定容时,若仰视液面读数,结果偏低。 15、配制一定物质的量浓度稀H2SO4时,用量筒量取浓溶液,若俯视读数,结果偏低。 16、配制一定物质的量浓度稀H2SO4时,用量筒量取浓溶液,若仰视读数,结果偏高。 二、酸碱中和滴定 17、滴定管蒸馏水洗后未用标准液润洗,就直接装入标准液,造成标准液稀释,溶液浓度降低,滴定过程中消耗标准液体积偏大,测定结果偏高。 18、盛待测液滴定管水洗后,未用待测液润洗就取液加入锥形瓶,待测液被稀释,测定结果偏低。 19、锥形瓶水洗后,又用待测液润洗,再取待测液,造成待测液实际用量增大,测定结果偏高。 20、用滴定管取待测液时,滴定管尖嘴处有气泡未排出就取液入锥形瓶,由于气泡填充了部分待测液,使得待测液体积减小,造成滴定时标准液体积减小,测定结果偏低。 21、滴定前,锥形瓶用水洗涤后,或锥形瓶中残留水,未干燥,或取完待测液后再向锥形瓶中加点水便于观察,虽然待测液体积增大,但待测液浓度变小,其物质的量不变, 无影响。 22、滴定前,液面在“0”刻度线之上,未调整液面,造成标准液体积偏小,测定结果偏低。 23、移液管悬空给锥形瓶放待测液, 使待测液飞溅到锥形瓶外,或在瓶壁内上方附着,未被标准液中和,造成滴定时标准液体积偏小, 测定结果偏低。 24、移液管下端的残留液吹入锥形瓶内, 使待测液体积偏大,消耗的标准液体积偏大, 测定结果偏高。 25、盛标准液的滴定管,滴定前仰视读数,滴定后平视读数, 造成标准液体积减小,测定结果偏低。 26、盛标准液的滴定管,滴定前平视滴定管刻度线,滴定终了仰视刻度线, 读数偏大,造成标准液体积偏大, 测定结果偏高。 27、盛标准液的滴定管,滴定前平视滴定管刻度线,滴定终了俯视刻度线,读数偏小,造成标准液体积减小,测定结果偏低。 28、盛标准液的滴定管,滴定前仰视滴定管刻度线,读数偏大,滴定后俯视刻度线,读数偏小。造成标准液体积减小,测定结果偏低。 29、滴定前滴定管尖嘴部分有气泡,滴定后气泡消失,部分标准液用来填充气泡所占体积,造成标准液体积偏大,测定结果偏高。 30、滴定过程中,滴定管漏液或标准液滴到锥形瓶外,造成标准液体积偏大,测定结果偏高。 31、滴定达终点后,滴定管尖嘴处悬一滴标准液,造成实际进入锥形瓶的标准液减少,使标准液体积偏大,测定结果偏高。 32、滴定前选用酚酞作指示剂,滴定终了后,溶液变红,造成标准液体积偏大,测定结果偏高。加工过程误差的统计分析实验
专题复习实验常见误差分析
相关主题
文本预览